O corte a laser de fibra é a melhor opção para chapas finas (1mm-12mm) com precisão de 0,1mm, o corte por jato de água é a melhor opção para chapas grossas (30mm e acima) ou materiais sensíveis ao calor (para evitar deformação térmica, perpendicularidade de 0,05mm). Fazer a escolha certa pode reduzir custos em até 25%.
Chefes de departamentos de compras e engenheiros às vezes ficam confusos com decisões de corte de chapas metálicas. Decisões erradas podem levar a perdas materiais e aumentar os custos além do controle, principalmente porque não há comparações quantitativas de processos.
Este artigo, usando dados medidos da LS Manufacturing, delineia limites técnicos e oferece padrões selecionáveis para ajudá-lo a fazer as escolhas certas, reduzir custos e melhorar a produtividade.
Visão geral das principais respostas para seleção de processos de fabricação de chapas metálicas personalizadas
Processo de corte
Materiais e espessuras aplicáveis
Precisão de tolerância
Principais vantagens
Cenários aplicáveis
Corte a laser de fibra
Aço carbono, aço inoxidável 1-12mm, liga de alumínio 1-8mm.
±0,1mm
Alta eficiência, corte estreito, baixa perda de material.
Placas médias e finas produzidas em massa, peças padrão de alta precisão.
Corte por jato de água
Todos os tipos de metais ≥30mm, ligas sensíveis ao calor.
±0,05-±0,15mm
Processamento a frio, sem deformação térmica, boa verticalidade.
Placas grossas, peças sensíveis ao calor, peças que não requerem oxidação.
Laser de fibra (assistido por nitrogênio)
Aço inoxidável, liga de alumínio 1-6mm.
±0,08mm
Sem camada de óxido, seção lisa.
Peças de precisão de alta exigência, como peças médicas e aeroespaciais.
Jato de água (grau de precisão)
Ligas especiais 20-100mm.
±0,05mm
Sem zona afetada pelo calor, sem alteração nas propriedades do material.
Peças estruturais industriais, processamento de precisão de chapas grossas.
Processo composto
Peças complexas, peças combinadas de várias espessuras.
±0,08mm
Equilíbrio entre eficiência e qualidade.
Peças de chapa metálica complexas personalizadas.
Detalhamos explicitamente as principais diferenças e cenários ideais dos dois processos. Juntamente com dados de teste de acompanhamento, estudos de caso e ferramentas de tomada de decisão, podemos ajudá-lo na identificação rápida dos requisitos do seu projeto de fabricação de chapa metálica personalizada, evitando erros de escolha e otimizando duplamente bem-sucedida a qualidade e o custo.
Por que escolher a LS Manufacturing para fabricação de chapas metálicas personalizadas? Corte de alta eficiência e alta precisão
Na fabricação de chapas metálicas, suas principais prioridades são, sem dúvida, "precisão, eficiência e baixo custo", e é exatamente isso que a LS Manufacturing está preparada para lhe oferecer.
Sendo certificados pela ISO 9001:2015, nossos serviços garantem a consistência do produto, reduzem o retrabalho e ajudam a diminuir o desperdício adicional.
Graças à configuração integrada da LS Manufacturing com vários lasers de fibra de 12 kW e jatos de água de alta pressão, você é capaz de trabalhar com diferentes espessuras variando de 1 mm a 100 mm. Isto significa que você não precisará mais procurar vários fornecedores e os custos de comunicação serão economizados.
Tomemos como exemplo o aço carbono Q235 de 12 mm, você pode cortar a uma taxa de 6.000 mm/min, com um corte muito estreito de apenas 0,1 mm. São 8% mais peças de fabricação de metal personalizadas que você poderá obter em uma única folha de 4'x8', o que significa menos desperdício de material e menores custos de aquisição.
Nossa tecnologia de compensação de frequência dinâmica aborda o acúmulo de escória nas bordas de peças de liga de alumínio sensíveis ao calor, permitindo uma eficiência de processamento que é 8 vezes maior do que os jatos de água tradicionais.
