La fabbricazione di lamiere personalizzate determina la qualità della parte, i costi e i tempi di consegna attraverso la scelta tra taglio laser a fibra e getto d'acqua.
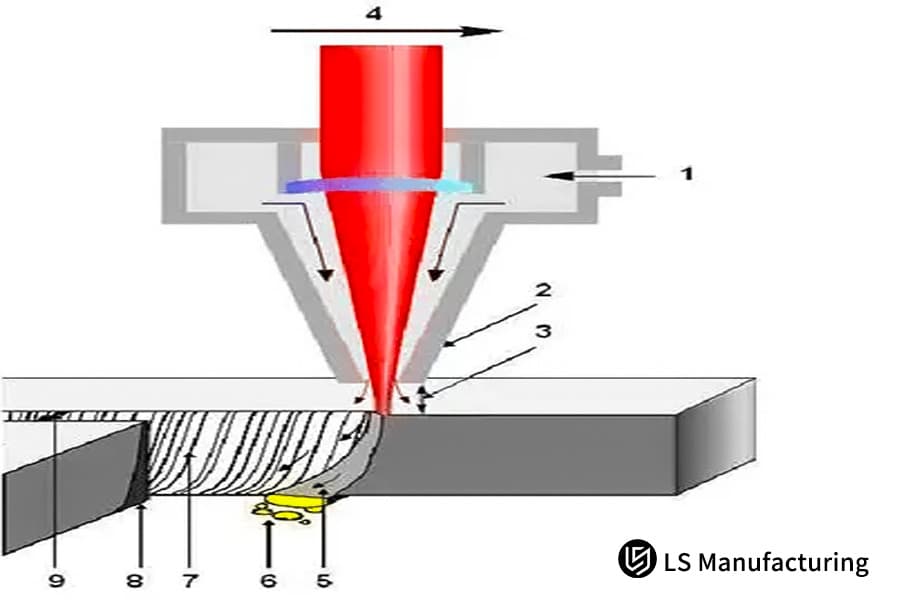
Il taglio laser a fibra è l'opzione migliore per fogli sottili (1 mm-12 mm) con una precisione di 0,1 mm, il taglio a getto d'acqua è l'opzione migliore per fogli spessi (30 mm e oltre) o materiali sensibili al calore (per prevenire la deformazione termica, perpendicolarità di 0,05 mm). Fare la scelta giusta può ridurre i costi fino al 25%.
I capi reparto acquisti e gli ingegneri a volte sono sconcertati dalle decisioni sul taglio della lamiera. Decisioni sbagliate possono portare a perdite materiali e ad un aumento dei costi oltre il controllo, principalmente perché non esistono confronti quantitativi dei processi.
Questo articolo, utilizzando i dati misurati di LS Manufacturing, delinea i limiti tecnici e offre standard selezionabili per assisterti nel fare le scelte giuste, ridurre i costi e migliorare la produttività.

Panoramica delle risposte principali per la selezione del processo di fabbricazione della lamiera personalizzata
|
Processo di taglio
|
Materiali applicabili e spessore
|
Precisione della tolleranza
|
Vantaggi principali
|
Scenari applicabili
|
|
|
Taglio laser fibra
|
Acciaio al carbonio, acciaio inossidabile 1-12 mm, lega di alluminio 1-8 mm.
|
±0,1 mm
|
Alta efficienza, taglio stretto, bassa perdita di materiale.
|
Lamiere medie e sottili prodotte in serie, parti standard ad alta precisione.
|
|
|
Taglio a getto d'acqua
|
Tutti i tipi di metalli ≥30 mm, leghe sensibili al calore.
|
±0,05-±0,15 mm
|
Lavorazione a freddo, nessuna deformazione termica, buona verticalità.
|
Piastre spesse, parti sensibili al calore, parti che non richiedono ossidazione.
|
|
|
Laser a fibra (assistito da azoto)
|
Acciaio inossidabile, lega di alluminio 1-6mm.
|
±0,08 mm
|
Senza strato di ossido, sezione liscia.
|
Parti di precisione con requisiti elevati come parti mediche e aerospaziali.
|
|
|
Getto d'acqua (grado di precisione)
|
Leghe speciali 20-100mm.
|
±0,05 mm
|
Nessuna zona influenzata dal calore, nessun cambiamento nelle proprietà del materiale.
|
Parti strutturali industriali, lavorazione di precisione di lamiere spesse.
|
|
|
Processo composito
|
Parti complesse, parti combinate a più spessori.
|
±0,08 mm
|
Bilanciare efficienza e qualità.
|
Parti metalliche complesse personalizzate.
|

|
Tipo materiale
|
Spessore
|
Velocità di taglio a getto d'acqua
|
Verticalità
|
Necessità di elaborazione secondaria
|
|
|
Acciaio al carbonio
|
30 mm
|
300 mm/min
|
±0,05 mm
|
Non necessario
|
|
|
Acciaio inossidabile
|
50mm
|
250 mm/min
|
±0,08 mm
|
Non necessario
|
|
|
Lega di titanio
|
20mm
|
200 mm/min
|
±0,05 mm
|
Non necessario
|
|
|
Lega di alluminio
|
40mm
|
350 mm/min
|
±0,07 mm
|
Non necessario
|
|
Tecnologia di elaborazione
|
Velocità di taglio
|
Rugosità della superficie di taglio (Ra)
|
Larghezza minima del Kerf
|
Capacità di elaborazione dei micropori
|
Adattabilità a grafica complessa
|
|
Taglio laser fibra
|
6000 mm/min
|
3,2-6,3μm
|
0,1 mm
|
Può elaborare microfori inferiori a 0,5 mm.
|
Alto, adatto per slot a passo stretto.
|
|
Taglio a getto d'acqua (qualità grado 5)
|
300 mm/min
|
1,6-3,2μm
|
1,0 mm
|
Non adatto per microfori inferiori a 1,5 mm.
|
Medio, più vantaggioso per grafiche complesse di lastre spesse.
|

|
Material Type |
Thickness Range |
Recommended Laser Power |
Auxiliary Gas |
Key Notes |
Adaptability to Custom Metal Fabrication Parts |
|
Q235 Carbon Steel |
1-12mm |
6-12kW |
Oxygen |
Control cutting speed to avoid dross. |
High, suitable for mass-produced standard parts. |
|
304 Stainless Steel |
1-8mm |
8-12kW |
Nitrogen |
Prevent oxidation and optimize focus position. |
High, suitable for precision parts. |
|
Aluminum Alloy |
1-6mm |
12kW |
Nitrogen |
Adopt anti-reflection technology to avoid equipment damage. |
Medium, suitable for lightweight parts. |
|
Titanium Alloy |
1-4mm |
12kW |
Argon |
Control energy density to avoid thermal deformation. |
Medium, suitable for high-end customized parts. |
|
Ultra-High Strength Steel |
1-8mm |
12kW |
Nitrogen |
Reduce feed speed to ensure cutting quality. |
High, suitable for industrial structural parts. |