
Service de pliage de métaux automobiles est un type de service d'usinage de précision spécialement conçu pour former de l'acier à haute résistance pour l'industrie automobile. Il répond aux trois problèmes majeurs de l'industrie : le retour élastique excessif, les microfissures des bords et l'usure rapide des matrices. En utilisant des technologies telles que la compensation de simulation FEA et les revêtements de matrice personnalisés, il est capable de contrôler la tolérance jusqu'à 0,1 mm et d'augmenter la durée de vie de la matrice de 300 %, ce qui la rend très adaptée à la production en série d'aciers légers comme le DP980 et le PHS.
Avec la tendance à l'allègement de plus en plus courante dans le secteur automobile, les processus de pliage traditionnels ne parviennent pas à compenser les variations de résistance des matériaux, ce qui peut entraîner de faibles rendements de produits finis et des retards dans la production en série des pièces. fabricants. Ce guide explorera les principales méthodes de contrôle du pliage de l'acier à haute résistance et guidera les entreprises sur la manière de surmonter efficacement les goulots d'étranglement de la production.

Aperçu rapide des processus de base pour le pliage de l'acier à haute résistance dans l'industrie automobile
Cette partie décrit brièvement les principales normes de processus et les réalisations du service de pliage des métaux automobiles, mettant plus précisément en évidence les problèmes de retour élastique, de fissuration et d'usure des matrices, et donnant aux clients des points de référence clairs pour leurs choix de production.
| Points douloureux du processus | Solutions principales | Paramètres techniques clés | Résultats de la mise en œuvre |
| Ressort de flexion en acier à haute résistance | Modèle de compensation dynamique + contrôle de pression variable intelligent | Suit la formule de retour élastique Δθ∝σs/E | Erreur de retour contrôlé à ±0,3°. |
| Fissures sur les bords du DP980 | Analyse DFM + Rapport de rayon de courbure standardisé | Rapport R/t≥2,5, angle de courbure de cisaillement≥45° | Élimine complètement la concentration locale de déformation de cisaillement. |
| Usure des matrices à grande vitesse | Matrice en acier DC53 + traitement de revêtement TD | Dureté de la matrice HRC62-64, coefficient de frottement ≤0,1 | La durée de vie du dé a été augmentée de 300 % |
| Écarts dimensionnels par lots | Simulation FEA + étalonnage en boucle fermée en temps réel | Erreur d'écartement de matrice ±0,02 mm, fluctuation de pression ±1 % | Améliore considérablement la stabilité de la tolérance des pièces par lots. |
Principaux points à retenir :
- La limite d'élasticité a un impact sur le retour élastique. Pour cette raison, un modèle de rémunération dynamique avec des formules doit être développé avec précision.
- En déterminant le rapport minimum de rayon de courbure R/t2.5 et en exécutant l'analyse par DFM, on peut complètement se débarrasser des fissures de bord du DP980.
- La durée de vie d'une matrice peut être prolongée de 300 % lorsque l'acier pour matrice DC53 est utilisé avec un revêtement TD et la tolérance de 0,1 mm sera toujours maintenue.
Pourquoi faire confiance aux solutions de prévention des fissures de bord de LS Manufacturing pour les services de pliage de métaux automobiles ?
Les solutions de prévention des fissures par flexion de LS Manufacturing sont capables de répondre pleinement aux problèmes de fissures par flexion et d'écarts dimensionnels dans l'acier à haute résistance, sont adaptées à la production de masse dans l'industrie automobile et répondent aux Norme industrielle SAE J2283.
Sur la base des pratiques industrielles et de 3 mois d'essais de flexion du DP980, nous constatons que90 % des fissures de bord dans l'acier à haute résistance se produisent en raison de la concentration des contraintes de cisaillement et des contraintes exercées sur la matrice. Généralement, les processus permettent uniquement la réparation manuelle de la matrice, ce qui n'élimine pas le défaut. Les tests de notre équipe montrent que si les bavures de découpage sont contrôlées à 10 % de l'épaisseur de la feuille, la fissuration peut être largement évitée.
