樹脂3Dプリンティングサービスは、従来のLCD/DLP方式の3Dプリンターで発生していた、表面粗さが1.6μm Raを超えることや微細孔の目詰まりといった問題を克服しています。これらの問題は、積層シフトアルゴリズムの調整不足や後硬化時の環境条件の不備が原因で発生し、寸法変化が±0.2mmの許容範囲を超え、金型テストに適さない部品になってしまうことが原因でした。
この記事では、LS Manufacturing社が提供する、工業グレードの固体レーザーSLA装置、精密な積層造形、そして表面粗さRa 0.1μm~Ra 0.4μm 、公差±0.05mmを実現できる独自の高強度樹脂をベースとした、他に類を見ない製品についてご紹介します。この記事では、樹脂材料を用いた精密印刷に必要なすべての技術仕様と、特別な選定チャートをご覧いただけます。
樹脂3Dプリンティング(SLA):高精細精密サプライヤークイックリファレンス
| 重大な課題 | 根本的な原因 | SLAプロセスソリューション | 精密な結果 |
| 次元の歪み | UV硬化プロセス中の寸法変化と、大きな平面における熱収縮。 | 最適化された支持構造(厚いラフト+先端径の管理);応力緩和のための後硬化処理。 | 重要な寸法については±0.05mm以内の精度、100mmの長さでは0.1mm未満の精度を維持。 |
| レイヤーラインの表示 | 層の厚さが限られている( 25~50μm )ために階段状の外観が生じる。 | アンチエイリアシング機能を備えた高解像度レーザー/プロジェクターシステム。詳細な断面観察のための25μmの層厚。 | Ra値1.6μmの平滑度を実現。金型製作や展示会に適しています。 |
| 閉じ込められたまま、治癒されない | 樹脂:内部の空洞部分または空洞に、未硬化の液体樹脂が充填されている。 | 最も低い位置に排水穴(直径2mm以上)を設ける。IPA洗浄槽内部に超音波振動装置を設置する。 | 内部領域は100%樹脂が一切含まれておらず、硬化後の膨張や不快な臭いもありません。 |
| 脆性的な機械的挙動 | 一般的な光硬化性樹脂は、破断までの伸びが不十分である(5%未満)。 | 可塑剤とともに「高強度/ABS樹脂様」または「PP樹脂様」の材料を使用する。 | 破断伸度20%以上(射出成形ABS 3Dプリンティングと同様の特性)。 |
| 特徴解像度の損失 | 微細構造( 0.5mm未満)に対するサポートが不十分なために発生するたるみ。 | 必要に応じて、適応アルゴリズムを用いてマイクロサポート(先端サイズ:0.2~0.3mm)を配置する。 | 0.2mmのエンボス加工文字、0.3mmの壁、およびマイクロ流体チャネルをキャプチャします。 |
主なポイント:
- サポート材は芸術であり科学である。サポート材の適切な配置(厚さ、先端径、接触点)は、反りを防ぎ精度を維持するために非常に重要である。
- 解像度≠精度: 25μmのXY解像度を持つプリンターであっても、収縮や印刷後のキャリブレーションが適切に調整されていないと、不正確なオブジェクトが出力されます。
- 材料の選択は重要です。標準的な透明または灰色の樹脂は比較的脆いため、使用は推奨されません。適切な配合(靭性、耐熱性、鋳造性)を選択してください。
- 後処理が品質を左右する:洗浄(IPAによる2段階処理)、乾燥、およびUV後硬化は、 3Dプリントの公差と強度要件を満たすために不可欠である。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
樹脂3Dプリンティングの仕様に関する理論は数多く存在します。しかし、このガイドは、多くの資料とは異なり、製造部品において露光、温度、サポート材を±0.05mmの公差で調整するという視点から書かれています。私たちが達成するプロセスの卓越性は、モバイル/航空宇宙材料に関する経験と、 SAE Internationalが定める試験環境に基づいています。なぜなら、今日においても、高品質のプリントは振動、液体、熱といった厳しい環境に耐えなければならないからです。
