Изготовление листового металла на заказ: волоконная лазерная резка или гидроабразивная резка
Написал
Gloria
Опубликовано
Apr 24 2026
Изготовление листового металла
Следуйте за нами
Изготовление листового металла на заказ определяет качество детали, стоимость и сроки поставки за счет выбора между волоконным лазером и гидроабразивной резкой.
Резака волоконным лазером — лучший вариант для тонких листов (1–12 мм) с точностью до 0,1 мм, гидроабразивная резка — лучший вариант для толстых листов (30 мм и выше) или термочувствительных материалов (во избежание термической деформации, перпендикулярность 0,05 мм). Правильный выбор может снизить затраты до 25 %.
Руководители отделов закупок и инженеры иногда озадачиваются решениями о резке листового металла. Неверные решения могут привести к материальным потерям и неконтролируемому росту затрат, главным образом потому, что нет количественного сравнения процессов.
В этой статье на основе измеренных данных LS Manufacturing описываются технические ограничения и предлагаются доступные стандарты, которые помогут вам сделать правильный выбор, снизить затраты и повысить производительность.
Обзор основных ответов при выборе процесса изготовления листового металла на заказ
<тело>
<тр>
Процесс резки
Применимые материалы и толщина
Допуск на точность
Основные преимущества
Применимые сценарии
<тр>
Резака волоконным лазером
Углеродистая сталь, нержавеющая сталь 1–12 мм, алюминиевый сплав 1–8 мм.
±0,1 мм
Высокая эффективность, узкий пропил, низкие потери материала.
Средние и тонкие пластины массового производства, высокоточные стандартные детали.
<тр>
Гидроабразивная резка
Все виды металлов ≥30 мм, термочувствительные сплавы.
±0,05–±0,15 мм
Холодная обработка, отсутствие термической деформации, хорошая вертикальность.
Толстые пластины, термочувствительные детали, детали, не требующие окисления.
<тр>
Волоконный лазер (с азотом)
Нержавеющая сталь, алюминиевый сплав 1–6 мм.
±0,08 мм
Нет оксидного слоя, гладкое сечение.
Точные детали с высокими требованиями, такие как детали медицинского и аэрокосмического назначения.
<тр>
Водоструйный (прецизионный класс)
Специальные сплавы 20–100 мм.
±0,05 мм
Нет зоны термического воздействия, нет изменений свойств материала.
Настраиваемые сложные детали из листового металла.
Мы подробно описали основные различия и идеальные сценарии этих двух процессов. Наряду с данными последующих испытаний, практическими примерами и инструментами принятия решений мы можем помочь вам быстро определить требования вашего индивидуального проекта по изготовлению листового металла, избежать ошибок при выборе и успешно провести двойную оптимизацию качества и затрат.
Почему стоит выбрать LS Manufacturing для изготовления листового металла на заказ? Высокоэффективная и высокоточная резка
В производстве листового металла вашими главными приоритетами, несомненно, являются "точность, эффективность и низкая стоимость" и это именно то, что LS Manufacturing готова предложить вам.
Поскольку наши услуги сертифицированы по стандарту ISO 9001:2015, мы гарантируем единообразие продукции, сокращаем объем доработок и помогаем снизить количество дополнительных отходов.
Благодаря интегрированной установке LS Manufacturing, включающей несколько волоконных лазеров мощностью 12 кВт и водяные струи высокого давления, вы можете работать с листами различной толщины от 1 мм до 100 мм. Это значит, что вам больше не нужно будет искать различных поставщиков и затраты на связь сэкономятся.
В качестве примера возьмем углеродистую сталь Q235 толщиной 12 мм. Вы можете резать со скоростью 6000 мм/мин, с очень узким пропилом всего 0,1 мм. На одном листе размером 4х8 футов вы сможете получить на 8% больше нестандартных металлических деталей, что означает меньше отходов материала и затраты на закупки.
Наша технология динамической частотной компенсации устраняет образование шлака на краях деталей из термочувствительных алюминиевых сплавов, обеспечивая эффективность обработки в 8 раз выше, чем при использовании традиционных водоструйных систем.
