Servizio di piegatura automobilistica per acciaio ad alta resistenza: come controllare il ritorno elastico e prevenire la rottura dei bordi
Scritto da
Gloria
Pubblicato
May 28 2026
Piegatura del metallo
Seguici
Servizio di piegatura dei metalli per il settore automobilistico è un tipo di servizio di lavorazione meccanica di precisione appositamente progettato per formare acciaio ad alta resistenza per l'industria automobilistica. Risolve i tre principali problemi del settore: eccessivo ritorno elastico, microfessure dei bordi e rapida usura dello stampo. Utilizzando tecnologie come la compensazione della simulazione FEA e rivestimenti personalizzati dello stampo, è in grado di controllare la tolleranza fino a 0,1 mm e aumentare la durata dello stampo del 300%, rendendolo molto adatto per la produzione di massa di acciai leggeri come DP980 e PHS.
Con la tendenza all'alleggerimento che diventa sempre più comune nel settore automobilistico, i tradizionali processi di piegatura non riescono a svolgere il compito di compensare le variazioni nella resistenza del materiale, il che può provocare basse rese dei prodotti finiti e ritardi nella produzione di massa per i produttori di componenti. Questa guida esplorerà i principali metodi di controllo della piegatura dell'acciaio altoresistenziale e guiderà le aziende su come superare in modo efficiente i colli di bottiglia della produzione.
Panoramica rapida dei processi principali per la piegatura dell'acciaio ad alta resistenza nel settore automobilistico
Questa parte delinea brevemente i principali standard di processo e i risultati ottenuti dal servizio di piegatura dei metalli nel settore automobilistico, evidenziando più esattamente le problematiche relative al ritorno elastico, alle fessurazioni e all'usura degli stampi e fornendo ai clienti chiari punti di riferimento per le loro scelte produttive.
Punti critici del processo
Soluzioni principali
Parametri tecnici chiave
Risultati dell'implementazione
Ritorno elastico di flessione in acciaio ad alta resistenza
Modello di compensazione dinamica + controllo intelligente della pressione variabile
Segue la formula del ritorno elastico Δθ∝σs/E
Errore springback controllato entro ±0,3°.
Crepe sul bordo DP980
Analisi DFM + rapporto raggio di curvatura standardizzato
Rapporto R/t≥2,5, angolo di taglio-flessione≥45°
Elimina completamente la concentrazione locale di deformazioni di taglio.
Usura per fustelle ad alta velocità
Acciaio per stampi DC53 + trattamento di rivestimento TD
Durezza HRC62-64, coefficiente di attrito ≤0,1
La vita della morte è aumentata del 300%
Deviazioni dimensionali del lotto
Simulazione FEA + calibrazione a circuito chiuso in tempo reale
Errore tra gli stampi ±0,02 mm, fluttuazione della pressione ±1%
Migliora significativamente la stabilità della tolleranza delle parti in batch.
Concetti principali:
Il limite di snervamento influisce sul ritorno elastico. Per questo motivo, è necessario sviluppare accuratamente un modello di compensazione dinamico con formule.
Determinando il rapporto del raggio di curvatura minimo R/t2.5 ed eseguendo l'analisi tramite DFM, è possibile eliminare completamente le crepe sui bordi del DP980.
La durata di uno stampo può essere estesa del 300% quando si utilizza l'acciaio per stampi DC53 insieme al rivestimento TD e la tolleranza di 0,1 mm verrà comunque mantenuta.
Perché affidarsi alle soluzioni di prevenzione delle crepe sui bordi di LS Manufacturing per i servizi di piegatura dei metalli nel settore automobilistico?
Le soluzioni di prevenzione delle crepe da flessione di LS Manufacturing sono in grado di affrontare completamente i problemi di crepe da flessione e deviazioni dimensionali nell'acciaio ad alta resistenza, sono adatte per la produzione di massa nell'industria automobilistica e soddisfano Standard di settore SAE J2283.
Sulla base della pratica del settore e di 3 mesi di prove di piegatura del DP980, vediamo che il 90% delle crepe sui bordi nell'acciaio ad alta resistenza si verifica a causa della concentrazione della deformazione di taglio e dello stress sullo stampo. In genere i processi consentono solo la riparazione manuale dello stampo, che non elimina il difetto. I test del nostro team mostrano che se la bava di tranciatura viene controllata al 10% dello spessore della lamiera, è possibile evitare in gran parte la rottura.