貴社のプロジェクトは、「十分」では到底満足できない分野を対象としています。例えば、半導体検査装置用の光学的に透明な筐体、滅菌可能な外科手術用ガイドテンプレート、そして熱サイクルを通して形状を維持するという厳しい性能要件を持つ少量生産の航空宇宙製品などです。これらの製品が認定されたプロセスチェーンに組み込まれる際、貴社の手順は国際電気標準会議(IEC)に関連する安全性と性能に関する考慮事項に適合する必要があります。
私たちが得た経験は苦いものでしたが、非常に貴重なものでした。吸盤で接着した部品が支持部から剥がれたり、CMMスキャン後に初めて曲がっていることが判明したフランジがあったり、「防水」のはずのメッシュから後硬化時に未硬化樹脂が漏れ出したりといった事例がありました。私たちは、カールを解消する向き、真空ロックを防ぐ排水穴の技術、そして黄ばみを起こさずに寸法安定性を確保する後焼成パラメータなどを特定しました。このガイドブックは、部品の再プリントを繰り返すことなく、公差を維持できる樹脂、向き、ワークフローを選択するのに役立つよう作成しました。

図1:樹脂3Dプリンティングサービスでは、着色された感光性樹脂の層を硬化させて、精巧なミニチュアを成形する。
ミクロンレベルの精密部品にとって、工業用SLA樹脂3Dプリントサービスが不可欠な理由とは?
複雑な形状をミクロンレベルの精度で実現するために必要な露光量と層厚の管理は、自社開発のLCDシステムでは実現不可能です。ステレオリソグラフィープロセスはこれを可能にし、高精度3Dプリンティングの中核を成しています。この技術があなたのプロジェクトに役立つ理由を以下に説明します。
微細構造を実現する75µm以下のレーザースポット
当社のプロセスでは、最小ビーム径75µmで動的に焦点を合わせることができる355nmのUV固体レーザーを使用しています。0.025~0.05mmの厚さで層を硬化させる当社の技術は、非常に小さなチャネル、スナップフィット、および内部格子における階段状のアーティファクトの影響を軽減します。ミクロンレベルの精密部品の場合、後加工を必要とせずに、部品全体にわたって0.2mmの壁が均一であることを保証できます。この高精度3Dプリント機能は、初回生産品の成功を保証します。
大型建造物の精度を高めるためのダイナミックフォーカス
プラットフォームの中心から端にかけてビームの焦点がずれると、ディテールが20 µm以上歪む可能性があります。工業用 SLA は、リアルタイム閉ループ動的焦点調整モジュールによってこの問題を解決し、プリント面全体に75 µm の完全に焦点の合ったスポットを提供します。200 mmプレートに0.1mm の通気孔を設ける樹脂 3D プリント サービスを注文すると、すべての通気孔が一度に品質管理に合格し、ツールにかかる時間とコストを節約できます。これが工業用グレード 3D プリントの信頼性のレベルです。
薄肉強度を実現する制御された接着
層流チャネルマイクロ流体と、壁厚が0.3 mm未満の3D格子コアは、変形時の張力に耐え、亀裂を防ぐために確実に接続する必要があります。工業用SLAは、レーザーエネルギー(80~120 mW)とスキャン速度(2~8 m/s)を制御することで、層の接触領域における架橋密度を95%以上に高めます。工業用SLA樹脂を使用した3Dプリント部品は、80℃の機能テストでも反りなく耐えます。これは、デスクトッププリンターでは40%のケースで実現できない信頼性です。このマイクロスケール3Dプリント方式は、構造的な完全性を保証します。
その結果、この高精度3Dプリンティング技術は、75μm以下の光学解像度、適応型フォーカス、および層ごとのエネルギー制御を活用し、寸法誤差のないプロトタイプを設計図に基づいて製作します。スポットサイズ、層厚、硬化深度などの関連設定はすべて精密に監視および調整できるため、二次処理なしでプリンターから直接アセンブリを検証できます。これにより、大量生産においても一貫したミクロン単位の精度を実現できます。

医療機器のプロトタイプ作成において、カスタム樹脂3Dプリントのパラメータを最適化するには?