Когда дело доходит до обработки толстых листов, высокоточные водяные струи помогают поддерживать вертикальность с точностью до 0,05 мм, тем самым устраняя необходимость в процессах шлифования и приводя к снижению себестоимости производства на 15–20 %.
Помимо этого, LS Manufacturing всегда соблюдает Стандарт сварки стальных конструкций AWS D1.1, обеспечивая максимальный контроль над зоной термического влияния и последующими сварными швами.
<блок-цитата>
Мы предоставили индивидуальные решения более чем 500 клиентам по всему миру, помогая им сократить общие затраты на закупки в среднем на 20 %. Если у вас возникли трудности с выбором процесса, свяжитесь с нашими инженерами для бесплатной оценки процесса DFM, чтобы подобрать оптимальное технологическое решение.
Почему резка волоконным лазером может стать эффективным первым выбором для высокоточного изготовления листового металла по индивидуальному заказу?
Обработка листов тонкой и средней толщины (1–12 мм) занимает около 70 % работы при изготовлении листового металла на заказ. В этой области волоконная лазерная резка возглавляет список лидеров по эффективности. Его ключевыми преимуществами, которые в основном способствуют получению дохода клиентов, являются скорость, точность и стоимость.
Преимущества резки волоконным лазером в скорости и плотности энергии
<ул>
Обработка углеродистой стали Q235: Скорость резки достигает 12 000 мм/мин для толщины 1 мм, 3 000 мм/мин для толщины 6 мм и 6 000 мм/мин для толщины 12 мм, что значительно превышает средний показатель по отрасли и значительно повышает производительность. емкость.
Обработка нержавеющей стали 304: Скорость резки 2000 мм/мин для толщины 6 мм, при этом плотность энергии идеально контролируется на уровне 10^6 Вт/см, таким образом предотвращается переплавление материала и тем самым сохраняется хорошее качество вырезать.
Преимущества резки волоконным лазером в точности и стоимости
<ул>
Ограничение точности и потерь: Разрез всего 0,1 мм — это на 50 % меньшая ширина, чем обычно при газовой резке. Это означает, что один лист размером 4 x 8 футов может содержать на 5–8 % больше нестандартных металлических деталей, что приводит к снижению стоимости материала на деталь на 3–5 %.
Механизация и отгрузка: его можно комбинировать с автоматизированными системами погрузки и разгрузки, а также интеллектуальными системами планирования, что сокращает время доставки для крупносерийного производства на 40 % , а также снижает количество ручного вмешательства и человеческих ошибок.
<блок-цитата>
Услуга лазерной резки листового металла может в значительной степени повысить эффективность производственной линии. Таким образом, клиенты массового производства могут увеличить производительность и снизить удельные затраты. Если проект в основном ориентирован на пластины средней толщины, вы можете загрузить наш технический документ по услугам лазерной резки, чтобы узнать о конкретных параметрах обработки и методах учета затрат.
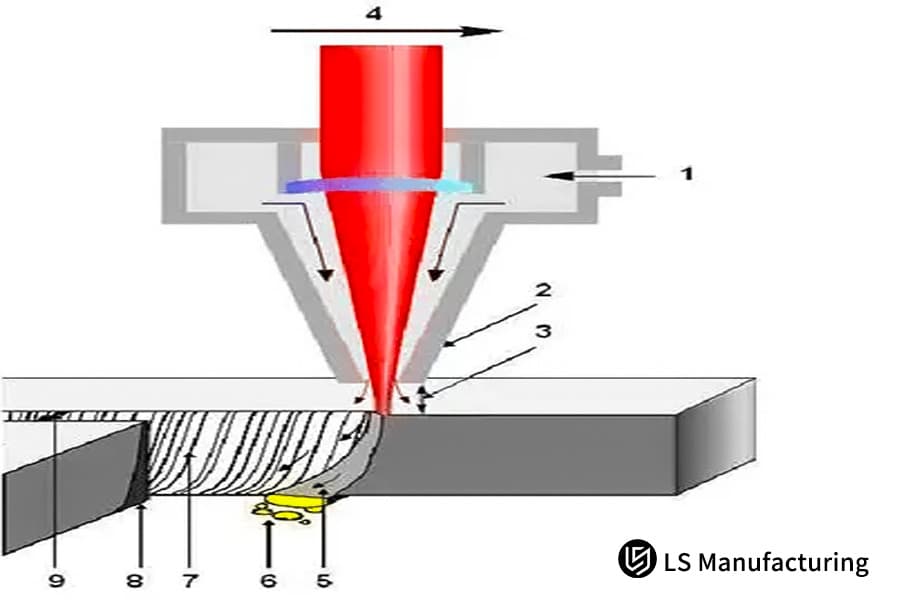
Рис. 1. Техническая диаграмма, показывающая луч волоконного лазера, прорезающий металлический лист с высокой точностью.
