Servicio de doblado automotriz para acero de alta resistencia: cómo controlar la recuperación elástica y prevenir el agrietamiento de los bordes
Escrito por
Gloria
Publicado
May 28 2026
Doblado de metales
Síguenos
Servicio de doblado de metales para automóviles es un tipo de servicio de mecanizado de precisión que ha sido especialmente diseñado para formar acero de alta resistencia para la industria automotriz. Aborda los tres principales problemas de la industria: recuperación elástica excesiva, microfisuras en los bordes y desgaste rápido de los troqueles. Al hacer uso de tecnologías como la compensación de simulación FEA y recubrimientos de matriz personalizados, es capaz de controlar la tolerancia a 0,1 mm y aumentar la vida útil de la matriz en un 300 %, lo que lo hace muy adecuado para la producción en masa de aceros livianos como DP980 y PHS.
Con la tendencia a aligerar el peso cada vez más común en el sector automotriz, los tradicionales procesos de doblado no logran compensar las variaciones en la resistencia del material, lo que puede resultar en bajos rendimientos de los productos terminados y retrasos en la producción en masa de piezas. fabricantes. Esta guía explorará los principales métodos de control del doblado de acero de alta resistencia y guiará a las empresas sobre cómo superar eficientemente los cuellos de botella en la producción.
Resumen rápido de los procesos principales para el doblado de acero de alta resistencia en la industria automotriz
Esta parte describe brevemente los principales estándares de proceso y logros del servicio de doblado de metales para automóviles, destacando más exactamente los problemas de recuperación elástica, agrietamiento y desgaste de la matriz, y brinda a los clientes puntos de referencia claros para sus elecciones de producción.
Puntos débiles del proceso
Soluciones principales
Parámetros técnicos clave
Resultados de la implementación
Retroceso elástico de flexión de acero de alta resistencia
Modelo de compensación dinámica + Control inteligente de presión variable
Sigue la fórmula springback Δθ∝σs/E
Error de recuperación controlado dentro de ±0,3°.
Grietas en los bordes DP980
Análisis DFM + Relación de radio de curvatura estandarizada
Relación R/t≥2,5, ángulo de corte-flexión≥45°
Elimina completamente la concentración de deformación local por corte.
Desgaste del troquel de alta velocidad
Acero para matriz DC53 + tratamiento de recubrimiento TD
Dureza del troquel HRC62-64, coeficiente de fricción ≤0,1
La vida útil aumentó en un 300 %
Desviaciones dimensionales del lote
Simulación FEA + Calibración de circuito cerrado en tiempo real
Error de separación del troquel ±0,02 mm, fluctuación de presión ±1%
Mejora significativamente la estabilidad de la tolerancia de piezas del lote.
Conclusiones clave:
El límite elástico afecta la recuperación elástica. Por este motivo, es necesario desarrollar con precisión un modelo de compensación dinámico con fórmulas.
Al determinar la relación de radio de curvatura mínima R/t2.5 y ejecutar el análisis mediante DFM, se pueden eliminar por completo las grietas en los bordes del DP980.
La vida útil de un troquel se puede ampliar en un 300 % cuando se utiliza acero para troquel DC53 junto con revestimiento TD y aún se mantendrá la tolerancia de 0,1 mm.
¿Por qué confiar en las soluciones de prevención de grietas en bordes de LS Manufacturing para servicios de doblado de metales para automóviles?
Las soluciones de prevención de grietas por flexión de LS Manufacturing son capaces de abordar completamente los problemas de grietas por flexión y desviaciones dimensionales en acero de alta resistencia, son aptas para la producción en masa en la industria automotriz y cumplen con los Estándar industrial SAE J2283.
Según la práctica de la industria y a partir de 3 meses de pruebas de flexión del DP980, vemos que el 90 % de las grietas en los bordes en acero de alta resistencia ocurren debido a la concentración de la tensión de corte y la tensión en el troquel. Normalmente, los procesos solo permiten la reparación manual del troquel, lo que no elimina el defecto. Las pruebas de nuestro equipo muestran que si la rebaba de corte se controla al 10 % del espesor de la lámina, el agrietamiento se puede prevenir en gran medida.