Alors que la plupart des fournisseurs continuent de limiter leur attention aux seuls paramètres de pliage, oubliant que la qualité du pré-découpage est l'élément clé, nous utilisons le système IATF 16949 pour mettre en œuvre un contrôle standardisé en boucle fermée sur l'ensemble du processus, et cela a aidé plus de 20 fournisseurs automobiles de niveau 1 à surmonter les problèmes de formage et à atteindre un taux de réussite de production de masse stable de plus de 99,5 %.
D'une part, nous normalisons le fonctionnement du système en boucle fermée, et cependant, nous le basons sur les normes industrielles faisant autorité, qui donnent une base solide à la qualité de notre service de pliage automobile et ainsi, de manière fondamentale, mettons fin aux problèmes tels que les fissures de flexion et les écarts dimensionnels dans l'acier à haute résistance.
Pour vérifier directement l'efficacité de la mise en œuvre de nos processus, consultez immédiatement des études de cas de production de masse plus réussies provenant d'entreprises automobiles et évaluez rapidement la faisabilité de l'adaptation de vos pièces pour la production.

Pourquoi le retour élastique est-il grave dans la flexion des structures en acier à haute résistance automobile ?
La limite d'élasticité élevée et le faible module élastique d'un matériau expliquent ensemble pourquoi il reprend sa forme après flexion. Plus la limite d’élasticité du matériau est élevée, plus il rebondira. En utilisant la formule d'estimation approximative du retour élastique s/E, on constate que le retour élastique de l'acier à haute résistance est 3 à 5 fois supérieur à celui de l'acier normal à faible teneur en carbone, ce qui rend nécessaire une compensation exacte basée sur des modèles mécaniques dynamiques.
Facteurs mécaniques fondamentaux induisant un retour élastique dans l'acier à haute résistance
Un problème majeur dans le service de pliage d'acier à haute résistance est la contrainte résiduelle dans le matériau qui ne peut pas être contrôlée. L'étalonnage exact en flexion du métal est la base indispensable pour surmonter ce problème. La résistance à l'élasticité de l'acier à haute résistance est de loin supérieure à celle de l'acier ordinaire, de ce fait, une plus grande quantité de déformation de récupération élastique se produit après le pliage et le déchargement. Les modifications de la tolérance d'épaisseur du lot conduisent également indirectement à des modèles de contraintes résiduelles incohérentes, provoquant de plus grandes variations de retour élastique. En d'autres termes, la flexion ordinaire basée sur des paramètres fixes est totalement incompatible avec les propriétés de déformation dynamique des aciers à haute résistance.
Logique de mise en œuvre de la compensation de retour élastique intelligente
Le pliage à contrôle élastique utilise un système intelligent pour répondre directement aux problèmes mentionnés ci-dessus. Par exemple, LS Manufacturing, en tant qu'entreprise, a développé son propre dispositif de compensation dynamique capable de s'appuyer sur le professionnel technologie de correction de l'angle de pliage du métal pour effectuer des ajustements de paramètres en temps réel.
- Enregistrement immédiat des données de limite d'élasticité et d'épaisseur de chaque lot d'acier, ainsi que la synchronisation de la mise à jour des paramètres du modèle mécanique.
- L'angle de pliage et la pression de fermeture du moule sont automatiquement ajustés par le système grâce à des algorithmes pour compenser les écarts de retour élastique.
- Il existe une surveillance en boucle fermée du processus pour garantir que les angles des pièces de chaque lot sont cohérents.
La fluctuation du rendement du matériau est le principal facteur affectant la précision du retour élastique. Cette technique permet de maintenir les variations du retour élastique des lots dans la meilleure plage de l'industrie.