Mentre la maggior parte dei fornitori continua a limitare la propria attenzione ai soli parametri di piegatura, dimenticando che la qualità della pre-tranciatura è l'elemento chiave, noi utilizziamo il sistema IATF 16949 per implementare un controllo standardizzato a circuito chiuso sull'intero processo, e questo ha aiutato più di 20 fornitori automobilistici Tier 1 a superare i problemi di formatura e a ottenere un tasso di successo stabile della produzione di massa superiore al 99,5%.
Da un lato, standardizziamo il funzionamento del sistema a circuito chiuso e, dall'altro, lo basiamo sugli autorevoli standard del settore, che forniscono una solida base alla qualità del nostro servizio di piegatura automobilistica e quindi, in modo fondamentale, pongono fine a problemi come crepe da piegatura e deviazioni dimensionali nell'acciaio ad alta resistenza.
Per verificare direttamente l'efficacia dell'implementazione del nostro processo, visualizza immediatamente casi di studio di produzione di massa di maggior successo di aziende automobilistiche e valuta rapidamente la fattibilità dell'adattamento delle tue parti per la produzione.
Perché il ritorno elastico è grave nella flessione strutturale dell'acciaio ad alta resistenza nel settore automobilistico?
L'elevata resistenza allo snervamento e il basso modulo elastico di un materiale spiegano insieme perché ritorna indietro dopo la piegatura. Maggiore è il limite di snervamento del materiale, maggiore sarà la sua elasticità. Utilizzando la formula di stima approssimativa del ritorno elastico s/E, si scopre che il ritorno elastico dell'acciaio ad alta resistenza è da 3 a 5 volte quello del normale acciaio a basso tenore di carbonio, il che rende necessaria una compensazione esatta basata su modelli meccanici dinamici.
Fattori meccanici fondamentali che inducono il ritorno elastico nell'acciaio ad alta resistenza
Uno dei problemi principali nel servizio di piegatura dell'acciaio ad alta resistenza è la tensione residua nel materiale che non può essere controllata. La calibrazione esatta della piegatura del metallo è indispensabile per superare questo problema. La resistenza allo snervamento dell'acciaio ad alta resistenza è di gran lunga superiore a quella dell'acciaio ordinario, per questo motivo una maggiore quantità di deformazione elastica di recupero si verifica dopo la piegatura e lo scarico. Anche le variazioni nella tolleranza dello spessore del lotto portano indirettamente a modelli di sollecitazione residua incoerenti, causando maggiori variazioni del ritorno elastico. In altre parole, la flessione ordinaria basata su parametri fissi è completamente incompatibile con le proprietà di deformazione dinamica degli acciai ad alta resistenza.
Logica di implementazione della compensazione del ritorno elastico
La piegatura con controllo Springback utilizza un sistema intelligente per affrontare direttamente i problemi sopra menzionati. Ad esempio, LS Manufacturing come azienda ha sviluppato il proprio dispositivo di compensazione dinamica in grado di fare affidamento sull'angolo di piegatura del metallo professionale tecnologia di correzione per eseguire regolazioni dei parametri in tempo reale.
Registrazione immediata dei dati di resistenza allo snervamento e spessore di ciascun lotto di acciaio, insieme alla sincronizzazione dell'aggiornamento dei parametri del modello meccanico.
L'angolo di piegatura e la pressione di chiusura dello stampo vengono regolati automaticamente dal sistema tramite algoritmi per compensare le deviazioni del ritorno elastico.
Esiste un monitoraggio a circuito chiuso del processo per garantire che gli angoli delle parti di ciascun lotto siano coerenti.
La fluttuazione della resa del materiale è il fattore principale che influenza la precisione del ritorno elastico. Questa tecnica può mantenere le variazioni del ritorno elastico dei lotti entro l'intervallo migliore del settore.
