
Automobil-Metallbiegeservice ist eine Art Präzisionsbearbeitungsservice, der speziell für die Formung von hochfestem Stahl für die Automobilindustrie entwickelt wurde. Es befasst sich mit den drei Hauptproblemen der Branche: übermäßige Rückfederung, Mikrorisse an den Kanten und schneller Werkzeugverschleiß. Durch den Einsatz von Technologien wie FEA-Simulationskompensation und maßgeschneiderten Matrizenbeschichtungen ist es in der Lage, die Toleranz auf 0,1 mm zu kontrollieren und die Matrizenlebensdauer um 300 % zu verlängern, wodurch es sich sehr gut für die Massenproduktion von Leichtbaustählen wie DP980 und PHS eignet.
Angesichts des zunehmenden Gewichtsreduzierungstrends in der Automobilbranche gelingt es den herkömmlichen Biegeverfahren nicht, die Schwankungen in der Materialfestigkeit auszugleichen, was zu geringen Ausbeuten an fertigen Produkten und Verzögerungen bei der Massenproduktion von Teilen führen kann Hersteller. In diesem Leitfaden werden die wichtigsten Kontrollmethoden beim Biegen von hochfestem Stahl untersucht und Unternehmen dabei unterstützt, Produktionsengpässe effizient zu überwinden.

Schneller Überblick über Kernprozesse für das Biegen hochfester Stähle in der Automobilindustrie
In diesem Teil werden kurz die wichtigsten Prozessstandards und Errungenschaften des Metallbiegedienstes für die Automobilindustrie beschrieben, wobei die Probleme der Rückfederung, Rissbildung und Gesenkverschleiß genauer hervorgehoben werden und den Kunden klare Bezugspunkte für ihre Produktionsentscheidungen gegeben werden.
| Problempunkte verarbeiten | Kernlösungen | Wichtige technische Parameter | Implementierungsergebnisse |
| Biegefeder aus hochfestem Stahl | Dynamisches Kompensationsmodell + intelligente variable Drucksteuerung | Folgt der Rückfederungsformel Δθ∝σs/E | Springback-Fehler innerhalb von ±0,3° kontrolliert. |
| DP980 Kantenrisse | DFM-Analyse + Standardisiertes Biegeradiusverhältnis | Verhältnis R/t≥2,5, Scher-Biegewinkel≥45° | Beseitigt die lokale Scherspannungskonzentration vollständig. |
| Hochgeschwindigkeits-Matrizenverschleiß | DC53 Matrizenstahl + TD-Beschichtungsbehandlung | Matrizenhärte HRC62-64, Reibungskoeffizient ≤0,1 | Sterbenleben um 300 % erhöht |
| Abmessungsabweichungen bei Chargen | FEA-Simulation + Echtzeit-Kalibrierung mit geschlossenem Regelkreis | Matrizenspaltfehler ±0,02 mm, Druckschwankung ±1 % | Verbessert die Stabilität der Chargenteiltoleranz erheblich. |
Wichtige Erkenntnisse:
- Die Streckgrenze beeinflusst die Rückfederung. Aus diesem Grund muss ein dynamisches Vergütungsmodell mit Formeln genau entwickelt werden.
- Durch die Bestimmung des minimalen Biegeradiusverhältnisses R/t2,5 und die Durchführung der Analyse durch DFM können DP980-Kantenrisse gründlich beseitigt werden.
- Die Lebensdauer einer Matrize kann um 300 % verlängert werden wenn DC53-Matrizenstahl zusammen mit TD-Beschichtung verwendet wird und die Toleranz von 0,1 mm bleibt weiterhin erhalten.
Warum sollten Sie den Edge Crack Prevention-Lösungen von LS Manufacturing für Metallbiegedienste in der Automobilindustrie vertrauen?
Die Biegerisspräventionslösungen von LS Manufacturing sind in der Lage, die Probleme von Biegerissen und Maßabweichungen in hochfestem Stahl vollständig anzugehen, sind für die Massenproduktion in der Automobilindustrie geeignet und erfüllen die Industriestandard SAE J2283.