Si bien la mayoría de los proveedores continúan limitando su atención únicamente a los parámetros de plegado, olvidando que la calidad del precortado es el elemento clave, nosotros utilizamos el sistema IATF 16949 para implementar un control estandarizado de circuito cerrado sobre el todo el proceso, y esto ha ayudado a más de 20 proveedores automotrices de nivel 1 a superar los problemas de conformado y lograr una tasa de aprobación de producción en masa estable de más del 99,5 %.
Por un lado, estandarizamos el funcionamiento del sistema de circuito cerrado y, sin embargo, lo basamos en los estándares autorizados de la industria, que dan una base sólida a la calidad de nuestro servicio de plegado de automóviles y, por lo tanto, de manera fundamental, ponen fin a problemas como grietas por flexión y desviaciones dimensionales en acero de alta resistencia.
Para verificar directamente la eficacia de la implementación de nuestro proceso, consulte inmediatamente estudios de casos de producción en masa más exitosos de empresas automotrices y evalúe rápidamente la viabilidad de adaptar sus piezas para la producción.
¿Por qué la recuperación elástica es grave en la flexión estructural de acero de alta resistencia para automóviles?
El alto límite elástico y el bajo módulo elástico de un material explican juntos por qué recupera su elasticidad después de doblarse. Cuanto mayor sea el límite elástico del material, más se recuperará. Utilizando la fórmula de estimación aproximada de la recuperación elástica s/E, se encuentra que la reacción elástica del acero de alta resistencia es de 3 a 5 veces mayor que la del acero normal con bajo contenido de carbono, lo que hace necesaria una compensación exacta basada en modelos mecánicos dinámicos.
Factores mecánicos centrales que inducen la recuperación elástica en acero de alta resistencia
Un problema importante en el servicio de doblado de acero de alta resistencia es la tensión residual en el material que no se puede controlar. La calibración exacta de la flexión del metal es indispensablemente la base para superar este problema. La resistencia al límite elástico del acero de alta resistencia supera con creces la del acero ordinario, debido a esto, se produce una mayor cantidad de deformación elástica de recuperación después de la flexión y la descarga. Los cambios en la tolerancia del espesor del lote también conducen indirectamente a patrones de tensión residual inconsistentes, lo que provoca mayores variaciones de recuperación elástica. En otras palabras, la flexión ordinaria basada en parámetros fijos es completamente incompatible con las propiedades de deformación dinámica de los aceros de alta resistencia.
Lógica inteligente de implementación de compensación Springback
El control de flexión Springback utiliza un sistema inteligente para abordar directamente los problemas mencionados anteriormente. Por ejemplo, LS Manufacturing como empresa ha desarrollado su propio dispositivo de compensación dinámica que es capaz de confiar en el profesional tecnología de corrección del ángulo de flexión de metal para realizar ajustes de parámetros en tiempo real.
Registro inmediato de los datos de límite elástico y espesor de cada lote de acero, junto con la sincronización de la actualización de los parámetros del modelo mecánico.
El sistema ajusta automáticamente el ángulo de plegado y la presión de cierre del molde mediante algoritmos para compensar las desviaciones de recuperación elástica.
Existe un monitoreo de circuito cerrado del proceso para garantizar que los ángulos de las piezas de cada lote sean consistentes.
La fluctuación del rendimiento del material es el principal factor que afecta la precisión de la recuperación elástica. Esta técnica puede mantener las variaciones de recuperación de los lotes dentro del mejor rango de la industria.