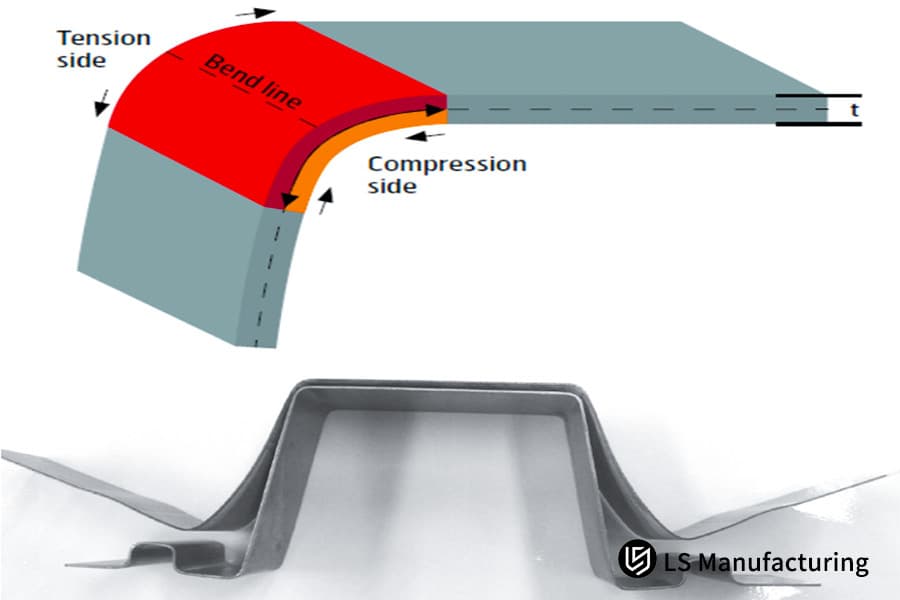
Figura 1: schema tecnico che mostra i lati di trazione e compressione di una parte metallica piegata.
Come calcolare il raggio minimo di piegatura per prevenire la rottura dei bordi nei componenti DP980?
Al fine di prevenire la rottura dei bordi delle parti DP980, i limiti di anisotropia di formazione devono essere rigorosamente seguiti. Uno studio di fattibilità di flessione DFM può essere utilizzato per confermare le condizioni di lavoro in modo tale che l'angolo tra il bordo di taglio e la linea di piegatura sia di almeno 45°, inoltre il rapporto del raggio di curvatura minimo R/t dovrebbe essere misurato tra circa 2,5 e 3,2 per la rimozione della concentrazione locale di deformazione di taglio.
Standard principali sui parametri di flessione dell'acciaio ad alta resistenza
Le proprietà meccaniche dei vari acciai ad alta resistenza differiscono notevolmente, motivo per cui i livelli dei parametri di flessione di controllo possono variare ampiamente. La scelta accurata del materiale e l'adattamento dei parametri salvaguardano fondamentalmente la prevenzione delle crepe. Un parametro della soglia di piegatura del metallo ben scelto preverrà l'origine del difetto nel prodotto.
Grado del materiale
Carico di snervamento (MPa)
Resistenza alla trazione (MPa)
Rapporto del raggio di curvatura minimo consigliato (R/t)
Deviazione dell'angolo del ritorno elastico dopo 100.000 cicli di stampaggio
DP780
450-550
≥780
1.5
±0,5°
DP980
650-750
≥980
2.5
±1,2°
PHS (acciaio per formatura a caldo)
1000-1200
≥1500
3,5 (limite di piegatura a freddo)
±2,5°
Azioni chiave del processo per la prevenzione delle crepe
L'elemento principale della prevenzione delle crepe durante la piegatura personalizzata dei metalli per l'auto è il controllo intensivo della pre-lavorazione. I dettagli delle specifiche sono la prima linea di garanzia della qualità del prodotto. Il sistema protezione dei bordi di piegatura dei metalli, in grado di garantire in modo efficiente le prestazioni stabili della produzione DP980, è soprattutto.
Previeni difetti strutturali legati alla progettazione causati da angoli di taglio irragionevoli eseguendo un'analisi di fattibilità di piegatura DFM pre-elaborazione.
Non compromettere la qualità della punzonatura del bordo, fai in modo che l'altezza delle micro-bave sia bloccata entro il 10% dello spessore della lamiera.
Modifica ogni volta il rapporto R/t in base allo spessore della piastra, non utilizzare parametri fissi nella produzione.