Basierend auf der Branchenpraxis und aus drei Monaten DP980-Biegeversuchen sehen wir, dass 90 % der Kantenrisse in hochfestem Stahl auf die Konzentration der Scherbeanspruchung und die Belastung der Matrize zurückzuführen sind. Typischerweise ermöglichen Prozesse nur die manuelle Reparatur der Matrize, wodurch der Defekt nicht behoben wird. Die Tests unseres Teams zeigen, dass die Rissbildung weitgehend verhindert werden kann, wenn der Stanzgrat auf 10 % der Blechdicke kontrolliert wird.
Während sich die meisten Zulieferer weiterhin nur auf die Biegeparameter konzentrieren und vergessen, dass die Qualität vor dem Stanzen das entscheidende Element ist, nutzen wir das IATF 16949-2016">IATF 16949-System, um eine standardisierte Regelung mit geschlossenem Regelkreis über den gesamten Prozess zu implementieren, und das ist auch der Fall unterstützte mehr als 20 Tier-1-Zulieferer der Automobilindustrie bei der Bewältigung von Umformproblemen und dem Erreichen einer stabilen Massenproduktionserfolgsquote von über 99,5 %.
Einerseits standardisieren wir die Funktionsweise des geschlossenen Kreislaufsystems, andererseits orientieren wir uns an den maßgeblichen Industriestandards, die der Qualität unseres Automobilbiegeservices eine solide Grundlage geben und so Problemen wie Biegerissen und Maßabweichungen bei hochfestem Stahl grundsätzlich ein Ende setzen.
Um die Wirksamkeit unserer Prozessimplementierung direkt zu überprüfen, sehen Sie sich sofort weitere erfolgreiche Fallstudien zur Massenproduktion von Automobilunternehmen an und beurteilen Sie schnell die Machbarkeit der Anpassung Ihrer Teile für die Produktion.

Warum ist die Rückfederung beim Biegen hochfester Stahlkonstruktionen in der Automobilindustrie schwerwiegend?
Die hohe Streckgrenze und der niedrige Elastizitätsmodul eines Materials erklären zusammen, warum es nach dem Biegen zurückfedert. Je höher die Streckgrenze des Materials ist, desto stärker federt es zurück. Unter Verwendung der groben Rückfederungsschätzformel s/E stellt man fest, dass die Rückfederung von hochfestem Stahl drei- bis fünfmal so hoch ist wie die von normalem kohlenstoffarmen Stahl, was eine genaue Kompensation auf der Grundlage dynamischer mechanischer Modelle erforderlich macht.
Kernmechanische Faktoren, die eine Rückfederung in hochfestem Stahl bewirken
Ein Hauptproblem beim Biegeservice für hochfesten Stahl ist die Restspannung im Material, die nicht kontrolliert werden kann. ExAct Metallbiegekalibrierung ist unabdingbare Grundlage für die Bewältigung dieses Problems. Die Streckgrenze von hochfestem Stahl liegt weit über der von gewöhnlichem Stahl, dadurch tritt nach dem Biegen und Entlasten ein größerer Anteil der elastischen Erholungsverformung auf. Änderungen in der Chargendickentoleranz führen indirekt auch zu inkonsistenten Restspannungsmustern, was zu größeren Rückfederungsschwankungen führt. Mit anderen Worten: Normales Biegen auf der Grundlage fester Parameter ist mit den dynamischen Verformungseigenschaften hochfester Stähle völlig unvereinbar.
Intelligente Logik zur Implementierung der Rückfederungskompensation
Springback-Control-Biegen nutzt ein intelligentes System, um die oben genannten Probleme direkt anzugehen. Beispielsweise hat LS Manufacturing als Unternehmen ein eigenes dynamisches Kompensationsgerät entwickelt, das sich auf den professionellen Metall verlassen kann Biegewinkelkorrektur-Technologie zur Durchführung von Parameteranpassungen in Echtzeit.
- Sofortige Aufzeichnung der Streckgrenzen- und Dickendaten jeder Stahlcharge, zusammen mit der Synchronisierung der Aktualisierung der mechanischen Modellparameter.
- Biegewinkel und Formschließdruck werden vom System automatisch über Algorithmen angepasst, um Rückfederungsabweichungen auszugleichen.
- Der Prozess wird in einem geschlossenen Regelkreis überwacht, um sicherzustellen, dass die Winkel der Teile aus jeder Charge konsistent sind.
Die Schwankung der Materialausbeute ist der Hauptfaktor, der die Genauigkeit der Rückfederung beeinflusst. Mit dieser Technik können Chargenrückfederungsschwankungen im branchenweit besten Bereich gehalten werden.