医療機器プロトタイプの要件には、正確な寸法と生体適合性試験の成功が含まれます。これらはどちらも、レーザー速度、樹脂温度、およびサポート設計を制御する能力に依存します。これらのパラメータは単なる数値ではなく、 医療グレードの3Dプリンティングにおける信頼性の高いプロセスを構成する要素です。それぞれのパラメータを最適化する方法を以下に示します。
レーザースキャン速度と樹脂温度
- スキャン速度: 6.0~8.0m/秒 ― 薄肉構造の過硬化を防ぎ、架橋密度を完全に維持します。
- 槽の温度: 28℃±0.5℃ — 一定の粘度を確保し、層の厚さの変化を防ぎます。
- 顧客にとってのメリット: ISO 10993規格に準拠したカスタム樹脂3Dプリント製品を入手でき、表面仕上げは追加の研磨作業が不要です。
- 付加的な利点: 3Dプリンティング技術は、制御機能のない浴槽と比較して、材料の無駄を15%削減します。
DFM主導のサポート指向
- 配置: 45°の角度で点状の支持部を設けることで、垂直支持部と比較して剥離力を35%低減します。
- 利点:多孔性のある骨格構造用足場材は破損せず、そのままの状態を保ちます。
- 結果: DFMレビューにより、サポート材の痕跡が残らないため、処理時間を半分に短縮できます。
- プロセス上の利点: 認証済みの3Dプリントプロセスにより、すべてのサポート構造が造形開始前に検証されることが保証されます。
リアルタイム粘度フィードバックループ
- センサー間隔: 2秒ごとに作動し、ヒーターの温度を±0.5℃の範囲内で制御します。
- 架橋密度:直径0.15mmの格子構造においても92%以上。
- 結果:貴社の医療機器プロトタイプは、初回試行で細胞毒性試験に合格し、試験をやり直す必要がなくなったため、時間を節約できました。
- 信頼性:規制に準拠した3Dプリンティングプロセスを使用することで、FDAの監査時にも完全なトレーサビリティが確保されます。
クローズドループプロセスの文書化
- 記録されるパラメータ:レーザー速度、温度プロファイル、各層の点支持方向。
- トレーサビリティ:規制目的で提出できる包括的なデジタルログ。
- 価値:すぐに得られるメリットは、迅速な3Dプロトタイピングプロセスです。これにより、デザインを48時間以内に最初の製品提出準備状態にすることができます。
6.0~8.0m/sの固定スキャン速度、 28℃±0.5℃に制御された樹脂温度、 45°に設定されたポイントサポート配置により、このSLAプリンターはクラスII医療機器開発に最適な製造ツールとなります。プロセスのあらゆる側面において完全なトレーサビリティが確保されているため、初回段階で生体適合性データを自信を持って提出でき、高額な反復作業を回避できます。このようにして、規制要件を満たす生産準備済みの3Dプリントが再現可能になります。
図2:SLA方式の3Dプリンティングサービスで製造された、機能プロトタイプのテスト用の硬質な白色樹脂製の格子状立方体。
複雑な電子機器筐体向けの高精度樹脂印刷の精度を決定する要因は何ですか?