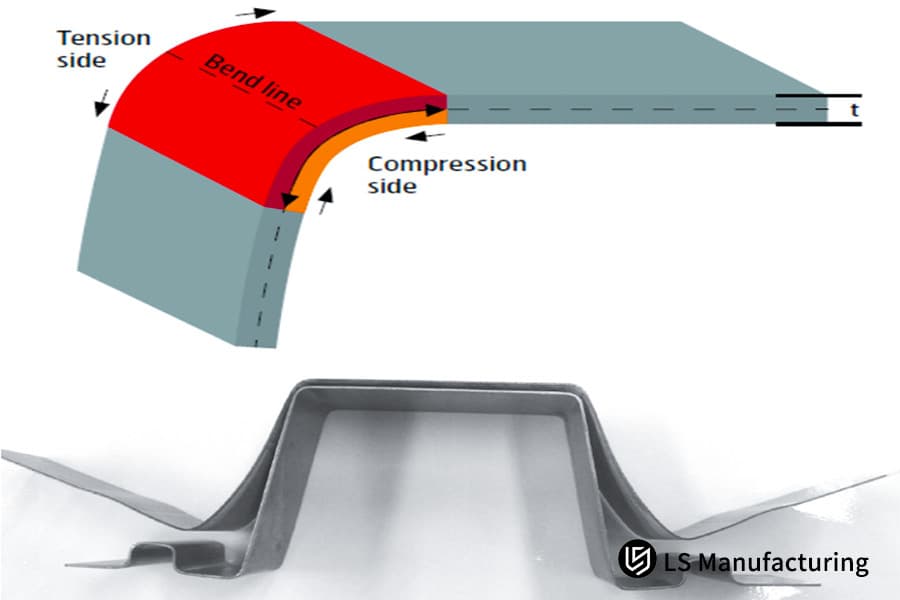
Figura 1: Esquema técnico que muestra los lados de tracción y compresión de una pieza metálica doblada.
¿Cómo calcular el radio de curvatura mínimo para evitar grietas en los bordes de los componentes DP980?
Para evitar el agrietamiento de los bordes de las piezas DP980, se deben seguir estrictamente los límites de anisotropía de formación. Se puede utilizar un estudio de viabilidad de flexión DFM para confirmar las condiciones de trabajo de tal manera que el ángulo entre el borde de corte y la línea de flexión sea de al menos 45°, además se debe medir la relación mínima del radio de flexión R/t para que sea aproximadamente de 2,5 a 3,2 para eliminar la concentración de deformación de corte local.
Estándares convencionales de parámetros de flexión de acero de alta resistencia
Las propiedades mecánicas de varios aceros de alta resistencia difieren bastante, razón por la cual los niveles de los parámetros de control de flexión pueden variar ampliamente. La selección precisa del material y la adaptación de los parámetros ahorran fundamentalmente la prevención de grietas. Un parámetro de umbral de flexión de metal bien elegido evitará la fuente del defecto en el producto.
Grado del material
Límite elástico (MPa)
Resistencia a la tracción (MPa)
Relación de radio de curvatura mínima recomendada (R/t)
Desviación del ángulo de recuperación después de 100.000 ciclos de estampado
DP780
450-550
≥780
1,5
±0,5°
DP980
650-750
≥980
2.5
±1,2°
PHS (acero conformado en caliente)
1000-1200
≥1500
3,5 (límite de plegado en frío)
±2,5°
Acciones de proceso clave para la prevención de crack
El elemento principal de la prevención de grietas durante el doblado de metal personalizado para automóviles es el control intensivo del preprocesamiento. Los detalles de las especificaciones son la primera línea para garantizar la calidad del producto. Lo más importante es un completo sistema de protección de bordes de flexión de metal, que podría asegurar de manera eficiente el rendimiento estable de la producción del DP980.
Prevenga defectos estructurales relacionados con el diseño causados por ángulos de corte irrazonables mediante la ejecución de un análisis de viabilidad de flexión DFM previo al procesamiento.
No comprometa la calidad del punzonado de los bordes, haga que la altura de las microrebabas se bloquee dentro del 10 % del espesor de la placa.
Cambie la relación R/t según el espesor de la placa cada vez, no utilice parámetros fijos en la producción.
Para obtener los mejores resultados en la prevención de grietas en microáreas de piezas DP980 durante el proceso de doblado de metal personalizado para automóviles, es necesario el uso de un control preciso sobre el radio de curvatura, un análisis DFM previo al procesamiento y un estricto control de calidad de los bordes. Para evitar el riesgo de grietas en la producción en masa en el futuro, envíe los parámetros de su pieza ahora y se le proporcionará un informe profesional gratuito de análisis de viabilidad de flexión DFM.