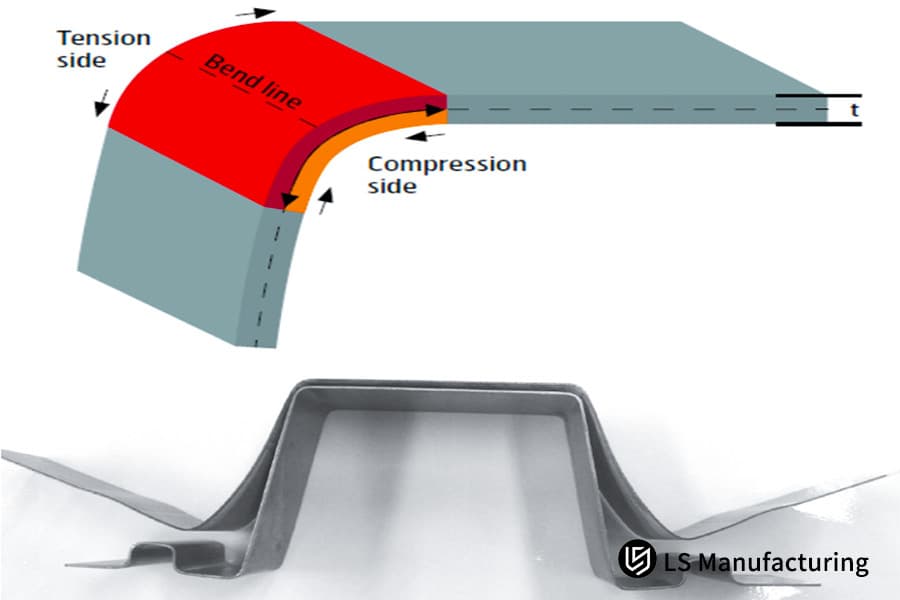
Abbildung 1: Technisches Schema, das die Zug- und Druckseiten eines gebogenen Metallteils zeigt.
Wie berechnet man den minimalen Biegeradius, um Kantenrisse bei DP980-Komponenten zu verhindern?
Um Kantenrisse bei DP980-Teilen zu verhindern, sollten die Grenzwerte für die Formungsanisotropie strikt eingehalten werden. Eine DFM-Biege-Machbarkeitsstudie kann verwendet werden, um die Arbeitsbedingungen so zu bestätigen, dass der Winkel zwischen der Scherkante und der Biegelinie mindestens 45° beträgt. Außerdem sollte das minimale Biegeradiusverhältnis R/t etwa 2,5 bis 3,2 betragen, um die lokale Scherspannungskonzentration zu beseitigen.
Standards für die gängigen Biegeparameter für hochfesten Stahl
Die mechanischen Eigenschaften verschiedener hochfester Stähle unterscheiden sich erheblich, weshalb die Werte der Kontrollbiegeparameter stark variieren können. Eine genaue Materialauswahl und Abstimmung der Parameter trägt wesentlich zur Rissvermeidung bei. Ein gut ausgewählter Schwellenwertparameter für die Metallbiegung verhindert die Fehlerquelle im Produkt.
| Materialqualität | Streckgrenze (MPa) | Zugfestigkeit (MPa) | Empfohlenes Mindestbiegeradiusverhältnis (R/t) | Rückfederungswinkelabweichung nach 100.000 Prägezyklen |
| DP780 | 450-550 | ≥780 | 1,5 | ±0,5° |
| DP980 | 650-750 | ≥980 | 2,5 | ±1,2° |
| PHS (Warmumformungsstahl) | 1000-1200 | ≥1500 | 3,5 (Kaltbiegegrenze) | ±2,5° |
Wichtige Prozessmaßnahmen zur Rissprävention
Das Hauptelement der Rissverhinderung beim kundenspezifischen Metallbiegen für Autos ist eine intensive Vorbearbeitungskontrolle. Die Spezifikationsdetails sind die erste Garantielinie für die Produktqualität. Ein umfassendes Metallbiegekantenschutz, das die stabile Leistung der DP980-Produktion effizient sicherstellen kann, steht im Vordergrund.