При каких технологических задачах услуга гидроабразивной резки металла является единственным решением, позволяющим избежать термической деформации материала?
Иногда изготовление листового металла по индивидуальному заказу застревает, если листы очень толстые или когда материалы очень чувствительны к нагреву. В таких случаях зона термического влияния (ЗТВ) вследствие резки волоконным лазером может даже оказаться убийственным фактором процесса.
Услуга гидроабразивной резки металла с ее свойствами холодной обработки прекрасно решает эту проблему и является единственным жизнеспособным вариантом.
Наиболее типичные области применения гидроабразивной резки
<ул>
Обработка толстых листов: В основном используется для металлических листов толщиной более 30 мм. В частности, если углеродистую сталь толщиной 50 мм резать гидроабразивной струей высокого давления, перпендикулярность будет в пределах 0,05 мм, а угол будет равен 1, что настолько точно, что никакой дополнительной обработки не требуется.
Обработка термочувствительных материалов:Этот метод подходит для титановых сплавов, жаропрочных сплавов и т.п., так как температура обработки равна 50°С. Поскольку не создается зона термического влияния, исключается упрочнение материала, а кроме того, не возникает оксидного слоя и микротрещин. сформировано.
Параметры гидроабразивной резки толстых пластин из разных материалов
<тело>
<тр>
Тип материала
Толщина
Скорость гидроабразивной резки
Вертикальность
Необходимость вторичной обработки
<тр>
Углеродистая сталь
30 мм
300 мм/мин
±0,05 мм
Нет необходимости
<тр>
Нержавеющая сталь
50 мм
250 мм/мин
±0,08 мм
Нет необходимости
<тр>
Титановый сплав
20 мм
200 мм/мин
±0,05 мм
Нет необходимости
<тр>
Алюминиевый сплав
40 мм
350 мм/мин
±0,07 мм
Нет необходимости
Чем лучше волоконный лазер по сравнению с. Точность баланса гидроабразивной резки и качество поперечного сечения при индивидуальной обработке сложных деталей?
В основе изготовления сложных деталей из листового металла на заказ лежит триада точности, качества сечения и стоимости.
Принятие решения между методами резки волоконным лазером и гидроабразивной резкой должно быть частью диалога, связанного с формой и размерами изготавливаемых деталей. Мы устанавливаем четкие критерии для этого компромисса с помощью фактических данных измерений.
Сравнение базовой производительности двух процессов
<тело>
<тр>
Технология обработки
Скорость резки
Шероховатость режущей поверхности (Ra)
Минимальная ширина пропила
Производительность микропор
Адаптация к сложной графике
<тр>
Резака волоконным лазером
6000 мм/мин
3,2–6,3 мкм
0,1 мм
Может обрабатывать микроотверстия диаметром менее 0,5 мм.
Высокий, подходит для слотов с узким шагом.
<тр>
Гидроабразивная резка (качество 5 класса)
300 мм/мин
1,6–3,2 мкм
1,0 мм
Не подходит для микроотверстий диаметром менее 1,5 мм.
Средний, более выгоден для сложной графики на толстых пластинах.
Принципы выбора процесса для сложных деталей
<ол>
Детали с тонкой структурой: Если детали имеют очень маленькие отверстия (менее 0,5 мм) или очень мелкий шаг, лучшим способом сделать это будет резка волоконным лазером. Наименьший размер фокусируемого пятна 0,05 мм не только помогает получить более высокое разрешение, но и защищает материал от повреждения.