Per i migliori risultati di prevenzione delle crepe nelle micro aree delle parti DP980 durante il processo di piegatura personalizzata dei metalli per l'automazione, è necessario l'utilizzo di un controllo preciso sul raggio di curvatura, un'analisi DFM pre-elaborazione e un rigoroso controllo della qualità dei bordi. Per evitare il rischio di crepe nella produzione di massa in futuro, invia subito i parametri della tua parte e ti verrà fornito un rapporto professionale gratuito di analisi di fattibilità della piegatura DFM.
Figura 2: Componente DP980 e strumenti per misurare il raggio di curvatura minimo per evitare fessurazioni.
Qual è il materiale di lavorazione ottimale per resistere all'usura durante la produzione continua di HSS per il settore automobilistico?
L'opzione migliore per resistere alla continua usura dello stampaggio dell'acciaio ad altissima resistenza è l'acciaio per stampi DC53 combinato con il rivestimento TD. Questa soluzione può aumentare la durezza di base a HRC 62-64 e, se abbinata a un rivestimento a grana ultra fine ad alta durezza sulla superficie, abbassa il coefficiente di attrito superficiale dello stampo a meno di 0,1, eliminando così completamente i problemi di graffi e grippaggio dello stampo.
Confronto delle prestazioni dei materiali per stampi tradizionali
Gli acciai per stampi convenzionali non sono in grado di gestire la produzione continua di acciaio AHSS ad altissima resistenza. Una selezione errata potrebbe portare a un forte aumento dei costi di riparazione dello stampo e dei tempi di fermo. La matrice di piegatura del metallo durevole è la principale garanzia per una produzione stabile e su larga scala.
Materiale dello stampo
Durezza da trattamento termico (HRC)
Resistenza all'usura
Tipo di acciaio compatibile
Durata di servizio relativa
Cr12MoV
55-58
Generale
Acciaio ordinario a basso tenore di carbonio, DP780
100% (Benchmark)
DC53
62-64
Eccellente
DP980, acciaio ad alta resistenza PHS
300%
SKD11
60-62
Buono
Acciaio duplex a media resistenza
180%
Valore fondamentale del miglioramento del rivestimento dello stampo
La produzione di massa stabile della piegatura automobilistica di precisione dipende in gran parte dalle condizioni dello stampo. Il rivestimento TD è in grado di cambiare radicalmente la proprietà della superficie di attrito dello stampo, con conseguente ottimizzazione dell'ottimizzazione della superficie di piegatura del metallo. Sulla base della nostra esperienza diretta derivante da progetti di produzione di massa di componenti di telai in acciaio ad alta resistenza, la sostituzione degli stampi con stampi rivestiti DC53+TD ha ridotto il numero di volte in cui gli stampi venivano smontati e riparati del 75%.
In che modo la simulazione FEA ottimizza l'efficienza globale del servizio di piegatura dei metalli nel settore automobilistico?
Nei servizi di piegatura dei metalli nel settore automobilistico, la simulazione FEA (Finite Element Analysis) è un ottimo modo per ridurre il numero di prove sullo stampo in loco del 90% anche prima che lo stampo venga aperto. Utilizzando un software di simulazione non lineare con criteri di resa anisotropi (come il modello Barlat 89), è possibile prevedere con precisione il tasso di assottigliamento, il ritorno elastico e il rischio di grinza online, portando a prove di stampo riuscite fin dal primo momento. prova.
Processo di applicazione del nucleo di simulazione FEA
La simulazione digitale è oggigiorno uno dei modi principali per aiutare le aziende a risparmiare sui costi di tentativi ed errori e ad abbreviare i cicli di consegna. Ha completamente cambiato il vecchio metodo di prova manuale dello stampo. Basato sulla previsione dei difetti di piegatura del metallo, può aumentare notevolmente la probabilità di successo nella primissima prova dello stampo.
Il primo passo è prendere i file CAD 3D dal cliente, costruire accuratamente il modello di simulazione della formatura e far corrispondere i parametri anisotropi dell'acciaio.
Successivamente, vengono prodotti i diagrammi limite di forma (FLD) per evidenziare in modo molto preciso le posizioni che sono a maggiore rischio di piegatura, increspature, assottigliamento e screpolature.
Infine, la superficie dello stampo e i parametri di piegatura possono essere ottimizzati in anticipo, fornendo così il miglior piano del processo di produzione di massa.