Figura 2: Componente DP980 y herramientas para medir el radio de curvatura mínimo para evitar grietas.
¿Cuál es el material de herramientas óptimo para resistir el desgaste durante la producción continua de HSS para automóviles?
La mejor opción para resistir el desgaste continuo por estampado del acero de ultra alta resistencia es el acero para matriz DC53 combinado con revestimiento TD. Esta solución puede elevar la dureza base a HRC 62-64 y, cuando se combina con un recubrimiento de grano ultrafino de alta dureza en la superficie, reduce el coeficiente de fricción superficial del troquel a menos de 0,1, erradicando así por completo los problemas de rayaduras y agarrotamiento del troquel.
Comparación del rendimiento de los materiales de moldes convencionales
Los aceros para moldes convencionales no pueden soportar la producción continua de acero AHSS de ultra alta resistencia. Una selección incorrecta puede provocar un fuerte aumento en los costos de reparación de moldes y el tiempo de inactividad. Un troquel de doblado de metal duradero es la principal garantía para una producción estable y a gran escala.
Material del molde
Dureza por tratamiento térmico (HRC)
Resistencia al desgaste
Tipo de acero compatible
Vida útil relativa
Cr12MoV
55-58
General
Acero ordinario con bajo contenido de carbono, DP780
100% (comparativa)
DC53
62-64
Excelente
DP980, acero de alta resistencia PHS
300%
SKD11
60-62
Bueno
Acero dúplex de resistencia media
180%
Valor fundamental de la mejora del revestimiento de moldes
La producción en masa estable de doblado de precisión para automóviles depende en gran medida de la condición del molde. El recubrimiento TD es capaz de cambiar radicalmente la propiedad de la superficie de fricción del molde, lo que da como resultado que la optimización de la superficie de flexión del metal brille. Según nuestra experiencia de primera mano en proyectos de producción en masa de componentes de chasis de acero de alta resistencia, la sustitución de moldes por moldes recubiertos DC53+TD redujo el número de veces que los moldes fueron derribados y reparados en un 75 %.
¿Cómo optimiza la simulación FEA la eficiencia global del servicio de doblado de metales para automóviles?
En el servicio de doblado de metales para automóviles, la simulación FEA (Análisis de elementos finitos) es una excelente manera de reducir el número de pruebas de moldes en sitio en un 90 % incluso antes de abrir el molde. Al incorporar un software de simulación no lineal que tiene criterios de rendimiento anisotrópicos (como el modelo Barlat 89), puede pronosticar con precisión la tasa de adelgazamiento, la recuperación elástica y el riesgo de arrugas en línea, lo que lleva a pruebas de moldes exitosas en su empresa. primer intento.
Proceso de aplicación central de simulación FEA
Hoy en día, la simulación digital es una de las principales formas de ayudar a las empresas a ahorrar costes de prueba y error y acortar los ciclos de entrega. Ha cambiado totalmente el antiguo método de prueba manual de moldes. Basado en la predicción de defectos de flexión de metal profesional, puede mejorar en gran medida la probabilidad de éxito en la primera prueba de molde.
El primer paso es tomar archivos CAD 3D del cliente, construir el modelo de simulación de conformado con precisión y hacer coincidir los parámetros anisotrópicos del acero.
A continuación, se producen diagramas de límites de forma (FLD) para resaltar con mucha precisión las ubicaciones que tienen mayor riesgo de doblarse, arrugarse, adelgazarse y agrietarse.
Finalmente, la superficie del molde y los parámetros de plegado se pueden ajustar de antemano, proporcionando así el mejor plan de proceso de producción en masa.