- Verhindern Sie konstruktionsbedingte Strukturfehler, die durch unzumutbare Scherwinkel verursacht werden, indem Sie vorab eine DFM-Machbarkeitsanalyse für Biegungen durchführen.
- Gehen Sie keine Kompromisse bei der Kantenstanzqualität ein, sorgen Sie dafür, dass die Höhe der Mikrograte innerhalb von 10 % der Plattendicke liegt.
- Ändern Sie das R/t-Verhältnis jedes Mal entsprechend der Dicke der Platte. Verwenden Sie bei der Produktion keine festen Parameter.
Für die besten Ergebnisse der Rissverhinderung in Mikrobereichen von DP980-Teilen während des Prozesses des kundenspezifischen Metallbiegens für die Automobilindustrie ist die Verwendung einer präzisen Kontrolle des Biegeradius, einer Vorverarbeitungs-DFM-Analyse und einer strengen Kantenqualitätskontrolle erforderlich. Um das Risiko von Rissen in der Massenproduktion in Zukunft zu vermeiden, übermitteln Sie jetzt Ihre Teileparameter und Sie erhalten einen kostenlosen, professionellen DFM-Biege-Machbarkeitsanalysebericht.

Abbildung 2: DP980-Komponente und Werkzeuge zur Messung des minimalen Biegeradius zur Vermeidung von Rissen.
Welches ist das optimale Werkzeugmaterial, um dem Verschleiß während der kontinuierlichen HSS-Produktion in der Automobilindustrie standzuhalten?
Die beste Option, um dem kontinuierlichen Stanzverschleiß von ultrahochfestem Stahl zu widerstehen, ist DC53-Gesenkstahl in Kombination mit einer TD-Beschichtung. Diese Lösung kann die Grundhärte auf HRC 62-64 erhöhen und in Kombination mit einer ultrafeinen Körnungsbeschichtung mit hoher Härte auf der Oberfläche den Oberflächenreibungskoeffizienten der Matrize auf weniger als 0,1 senken, wodurch die Probleme von Matrizenkratzern und Festfressen vollständig beseitigt werden.
Vergleich der Leistung gängiger Formmaterialien
Herkömmliche Formenstähle können die kontinuierliche Produktion von ultrahochfestem AHSS-Stahl nicht bewältigen. Eine falsche Auswahl kann zu einem starken Anstieg der Werkzeugreparaturkosten und Ausfallzeiten führen. Eine äußerst langlebige Biegematrize aus Metall ist die wichtigste Garantie für eine stabile Produktion in großem Maßstab.
| Formmaterial | Wärmebehandlungshärte (HRC) | Verschleißfestigkeit | Kompatibler Stahltyp | Relative Lebensdauer |
| Cr12MoV | 55-58 | Allgemein | Gewöhnlicher kohlenstoffarmer Stahl, DP780 | 100 % (Benchmark) |
| DC53 | 62-64 | Ausgezeichnet | DP980, PHS hochfester Stahl | 300 % |
| SKD11 | 60-62 | Gut | Mittelfester Duplexstahl | 180 % |
Kernwert der Verbesserung der Formbeschichtung
Die stabile Massenproduktion von Präzisionsbiegen im Automobilbereich hängt stark vom Formzustand ab. Die TD-Beschichtung ist in der Lage, die Reibungsflächeneigenschaft der Form radikal zu verändern, was dazu führt, dass die Biegeoberfläche des Metalls glänzt. Basierend auf unseren Erfahrungen aus erster Hand aus Projekten zur Massenproduktion von Fahrwerkskomponenten aus hochfestem Stahl konnte durch den Austausch von Formen durch mit DC53+TD beschichtete Formen die Häufigkeit, mit der Formen heruntergefahren und repariert wurden, um 75 % reduziert werden.
Wie optimiert die FEA-Simulation die globale Effizienz von Metallbiegediensten im Automobilbereich?
Im Automobil-Metallbiegeservice ist die FEA-Simulation (Finite-Elemente-Analyse) eine hervorragende Möglichkeit, die Anzahl der Formversuche vor Ort um 90 % zu reduzieren, noch bevor die Form geöffnet wird. Durch den Einsatz nichtlinearer Simulationssoftware mit anisotropen Fließkriterien (wie das Modell Barlat 89) können Sie die Ausdünnungsrate, die Rückfederung und das Faltenrisiko online präzise vorhersagen, was direkt zu erfolgreichen Formversuchen führt Erster Versuch.