Quando se trata de processamento de chapas grossas, os jatos de água de alta precisão ajudam a manter a verticalidade dentro de 0,05 mm, eliminando assim a necessidade de processos de retificação e resultando em uma redução de 15% a 20% no custo de produção por peça.
Fornecemos soluções personalizadas para mais de 500 clientes em todo o mundo, ajudando-os a reduzir os custos gerais de aquisição em uma média de 20%. Se você estiver tendo dificuldades com a seleção do processo, entre em contato com nossos engenheiros para uma avaliação gratuita do processo DFM para encontrar a solução de processamento ideal.
Por que o corte a laser de fibra pode se tornar a primeira escolha de eficiência para fabricação de chapas metálicas personalizadas de alta precisão?
O manuseio de chapas finas a médias (1 mm a 12 mm) ocupa cerca de 70% do trabalho na fabricação de chapas metálicas personalizadas. Neste campo, o corte a laser de fibra está no topo da lista em termos de eficiência. Seus principais pontos fortes que contribuem principalmente para a geração de renda dos clientes são velocidade, precisão e custo.
Vantagens de velocidade e densidade de energia do corte a laser de fibra
Processamento de aço carbono Q235: A velocidade de corte atinge 12.000 mm/min para 1 mm de espessura, 3.000 mm/min para 6 mm de espessura e 6.000 mm/min para 12 mm de espessura, superando muito a média da indústria e aumentando significativamente a produção capacidade.
Processamento de aço inoxidável 304: Velocidade de corte de 2.000 mm/min para espessura de 6 mm, com a densidade de energia sendo perfeitamente controlada em 10^6 W/cm, evitando assim que o material seja derretido demais e mantendo assim a boa qualidade do cortar.
Vantagens de precisão e custo do corte a laser de fibra
Precisão e restrição de perda: O corte de apenas 0,1 mm tem uma largura 50% menor do que o normal no corte por chama. Isso significa que uma folha de 4'x8' pode conter de 5% a 8% mais peças de fabricação de metal personalizadas, resultando na redução do custo de material por peça em 3%-5%.
Mecanização e Expedição: é capaz de ser combinada com carga e descarga automatizada e sistemas de agendamento inteligentes, reduzindo assim o tempo de entrega para produção em grande escala em 40% , bem como diminuindo a intervenção manual e erros humanos.
O serviço de corte a laser de chapa metálica pode aumentar em grande medida a eficiência da linha de produção. Desta forma, os clientes de produção em massa podem aumentar a capacidade e reduzir os custos unitários. Se o projeto se concentrar principalmente em chapas de espessura média, você poderá baixar nosso white paper sobre serviço de corte a laser personalizado para aprender sobre parâmetros de processamento específicos e métodos de contabilidade de custos.
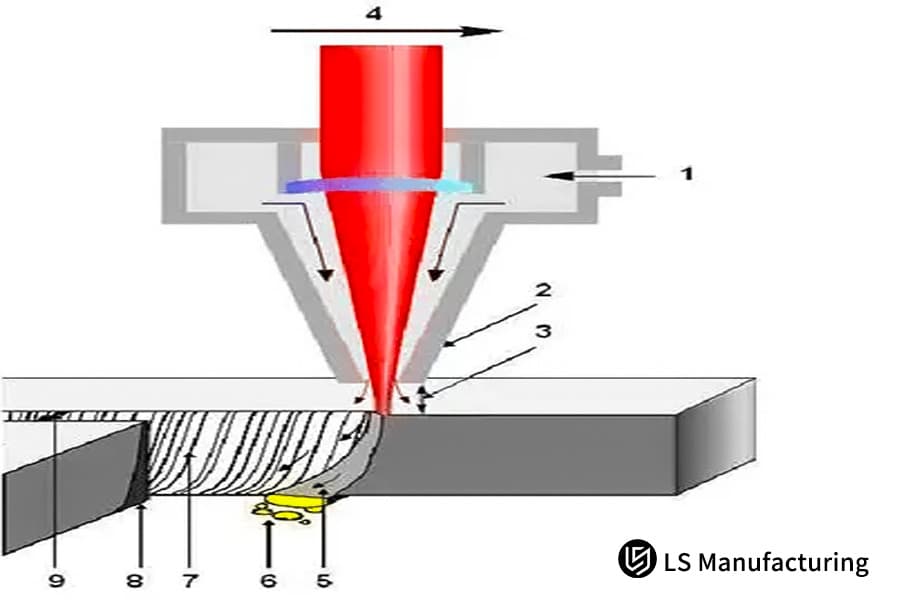
Figura 1: Um diagrama técnico mostrando um feixe de laser de fibra cortando uma chapa metálica com alta precisão.