Детали с большими поперечными сечениями: Когда детали должны достигать Ra3,2 м и иметь большую толщину, лучшим методом является гидроабразивная резка. Поскольку это холодный процесс, поперечное сечение будет красивым и гладким, без окисления, поэтому последующая шлифовка даже не потребуется.
Подводя итог, можно сказать, что резка волоконным лазером отлично подходит для изготовления очень детализированных деталей, тогда как гидроабразивная резка лучше подходит для толстых листов, которым требуется высокое качество поперечного сечения, что в совокупности обеспечивает точное качество деталей.
Рис. 2. Сравнительная таблица, показывающая ключевые различия между технологиями волоконного лазера и технологиями гидроабразивной резки.
Может ли ваша служба по производству листового металла снизить затраты на закупку материалов за счет оптимизации припуска на резку?
Точный контроль припуска на пропил — один из наиболее важных способов оптимизации затрат в услугах по изготовлению листового металла. Этот фактор всегда оставался в неведении даже во время принятия мер по сокращению затрат.
Полезность припуска на пропил при резке волоконным лазером
<ол>
Ширина пропила является основным фактором:Ширина пропила при резке волоконным лазером составляет всего 0,1 мм. Использование резки волоконным лазером может сократить отходы материалов и значительно повысить эффективность использования листа. Кроме того, он отличается от традиционных методов шириной пропила 0,2-0,3 мм.
Использование системы компоновки.Вложенное программное обеспечение в сочетании с прорезью 0,1 мм обеспечивает наиболее эффективную компоновку деталей. Это позволяет изготавливать на 5–8 % больше нестандартных металлических деталей на лист размером 4 x 8 футов или 5 x 10 футов.
Формула экономии при оптимизации припусков на резку
<ол>
Экономия на партию: Например, если компания закупает 100 листов нержавеющей стали 304 размером 4 x 8 футов по 200 долларов каждый месяц и режет на 8–10 листов меньше после оптимизации системы, они сэкономят от 1600 до 2000 долларов США. ежемесячно.
Долгосрочная ценность: Помимо экономии 19 200–24 000 долларов США в год, эту сумму также можно откладывать на снижение риска колебаний цен на сырье, что время от времени приводит к снижению затрат и повышению эффективности в долгосрочной перспективе.
<блок-цитата>
Помимо поиска квалифицированной компании по производству листового металла, которая может производить самые лучшие детали, Эту экономию затрат можно также получить за счет технической оптимизации. Если у вас есть потребности в индивидуальной настройке партии, свяжитесь с нашими инженерами для бесплатного расчета стоимости после оптимизации материала, чтобы раскрыть новый потенциал затрат. сокращение.
Пример использования: как компания LS Manufacturing адаптирует прецизионные рамы из нержавеющей стали для производства медицинского оборудования и снижает затраты на 25 %?
В секторе медицинского оборудования установлены очень высокие стандарты изготовления листового металла по индивидуальному заказу, включая чрезвычайно точные размеры изделий, очень хорошее качество поверхности, а также материалы, которые можно использовать в медицинских целях.
Из этого примера вы увидите, как мы справились с основными проблемами клиента и при этом снизили цену.
Проблема клиента
Первоклассный производитель медицинского оборудования хотел изготовить по индивидуальному заказу каркасы хирургических стентов из нержавеющей стали 316L толщиной 6 мм с условием, чтобы края не имели абсолютно никакого оксидного слоя, а кроме того, не было тепловой деформации, а последующая обработка покрытия требовала высоких требований.
Клиент изначально использовал гидроабразивную резку и производил всего 800 комплектов в месяц, что не могло удовлетворить спрос в 2000 комплектов, а стоимость за штуку составляла 120 долларов США, что создавало значительное ценовое давление.
Решение LS Manufacturing
<ол>
Анализ болевых точек: Основными пожеланиями клиента были "отсутствие оксида, высокая эффективность и низкая стоимость". Подтверждение того, что текущий процесс гидроабразивной резки не только неэффективен и дорог, но и не может обеспечить функции, необходимые клиенту.
Выбор процесса: Чтобы соответствовать медицинским требованиям отсутствия оксидов и высокой точности, лучшим решением было изменение процесса на «резку азотным волоконным лазером под высоким давлением при 10 000 Вт».