FEA-Simulationskernanwendungsprozess
Digitale Simulation ist heutzutage eine der wichtigsten Möglichkeiten, Unternehmen dabei zu helfen, Trial-and-Error-Kosten zu sparen und Lieferzyklen zu verkürzen. Es hat die altmodische manuelle Formversuchsmethode völlig verändert. Basierend auf der professionellen Vorhersage von Metallbiegefehlern kann es die Erfolgswahrscheinlichkeit beim allerersten Formversuch erheblich erhöhen.
- Der erste Schritt besteht darin, 3D-CAD-Dateien vom Kunden zu übernehmen, das Umformsimulationsmodell genau zu erstellen und die anisotropen Parameter des Stahls anzupassen.
- Als nächstes werden Formgrenzendiagramme (FLD) erstellt, um sehr genau die Stellen hervorzuheben, an denen das höchste Risiko für Biegefaltenbildung, Ausdünnung und Rissbildung besteht.
- Schließlich können die Formoberfläche und die Biegeparameter im Voraus feinabgestimmt werden, um so den besten Prozessplan für die Massenproduktion bereitzustellen.
Kernvorteile der Simulationstechnologie für Kunden
Der durch FEA-Simulation unterstützte Automobil-Metallbiegeservice könnte den Zyklus neuer Produktprototypen um mehr als 60 % verkürzen, und dadurch die Kundenkosten für Versuch und Irrtum erheblich senken. Optimierung des Metallbiegens Zyklen können die Effizienz der Projektumsetzung erheblich steigern. In einfachen Worten bedeutet dies, dass die Kunden nicht für die Kosten aufkommen müssen, die durch die Reparatur von Formen und den Verlust durch Ausschuss entstehen. Die Simulationspräzisionssteuerung ist der zentrale Long-Tail-Transistor, der die Wirksamkeit der Simulation gewährleistet.
Durch die Nutzung der FEA-Simulation werden Metallbiegedienstleistungen in der Automobilindustrie erheblich verändert, wobei der Verlust von Formversuchen um 90 % reduziert wird. Auch der Zyklus von der Entwicklung neuer Produkte bis zur Umsetzung in die Massenproduktion wird sehr effizient verkürzt. Laden Sie das exklusive Whitepaper zum Biegeprozess herunter, um ein umfassendes Verständnis für kostensparende und qualitätssteigernde Maßnahmen auf Basis von Simulationen zu erhalten.
Welche Parameter bestimmen die Prozessstabilität in Echtzeit beim Biegen von hochfestem Stahl?
Beim Biegen von hochfestem Stahl sind die Stanzgeschwindigkeit, der Matrizenklemmdruck und die Schmierungsbedingungen die drei wichtigsten Parameter, die die Biegestabilität in Echtzeit regulieren. Durch Halten der Prägegeschwindigkeit zwischen 15 und 25 Hüben/Minute und die Verwendung von Hochdruck-Ziehöl können die durch Reibungswärme verursachten Änderungen der Materialflussspannung sehr gut bewältigt werden.
Standards für die Steuerung zentraler Prozessparameter
Die Produktionsstabilität bei der Massenproduktion von hochfesten Stahlbiegediensten hängt vollständig von der standardisierten Regelung mit geschlossenem Regelkreis ab. Es kann keine erfahrungsbasierten Vorgänge geben, lediglich eine präzise Regulierung der Metallbiegegeschwindigkeit ist der Steuerungskanal.
- Geschwindigkeitskontrolle: Stabile 15-25 Hübe/Minute einhalten, um keine Spannungsschwankungen durch Hochgeschwindigkeitsreibungen und Temperaturanstieg zu verursachen.
- Druckregelung: Schwankungen des Servodrucks werden so streng auf 1 % begrenzt, dass keine Maßabweichungen durch Druckfehler auftreten können.
- Schmierkontrolle: Die Dicke des Schmierölfilms wird bei 1,5–2,5 μm gehalten, um den Reibungsverschleiß zwischen der Form und dem Stahl zu verringern.