樹脂の収縮率、レーザービームの位置、硬化時間という3つのパラメータによって、筐体の最終寸法が±0.05mm以内になるか、 ±0.15mmを超えるかが決まります。これらの3つの変数をマスターすることで、高価な射出成形金型を使用することなく、複雑な電子機器筐体の高精度な初回試作品を製作でき、製造コストを約80%削減できます。ここでは、高精度3Dプリンティングがどのようにエラーを即座に排除するのに役立つかを説明します。
| 要素 | 補償なし | 補償付き |
| 樹脂の収縮率 | 0.6%~0.8%の補正誤差 → 100mm部分で累積偏差が0.6mmを超える | スライス工程における収縮係数の調整 → 高精度樹脂印刷における偏差は0.05mm以下 |
| レーザー位置決め精度 | オープンループガルバノメータモードでのドリフトは、ビルドボリューム全体で±15 µmです。 | リアルタイムレーザービーム補正アルゴリズム → 再現性±3 µm |
| 硬化後の時間制御 | 後硬化時間を修正 → 薄層での過剰硬化による反り効果 | 厚さによって異なる時間(8~20分)→ 0.03mmの平坦度 |
| 検査方法 | ノギスを使用して寸法を手動で確認 → 最大0.1mmの誤差 | 自動3Dスキャンで設計をチェック → 全機能の100%カバー |
収縮補正、レーザードリフトの補正、後硬化時間の最適化により、この公差が重要な3Dプリントプロセスは±0.05mm以下の公差を実現します。筐体は、最初の組み立てで再加工なしでPCBと互換性があります。この初回パス3Dプリントにより、精密樹脂プリントの金型試作が不要になり、プロトタイプ作成コストを80%削減しながら、市場投入までの時間を短縮できます。すべての納品は、監査対応可能な3Dプリントによって保証されています。
特殊なカスタムSLA部品メーカーは、過酷な環境下で寸法変化をどのように防止できるのでしょうか?
出荷後数週間で樹脂部品が反ってしまうと、現場での不具合や保証返品につながります。これは、材料選定の問題ではなく、後硬化処理が不十分なことが原因です。寸法変化を完全に排除するには、架橋密度を最大化する一連の物理的処理を行う必要があります。実績のある3Dプリンティング技術には、材料選定だけでなく、適切な後処理技術が不可欠です。
高圧IPAスプレーで未硬化の残留物を除去する
部品は、高圧噴霧ノズルを通して99%イソプロピルアルコールで洗浄され、内部チャネルやブラインドホールに残ったモノマーが洗い流されます。これにより、後で水分を吸収して膨張する軟化箇所が防止されます。カスタムSLA部品メーカーとして、これは、筐体が湿度85%で500時間経過後も印刷時の寸法を維持し、ボス径やスロット幅が拡大しないことを意味します。この3Dプリント準備は、洗浄ステーションから始まります。
405nm LEDチャンバー内での周期的なUV硬化
洗浄後、部品はプロ仕様の405nm LED硬化炉で30~60分間回転照射され、すべての表面に均一な光子束が照射されます。これにより、レーザースキャンで部分的にしか照射できなかった領域でも重合が完了します。結果として、全体的に均一な硬度を持つカスタムSLA部品が完成します。細い支柱と厚いベースが均一に硬化し、反りの原因となる収縮率の差がなくなります。こうして、未加工の造形物が、実際にロードして組み立てることができる機能的な3Dプリント出力へと変化するのです。
60℃での熱応力緩和
その後、部品は60℃で加熱され、層ごとに硬化することで閉じ込められた内部応力が緩和され、異なる樹脂に基づいて68℃~92℃の範囲のHDTが実現されます。これは、高温多湿環境下での寸法クリープに対処することによって達成されます。部品の寸法は、モーター付近や外部筐体内で±0.05mmの公差内に収まります。未処理のSLA部品は2週間で0.3mm変形します(社内加速劣化試験、業界の故障率35%と比較)。
これら3つのステップを1つの必須プロセスに統合することで、HDT(熱拡散率)が68℃を超え、部品の長期的な反りを防ぎます。すべての部品には、品質管理チーム向けの硬化時間と温度のチャートが付属します。これにより、試作品ではなく、射出成形プラスチック部品と全く同じように機能するSLA部品という、真の生産用3Dプリントが実現します。
図3:技術者が洗浄ステーションを使用して、青色の樹脂彫刻の後処理を行っている。
高精細SLAサービスは、どのように表面粗さを低減し、後処理時間を最小限に抑えるのでしょうか?