Beneficios principales de la tecnología de simulación para los clientes
El servicio de doblado de metal para automóviles respaldado por simulación FEA podría reducir el ciclo del prototipo del nuevo producto en más de un 60 %, reduciendo así considerablemente los costos de prueba y error para el cliente. Optimización del metal Los ciclos de flexión pueden dar un gran impulso a la eficiencia de la implementación del proyecto. En palabras simples, esto significa que los clientes no tendrán que pagar los gastos que surgen por la reparación de moldes y pérdida de restos. El control de precisión de la simulación es el transistor de cola larga central para garantizar la eficacia de la simulación.
Al aprovechar la simulación FEA, los servicios de doblado de metales para automóviles se transforman mucho, y la pérdida de pruebas de molde se reduce en un 90 %. El ciclo que va del desarrollo de nuevos productos a la implementación de la producción en masa también se está comprimiendo de manera muy eficiente. Descargue el documento técnico exclusivo sobre el proceso de plegado para obtener una comprensión integral de las medidas de ahorro de costos y mejora de la calidad basadas en la simulación.
¿Qué parámetros dictan la estabilidad del proceso en tiempo real en el servicio de doblado de acero de alta resistencia?
En el servicio de doblado de acero de alta resistencia, la velocidad de estampado, la presión de sujeción del troquel y las condiciones de lubricación son los tres parámetros principales que regulan la estabilidad de doblado en tiempo real. Mantener la velocidad de estampado entre 15 y 25 golpes/minuto más el uso de aceite de trefilado a alta presión puede gestionar muy bien los cambios en la tensión del flujo de material causados por el calor por fricción.
Estándares para el control de los parámetros centrales del proceso
La estabilidad de la producción en la producción en masa del servicio de doblado de acero de alta resistencia depende completamente del control estandarizado de circuito cerrado de parámetros. No puede haber operaciones basadas en la experiencia, simplemente una regulación precisa de la velocidad de doblado de metal es el canal de control.
Control de velocidad: Mantener estable 15-25 golpes/minuto para no causar fluctuaciones en la tensión por fricciones de alta velocidad y aumento de temperatura.
Control de presión: las fluctuaciones de presión del servo están tan estrictamente limitadas dentro del 1% que no pueden ocurrir desviaciones dimensionales causadas por errores de presión.
Control de lubricación: el espesor de la película de aceite lubricante se mantiene entre 1,5 y 2,5 μm para reducir el desgaste por fricción entre el molde y el acero.
Solución de estabilidad de calidad para todo entorno
Los cambios en los niveles de temperatura y humedad del taller pueden tener un impacto en la fluidez de los materiales y la eficacia de los lubricantes. Confiamos en el control de calidad total (TQC) en todo el proceso para ayudarnos a soportar condiciones de trabajo muy duras. La estabilidad térmica de flexión de metales mantiene la producción de artículos de excelente calidad funcionando sin problemas las 24 horas del día, los 7 días de la semana. La calibración de los parámetros del proceso es una tecnología fundamental a largo plazo que garantiza una producción continua y consistente las 24 horas del día, los 7 días de la semana.
Figura 3: panel de control que muestra indicadores para monitorear un proceso de doblado de acero de alta resistencia.
¿Cómo puede el control de flexión de múltiples etapas para piezas de automóviles suprimir la acumulación de tensión interna?
En el control de plegado de piezas de automóviles, el plegado en múltiples etapas sigue siendo una de las técnicas más esenciales para erradicar totalmente la concentración de tensiones residuales en el acero de ultra alta resistencia. Por ejemplo, se descubrió que transformar una flexión única de gran ángulo en un procedimiento de tres etapas: preflexión, relajación intermedia del envejecimiento y corrección final de la flexión reduce la tensión de tracción residual interna en más de un 40 %.
Etapas del proceso de plegado de varias etapas
El control de flexión para piezas de automóviles reduce activamente la generación de tensión en la fuente mediante la deformación paso a paso, ya que esto evita la aparición de deformación durante la soldadura y el ensamblaje posteriores. Un proceso científico de alivio de tensiones por flexión de metal es el principal soporte tecnológico.
Proceso de preflexión: Este es el paso donde se le da forma al ángulo principal, pero se permite cierta deformación para no causar una sobrecarga de tensión única.