Qualitätsstabilitätslösung für alle Umgebungen
Änderungen der Temperatur und Luftfeuchtigkeit in der Werkstatt können Auswirkungen auf die Fließfähigkeit von Materialien und die Wirksamkeit von Schmiermitteln haben. Wir verlassen uns während des gesamten Prozesses auf eine umfassende Qualitätskontrolle (TQC), die uns dabei hilft, den schwierigsten Arbeitsbedingungen standzuhalten. Zuverlässige thermische Stabilität des Metallbiegens sorgt dafür, dass die Produktion von ausgezeichneter Qualität rund um die Uhr reibungslos läuft. Die Kalibrierung von Prozessparametern ist eine grundlegende Langzeittechnologie, die eine kontinuierliche und konsistente Produktion rund um die Uhr gewährleistet.

Abbildung 3: Ein Bedienfeld mit Messgeräten zur Überwachung eines Biegeprozesses für hochfesten Stahl.
Wie kann eine mehrstufige Biegesteuerung für Automobilteile die Ansammlung interner Spannungen unterdrücken?
Bei der Biegekontrolle für Automobilteile bleibt mehrstufiges Biegen eine der wichtigsten Techniken, um Restspannungskonzentrationen im ultrahochfesten Stahl vollständig zu beseitigen. Beispielsweise wurde festgestellt, dass durch die Umwandlung einer einzelnen Biegung in einem großen Winkel in ein dreistufiges Verfahren vor dem Biegen, einer dazwischenliegenden Alterungsentspannung und einer abschließenden Biegekorrektur die innere Restzugspannung um mehr als 40 % gesenkt werden konnte.
Mehrstufige Biegeprozessstufen
Die Biegekontrolle für Automobilteile reduziert aktiv die Spannungserzeugung an der Quelle durch schrittweise Verformung, wodurch das Auftreten von Verformungen beim anschließenden Schweißen und Zusammenbauen vermieden wird. Ein wissenschaftlicher Metallbiegespannungsentlastungsprozess ist die wichtigste technologische Unterstützung.
- Vorbiegeprozess: Dies ist der Schritt, bei dem der Hauptwinkel geformt wird, eine gewisse Verformung ist jedoch zulässig, um keine einmalige Spannungsüberlastung zu verursachen.
- Alterungsentspannung:Dieser Schritt wird durch statisches Platzieren durchgeführt und führt zur Freisetzung der internen konzentrierten Restspannungen. Gleichzeitig stabilisiert es den mechanischen Zustand des Materials.
- Endgültige Biegekorrektur: Dieser Prozess zielt auf eine sehr genaue Winkel- und Dimensionsanpassung ab. Auf diese Weise wird die Produktionspräzision im Endprodukt sichergestellt.
Kernwert der Prozessimplementierung
Mit dieser Methode kann das Problem des Verzugs, der durch das anschließende Schweißen hochfester Stahlteile verursacht wird, vollständig beseitigt werden, und gleichzeitig ist sie auch sehr gut für die Herstellung zentraler Strukturkomponenten des Automobils wie B-Säulen und Rahmen geeignet. Da es außerdem für die Metallbiegemontage geeignet ist, erfüllt seine hervorragende Qualität die Anforderungen einer präzisen Fahrzeugmontage auf der gesamten Fahrzeugebene. Einer der Vorteile, die sich aus der Reduzierung der Eigenspannung ergeben, ist die Verbesserung der Montagegenauigkeit von Teilen. Gleichzeitig kann die Reduzierung der Eigenspannung als einer der Hauptprozesse angesehen werden, die Lösung zur Biegerückfederung unterstützen.
Mehrstufige Biegeprozesse sorgen dafür, dass Restspannungen gründlich von Teilen entfernt werden, sodass die Biegekontrolle für Automobilteile so erfolgen kann, dass Probleme im Zusammenhang mit Verformungen beim anschließenden Schweißen und Zusammenbauen vollständig vermieden werden. Wenn Sie Probleme mit der Verformung von Strukturbauteilen haben, können Sie eine persönliche Beratung mit einem Ingenieur vereinbaren und wir werden eine maßgeschneiderte, belastungsoptimierte Produktionsprozesslösung für Sie erstellen.
Abbildung 4: Automobilmetallteile, die durch mehrstufiges Biegen hergestellt wurden, um geringere innere Spannungen zu erreichen.
Warum ist die Kalibrierung von Präzisionswerkzeugen für einen Automobilbiegedienstleister so wichtig?
