For an automotive bending service supplier, the exact alignment of dies and how well the gap is compensated are the critical factors that decide the rate of material removal on one side during thinning and the springback uniformity of bent parts. Keeping the gap error between the upper and lower dies within 0.02mm and conducting periodic calibrations using a coordinate measuring machine (CMM) are very effective ways to avoid sudden batch variations.
Main Method for Die Calibration Control
One of the main factors that determine the batch precision stability of automotive bending service is the continuous high-precision die calibration. The occasional adjustment of metal bending gap ensures die operating precision on a rolling basis. Weekly die cutting edge wear detection with laser scanning is our practice which, when complemented with an online automatic gap compensation device, helps us to continuously lock in die precision.
Quality Assurance Certified by the Industry
Our factory is IATF 16949 compliant at every stage of the process. All calibration records are logged and kept traceable, this way the quality incidents related to batches are eliminated and also metal bending batch consistency is stable ensuring high-volume production yields. Being able to adjust the tool gap is a very important detail that can guarantee the long-term stabilities of springback control bending.
How To Minimize Tooling Investment Cost For Low Volume Custom Metal Bending For Auto?
In custom metal bending for auto, the best approach to minimize procurement costs for small quantity customization is to adopt a modular, interchangeable insert mold structure. If the mold base is made uniform and the specific bending radius angle inserts designed for quick change are made of carbide, customers can be saved up to 50% of their initial mold investment.
How modular mold can reduce cost
For small batch trial production of custom metal bending for auto, one does not need to customize a complete set of molds. Standardized mold bases can be used to produce different parts specifications, and the metal bending die standardization, which is mature, drastically lowers the customization threshold.
The mold base is standardized and can be used with various bending specifications.
The only thing that is unique to the product is the insert, which when replaced, leads to a major reduction in mold manufacturing expenditure and time.
The quick-change structure is able to accommodate the small-batch, multi-category R&D and trial production requirements.
Customer-oriented cost benefits
The proposed method can halve the customers' cost in molds and reduce the production cost of one unit by 15%-20%. Because of this, it perfectly fits the scenarios of aftermarket and new car R&D. Flexible metal bending production low volume matches the needs of niche customization. The cost of tooling for low volume is the fundamental long-tail benefit of small-batch customization.
LS Manufacturing Custom Automotive Metal Bending Service for DP980 Energy Absorbing Box Components
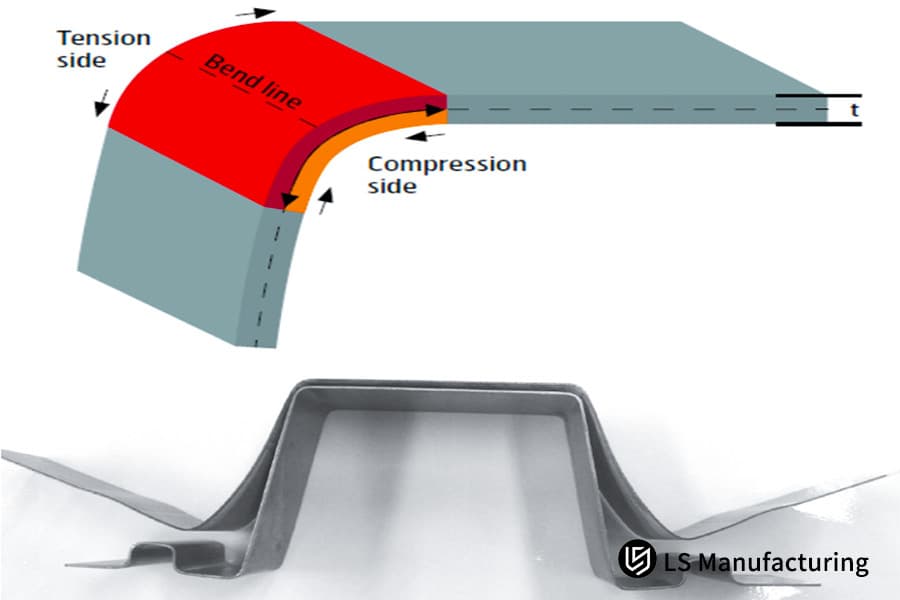
The DP980 energy-absorbing box is a main safety structural part, so it is subject to very high requirements in bending accuracy and forming stability. Besides, it is also a frequently breaking part in the industry.
Customer Dilemma
One of the top European Tier-1 automotive suppliers was suffering from serious issues in production. The 2.0 mm thick DP980 front bumper beam energy-absorbing parts had a springback problem exceeding 8° mainly because the traditional processes did not include a professional metal bending failure analysis mechanism. There were also often 0.5 mm microcracks at the bending radii.
As a result, they were only able to produce 72% of the final products that could pass welding. This situation directly led to delays in OEM's schedule and the involved significant overdue costs.
LS Manufacturing Solution
To resolve this issue, the LS Manufacturing AE engineering team came up with a tailored high-strength steel bending service solution.
We started by carrying out an extensive DFM forming feasibility study utilizing AutoForm software. The solution ditched the single-bending process that was prone to defects and instead rolled out a sophisticated metal bending progressive forming method that allows the material stress to be released in stages.