Sob qual desafio de processo o serviço de corte de metal por jato de água é a única solução para evitar a deformação térmica do material?
Às vezes, a fabricação de chapas metálicas personalizadas trava quando as placas são muito grossas ou quando os materiais são muito sensíveis ao calor. Nesses casos, a zona afetada pelo calor (HAZ) devido ao corte a laser de fibra pode até ser o fator fatal do processo.
Usinagem de chapas grossas: Usado principalmente para chapas metálicas com mais de 30 mm de espessura. Particularmente, se um aço carbono de 50 mm de espessura for cortado com jato de água de alta pressão, a perpendicularidade estará dentro de 0,05 mm e o ângulo será 1, o que é tão preciso que nenhum processamento adicional é necessário.
Usinagem de materiais sensíveis ao calor: Este método é adequado para ligas de titânio, ligas de alta temperatura e similares, pois a temperatura de processamento é 50. Como nenhuma zona afetada pelo calor é criada, o endurecimento do material é eliminado e, além disso, nenhuma camada de óxido ou microfissuras são formado.
Parâmetros de corte por jato de água para placas espessas de diferentes materiais
Tipo de material
Espessura
Velocidade de corte por jato de água
Verticalidade
Necessidade de processamento secundário
Aço Carbono
30mm
300 mm/min
±0,05mm
Não há necessidade
Aço inoxidável
50mm
250 mm/min
±0,08mm
Não há necessidade
Liga de titânio
20mm
200 mm/min
±0,05mm
Não há necessidade
Liga de alumínio
40mm
350 mm/min
±0,07mm
Não há necessidade
Como deve ser o laser de fibra versus o laser de fibra? Precisão de equilíbrio de corte por jato de água e qualidade transversal ao personalizar peças complexas?
No centro da fabricação de chapas metálicas personalizadas para peças complexas sob medida está a tríade de precisão, qualidade de corte e custo.
Tomar uma decisão entre os métodos corte a laser de fibra e corte a jato de água deve fazer parte do diálogo relacionado às formas e tamanhos das peças a serem feitas. Estabelecemos critérios explícitos para este compromisso com a ajuda de dados de medição reais.
Comparação do desempenho principal de dois processos
Tecnologia de processamento
Velocidade de corte
Rugosidade da superfície de corte (Ra)
Largura mínima de Kerf
Capacidade de processamento de microporos
Adaptabilidade a gráficos complexos
Corte a laser de fibra
6000 mm/min
3,2-6,3μm
0,1mm
Pode processar microfuros abaixo de 0,5 mm.
Alto, adequado para slots de passo estreito.
Corte por jato de água (qualidade grau 5)
300 mm/min
1,6-3,2μm
1,0 mm
Não adequado para microfuros abaixo de 1,5 mm.
Médio, mais vantajoso para gráficos complexos de chapas grossas.
Princípios de seleção de processos para peças complexas
Peças com estrutura fina: Se as peças tiverem furos muito pequenos (menos de 0,5 mm) ou passo superfino, o corte a laser de fibra é a melhor maneira de fazer isso. O menor tamanho de ponto focado de 0,05 mm não apenas ajuda a obter uma resolução mais alta, mas também evita que o material seja danificado.
Peças com grandes características transversais: Quando as peças têm que atingir Ra3,2m e também têm uma grande espessura, o corte por jato de água é o melhor método. Por ser um processo a frio, a seção transversal ficará bonita e lisa, sem oxidação, de modo que a retificação posterior nem será necessária.
Em resumo, o corte a laser de fibra é ótimo para fazer peças muito detalhadas, enquanto o corte a jato de água funciona melhor para chapas grossas que precisam de alta qualidade de seção transversal, o que, juntos, garante a qualidade precisa das peças.