表面粗さは、組み立てや成形前に研磨、充填、仕上げに費やす時間を決定します。高精細SLAは、液体の表面張力を制御して3Dプリント工程中の収縮を最小限に抑えることで、この時間の浪費を解消します。このプリントされた3Dプリント技術の目標は、造形プレートからRa 0.4 µmを達成することです。
屈折率整合型樹脂レベリングシステム
- 機構:レベリングブレードが、レーザー波長に一致する屈折率を持つ鏡面仕上げの樹脂の上に、材料を薄い層状に塗布します。
- 効果:表面散乱が最小限に抑えられ、プリンター本来の表面粗さRa 0.4 µmが得られます。
- 顧客にとってのメリット:高精細なSLAサービスをご購入いただくと、手作業による研磨仕上げのみで済む部品を受け取ることができ、CNC加工や蒸気平滑化処理は不要です。
低収縮性エンジニアリング樹脂(ABS系/PP系)
- 材料特性:破断伸度は12%~22%で、微細層がひび割れや剥離を起こすことなく融合することを可能にする。
- 表面への影響:層の形成に関わる張力は、材料の延性によって緩和される。
- 結果:この高精細SLA技術により、垂直面と傾斜面の両方で滑らかな側壁が実現し、プライマー充填剤が不要になります。これが、表面仕上げ3Dプリントが生産用マスターのソリューションとなる理由です。
中間後処理ステップの排除
- 比較:標準的なSLA部品の製造では、通常、2~3回の湿式研磨( P400~P800、そしてP1200 )とクリアコートが必要となり、表面粗さは0.8µm未満になります。
- この方法では、ネイティブRa 0.4 µmは、真空鋳造マスターモデルの仕様( Ra ≤0.5 µm )を満たすのに十分です。
- 結果:シリコンゴム型に入れる直前に洗浄する以外に特別な処理が一切不要なため、後処理時間を3~5日間短縮できます。
金型に直接投入できる、または組み立てに直接投入できる
- 使用例: Ra 0.4 µmで印刷されたコネクタハウジングを、50個のシリコーンゴム部品からなる製造工程において、後処理を一切行わずにマスターパターンとして使用する。
- 節約できる点:手作業による研磨が不要。表面のシーリングも不要。そして最も重要なのは、研磨による寸法の減少がないことです。
- メリット:このポスト不要の3Dプリント技術により、 SLAプリントを製造プロセスに直接組み込む準備が整います。
屈折率整合レベリングシステムと低収縮エンジニアリング樹脂の組み合わせを適用することで、この技術は3日間の研磨作業を行うことなく、プリントプレートからすぐにRa 0.4µmの表面粗さを実現します。その代わりに、 組み立て準備完了の3Dプリントソリューションの後、真空鋳造または検証に直接進むことができます。この場合、試作品の製作から生産準備完了の製品まで、同じ期間で完了します。プリント直後の表面粗さがRa 0.4µmであるため、3~5日間の研磨作業を省略できます。マスターパターンに後処理不要のSLAソリューションを適用するには、表面仕上げレビューと生産準備完了の見積もりを依頼するために、設計を提出してください。
透明樹脂3Dプリントサービス技術のうち、光導波路の光学的な透明度を確保する技術とは?