Оптимизация параметров: Давление вспомогательного газа было увеличено до 25 бар, а фокусная точка составила -3,0 мм. Специально разработанная антиокислительная режущая головка использовалась для полного удаления кислорода из зоны резки, что предотвращает окисление поверхности металла.
Выборочное тестирование:Испытания на 100 деталях показали, что шероховатость поверхности Ra была 1,6 мкм и отсутствовал оксидный слой, поэтому не требовалось пескоструйной обработки. Ограничение перпендикулярности составило 0,08 мм, что приемлемо с медицинской точки зрения.
Оптимизация макета: Улучшен макет гнезда. Количество деталей из листовой нержавеющей стали 316L размером 4 x 8 футов было увеличено с 12 до 14, что привело к меньшему количеству отходов материала и снижению затрат.
Результаты и ценность:
Изменения процессов помогли переработать производственную систему.
<ул>
The production efficiency was improved by 60%, with a monthly output of 2500 sets.
The cost of each part dropped to $90 (a 25% decrease), which led to an annual saving of $72,000.
Besides that, all parts were 100% compliant with the medical grade salt spray test and their service life was extended by 30%.
After process modifications, the manufacturing time per piece was cut from 15 minutes/piece to 6 minutes/piece, production efficiency was increased by 60%.
The monthly production output seldom fell below 2,500 sets, which was well above the customer requirement.
The overall procurement cost per part was reduced from $120 to $90, a 25% cut, resulting in the customer saving $72,000 annually.
Also, all parts underwent 100% medical grade salt spray test successfully and their service life was increased by 30%.
<блок-цитата>
This is a clear case that proper process selection should be at the heart of matching customer's needs and our capabilities to switch processes can give the best solution for custom sheet metal fabrication in high end fields like the Medical Industry.
If you have needs for precision stainless steel frames or other medical-grade sheet metal parts customization, please contact our expert team for a customized solution and quote.
How To Accurately Select The Most Suitable Sheet Metal Laser Cutting Service Based On The Thickness And Material Hardness Of The Sheet Metal?
Knowing a sheet metal laser cutting service helps a lot after you find out what sheet thickness and material characteristics are. Actually, various materials and thicknesses will hardly be through by laser cutting parameters as well as by the resulting effects.
Just grabbing a model without paying attention may bring you quality problems and wastes of money very easily. We offer highly accurate matching solutions based on the very latest 2026 standards.
Laser Cutting Parameter Matching for Common Materials
<ул>
Carbon Steel and Stainless Steel:
For thoroughly working on Q235 carbon steel 1-12mm, 6-12kW power and oxygen assistance seem to be the perfect set of features to both control the speed and avoid slag formation.On the other hand, for 304 stainless steel 1-8mm, our recommendations are to use 8-12kW power and nitrogen assistance so as to effectively suppress oxidation.
<ул>
Special Alloys:
For aluminum alloy 1-6mm, 12kW power and nitrogen assistance are our suggestions, while anti-reflection technology being used for the protection of the equipment, for titanium alloy 1-4mm, 12kW power and argon assistance are our advice to help in balancing of energy and preventing thermal deformation.
Key Considerations for Laser Cutting
<ул>
Highly reflective metals processing:
Mixing anti-reflection technology (back-reflection protection) enabled us to solve the cutting problems of aluminum alloy and copper, so we can continuously cut and avoid breakdown of the equipment.
<ул>
Parameter adjustment:
It is crucial to change the power and feed speed according to the thickness of the sheet to be cut. For example, if you work with ultra-high strength steel (1-8mm), you will have to decrease the feed speed in order to keep the quality of the cut while also meeting the requirements of the industrial structural components.
<тело>
<тр>
Material Type
Thickness Range
Recommended Laser Power
Auxiliary Gas
Key Notes
Adaptability to Custom Metal Fabrication Parts
<тр>
Q235 Carbon Steel
1-12mm
6-12kW
Oxygen
Control cutting speed to avoid dross.
High, suitable for mass-produced standard parts.
<тр>
304 Stainless Steel
1-8mm
8-12kW
Nitrogen
Prevent oxidation and optimize focus position.