Relajación del envejecimiento: Este paso se realiza mediante colocación estática y da como resultado la liberación de las tensiones residuales concentradas internas. Al mismo tiempo, estabiliza el estado mecánico del material.
Corrección de flexión final: este proceso tiene como objetivo un ajuste muy preciso de ángulos y dimensiones. De esta forma se asegura la precisión de la producción en el producto final.
Valor central de la implementación del proceso
Mediante este método, se puede eliminar totalmente el problema de deformación causada por la soldadura posterior de piezas de acero de alta resistencia y, al mismo tiempo, también es muy adecuado para fabricar componentes estructurales centrales de automóviles como pilares B y bastidores. Además, dado que es compatible con el ensamblaje de doblado de metal, su excelente calidad cumple con los requisitos del ensamblaje de vehículos de precisión en todo el nivel del vehículo. Uno de los beneficios resultantes de la reducción de tensiones residuales es la mejora de la precisión del ensamblaje de las piezas. Al mismo tiempo, la reducción de tensiones residuales puede considerarse como uno de los principales procesos que sustentan la solución de recuperación elástica de flexión.
Los procesos de doblado de múltiples etapas garantizan que la tensión residual se elimine completamente de las piezas, de modo que el control de doblado de piezas de automóviles se pueda realizar de tal manera que se eviten por completo los problemas relacionados con la deformación durante la soldadura y el ensamblaje posteriores. Si tiene problemas de deformación de componentes estructurales, puede programar una consulta personalizada con un ingeniero y le diseñaremos una solución personalizada de proceso de producción optimizada para tensiones.
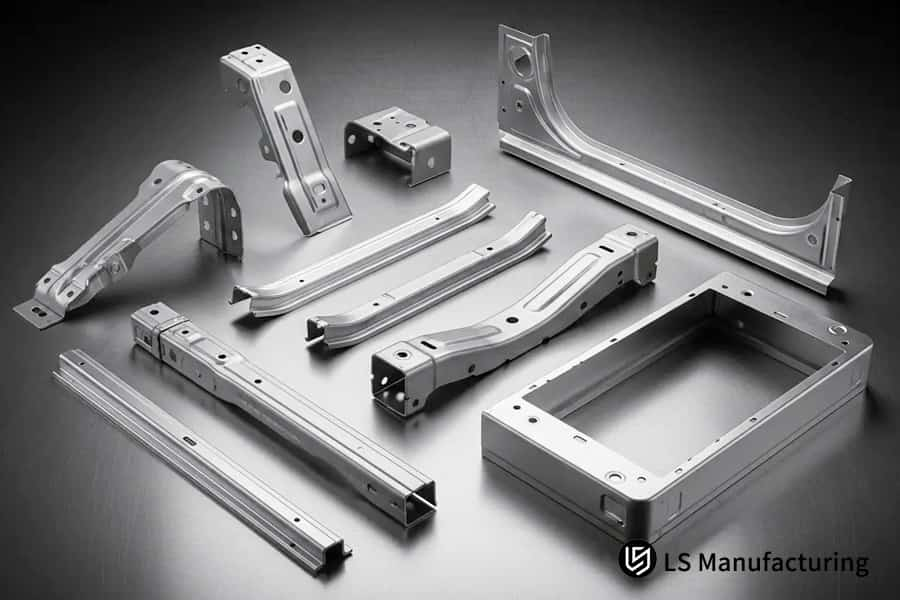
Figura 4: Piezas metálicas de automóviles producidas mediante doblado en varias etapas para lograr una menor tensión interna.
¿Por qué es vital la calibración de herramientas de precisión para un proveedor de servicios de doblado de automóviles?
For an automotive bending service supplier, the exact alignment of dies and how well the gap is compensated are the critical factors that decide the rate of material removal on one side during thinning and the springback uniformity of bent parts. Keeping the gap error between the upper and lower dies within 0.02mm and conducting periodic calibrations using a coordinate measuring machine (CMM) are very effective ways to avoid sudden batch variations.