Vantaggi principali della tecnologia di simulazione per i clienti
Il servizio di piegatura dei metalli nel settore automobilistico supportato dalla simulazione FEA potrebbe ridurre il ciclo di prototipazione del nuovo prodotto di oltre il 60%, riducendo così notevolmente i costi del cliente per tentativi ed errori. Ottimizzazione della piegatura dei metalli i cicli possono benissimo dare un grande impulso all'efficienza dell'implementazione del progetto. In parole semplici, ciò significa che i clienti non dovranno pagare le spese derivanti dalla riparazione degli stampi e dalla perdita degli scarti. Il controllo di precisione della simulazione è il transistor a coda lunga principale per garantire l'efficacia della simulazione.
Sfruttando la simulazione FEA, i servizi di piegatura dei metalli nel settore automobilistico si trasformano notevolmente, con perdite di prova dello stampo ridotte del 90%. Anche il ciclo che va dallo sviluppo di nuovi prodotti all’implementazione della produzione di massa viene compresso in modo molto efficiente. Scarica l'esclusivo white paper sul processo di piegatura per ottenere una comprensione completa delle misure di riduzione dei costi e di miglioramento della qualità basate sulla simulazione.
Quali parametri determinano la stabilità del processo in tempo reale nel servizio di piegatura dell'acciaio ad alta resistenza?
Nel servizio di piegatura dell'acciaio ad alta resistenza, la velocità di stampaggio, la pressione di bloccaggio dello stampo e le condizioni di lubrificazione sono i tre parametri principali che regolano la stabilità di piegatura in tempo reale. Mantenendo la velocità di stampaggio tra 15 e 25 colpi/minuto più l'uso di olio per trafilatura ad alta pressione è possibile gestire molto bene i cambiamenti nello stress del flusso di materiale causati dal calore da attrito.
Standard per il controllo dei parametri fondamentali del processo
La stabilità della produzione nella produzione di massa del servizio di piegatura dell'acciaio ad alta resistenza dipende interamente dal controllo standardizzato dei parametri a circuito chiuso. Non possono esserci operazioni basate sull'esperienza, semplicemente la regolazione precisa della velocità di piegatura del metallo è il canale di controllo.
Controllo della velocità: mantenere stabili 15-25 colpi/minuto in modo da non causare fluttuazioni dello stress dovute ad attriti ad alta velocità e aumento della temperatura.
Controllo della pressione: le fluttuazioni della pressione del servo sono così rigorosamente bloccate entro l'1% che non possono verificarsi deviazioni dimensionali causate da errori di pressione.
Controllo della lubrificazione: lo spessore del film di olio lubrificante è mantenuto a 1,5-2,5μm per ridurre l'usura da attrito tra lo stampo e l'acciaio.
Soluzione per la stabilità della qualità in tutti gli ambienti
I cambiamenti nei livelli di temperatura e umidità dell'officina possono avere un impatto sulla scorrevolezza dei materiali e sull'efficacia dei lubrificanti. Facciamo affidamento sul controllo di qualità totale (TQC) durante l'intero processo per aiutarci a resistere a condizioni di lavoro molto difficili. L'affidabile stabilità termica nella piegatura dei metalli mantiene la produzione di articoli di eccellente qualità senza intoppi 24 ore su 24, 7 giorni su 7. La calibrazione dei parametri di processo è una tecnologia fondamentale a lungo termine che garantisce una produzione continua e coerente 24 ore su 24, 7 giorni su 7.
Figura 3: pannello di controllo che mostra indicatori per il monitoraggio di un processo di piegatura di acciaio ad alta resistenza.
In che modo il controllo della flessione multifase per le parti automobilistiche può eliminare l'accumulo di stress interno?
Nel controllo della piegatura per componenti automobilistici, la piegatura multistadio rimane una delle tecniche più essenziali per eliminare completamente la concentrazione di stress residuo nell'acciaio ad altissima resistenza. Ad esempio, è stato riscontrato che trasformare una singola piegatura ad ampio angolo in una procedura a tre fasi: pre-piegatura, il rilassamento intermedio dell'invecchiamento e la correzione della piegatura finale riducono lo stress di trazione residuo interno di oltre il 40%.