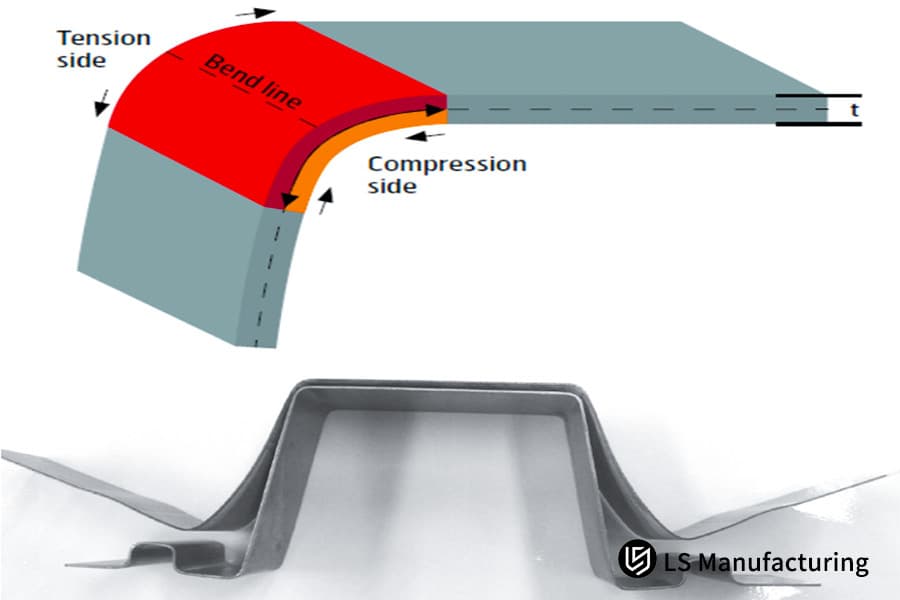
Figure 1 : Schéma technique montrant les côtés de traction et de compression d'une pièce métallique pliée.
Comment calculer le rayon de courbure minimum pour éviter les fissures sur les bords des composants DP980 ?
Afin d'éviter la fissuration des bords des pièces DP980, les limites d'anisotropie de formation doivent être strictement respectées. Une étude de faisabilité de pliage DFM peut être utilisée pour confirmer les conditions de travail de telle sorte que l'angle entre le bord de cisaillement et la ligne de pliage soit d'au moins 45°, et le rapport minimum du rayon de courbure R/t doit être mesuré pour être d'environ 2,5 à 3,2 pour éliminer la concentration locale de déformation de cisaillement.
Normes traditionnelles relatives aux paramètres de pliage de l'acier à haute résistance
Les propriétés mécaniques des différents aciers à haute résistance diffèrent considérablement, c'est pourquoi les niveaux des paramètres de flexion de contrôle peuvent varier considérablement. La sélection précise du matériau et l'adaptation des paramètres permettent d'économiser fondamentalement la prévention des fissures. Un paramètre de seuil de flexion du métal bien choisi empêchera la source du défaut du produit.
| Qualité du matériau | Contrainte d'élasticité (MPa) | Résistance à la traction (MPa) | Rapport de rayon de courbure minimum recommandé (R/t) | Déviation de l'angle de retour élastique après 100 000 cycles d'estampage |
| DP780 | 450-550 | ≥780 | 1.5 | ±0,5° |
| DP980 | 650-750 | ≥980 | 2.5 | ±1,2° |
| PHS (acier de formage à chaud) | 1 000-1 200 | ≥1 500 | 3.5 (Limite de flexion à froid) | ±2,5° |
Actions clés du processus pour la prévention des fissures
L'élément principal de la prévention des fissures lors du pliage de métal sur mesure pour l'automobile est un contrôle intensif du pré-traitement. Les détails des spécifications constituent la première ligne de garantie de la qualité du produit. Un système complet de protection des bords de flexion du métal, qui pourrait garantir efficacement les performances stables de la production du DP980, est avant tout.
- Prévenez les défauts structurels liés à la conception qui sont causés par des angles de cisaillement déraisonnables en exécutant une analyse de faisabilité de flexion DFM avant le traitement.
- Ne compromettez pas la qualité du poinçonnage des bords, faites en sorte que la hauteur des micro-bavures soit verrouillée à moins de 10 % de l'épaisseur de la plaque.
- Modifiez le rapport R/t en fonction de l'épaisseur de la plaque à chaque fois, n'utilisez pas de paramètres fixes dans la production.
Pour obtenir les meilleurs résultats de prévention des fissures dans les micro-zones des pièces DP980 pendant le processus de pliage de métal personnalisé pour l'automobile, l'utilisation d'un contrôle précis du rayon de courbure, d'une analyse DFM préalable et d'un contrôle strict de la qualité des bords est nécessaire. Pour éviter tout risque de fissuration lors de la production de masse à l'avenir, soumettez les paramètres de votre pièce dès maintenant et vous recevrez un rapport d'analyse de faisabilité professionnel gratuit en pliage DFM.