Für einen Automobilbiegedienstleister sind die genaue Ausrichtung der Matrizen und die Art und Weise, wie gut der Spalt ausgeglichen wird, die kritischen Faktoren, die über die Materialabtragsgeschwindigkeit auf einer Seite während des Ausdünnens und die Gleichmäßigkeit der Rückfederung der gebogenen Teile entscheiden. Das Halten des Spaltfehlers zwischen Ober- und Unterwerkzeug innerhalb von 0,02 mm und die Durchführung regelmäßiger Kalibrierungen mit einem Koordinatenmessgerät (KMG) sind sehr effektive Methoden, um plötzliche Chargenschwankungen zu vermeiden.
Main Method for Die Calibration Control
One of the main factors that determine the batch precision stability of automotive bending service is the continuous high-precision die calibration. The occasional adjustment of metal bending gap ensures die operating precision on a rolling basis. Weekly die cutting edge wear detection with laser scanning is our practice which, when complemented with an online automatic gap compensation device, helps us to continuously lock in die precision.
Quality Assurance Certified by the Industry
Our factory is IATF 16949 compliant at every stage of the process. All calibration records are logged and kept traceable, this way the quality incidents related to batches are eliminated and also metal bending batch consistency is stable ensuring high-volume production yields. Being able to adjust the tool gap is a very important detail that can guarantee the long-term stabilities of springback control bending.
How To Minimize Tooling Investment Cost For Low Volume Custom Metal Bending For Auto?
In custom metal bending for auto, the best approach to minimize procurement costs for small quantity customization is to adopt a modular, interchangeable insert mold structure. If the mold base is made uniform and the specific bending radius angle inserts designed for quick change are made of carbide, customers can be saved up to 50% of their initial mold investment.
How modular mold can reduce cost
For small batch trial production of custom metal bending for auto, one does not need to customize a complete set of molds. Standardized mold bases can be used to produce different parts specifications, and the metal bending die standardization, which is mature, drastically lowers the customization threshold.
- The mold base is standardized and can be used with various bending specifications.
- The only thing that is unique to the product is the insert, which when replaced, leads to a major reduction in mold manufacturing expenditure and time.
- The quick-change structure is able to accommodate the small-batch, multi-category R&D and trial production requirements.
Customer-oriented cost benefits
The proposed method can halve the customers' cost in molds and reduce the production cost of one unit by 15%-20%. Because of this, it perfectly fits the scenarios of aftermarket and new car R&D. Flexible metal bending production low volume matches the needs of niche customization. The cost of tooling for low volume is the fundamental long-tail benefit of small-batch customization.
LS Manufacturing Custom Automotive Metal Bending Service for DP980 Energy Absorbing Box Components
The DP980 energy-absorbing box is a main safety structural part, so it is subject to very high requirements in bending accuracy and forming stability. Besides, it is also a frequently breaking part in the industry.
Customer Dilemma
One of the top European Tier-1 automotive suppliers was suffering from serious issues in production. The 2.0 mm thick DP980 front bumper beam energy-absorbing parts had a springback problem exceeding 8° mainly because the traditional processes did not include a professional metal bending failure analysis mechanism. There were also often 0.5 mm microcracks at the bending radii.
As a result, they were only able to produce 72% of the final products that could pass welding. This situation directly led to delays in OEM's schedule and the involved significant overdue costs.
LS-Fertigungslösung
To resolve this issue, the LS Manufacturing AE engineering team came up with a tailored high-strength steel bending service solution.
- We started by carrying out an extensive DFM forming feasibility study utilizing AutoForm software. The solution ditched the single-bending process that was prone to defects and instead rolled out a sophisticated metal bending progressive forming method that allows the material stress to be released in stages.
- At the same time, the die steel was changed to DC53 and a vacuum TD coating treatment was applied to enhance the die's resistance to wear and scratches.
- And, real-time angle sensors were fitted on the bending machines and a closed-loop dynamic springback compensation system was set up to tightly control the die closing tolerance within 0.1mm.
Ergebnisse und Wert
Upon completion of the project springback tolerance of parts has been stabilized within 0.3, surface microcracks were completely removed, die stamping life was raised by 300%, and the finished product assembly qualification rate went up to 99.8%. Using the stable metal bending quality stabilization capabilities, the solution helped the client to meet the vehicle delivery targets while also reducing the scrap and die repair costs by 35%.