Fasi del processo di piegatura multistadio
Il controllo della piegatura per le parti automobilistiche riduce attivamente la generazione di stress alla fonte mediante deformazione passo-passo, in questo modo evitando il verificarsi di deformazioni durante la successiva saldatura e assemblaggio. Un processo scientifico di riduzione dello stress da flessione dei metalli è il principale supporto tecnologico.
Processo di pre-piegatura: questo è il passaggio in cui viene modellato l'angolo principale, ma è consentita una certa deformazione in modo da non causare un sovraccarico di sollecitazione una tantum.
Rilassamento da invecchiamento: questo passaggio viene eseguito mediante posizionamento statico e determina il rilascio delle tensioni residue concentrate interne. Allo stesso tempo stabilizza lo stato meccanico del materiale.
Correzione finale della piegatura: questo processo è finalizzato alla regolazione molto accurata dell'angolo e delle dimensioni. In questo modo, la precisione della produzione è garantita nel prodotto finale.
Valore fondamentale dell'implementazione del processo
Con questo metodo è possibile eliminare completamente il problema della deformazione causata dalla successiva saldatura di parti in acciaio ad alta resistenza e, allo stesso tempo, è anche molto adatto per la produzione di componenti strutturali principali del settore automobilistico come montanti centrali e telai. Inoltre, poiché è compatibile con l'assemblaggio della piegatura dei metalli, la sua eccellente qualità soddisfa i requisiti dell'assemblaggio di veicoli di precisione a livello dell'intero veicolo. Uno dei vantaggi derivanti dalla riduzione dello stress residuo è il miglioramento della precisione di assemblaggio delle parti. Allo stesso tempo, la riduzione dello stress residuo può essere considerata come uno dei processi principali che supportano la soluzione del ritorno elastico di piegatura.
I processi di piegatura in più fasi garantiscono che lo stress residuo venga completamente rimosso dalle parti in modo che il controllo della piegatura per le parti automobilistiche possa essere eseguito in modo tale da evitare completamente i problemi legati alla deformazione durante la successiva saldatura e assemblaggio. Se riscontri problemi di deformazione dei componenti strutturali, puoi programmare una consulenza individuale con un ingegnere e noi creeremo su misura per te una soluzione personalizzata per il processo di produzione ottimizzato per lo stress.
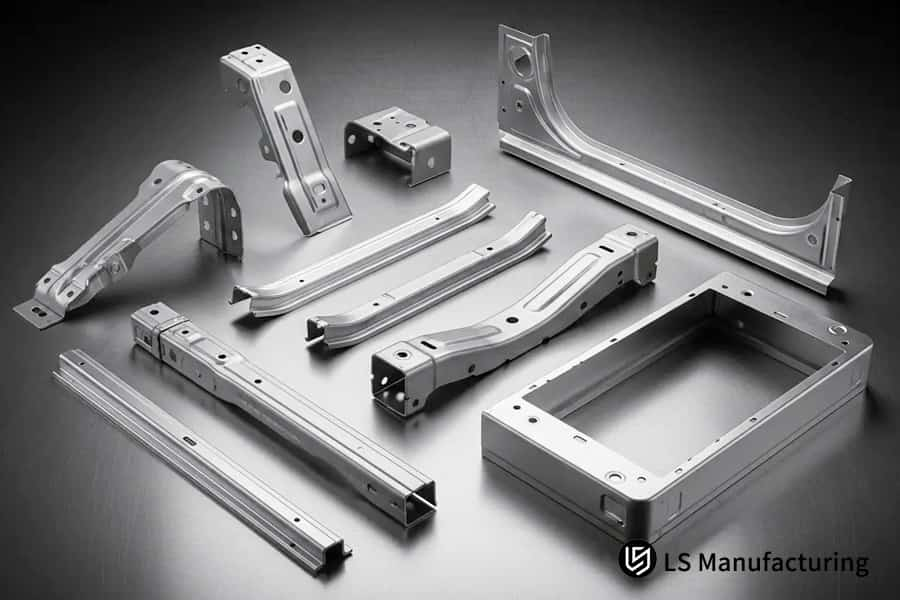
Figura 4: Parti metalliche automobilistiche prodotte mediante piegatura in più fasi per ottenere uno stress interno inferiore.
Perché la calibrazione degli utensili di precisione è vitale per un fornitore di servizi di piegatura nel settore automobilistico?