Figura 2: Um gráfico de comparação destacando as principais diferenças entre as tecnologias de corte a laser de fibra e a jato de água.
Seu serviço de fabricação de chapas metálicas pode reduzir os custos de aquisição de materiais otimizando a margem de corte?
O controle preciso da margem de corte é uma das maneiras mais importantes de obter otimização de custos em serviços de fabricação de chapas metálicas. Este factor sempre esteve no escuro, mesmo quando medidas de redução de custos estavam a ser implementadas.
Utilidade de uma tolerância de Kerf no corte a laser de fibra
A largura do corte é um fator importante:A largura do corte a laser de fibra é de apenas 0,1 mm. O uso de cortes a laser de fibra pode reduzir o desperdício de materiais e aumentar significativamente a utilização da chapa. Além disso, é diferente dos métodos tradicionais, pois a largura do corte é de 0,2-0,3 mm.
Aproveitando o sistema de layout:o software aninhado juntamente com o corte de 0,1 mm cria um layout de peças da maneira mais eficiente. Isso permite de 5% a 8% mais peças de fabricação de metal personalizadas por chapa de 4'x8' ou 5'x10'.
Fórmula para economia na otimização da margem de corte
Economia por lote: Por exemplo, se uma empresa comprar 100 folhas de aço inoxidável 4'x8' 304 por US$ 200 cada, todo mês, e cortar de 8 a 10 folhas a menos após a otimização do sistema, ela economizará de US$ 1.600 a US$ 2.000. mensalmente.
Valor a longo prazo: Além de economizar entre US$ 19.200 e US$ 24.000 por ano, esse valor também pode ser reservado para mitigar o risco de flutuações de preços de matérias-primas, o que ocorre de tempos em tempos, levando à redução de custos e à melhoria da eficiência no longo prazo.
Além de encontrar uma empresa especializada em fabricação de chapas metálicas que possa produzir as melhores peças, essa economia de custos também pode ser aproveitada por meio da otimização técnica.Se você tiver necessidades de personalização em lote, entre em contato com nossos engenheiros para obter um cálculo de custo gratuito após a otimização do material para desbloquear um novo potencial de redução de custos.
Estudo de caso: como a LS Manufacturing personaliza estruturas de aço inoxidável de precisão para a indústria de dispositivos médicos e reduz custos em 25%?
O setor de dispositivos médicos estabelece um padrão muito alto para a fabricação de chapas metálicas personalizadas, incluindo dimensões de produtos extremamente precisas, qualidades de superfície muito finas, bem como materiais que podem ser usados para fins médicos.
Através deste estudo de caso, você verá como lidamos com os principais problemas do cliente e, ao mesmo tempo, reduzimos o preço.
Problema do cliente
Um fabricante de dispositivos médicos de primeira linha estava procurando personalizar estruturas de stents cirúrgicos de aço inoxidável 316L com 6 mm de espessura com a condição de que as bordas não tivessem absolutamente nenhuma camada de óxido e, além disso, não houvesse deformação por calor, e o subsequente tratamento de revestimento com altas demandas.
O cliente inicialmente empregou corte por jato de água e tinha uma produção de apenas 800 conjuntos por mês, o que não conseguia satisfazer a demanda de 2.000 conjuntos, e o custo por peça era de US$ 120, o que trouxe uma grande pressão de custos.
Solução da LS Manufacturing
Análise dos pontos problemáticos: Os principais desejos do cliente eram "sem óxido, alta eficiência e baixo custo." A confirmação do atual processo de corte por jato de água não só era ineficiente, de alto custo, mas também não conseguia fornecer os recursos necessários ao cliente.
Seleção do processo: para atender aos requisitos de nível médico de sem óxido e alta precisão, alterar o processo para "corte a laser de fibra de nitrogênio de alta pressão de 10.000 watts" foi a melhor solução.
Otimização de parâmetros: A pressão do gás auxiliar foi aumentada para 25 Bar e o ponto focal foi de -3,0 mm. Uma cabeça de corte antioxidação especialmente projetada foi usada para eliminar completamente o oxigênio na área de corte evitando assim a oxidação da superfície do metal.