Figure 2 : composant DP980 et outils pour mesurer le rayon de courbure minimum afin d'éviter les fissures.
Quel est le matériau d'outillage optimal pour résister à l'usure lors de la production continue de HSS automobile ?
La meilleure option pour résister à l'usure continue de l'emboutissage de l'acier à ultra haute résistance est l'acier pour matrice DC53 combiné à un revêtement TD. Cette solution peut augmenter la dureté de base à HRC 62-64, et lorsqu'elle est associée à un revêtement à grains ultra fins de haute dureté sur la surface, elle abaisse le coefficient de frottement de surface de la matrice à moins de 0,1, éliminant ainsi complètement les problèmes de rayures et de grippage de la matrice.
Comparaison des performances des matériaux de moules courants
Les aciers pour moules conventionnels ne peuvent pas gérer la production continue d'acier à ultra haute résistance AHSS. Une mauvaise sélection peut entraîner une forte augmentation des coûts de réparation des moules et des temps d'arrêt. La matrice de cintrage en métal durable est la principale garantie d'une production stable et à grande échelle.
| Matériau du moule | Dureté du traitement thermique (HRC) | Résistance à l'usure | Type d'acier compatible | Durée de vie relative |
| Cr12MoV | 55-58 | Général | Acier ordinaire à faible teneur en carbone, DP780 | 100 % (référence) |
| DC53 | 62-64 | Excellent | DP980, acier haute résistance PHS | 300 % |
| SKD11 | 60-62 | Bon | Acier duplex à résistance moyenne | 180 % |
Valeur fondamentale de l'amélioration du revêtement des moules
La production de masse stable du cintrage automobile de précision dépend grandement de l'état du moule. Le revêtement TD est capable de changer radicalement la propriété de la surface de friction du moule, ce qui fait briller l'optimisation de la surface de pliage du métal. Basé sur notre expérience directe de projets de production en série de composants de châssis en acier à haute résistance, le remplacement des moules par des moules revêtus DC53+TD a réduit de 75 % le nombre de démontages et de réparations des moules.
Comment la simulation FEA optimise-t-elle l'efficacité du service mondial de pliage des métaux automobiles ?
Dans le domaine du pliage des métaux automobiles, la simulation FEA (analyse par éléments finis) est un excellent moyen de réduire de 90 % le nombre d'essais de moules sur site avant même l'ouverture du moule. En intégrant un logiciel de simulation non linéaire doté de critères de rendement anisotropes (comme le modèle Barlat 89), vous pouvez prévoir avec précision le taux d'amincissement, le retour élastique et le risque de froissement en ligne, ce qui conduit à des essais de moule réussis à votre domicile. premier essai.
Processus d'application de base de simulation FEA
La simulation numérique est aujourd'hui l'un des principaux moyens d'aider les entreprises à réduire les coûts d'essais et d'erreurs et à raccourcir les cycles de livraison. Cela a totalement changé l'ancienne méthode manuelle d'essai de moule. Basé sur la prédiction professionnelle des défauts de flexion du métal, cela peut grandement améliorer la probabilité de succès du tout premier essai de moule.
- La première étape consiste à récupérer les fichiers CAO 3D du client, à créer le modèle de simulation de formage avec précision et à faire correspondre les paramètres anisotropes de l'acier.
- Ensuite, des diagrammes de limite de forme (FLD) sont produits pour mettre en évidence très précisément les endroits qui présentent le risque le plus élevé de pliage, de plissement, d'amincissement et de fissuration.
- Enfin, la surface du moule et les paramètres de pliage peuvent être ajustés au préalable, fournissant ainsi le meilleur plan de processus de production de masse.