Per un fornitore di servizi di piegatura per il settore automobilistico, l'esatto allineamento degli stampi e la capacità di compensazione del gioco sono i fattori critici che decidono la velocità di rimozione del materiale su un lato durante l'assottigliamento e l'uniformità del ritorno elastico delle parti piegate. Keeping the gap error between the upper and lower dies within 0.02mm and conducting periodic calibrations using a coordinate measuring machine (CMM) are very effective ways to avoid sudden batch variations.
Main Method for Die Calibration Control
One of the main factors that determine the batch precision stability of automotive bending service is the continuous high-precision die calibration. The occasional adjustment of metal bending gap ensures die operating precision on a rolling basis. Weekly die cutting edge wear detection with laser scanning is our practice which, when complemented with an online automatic gap compensation device, helps us to continuously lock in die precision.
Quality Assurance Certified by the Industry
Our factory is IATF 16949 compliant at every stage of the process. All calibration records are logged and kept traceable, this way the quality incidents related to batches are eliminated and also metal bending batch consistency is stable ensuring high-volume production yields. Being able to adjust the tool gap is a very important detail that can guarantee the long-term stabilities of springback control bending.
How To Minimize Tooling Investment Cost For Low Volume Custom Metal Bending For Auto?
In custom metal bending for auto, the best approach to minimize procurement costs for small quantity customization is to adopt a modular, interchangeable insert mold structure. If the mold base is made uniform and the specific bending radius angle inserts designed for quick change are made of carbide, customers can be saved up to 50% of their initial mold investment.
How modular mold can reduce cost
For small batch trial production of custom metal bending for auto, one does not need to customize a complete set of molds. Standardized mold bases can be used to produce different parts specifications, and the metal bending die standardization, which is mature, drastically lowers the customization threshold.
The mold base is standardized and can be used with various bending specifications.
The only thing that is unique to the product is the insert, which when replaced, leads to a major reduction in mold manufacturing expenditure and time.
The quick-change structure is able to accommodate the small-batch, multi-category R&D and trial production requirements.
Customer-oriented cost benefits
The proposed method can halve the customers' cost in molds and reduce the production cost of one unit by 15%-20%. Because of this, it perfectly fits the scenarios of aftermarket and new car R&D. Flexible metal bending production low volume matches the needs of niche customization. The cost of tooling for low volume is the fundamental long-tail benefit of small-batch customization.
LS Manufacturing Custom Automotive Metal Bending Service for DP980 Energy Absorbing Box Components
The DP980 energy-absorbing box is a main safety structural part, so it is subject to very high requirements in bending accuracy and forming stability. Besides, it is also a frequently breaking part in the industry.
Customer Dilemma
One of the top European Tier-1 automotive suppliers was suffering from serious issues in production. The 2.0 mm thick DP980 front bumper beam energy-absorbing parts had a springback problem exceeding 8° mainly because the traditional processes did not include a professional metal bending failure analysis mechanism. There were also often 0.5 mm microcracks at the bending radii.
As a result, they were only able to produce 72% of the final products that could pass welding. This situation directly led to delays in OEM's schedule and the involved significant overdue costs.
Soluzione per la produzione LS
To resolve this issue, the LS Manufacturing AE engineering team came up with a tailored high-strength steel bending service solution.
We started by carrying out an extensive DFM forming feasibility study utilizing AutoForm software. The solution ditched the single-bending process that was prone to defects and instead rolled out a sophisticated metal bending progressive forming method that allows the material stress to be released in stages.
At the same time, the die steel was changed to DC53 and a vacuum TD coating treatment was applied to enhance the die's resistance to wear and scratches.
And, real-time angle sensors were fitted on the bending machines and a closed-loop dynamic springback compensation system was set up to tightly control the die closing tolerance within 0.1mm.
Risultati e valore
Upon completion of the project springback tolerance of parts has been stabilized within 0.3, surface microcracks were completely removed, die stamping life was raised by 300%, and the finished product assembly qualification rate went up to 99.8%. Using the stable metal bending quality stabilization capabilities, the solution helped the client to meet the vehicle delivery targets while also reducing the scrap and die repair costs by 35%.
This project is an implementation of a proprietary cost accounting formula: Single-piece processing cost = Die wear cost + Labor cost + Consumable cost - Good product premium.