High, suitable for precision parts.
<тр>
Aluminum Alloy
1-6mm
12kW
Nitrogen
Adopt anti-reflection technology to avoid equipment damage.
Control energy density to avoid thermal deformation.
Medium, suitable for high-end customized parts.
<тр>
Ultra-High Strength Steel
1-8mm
12kW
Nitrogen
Reduce feed speed to ensure cutting quality.
High, suitable for industrial structural parts.
<блок-цитата>
Our anti-reflection technology is a powerful solution to the tough problem of cutting highly reflective metals like aluminum alloys and copper. Besides ensuring continuous cutting without interruption, this technology also prevents equipment failure. If you don't know what laser parameters suit your sheet metal, just upload your CAD drawings and you will get free process selection advice.
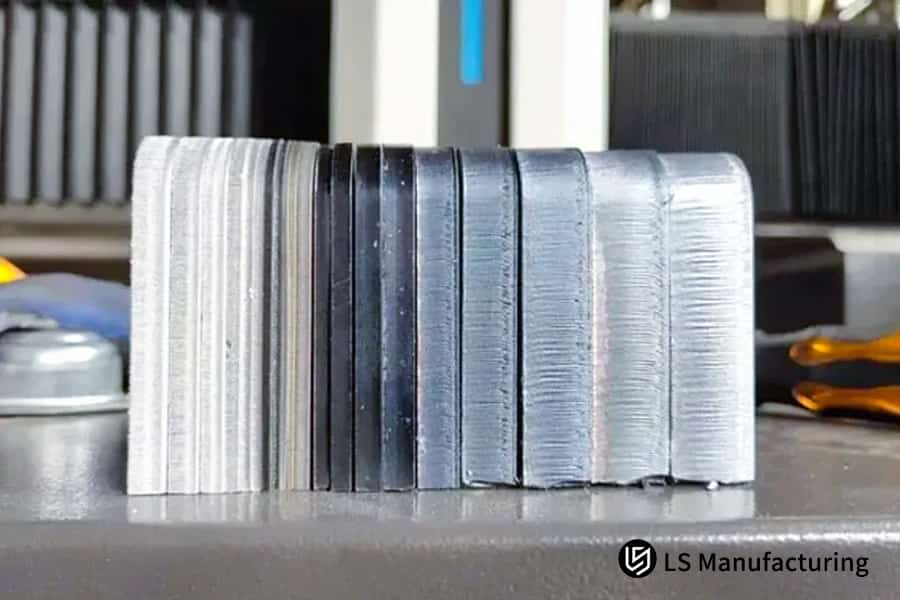
Figure 3: Several metal samples with cut edges, showcasing results from different cutting processes like laser and waterjet.
Why Is It Necessary To Strictly Control The Heat Affected Zone In Industrial Sheet Metal Fabrication To Ensure Subsequent Welding Strength?
In the field of industrial sheet metal fabrication, the laser cutting stage has a major impact on how the parts will be bent and welded later on. Controlling the heat-affected zone (HAZ), i.e. the small surface layer that is altered by being heated, is critical for weld strength and is something that is commonly neglected.
Potential Hazards of the Heat-Affected Zone
Fiber laser cutting creates a 0.1-0.3mm thick surface layer with different mechanical properties (i.e. a heat affected zone or HAZ) that if uncontrolled can cause:
<ол>
Too much springback during CNC bending leading to bending accuracy deviations of up to 0.2mm, thus impacting assembly.
Lowering the weld toughness of the structural components that will be welded, thus increasing the chances of microcracks and failure to meet the AWS D1.1 requirements for steel structure welding.
Heat-Affected Zone Control Scheme
<ол>
Parameter Optimization: To limit the HAZ to 0.1mm, reduce energy density and increase cutting speed, which will also keep the weld strength at least 95% of the base metal.
Auxiliary Processing: For very high demand projects, a 0.2mm machining allowance is left for subsequent precision grinding to remove the hardened layer, areas of critical welding are processed by the water jet method to completely eliminate the HAZ.
How Can Professional Industrial Sheet Metal Fabrication Manufacturers Ensure Stable Delivery Time Through Equipment Redundancy?