ライトパイプやマイクロ流体デバイスには85%以上の透過率が求められますが、従来のSLA技術では過硬化による黄変や表面での光散乱のため、この要件を満たすことはできません。真の光学的透明度を実現するには、レーザー光の浸透深度、研磨プロセス、UVバリアコーティングという3つの側面を制御する必要があります。当社の光学グレード3Dプリンティング方式は、長時間のCNC加工を必要とせずに、PMMAに近い品質の部品を製造します。
| 要素 | 標準的なSLAアプローチ | 最適化されたアプローチ |
| 樹脂の選択 | 光開始剤の分散が不良な通常の樹脂配合 | 安定剤入り高性能アクリレート →透明樹脂3Dプリントサービスにおける黄変を最小限に抑える |
| 過硬化深度制御 | レーザーの浸透深さに制限なし → 0.05 mm以上の過硬化は樹脂の黄変を引き起こす | オーバーシュートを0.02mm以下に抑える → 熱破壊なし |
| 表面仕上げ | 600番の研磨剤を使用したワンショット研磨 → 曇りが15%以上残る | 9 µmから3 µm、次に1 µm、最後に0.5 µmのナノパウダー化合物を使用した4段階プロセス |
| 保護コーティング | クリアコートが存在しない、または基本的なクリアコート → 200時間の紫外線照射後に透明度が低下する | 高光沢UV耐性ラッカースプレー → 紫外線を99%以上カット |
このシステムは、改質アクリレート、制御された過硬化、ナノ研磨、およびUVクリアラッカーを使用し、 88%以上の透過率を実現します。ダイヤモンド旋削や研磨の問題を一切伴わずに、 PMMA CNC材料と全く同じライトガイドが得られます。当社の高透明度3Dプリント方式により、1回のプリントで生産品質の透明度を実現します。光学部品向け樹脂3Dプリントサービスをご注文いただければ、お客様の光学透過率基準を満たすサンプルをご提供いたします。
部品の体積と形状に基づいて、正確な樹脂3Dプリントの見積もりを算出する方法は?
SLA 注文のコストに関する驚きは、訓練を受けていない目には見えない 3 つの根本的な原因からのみ生じます。それは、サポート構造の質量、Z 軸の高さの構築時間、および内部の空洞に閉じ込められた樹脂です。これらの相互関係を考慮することで、ファイルをアップロードする前に実際の注文コストを計算できます。この正確な 3D プリントコスト計算方法は、正確な内訳を明らかにします。計算方法は次のとおりです。
体積ベースの材料消費量
基本コストは体積(cm³)の増加に伴って直線的に上昇しますが、サポート構造のコストが15%~30%加算されるため、これも考慮する必要があります。例えば、 50cm³の固体部品には、サポート材を含めて約65cm³の樹脂が必要です。樹脂3Dプリントの見積もりを依頼すると、両方の体積が提示されます。
Z軸の高さに起因するビルド時間の増加
印刷時間は、主に部品の体積ではなく高さによって決まります。高さ10mm 、体積100cm³の平らな部品は、造形に最大4時間かかる場合がありますが、同じ体積でも高さのある部品は、再コーティング工程が増えるため、12時間以上かかることもあります。樹脂3Dプリントの見積もり式には、機械の1時間あたりのコスト(通常8ドルから15ドル/時間)が考慮されているため、部品の向きを調整するだけでコストを30%削減できます。
コスト削減のための設計最適化