Otimização de layout: O layout do ninho foi melhorado. O número de peças de uma carga de chapa de aço inoxidável 316L de 4'x8' aumentou de 12 para 14, resultando em menos desperdício de material e redução de custos.
Resultados e valor:
As mudanças no processo ajudaram a retrabalhar o sistema de produção.
A eficiência da produção foi melhorada em 60%, com uma produção mensal de 2.500 conjuntos.
O custo de cada peça caiu para US$ 90 (uma redução de 25%), o que levou a uma economia anual de US$ 72.000.
Além disso, todas as peças foram 100% compatíveis com o teste de névoa salina de grau médico e sua vida útil foi estendida em 30%.
Após modificações no processo, o tempo de fabricação por peça foi reduzido de 15 minutos/peça para 6 minutos/peça, a eficiência da produção aumentou em 60%.
A produção mensal raramente caia abaixo de 2.500 conjuntos, o que estava bem acima da necessidade do cliente.
O custo geral de aquisição por peça foi reduzido de US$ 120 para US$ 90, um corte de 25%, resultando na economia anual de US$ 72.000 para o cliente.
Além disso, todas as peças foram submetidas com sucesso a testes de névoa salina 100% de grau médico e sua vida útil aumentou 30%.
This is a clear case that proper process selection should be at the heart of matching customer's needs and our capabilities to switch processes can give the best solution for custom sheet metal fabrication in high end fields like the Medical Industry.
If you have needs for precision stainless steel frames or other medical-grade sheet metal parts customization, please contact our expert team for a customized solution and quote.
How To Accurately Select The Most Suitable Sheet Metal Laser Cutting Service Based On The Thickness And Material Hardness Of The Sheet Metal?
Knowing a sheet metal laser cutting service helps a lot after you find out what sheet thickness and material characteristics are. Actually, various materials and thicknesses will hardly be through by laser cutting parameters as well as by the resulting effects.
Just grabbing a model without paying attention may bring you quality problems and wastes of money very easily. We offer highly accurate matching solutions based on the very latest 2026 standards.
Laser Cutting Parameter Matching for Common Materials
Carbon Steel and Stainless Steel:
For thoroughly working on Q235 carbon steel 1-12mm, 6-12kW power and oxygen assistance seem to be the perfect set of features to both control the speed and avoid slag formation.On the other hand, for 304 stainless steel 1-8mm, our recommendations are to use 8-12kW power and nitrogen assistance so as to effectively suppress oxidation.
Special Alloys:
For aluminum alloy 1-6mm, 12kW power and nitrogen assistance are our suggestions, while anti-reflection technology being used for the protection of the equipment, for titanium alloy 1-4mm, 12kW power and argon assistance are our advice to help in balancing of energy and preventing thermal deformation.
Key Considerations for Laser Cutting
Highly reflective metals processing:
Mixing anti-reflection technology (back-reflection protection) enabled us to solve the cutting problems of aluminum alloy and copper, so we can continuously cut and avoid breakdown of the equipment.
Parameter adjustment:
It is crucial to change the power and feed speed according to the thickness of the sheet to be cut. For example, if you work with ultra-high strength steel (1-8mm), you will have to decrease the feed speed in order to keep the quality of the cut while also meeting the requirements of the industrial structural components.
Material Type
Thickness Range
Recommended Laser Power
Auxiliary Gas
Key Notes
Adaptability to Custom Metal Fabrication Parts
Q235 Carbon Steel
1-12mm
6-12kW
Oxygen
Control cutting speed to avoid dross.
High, suitable for mass-produced standard parts.
304 Stainless Steel
1-8mm
8-12kW
Nitrogen
Prevent oxidation and optimize focus position.
High, suitable for precision parts.
Aluminum Alloy
1-6mm
12kW
Nitrogen
Adopt anti-reflection technology to avoid equipment damage.
Control energy density to avoid thermal deformation.
Medium, suitable for high-end customized parts.
Ultra-High Strength Steel
1-8mm
12kW
Nitrogen
Reduce feed speed to ensure cutting quality.