Stable delivery times are a fundamental customer requirement in industrial sheet metal fabrication. Delivery delays are mainly caused by equipment failures and maintenance downtime. We implement an equipment redundancy strategy to provide a "zero delay" delivery guarantee.
Equipment Redundancy System Construction
Our company has several 12kW laser cutting machines and high pressure water jets of the same specifications to set up an "equipment hot backup" system.
In case a single piece of equipment is broken down or is under maintenance, the production line can be immediately switched and the backup equipment can be running within 10 minutes, thus completely avoiding the downtime and ensuring uninterrupted production.
Auxiliary Measures for Delivery Time Guarantee
We implement a 24/7 lights out production mode, along with an intelligent scheduling system aimed at unattended continuous production, thus not only improving efficiency but also reducing the risks of delivery time. Heavy asset investment is turned into a "zero delay" brand promise, satisfying the requirements of high value procurement.
Часто задаваемые вопросы
Q1: What are the achievable tolerances for laser cutting and waterjet cutting in sheet metal processing?
Our fiber laser is capable of achieving a positioning accuracy of 0.1mm (ideal for 1-12mm thin plates). However, precision waterjet cutting can consistently maintain a tolerance of 0.05-0.15mm when working on thick plates.
Q2: Why do you suggest giving fiber laser cutting a higher priority when producing high precision aluminum alloy parts?
By combining fiber laser with our dynamic frequency compensation technology, we have achieved a method of eliminating the issue of the accumulation of slag on aluminum alloys after processing. The processing speed is 5-10 times faster than that of waterjet cutting, resulting in a drastic increase in efficiency and a reduction in costs.
Q3: How does LS Manufacturing ensure the perpendicularity of the cut for ultra thick carbon steel plates exceeding 25mm?
LS Manufacturing's solution to the problem is to utilize a powerful waterjet or a laser head, which is compensated for bevel. By lowering the speed and raising the gas flow, we can guarantee that the bevel angle is kept within 1 therefore fulfilling the requirements of thick plates.
Q4: Does fiber laser cutting change the chemical properties of the edges of stainless steel parts?
In some cases when cutting with oxygen, the metal surface can be oxidized. We usually cut the metal with high pressure nitrogen to protect the metal color naturally and also make it easier to weld without doing any extra work.
Q5: My drawing requires extremely small micro holes. Will waterjet cutting cause chipping?
Waterjet cutting micro holes smaller than 1.5mm may cause chipping. To prevent damage in the weak parts of the material, we advise laser pre-drilling or usage of a complete laser setup.
Q6: When customizing sheet metal parts in bulk, which process can help me obtain a more competitive quote?
For large volume workpieces with thickness less than 10mm, fiber laser cutting has such a high production rate per hour that a price of only 40% higher than waterjet cutting would significantly lower your bulk purchase costs.
Q7: If my parts require mirror polishing, what are the considerations for choosing the cutting process?
It would be best if you consider laser cutting together with our surface finishing procedure so that you can minimize grinding after processing, get a surface roughness of around Ra1.6, and be ready for mirror polishing.
Q8: Will LS Manufacturing allow uploading of CAD drawings for a free evaluation of the DFM process?
Yes, Our engineers will give you process recommendations and price quotes based on your drawings in 24 hours to help you achieve a balance between manufacturability and cost.
Сводка
Fiber laser cutting is a good way to cut medium or thin plates in custom sheet metal fabrication and Waterjet cutting is a good choice for thick plates and heat sensitive materials (quality assurance). Material thickness tolerances, and post processes should be considered when deciding both methods.
The right process can save 20%-25% of costs and speed up delivery times. With top notch equipment and technology, LS Manufacturing assists customers in choosing the best balance of cost, quality, and delivery time.
Upgrade your precision sheet metal supply chain. Get in touch with one of our experts now or upload your STEP/DXF files to receive a personalized DFM evaluation and price. Take advantage of our 24-hour rapid quote service and get a cheap custom sheet metal fabrication solution.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Производственная группа LS
LS Manufacturing – ведущая компания в отрасли. Сосредоточьтесь на индивидуальных производственных решениях. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.