It also gave a unique tip to troubleshoot: Before bending the DP980, if burr height is over 10% of the plate thickness, microcracks will be formed inevitably, so a pre-processing deburring step is because of this compulsory.
The complete set of customized high-strength steel bending service processes was a key thing in solving DP980 energy-absorbing box mass production defects, which was a great quality, efficiency and cost reduction, altogether. If you want a mature mass production solution like this, submit your 3D drawings and production requirements right now and you will get a precise customized production quotation within 24 hours.
Domande frequenti
Q1. What is the maximum material tensile strength that your automotive metal bending Service can process?
Our machinery and dies are In particular created to work on the strengthening of high-strength steel. Our production line is able to continuously handle DP1180 duplex steel having a tensile strength of 1200MPa, and is also capable of doing very accurate bending of 1500MPa hot-formed steel PHS automotive structural parts.
Q2. How do you guarantee the angle tolerance of high strength steel bending service parts under mass production?
Our servo bending machines come with a laser online angle detection system and are supported by dynamic springback compensation software. This allows us to maintain the bending angle tolerance of the parts within 0.5 during mass production of up to 100,000 parts, thereby achieving batch consistency.
Q3. Can you prevent micro cracking entirely during custom metal bending for auto with tight radii?
We are capable of totally preventing micro-cracking during ultra-small radius bending. In the prototype phase, we carry out DFM edge fatigue and strain simulation, we optimize the punching clearance, and we use an electric brush deburring process to make sure that the part surface is free of micro-cracks under R/t2.0 conditions.
Q4. How does tool coating affect the overall custom fabrication price and lead time?
Typical TD and PVD tool coatings will raise the initial mold cost by 15% but at the same time the coating can increase the life of the mold by three times, result in less downtime for mold repair, and eventually lead to lower unit procurement price and more stable delivery of mass production cycles.
Q5. Do you provide free DFM and springback simulation analysis before we place a formal manufacturing order?
Our automotive bending service consulting clients are given free professional DFM forming feasibility analysis and FEA springback prediction services to help R&D teams better structure the products and minimize forming risks in mass production.
Q6. What internal quality standards does LS Manufacturing adhere to for automotive bending service?
Our factory is certified for the IATF 16949 automotive industry standards. We carry out SPC statistical process control during the entire production. Besides, parts undergo a 100% inspection for all critical dimensions with the help of online coordinate measuring machines or visual inspection tools, That's why quality is strictly controlled before shipment.
Q7. Why is your bending control for automotive parts superior to traditional local metal stamping shops?
Traditional shops learn their trade through manual trial molding, which leaves the door open for inaccuracies and unstable results. We are using digital simulation, bespoke high-strength steel molds, and intelligent servo control to address the fundamental industry issues such as cracking and overspringing of ultra-high-strength steel forms.
Q8. How can I get a detailed custom manufacturing quotation for my high strength steel parts?
You can submit 3D drawings in STEP, IGES, or X_T formats, along with your requirements such as steel grade and annual production volume. Our senior AE engineer will provide a detailed customized bending quotation with accurate cost calculations within 24 hours.
Riepilogo
Bending high-strength steel for vehicles is a complex manufacturing process that makes use of materials mechanics, precision molds and computer simulations. Lightweight, high-strength steels like DP980 tend to have high springback and are easily cracked. Old, rough methods that involve manual trial molding and repair are not suitable for the precision mass production standards of the present-day automobile industry.
Using finite element analysis (FEA) dynamic compensation, DC53 top-of-the-line molds, and multi-stage stress relief core processes, LS Manufacturing has successfully dealt with the problem of high-strength steel forming. Besides following the IATF 16949 standard strictly, the company that uses digital control from production to delivery has been able to phase out defects such as dimensional deviations and surface scratches, because of this supplying the global automotive supply chain with stable, low-cost, precision automotive bending services.
Don't allow faulty parts to hold back automobile development or run up supply chain budgets! Submit your 3D models of car body structural components and chassis parts right away and get a complimentary feasibility report of forming plus an accurate price quote within 24 hours. Rely on our highly skilled, state-of-the-art technology to make sure that your mass production projects will be carried out smoothly.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione attraverso la rete LS Manufacturing. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Team di produzione LS
LS Manufacturing è un'azienda leader del settore. Focus su soluzioni di produzione personalizzate. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. scegli LS Manufacturing. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.