中空部分に1.5 mm ~ 2.0 mm の排水穴を追加することで、未硬化樹脂を排出でき、大容量部品の材料使用量を25% ~ 40%削減できます。200 cm³ の固体筐体を排水穴付きで壁厚2 mmにシェル化すると、有効容積は約 45 cm³になります。これらのガイドラインを使用することで、生産に着手する前に樹脂 3D プリントのコストを正確に計算でき、直前での予算超過を回避できます。
透明性の高い多要素比較表
見積書には、各項目が構成要素に分解されます。材料の体積(cm³ × 価格)、印刷時間(時間 × 機械料金)、およびサポート材除去時間(時間 × 人件費)です。平均的な100cm³のオブジェクトには、材料費12ドル、機械時間32ドル、サポート材除去時間8ドルが含まれ、合計52ドルとなります。費用がどこに使われているかが明確にわかるため、的を絞った設計変更が可能になります。この体積ベースの3Dプリント価格設定により、各コスト要因を完全にコントロールできます。
体積、Z軸高さ、サポート材をそれぞれ個別のコスト要因として分解することで、予算がどのように使われているかを明確に把握できます。発注前に複数の設計バリエーションを分析することも可能です。この設計最適化された3Dプリント方式により、事前のコスト管理によって見積もりと請求額が一致するため、不要な費用を25%~40%削減できます。
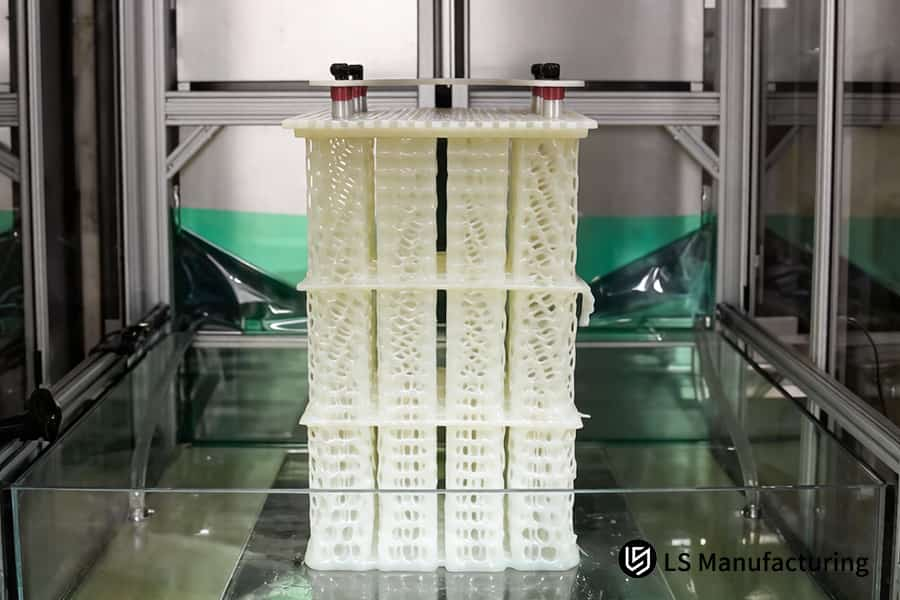
図4:作業員がSLA 3Dプリンティングサービスを使用して、白い樹脂製のジュエリー型タワーを成形している。
少量生産における最適な樹脂3Dプリントコストを決定する機械的特性とは?
1立方センチメートルあたりの価格が最も安い材料を選択すると、通常は現場で不具合が発生し、初期の節約効果はすぐに失われます。少量生産に適した材料を効率的に選択するには、引張強度、曲げ弾性率、伸び率が、部品にかかる荷重と一致することを確認する必要があります。この材料適合型3Dプリンティングのプロセスにより、樹脂3Dプリンティングのコストを最適化できます。
| 財産 | ABS樹脂のような樹脂 | PCライク樹脂 | 高剛性セラミック樹脂 | 柔軟性エラストマー樹脂 |
| 抗張力 | 35~45 MPa | 50~55 MPa | 55 MPa+ | 8~15 MPa |
| 曲げ弾性率 | 2100~2500 MPa | 2400~3000 MPa | 3500 MPa以上 | 50~200 MPa |
| 破断伸度 | 8%~15% | 5%~10% | 2%未満 | 120%~300% |
| ベストアプリ | スナップフィット、エンクロージャー | 構造ブラケット、耐荷重ハウジング | 耐熱性治具、高剛性固定具 | ガスケット、シール、振動減衰器 |
無料の DFM 分析により、部品の運用負荷が最適な樹脂タイプと一致することが保証され、必要以上に費用をかけたり、硬すぎる材料による破損のリスクを回避できます。樹脂 3D プリントの重要なコスト要因は、材料、プリントに必要な時間、プリント後のプロセス、および現場での交換の可能性です。少量生産では、このパフォーマンスベースの 3D プリントプロセスにより、最初のプリントが最後のプリントになることが保証されます。1kg あたり150 ドルのセラミックではなく、80 ドルの ABS 代替品を選択すると、 40%の節約になります。
LSマニュファクチャリング社(自動車・航空宇宙分野):カスタム高精細SLA樹脂部品の事例研究