Principaux avantages de la technologie de simulation pour les clients
Le service de pliage de métal automobile pris en charge par la simulation FEA pourrait réduire le cycle de prototype d'un nouveau produit de plus de 60 %, réduisant ainsi considérablement les coûts d'essais et d'erreurs pour le client. Optimisation du métal les cycles de pliage peuvent très bien donner un coup de pouce important à l'efficacité de la mise en œuvre du projet. En termes simples, cela signifie que les clients n'auront pas à payer les dépenses liées à la réparation des moules et à la perte des chutes. Le contrôle de précision de la simulation est le transistor central à longue queue pour garantir l'efficacité de la simulation.
En tirant parti de la simulation FEA, les services de pliage de métaux automobiles sont considérablement transformés, les pertes lors des essais de moulage étant réduites de 90 %. Le cycle allant du développement de nouveaux produits à la mise en œuvre de la production de masse est également compressé de manière très efficace. Téléchargez le livre blanc exclusif sur le processus de pliage pour obtenir une compréhension complète des mesures de réduction des coûts et d'amélioration de la qualité basées sur la simulation.
Quels paramètres dictent la stabilité du processus en temps réel dans le service de pliage d'acier à haute résistance ?
Dans le service de pliage d'acier à haute résistance, la vitesse d'emboutissage, la pression de serrage de la matrice et les conditions de lubrification sont les trois principaux paramètres régulant la stabilité de pliage en temps réel. Maintenir la vitesse d'estampage entre 15 et 25 coups/minute et utiliser de l'huile d'étirage à haute pression peuvent très bien gérer les changements de contrainte d'écoulement du matériau provoqués par la chaleur de friction.
Normes de contrôle des paramètres de processus de base
La stabilité de la production dans la production en série de services de pliage d'acier à haute résistance dépend entièrement du contrôle standardisé des paramètres en boucle fermée. Il ne peut y avoir d'opérations basées sur l'expérience, une simple régulation précise de la vitesse de pliage du métal est le canal de contrôle.
- Contrôle de la vitesse : Maintenir une vitesse stable de 15 à 25 coups/minute afin de ne pas provoquer de fluctuations de contrainte dues aux frictions à grande vitesse et à l'augmentation de la température.
- Contrôle de la pression : Les fluctuations de pression du servo sont si strictement verrouillées à 1 % qu'aucun écart dimensionnel causé par des erreurs de pression ne peut se produire.
- Contrôle de la lubrification : L'épaisseur du film d'huile lubrifiante est maintenue entre 1,5 et 2,5 μm pour réduire l'usure par friction entre le moule et l'acier.
Solution de stabilité de la qualité pour tous les environnements
Les changements de température et d'humidité de l'atelier peuvent avoir un impact sur la fluidité des matériaux et l'efficacité des lubrifiants. Nous nous appuyons sur un contrôle qualité total (TQC) tout au long du processus pour nous aider à résister à des conditions de travail très difficiles. La stabilité thermique fiable à la flexion du métal permet à la production d'articles d'excellente qualité de fonctionner sans problème 24h/24 et 7j/7. L'étalonnage des paramètres de processus est une technologie fondamentale à long terme qui garantit une production continue et cohérente 24h/24 et 7j/7.

Figure 3 : Un panneau de commande affichant des jauges pour surveiller un processus de pliage d'acier à haute résistance.
Comment le contrôle de flexion en plusieurs étapes pour les pièces automobiles peut-il supprimer l'accumulation de contraintes internes ?
Dans le contrôle du pliage des pièces automobiles, le le pliage en plusieurs étapes reste l'une des techniques les plus essentielles pour éradiquer totalement la concentration de contraintes résiduelles dans les matériaux à ultra haute résistance. acier. Par exemple, il a été constaté que la transformation d'une seule flexion à grand angle en une procédure en trois étapes avant le pliage, la relaxation du vieillissement intermédiaire et la correction finale de la flexion réduisaient la contrainte de traction résiduelle interne de plus de 40 %.
Étapes du processus de pliage en plusieurs étapes
Le contrôle de la flexion des pièces automobiles réduit activement la génération de contraintes à la source par une déformation étape par étape, ce qui évite l'apparition de déformations lors du soudage et de l'assemblage ultérieurs. Un processus scientifique de soulagement des contraintes de flexion du métal constitue le principal support technologique.
- Processus de pré-cintrage : Il s'agit de l'étape où l'angle principal est façonné, mais une certaine déformation est autorisée afin de ne pas provoquer de surcharge de contrainte ponctuelle.