This project is an implementation of a proprietary cost accounting formula: Single-piece processing cost = Die wear cost + Labor cost + Consumable cost - Good product premium.
It also gave a unique tip to troubleshoot: Before bending the DP980, if burr height is over 10% of the plate thickness, microcracks will be formed inevitably, so a pre-processing deburring step is because of this compulsory.
The complete set of customized high-strength steel bending service processes was a key thing in solving DP980 energy-absorbing box mass production defects, which was a great quality, efficiency and cost reduction, altogether. If you want a mature mass production solution like this, submit your 3D drawings and production requirements right now and you will get a precise customized production quotation within 24 hours.

FAQs
Q1. What is the maximum material tensile strength that your automotive metal bending Service can process?
Our machinery and dies are In particular created to work on the strengthening of high-strength steel. Our production line is able to continuously handle DP1180 duplex steel having a tensile strength of 1200MPa, and is also capable of doing very accurate bending of 1500MPa hot-formed steel PHS automotive structural parts.
Q2. How do you guarantee the angle tolerance of high strength steel bending service parts under mass production?
Our servo bending machines come with a laser online angle detection system and are supported by dynamic springback compensation software. This allows us to maintain the bending angle tolerance of the parts within 0.5 during mass production of up to 100,000 parts, thereby achieving batch consistency.
Q3. Can you prevent micro cracking entirely during custom metal bending for auto with tight radii?
We are capable of totally preventing micro-cracking during ultra-small radius bending. In the prototype phase, we carry out DFM edge fatigue and strain simulation, we optimize the punching clearance, and we use an electric brush deburring process to make sure that the part surface is free of micro-cracks under R/t2.0 conditions.
Q4. How does tool coating affect the overall custom fabrication price and lead time?
Typical TD and PVD tool coatings will raise the initial mold cost by 15% but at the same time the coating can increase the life of the mold by three times, result in less downtime for mold repair, and eventually lead to lower unit procurement price and more stable delivery of mass production cycles.
Q5. Do you provide free DFM and springback simulation analysis before we place a formal manufacturing order?
Our automotive bending service consulting clients are given free professional DFM forming feasibility analysis and FEA springback prediction services to help R&D teams better structure the products and minimize forming risks in mass production.
Q6. What internal quality standards does LS Manufacturing adhere to for automotive bending service?
Our factory is certified for the IATF 16949 automotive industry standards. We carry out SPC statistical process control during the entire production. Besides, parts undergo a 100% inspection for all critical dimensions with the help of online coordinate measuring machines or visual inspection tools, That's why quality is strictly controlled before shipment.
Q7. Why is your bending control for automotive parts superior to traditional local metal stamping shops?
Traditional shops learn their trade through manual trial molding, which leaves the door open for inaccuracies and unstable results. We are using digital simulation, bespoke high-strength steel molds, and intelligent servo control to address the fundamental industry issues such as cracking and overspringing of ultra-high-strength steel forms.
Q8. How can I get a detailed custom manufacturing quotation for my high strength steel parts?
You can submit 3D drawings in STEP, IGES, or X_T formats, along with your requirements such as steel grade and annual production volume. Our senior AE engineer will provide a detailed customized bending quotation with accurate cost calculations within 24 hours.
Zusammenfassung
Bending high-strength steel for vehicles is a complex manufacturing process that makes use of materials mechanics, precision molds and computer simulations. Lightweight, high-strength steels like DP980 tend to have high springback and are easily cracked. Old, rough methods that involve manual trial molding and repair are not suitable for the precision mass production standards of the present-day automobile industry.
Using finite element analysis (FEA) dynamic compensation, DC53 top-of-the-line molds, and multi-stage stress relief core processes, LS Manufacturing has successfully dealt with the problem of high-strength steel forming. Besides following the IATF 16949 standard strictly, the company that uses digital control from production to delivery has been able to phase out defects such as dimensional deviations and surface scratches, because of this supplying the global automotive supply chain with stable, low-cost, precision automotive bending services.
Don't allow faulty parts to hold back automobile development or run up supply chain budgets! Submit your 3D models of car body structural components and chassis parts right away and get a complimentary feasibility report of forming plus an accurate price quote within 24 hours. Rely on our highly skilled, state-of-the-art technology to make sure that your mass production projects will be carried out smoothly.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing ist ein branchenführendes Unternehmen. Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