High, suitable for industrial structural parts.
Our anti-reflection technology is a powerful solution to the tough problem of cutting highly reflective metals like aluminum alloys and copper. Besides ensuring continuous cutting without interruption, this technology also prevents equipment failure. If you don't know what laser parameters suit your sheet metal, just upload your CAD drawings and you will get free process selection advice.
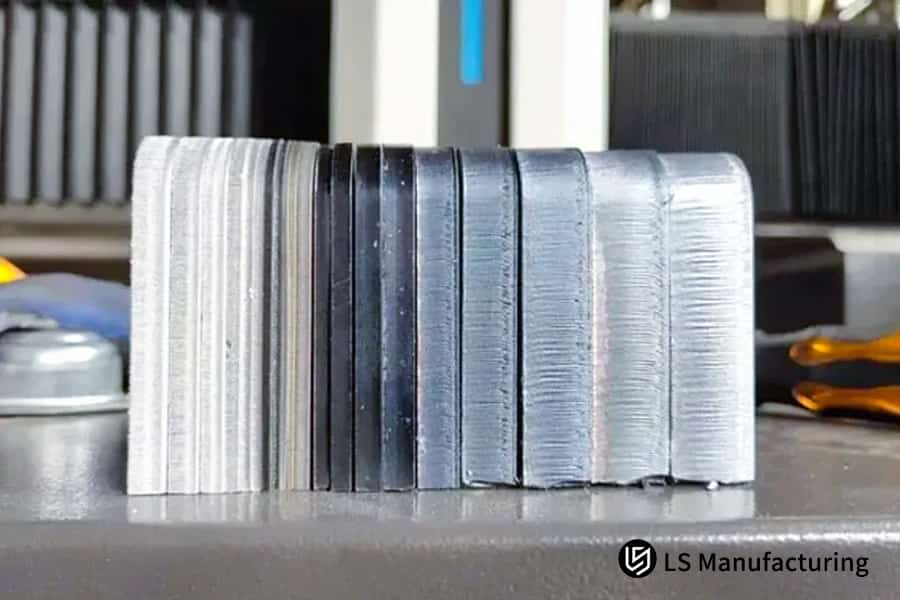
Figure 3: Several metal samples with cut edges, showcasing results from different cutting processes like laser and waterjet.
Why Is It Necessary To Strictly Control The Heat Affected Zone In Industrial Sheet Metal Fabrication To Ensure Subsequent Welding Strength?
In the field of industrial sheet metal fabrication, the laser cutting stage has a major impact on how the parts will be bent and welded later on. Controlling the heat-affected zone (HAZ), i.e. the small surface layer that is altered by being heated, is critical for weld strength and is something that is commonly neglected.
Potential Hazards of the Heat-Affected Zone
Fiber laser cutting creates a 0.1-0.3mm thick surface layer with different mechanical properties (i.e. a heat affected zone or HAZ) that if uncontrolled can cause:
Too much springback during CNC bending leading to bending accuracy deviations of up to 0.2mm, thus impacting assembly.
Lowering the weld toughness of the structural components that will be welded, thus increasing the chances of microcracks and failure to meet the AWS D1.1 requirements for steel structure welding.
Heat-Affected Zone Control Scheme
Parameter Optimization: To limit the HAZ to 0.1mm, reduce energy density and increase cutting speed, which will also keep the weld strength at least 95% of the base metal.
Auxiliary Processing: For very high demand projects, a 0.2mm machining allowance is left for subsequent precision grinding to remove the hardened layer, areas of critical welding are processed by the water jet method to completely eliminate the HAZ.
How Can Professional Industrial Sheet Metal Fabrication Manufacturers Ensure Stable Delivery Time Through Equipment Redundancy?
Stable delivery times are a fundamental customer requirement in industrial sheet metal fabrication. Delivery delays are mainly caused by equipment failures and maintenance downtime. We implement an equipment redundancy strategy to provide a "zero delay" delivery guarantee.
Equipment Redundancy System Construction
Our company has several 12kW laser cutting machines and high pressure water jets of the same specifications to set up an "equipment hot backup" system.