- Relaxation du vieillissement : Cette étape est réalisée par mise en place statique, et elle aboutit à la libération des contraintes résiduelles concentrées internes. En même temps, il stabilise l'état mécanique du matériau.
- Correction finale de la flexion : Ce processus vise à un ajustement très précis de l'angle et des dimensions. De cette manière, la précision de la production est garantie dans le produit final.
Valeur fondamentale de la mise en œuvre du processus
Grâce à cette méthode, le problème de déformation causé par le soudage ultérieur de pièces en acier à haute résistance peut être totalement éliminé, et en même temps, elle est également très bien adaptée à la fabrication de composants structurels de base de l'automobile comme les montants B et les cadres. De plus, étant compatible avec l'assemblage par pliage de métal, son excellente qualité répond aux exigences d'assemblage de précision des véhicules à l'échelle du véhicule dans son ensemble. L'un des avantages résultant de la réduction des contraintes résiduelles est l'amélioration de la précision d'assemblage des pièces. Dans le même temps, la réduction des contraintes résiduelles peut être considérée comme l'un des principaux processus prenant en charge la solution de retour élastique en flexion.
Les processus de pliage en plusieurs étapes garantissent que les contraintes résiduelles sont complètement éliminées des pièces afin que le contrôle du pliage des pièces automobiles puisse être effectué de telle manière que les problèmes liés à la déformation lors du soudage et de l'assemblage ultérieurs soient complètement évités. Si vous rencontrez des problèmes de déformation de composants structurels, vous pouvez planifier une consultation individuelle avec un ingénieur et nous adapterons pour vous une solution de processus de production personnalisée et optimisée en termes de contraintes.
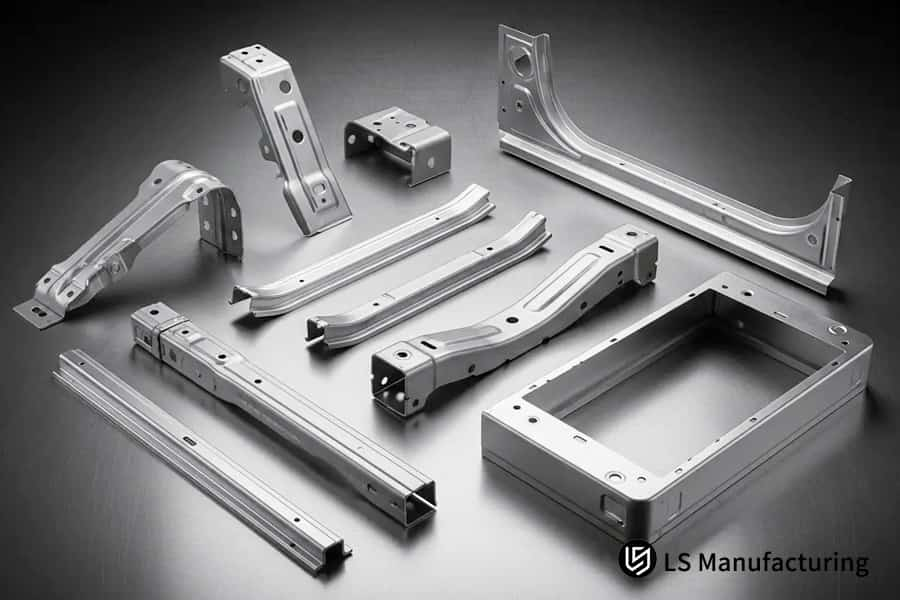
Figure 4 : Pièces métalliques automobiles produites par pliage en plusieurs étapes pour obtenir des contraintes internes plus faibles.
Pourquoi l'étalonnage des outils de précision est-il vital pour un fournisseur de services de pliage automobile ?
Pour un fournisseur de services de pliage automobile, l'alignement exact des matrices et la manière dont l'écart est compensé sont les facteurs critiques qui déterminent le taux d'enlèvement de matière d'un côté pendant l'amincissement et l'uniformité du retour élastique des pièces pliées. Maintenir l'erreur d'écart entre les matrices supérieure et inférieure à moins de 0,02 mm et effectuer des étalonnages périodiques à l'aide d'une machine à mesurer tridimensionnelle (MMT) sont des moyens très efficaces d'éviter les variations soudaines des lots.