At the same time, the die steel was changed to DC53 and a vacuum TD coating treatment was applied to enhance the die's resistance to wear and scratches.
And, real-time angle sensors were fitted on the bending machines and a closed-loop dynamic springback compensation system was set up to tightly control the die closing tolerance within 0.1mm.
结果和价值
Upon completion of the project springback tolerance of parts has been stabilized within 0.3, surface microcracks were completely removed, die stamping life was raised by 300%, and the finished product assembly qualification rate went up to 99.8%. Using the stable metal bending quality stabilization capabilities, the solution helped the client to meet the vehicle delivery targets while also reducing the scrap and die repair costs by 35%.
This project is an implementation of a proprietary cost accounting formula: Single-piece processing cost = Die wear cost + Labor cost + Consumable cost - Good product premium.
It also gave a unique tip to troubleshoot: Before bending the DP980, if burr height is over 10% of the plate thickness, microcracks will be formed inevitably, so a pre-processing deburring step is because of this compulsory.
<块引用>
The complete set of customized high-strength steel bending service processes was a key thing in solving DP980 energy-absorbing box mass production defects, which was a great quality, efficiency and cost reduction, altogether. If you want a mature mass production solution like this, submit your 3D drawings and production requirements right now and you will get a precise customized production quotation within 24 hours.
FAQs
Q1. What is the maximum material tensile strength that your automotive metal bending Service can process?
Our machinery and dies are In particular created to work on the strengthening of high-strength steel. Our production line is able to continuously handle DP1180 duplex steel having a tensile strength of 1200MPa, and is also capable of doing very accurate bending of 1500MPa hot-formed steel PHS automotive structural parts.
Q2. How do you guarantee the angle tolerance of high strength steel bending service parts under mass production?
Our servo bending machines come with a laser online angle detection system and are supported by dynamic springback compensation software. This allows us to maintain the bending angle tolerance of the parts within 0.5 during mass production of up to 100,000 parts, thereby achieving batch consistency.
Q3. Can you prevent micro cracking entirely during custom metal bending for auto with tight radii?
We are capable of totally preventing micro-cracking during ultra-small radius bending. In the prototype phase, we carry out DFM edge fatigue and strain simulation, we optimize the punching clearance, and we use an electric brush deburring process to make sure that the part surface is free of micro-cracks under R/t2.0 conditions.
Q4. How does tool coating affect the overall custom fabrication price and lead time?
Typical TD and PVD tool coatings will raise the initial mold cost by 15% but at the same time the coating can increase the life of the mold by three times, result in less downtime for mold repair, and eventually lead to lower unit procurement price and more stable delivery of mass production cycles.
Q5. Do you provide free DFM and springback simulation analysis before we place a formal manufacturing order?
Our automotive bending service consulting clients are given free professional DFM forming feasibility analysis and FEA springback prediction services to help R&D teams better structure the products and minimize forming risks in mass production.
Q6. What internal quality standards does LS Manufacturing adhere to for automotive bending service?
Our factory is certified for the IATF 16949 automotive industry standards. We carry out SPC statistical process control during the entire production. Besides, parts undergo a 100% inspection for all critical dimensions with the help of online coordinate measuring machines or visual inspection tools, That's why quality is strictly controlled before shipment.
Q7. Why is your bending control for automotive parts superior to traditional local metal stamping shops?
Traditional shops learn their trade through manual trial molding, which leaves the door open for inaccuracies and unstable results. We are using digital simulation, bespoke high-strength steel molds, and intelligent servo control to address the fundamental industry issues such as cracking and overspringing of ultra-high-strength steel forms.
Q8. How can I get a detailed custom manufacturing quotation for my high strength steel parts?
You can submit 3D drawings in STEP, IGES, or X_T formats, along with your requirements such as steel grade and annual production volume. Our senior AE engineer will provide a detailed customized bending quotation with accurate cost calculations within 24 hours.
Summary
Bending high-strength steel for vehicles is a complex manufacturing process that makes use of materials mechanics, precision molds and computer simulations. Lightweight, high-strength steels like DP980 tend to have high springback and are easily cracked. Old, rough methods that involve manual trial molding and repair are not suitable for the precision mass production standards of the present-day automobile industry.
Using finite element analysis (FEA) dynamic compensation, DC53 top-of-the-line molds, and multi-stage stress relief core processes, LS Manufacturing has successfully dealt with the problem of high-strength steel forming. Besides following the IATF 16949 standard strictly, the company that uses digital control from production to delivery has been able to phase out defects such as dimensional deviations and surface scratches, because of this supplying the global automotive supply chain with stable, low-cost, precision automotive bending services.
Don't allow faulty parts to hold back automobile development or run up supply chain budgets! Submit your 3D models of car body structural components and chassis parts right away and get a complimentary feasibility report of forming plus an accurate price quote within 24 hours. Rely on our highly skilled, state-of-the-art technology to make sure that your mass production projects will be carried out smoothly.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information.不应推断第三方供应商或制造商将通过 LS Manufacturing 网络提供性能参数、几何公差、具体设计特征、材料质量和类型或工艺。 It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS 制造团队
LS Manufacturing 是一家行业领先的公司。专注于定制制造解决方案。 We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified.我们为全球150多个国家的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的24小时内交货满足您的需求。选择LS制造。 This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.