In case a single piece of equipment is broken down or is under maintenance, the production line can be immediately switched and the backup equipment can be running within 10 minutes, thus completely avoiding the downtime and ensuring uninterrupted production.
Auxiliary Measures for Delivery Time Guarantee
We implement a 24/7 lights out production mode, along with an intelligent scheduling system aimed at unattended continuous production, thus not only improving efficiency but also reducing the risks of delivery time. Heavy asset investment is turned into a "zero delay" brand promise, satisfying the requirements of high value procurement.
Perguntas frequentes
Q1: What are the achievable tolerances for laser cutting and waterjet cutting in sheet metal processing?
Our fiber laser is capable of achieving a positioning accuracy of 0.1mm (ideal for 1-12mm thin plates). However, precision waterjet cutting can consistently maintain a tolerance of 0.05-0.15mm when working on thick plates.
Q2: Why do you suggest giving fiber laser cutting a higher priority when producing high precision aluminum alloy parts?
By combining fiber laser with our dynamic frequency compensation technology, we have achieved a method of eliminating the issue of the accumulation of slag on aluminum alloys after processing. The processing speed is 5-10 times faster than that of waterjet cutting, resulting in a drastic increase in efficiency and a reduction in costs.
Q3: How does LS Manufacturing ensure the perpendicularity of the cut for ultra thick carbon steel plates exceeding 25mm?
LS Manufacturing's solution to the problem is to utilize a powerful waterjet or a laser head, which is compensated for bevel. By lowering the speed and raising the gas flow, we can guarantee that the bevel angle is kept within 1 therefore fulfilling the requirements of thick plates.
Q4: Does fiber laser cutting change the chemical properties of the edges of stainless steel parts?
In some cases when cutting with oxygen, the metal surface can be oxidized. We usually cut the metal with high pressure nitrogen to protect the metal color naturally and also make it easier to weld without doing any extra work.
Q5: My drawing requires extremely small micro holes. Will waterjet cutting cause chipping?
Waterjet cutting micro holes smaller than 1.5mm may cause chipping. To prevent damage in the weak parts of the material, we advise laser pre-drilling or usage of a complete laser setup.
Q6: When customizing sheet metal parts in bulk, which process can help me obtain a more competitive quote?
For large volume workpieces with thickness less than 10mm, fiber laser cutting has such a high production rate per hour that a price of only 40% higher than waterjet cutting would significantly lower your bulk purchase costs.
Q7: If my parts require mirror polishing, what are the considerations for choosing the cutting process?
It would be best if you consider laser cutting together with our surface finishing procedure so that you can minimize grinding after processing, get a surface roughness of around Ra1.6, and be ready for mirror polishing.
Q8: Will LS Manufacturing allow uploading of CAD drawings for a free evaluation of the DFM process?
Yes, Our engineers will give you process recommendations and price quotes based on your drawings in 24 hours to help you achieve a balance between manufacturability and cost.
Resumo
Fiber laser cutting is a good way to cut medium or thin plates in custom sheet metal fabrication and Waterjet cutting is a good choice for thick plates and heat sensitive materials (quality assurance). Material thickness tolerances, and post processes should be considered when deciding both methods.
The right process can save 20%-25% of costs and speed up delivery times. With top notch equipment and technology, LS Manufacturing assists customers in choosing the best balance of cost, quality, and delivery time.
Upgrade your precision sheet metal supply chain. Get in touch with one of our experts now or upload your STEP/DXF files to receive a personalized DFM evaluation and price. Take advantage of our 24-hour rapid quote service and get a cheap custom sheet metal fabrication solution.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Não se deve inferir que um fornecedor ou fabricante terceiro fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra através da rede LS Manufacturing. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Equipe de fabricação da LS
LS Manufacturing é uma empresa líder do setor. Concentre-se em soluções de fabricação personalizadas. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolha LS Fabricação. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.
Especialista em prototipagem rápida e fabricação rápida
Especializada em usinagem cnc, impressão 3D, fundição de uretano, ferramentas rápidas, moldagem por injeção, fundição de metal, chapa metálica e extrusão.