Méthode principale de contrôle de l'étalonnage des matrices
One of the main factors that determine the batch precision stability of automotive bending service is the continuous high-precision die calibration. The occasional adjustment of metal bending gap ensures die operating precision on a rolling basis. Weekly die cutting edge wear detection with laser scanning is our practice which, when complemented with an online automatic gap compensation device, helps us to continuously lock in die precision.
Quality Assurance Certified by the Industry
Our factory is IATF 16949 compliant at every stage of the process. All calibration records are logged and kept traceable, this way the quality incidents related to batches are eliminated and also metal bending batch consistency is stable ensuring high-volume production yields. Being able to adjust the tool gap is a very important detail that can guarantee the long-term stabilities of springback control bending.
How To Minimize Tooling Investment Cost For Low Volume Custom Metal Bending For Auto?
In custom metal bending for auto, the best approach to minimize procurement costs for small quantity customization is to adopt a modular, interchangeable insert mold structure. If the mold base is made uniform and the specific bending radius angle inserts designed for quick change are made of carbide, customers can be saved up to 50% of their initial mold investment.
How modular mold can reduce cost
For small batch trial production of custom metal bending for auto, one does not need to customize a complete set of molds. Standardized mold bases can be used to produce different parts specifications, and the metal bending die standardization, which is mature, drastically lowers the customization threshold.
- The mold base is standardized and can be used with various bending specifications.
- The only thing that is unique to the product is the insert, which when replaced, leads to a major reduction in mold manufacturing expenditure and time.
- The quick-change structure is able to accommodate the small-batch, multi-category R&D and trial production requirements.
Customer-oriented cost benefits
The proposed method can halve the customers' cost in molds and reduce the production cost of one unit by 15%-20%. Because of this, it perfectly fits the scenarios of aftermarket and new car R&D. Flexible metal bending production low volume matches the needs of niche customization. The cost of tooling for low volume is the fundamental long-tail benefit of small-batch customization.
LS Manufacturing Custom Automotive Metal Bending Service for DP980 Energy Absorbing Box Components
The DP980 energy-absorbing box is a main safety structural part, so it is subject to very high requirements in bending accuracy and forming stability. Besides, it is also a frequently breaking part in the industry.
Customer Dilemma
One of the top European Tier-1 automotive suppliers was suffering from serious issues in production. The 2.0 mm thick DP980 front bumper beam energy-absorbing parts had a springback problem exceeding 8° mainly because the traditional processes did not include a professional metal bending failure analysis mechanism. There were also often 0.5 mm microcracks at the bending radii.
As a result, they were only able to produce 72% of the final products that could pass welding. This situation directly led to delays in OEM's schedule and the involved significant overdue costs.
Solution de fabrication LS
To resolve this issue, the LS Manufacturing AE engineering team came up with a tailored high-strength steel bending service solution.
- We started by carrying out an extensive DFM forming feasibility study utilizing AutoForm software. The solution ditched the single-bending process that was prone to defects and instead rolled out a sophisticated metal bending progressive forming method that allows the material stress to be released in stages.
- At the same time, the die steel was changed to DC53 and a vacuum TD coating treatment was applied to enhance the die's resistance to wear and scratches.
- And, real-time angle sensors were fitted on the bending machines and a closed-loop dynamic springback compensation system was set up to tightly control the die closing tolerance within 0.1mm.
Résultats et valeur
Upon completion of the project springback tolerance of parts has been stabilized within 0.3, surface microcracks were completely removed, die stamping life was raised by 300%, and the finished product assembly qualification rate went up to 99.8%. Using the stable metal bending quality stabilization capabilities, the solution helped the client to meet the vehicle delivery targets while also reducing the scrap and die repair costs by 35%.
This project is an implementation of a proprietary cost accounting formula: Single-piece processing cost = Die wear cost + Labor cost + Consumable cost - Good product premium.