Main Method for Die Calibration Control
One of the main factors that determine the batch precision stability of automotive bending service is the continuous high-precision die calibration. The occasional adjustment of metal bending gap ensures die operating precision on a rolling basis. Weekly die cutting edge wear detection with laser scanning is our practice which, when complemented with an online automatic gap compensation device, helps us to continuously lock in die precision.
Quality Assurance Certified by the Industry
Our factory is IATF 16949 compliant at every stage of the process. All calibration records are logged and kept traceable, this way the quality incidents related to batches are eliminated and also metal bending batch consistency is stable ensuring high-volume production yields. Being able to adjust the tool gap is a very important detail that can guarantee the long-term stabilities of springback control bending.
How To Minimize Tooling Investment Cost For Low Volume Custom Metal Bending For Auto?
In custom metal bending for auto, the best approach to minimize procurement costs for small quantity customization is to adopt a modular, interchangeable insert mold structure. If the mold base is made uniform and the specific bending radius angle inserts designed for quick change are made of carbide, customers can be saved up to 50% of their initial mold investment.
How modular mold can reduce cost
For small batch trial production of custom metal bending for auto, one does not need to customize a complete set of molds. Standardized mold bases can be used to produce different parts specifications, and the metal bending die standardization, which is mature, drastically lowers the customization threshold.
The mold base is standardized and can be used with various bending specifications.
The only thing that is unique to the product is the insert, which when replaced, leads to a major reduction in mold manufacturing expenditure and time.
The quick-change structure is able to accommodate the small-batch, multi-category R&D and trial production requirements.
Customer-oriented cost benefits
The proposed method can halve the customers' cost in molds and reduce the production cost of one unit by 15%-20%. Because of this, it perfectly fits the scenarios of aftermarket and new car R&D. Flexible metal bending production low volume matches the needs of niche customization. The cost of tooling for low volume is the fundamental long-tail benefit of small-batch customization.
LS Manufacturing Custom Automotive Metal Bending Service for DP980 Energy Absorbing Box Components
The DP980 energy-absorbing box is a main safety structural part, so it is subject to very high requirements in bending accuracy and forming stability. Besides, it is also a frequently breaking part in the industry.
Customer Dilemma
One of the top European Tier-1 automotive suppliers was suffering from serious issues in production. The 2.0 mm thick DP980 front bumper beam energy-absorbing parts had a springback problem exceeding 8° mainly because the traditional processes did not include a professional metal bending failure analysis mechanism. There were also often 0.5 mm microcracks at the bending radii.
As a result, they were only able to produce 72% of the final products that could pass welding. This situation directly led to delays in OEM's schedule and the involved significant overdue costs.
Solución de fabricación LS
To resolve this issue, the LS Manufacturing AE engineering team came up with a tailored high-strength steel bending service solution.
We started by carrying out an extensive DFM forming feasibility study utilizing AutoForm software. The solution ditched the single-bending process that was prone to defects and instead rolled out a sophisticated metal bending progressive forming method that allows the material stress to be released in stages.
At the same time, the die steel was changed to DC53 and a vacuum TD coating treatment was applied to enhance the die's resistance to wear and scratches.
And, real-time angle sensors were fitted on the bending machines and a closed-loop dynamic springback compensation system was set up to tightly control the die closing tolerance within 0.1mm.
Resultados y valor
Upon completion of the project springback tolerance of parts has been stabilized within 0.3, surface microcracks were completely removed, die stamping life was raised by 300%, and the finished product assembly qualification rate went up to 99.8%. Using the stable metal bending quality stabilization capabilities, the solution helped the client to meet the vehicle delivery targets while also reducing the scrap and die repair costs by 35%.
This project is an implementation of a proprietary cost accounting formula: Single-piece processing cost = Die wear cost + Labor cost + Consumable cost - Good product premium.
It also gave a unique tip to troubleshoot: Before bending the DP980, if burr height is over 10% of the plate thickness, microcracks will be formed inevitably, so a pre-processing deburring step is because of this compulsory.
The complete set of customized high-strength steel bending service processes was a key thing in solving DP980 energy-absorbing box mass production defects, which was a great quality, efficiency and cost reduction, altogether. If you want a mature mass production solution like this, submit your 3D drawings and production requirements right now and you will get a precise customized production quotation within 24 hours.