It also gave a unique tip to troubleshoot: Before bending the DP980, if burr height is over 10% of the plate thickness, microcracks will be formed inevitably, so a pre-processing deburring step is because of this compulsory.
The complete set of customized high-strength steel bending service processes was a key thing in solving DP980 energy-absorbing box mass production defects, which was a great quality, efficiency and cost reduction, altogether. If you want a mature mass production solution like this, submit your 3D drawings and production requirements right now and you will get a precise customized production quotation within 24 hours.

FAQs
Q1. What is the maximum material tensile strength that your automotive metal bending Service can process?
Our machinery and dies are In particular created to work on the strengthening of high-strength steel. Our production line is able to continuously handle DP1180 duplex steel having a tensile strength of 1200MPa, and is also capable of doing very accurate bending of 1500MPa hot-formed steel PHS automotive structural parts.
Q2. How do you guarantee the angle tolerance of high strength steel bending service parts under mass production?
Our servo bending machines come with a laser online angle detection system and are supported by dynamic springback compensation software. This allows us to maintain the bending angle tolerance of the parts within 0.5 during mass production of up to 100,000 parts, thereby achieving batch consistency.
Q3. Can you prevent micro cracking entirely during custom metal bending for auto with tight radii?
We are capable of totally preventing micro-cracking during ultra-small radius bending. In the prototype phase, we carry out DFM edge fatigue and strain simulation, we optimize the punching clearance, and we use an electric brush deburring process to make sure that the part surface is free of micro-cracks under R/t2.0 conditions.
Q4. How does tool coating affect the overall custom fabrication price and lead time?
Typical TD and PVD tool coatings will raise the initial mold cost by 15% but at the same time the coating can increase the life of the mold by three times, result in less downtime for mold repair, and eventually lead to lower unit procurement price and more stable delivery of mass production cycles.
Q5. Do you provide free DFM and springback simulation analysis before we place a formal manufacturing order?
Our automotive bending service consulting clients are given free professional DFM forming feasibility analysis and FEA springback prediction services to help R&D teams better structure the products and minimize forming risks in mass production.
Q6. What internal quality standards does LS Manufacturing adhere to for automotive bending service?
Our factory is certified for the IATF 16949 automotive industry standards. We carry out SPC statistical process control during the entire production. Besides, parts undergo a 100% inspection for all critical dimensions with the help of online coordinate measuring machines or visual inspection tools, That's why quality is strictly controlled before shipment.
Q7. Why is your bending control for automotive parts superior to traditional local metal stamping shops?
Traditional shops learn their trade through manual trial molding, which leaves the door open for inaccuracies and unstable results. We are using digital simulation, bespoke high-strength steel molds, and intelligent servo control to address the fundamental industry issues such as cracking and overspringing of ultra-high-strength steel forms.
Q8. How can I get a detailed custom manufacturing quotation for my high strength steel parts?
You can submit 3D drawings in STEP, IGES, or X_T formats, along with your requirements such as steel grade and annual production volume. Our senior AE engineer will provide a detailed customized bending quotation with accurate cost calculations within 24 hours.
Summary
Bending high-strength steel for vehicles is a complex manufacturing process that makes use of materials mechanics, precision molds and computer simulations. Lightweight, high-strength steels like DP980 tend to have high springback and are easily cracked. Old, rough methods that involve manual trial molding and repair are not suitable for the precision mass production standards of the present-day automobile industry.
Using finite element analysis (FEA) dynamic compensation, DC53 top-of-the-line molds, and multi-stage stress relief core processes, LS Manufacturing has successfully dealt with the problem of high-strength steel forming. Besides following the IATF 16949 standard strictly, the company that uses digital control from production to delivery has been able to phase out defects such as dimensional deviations and surface scratches, because of this supplying the global automotive supply chain with stable, low-cost, precision automotive bending services.
Don't allow faulty parts to hold back automobile development or run up supply chain budgets! Submit your 3D models of car body structural components and chassis parts right away and get a complimentary feasibility report of forming plus an accurate price quote within 24 hours. Rely on our highly skilled, state-of-the-art technology to make sure that your mass production projects will be carried out smoothly.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Avis de non-responsabilité
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur. Concentrez-vous sur les solutions de fabrication personnalisées. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