Preguntas frecuentes
Q1. What is the maximum material tensile strength that your automotive metal bending Service can process?
Our machinery and dies are In particular created to work on the strengthening of high-strength steel. Our production line is able to continuously handle DP1180 duplex steel having a tensile strength of 1200MPa, and is also capable of doing very accurate bending of 1500MPa hot-formed steel PHS automotive structural parts.
Q2. How do you guarantee the angle tolerance of high strength steel bending service parts under mass production?
Our servo bending machines come with a laser online angle detection system and are supported by dynamic springback compensation software. This allows us to maintain the bending angle tolerance of the parts within 0.5 during mass production of up to 100,000 parts, thereby achieving batch consistency.
Q3. Can you prevent micro cracking entirely during custom metal bending for auto with tight radii?
We are capable of totally preventing micro-cracking during ultra-small radius bending. In the prototype phase, we carry out DFM edge fatigue and strain simulation, we optimize the punching clearance, and we use an electric brush deburring process to make sure that the part surface is free of micro-cracks under R/t2.0 conditions.
Q4. How does tool coating affect the overall custom fabrication price and lead time?
Typical TD and PVD tool coatings will raise the initial mold cost by 15% but at the same time the coating can increase the life of the mold by three times, result in less downtime for mold repair, and eventually lead to lower unit procurement price and more stable delivery of mass production cycles.
Q5. Do you provide free DFM and springback simulation analysis before we place a formal manufacturing order?
Our automotive bending service consulting clients are given free professional DFM forming feasibility analysis and FEA springback prediction services to help R&D teams better structure the products and minimize forming risks in mass production.
Q6. What internal quality standards does LS Manufacturing adhere to for automotive bending service?
Our factory is certified for the IATF 16949 automotive industry standards. We carry out SPC statistical process control during the entire production. Besides, parts undergo a 100% inspection for all critical dimensions with the help of online coordinate measuring machines or visual inspection tools, That's why quality is strictly controlled before shipment.
Q7. Why is your bending control for automotive parts superior to traditional local metal stamping shops?
Traditional shops learn their trade through manual trial molding, which leaves the door open for inaccuracies and unstable results. We are using digital simulation, bespoke high-strength steel molds, and intelligent servo control to address the fundamental industry issues such as cracking and overspringing of ultra-high-strength steel forms.
Q8. How can I get a detailed custom manufacturing quotation for my high strength steel parts?
You can submit 3D drawings in STEP, IGES, or X_T formats, along with your requirements such as steel grade and annual production volume. Our senior AE engineer will provide a detailed customized bending quotation with accurate cost calculations within 24 hours.
Resumen
Bending high-strength steel for vehicles is a complex manufacturing process that makes use of materials mechanics, precision molds and computer simulations. Lightweight, high-strength steels like DP980 tend to have high springback and are easily cracked. Old, rough methods that involve manual trial molding and repair are not suitable for the precision mass production standards of the present-day automobile industry.
Using finite element analysis (FEA) dynamic compensation, DC53 top-of-the-line molds, and multi-stage stress relief core processes, LS Manufacturing has successfully dealt with the problem of high-strength steel forming. Besides following the IATF 16949 standard strictly, the company that uses digital control from production to delivery has been able to phase out defects such as dimensional deviations and surface scratches, because of this supplying the global automotive supply chain with stable, low-cost, precision automotive bending services.
Don't allow faulty parts to hold back automobile development or run up supply chain budgets! Submit your 3D models of car body structural components and chassis parts right away and get a complimentary feasibility report of forming plus an accurate price quote within 24 hours. Rely on our highly skilled, state-of-the-art technology to make sure that your mass production projects will be carried out smoothly.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria. Centrarse en soluciones de fabricación personalizadas. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.
Experto en creación rápida de prototipos y fabricación rápida
Nos especializamos en mecanizado CNC, impresión 3D, fundición de uretano, herramientas rápidas, moldeo por inyección, fundición de metales, chapa y extrusión.