ある著名な自動車・航空宇宙研究開発センター向けに開発された先進的な水素燃料電池バルブブロックにおいて、直径0.8mm、壁厚0.5mmの複雑な蛇行状マイクロチャネルは、樹脂の粘度が高すぎるために内部空洞が詰まり、通常の硬質樹脂では0.6MPaの空気圧シール試験で亀裂が生じるなど、従来のCNCフライス加工やデスクトップ3Dプリンターでは加工が困難でした。この具体的な事例は、独自に開発された高解像度3Dプリント手法がこれらの問題をどのように解決したかを示しています。
クライアントの課題
バルブブロックには、直径0.8mm、壁厚0.5mmの蛇行状の流路を作成する必要がありましたが、これはドリル加工では不可能であり、デスクトップ型液晶加工機では加工できませんでした。従来の硬質樹脂では流路が詰まり、0.6MPaの空気漏れ試験で微細な亀裂が発生しました。各試験には2週間と1万5000ドルの追加材料費がかかり、 20万ドルの契約違約金が発生するリスクがありました。
LSマニュファクチャリングソリューション
CADファイルを受け取ると、エンジニアリングチームは2時間以内にDFMレビューを開始しました。ソリューションでは、レーザースポット径0.07mm 、積層厚0.025mmの工業用SLAシステムを採用しました。引張強度48MPa 、伸び率20%のカスタム高強度樹脂を配合しました。各チャネルコーナーに仮想排水サポートを設け、 45°面取り後硬化プロトコルと組み合わせることで、このSLA 3Dプリントサービスは初回造形時に詰まりを一切発生させませんでした。この微細構造3Dプリント機能は、以前の試みを頓挫させていた詰まりやひび割れの問題に特に対処しました。
結果と価値
最終的なバルブブロックは、 1.0 MPaの空気圧試験で漏れゼロを達成し、当初の要求仕様を67%上回る安全マージンを確保しました。寸法公差は±0.03mmに維持され、印刷後の表面粗さはRa 0.25μmに達しました。開発サイクルは4週間から48時間に短縮され、試作品の費用を75%削減しました。この優れた3Dプリントの成果により、クライアントの水素プロジェクトは予定通り国家研究所の認証を取得し、長期的な少量生産契約につながりました。
超微細なレーザー解像度、特注の高強度樹脂、そしてDFM(設計製造性)に基づいたサポート形状を組み合わせることで、この3Dプリントケースは、不可能と思われたマイクロチャネル形状をわずか2日足らずで認証済み部品へと変貌させました。48時間という短納期と1.0MPaの漏れ防止性能は、産業用SLAソリューションがいかにミッションクリティカルなアプリケーションにおける複雑さと信頼性のトレードオフを解消できるかを示しています。
不可能と思われたマイクロチャネルを、わずか48時間で認証済み部品へと変換します。複雑な形状に対応したカスタム樹脂SLAソリューションを検証するには、設計図を提出してDFMレビューを受け、迅速な生産見積もりを入手してください。

よくある質問
1. 御社のSLA樹脂3Dプリンティングで達成可能な最も厳しい公差はどれくらいですか?
温度管理された環境下で、工業グレードのレーザースキャン技術を用いて、部品全体の公差を±0.05mm(または±0.1%)以内に維持しています。スナップフィットや位置決めボスなどの重要な局所形状については、高精度な組み立て要件に対応するため、 ±0.03mmというより厳しい公差を実現できます。
2. 少量生産のカスタム電子機器筐体に使用できるエンジニアリング樹脂材料にはどのようなものがありますか?
当社では、靭性に優れた高耐衝撃性ABSライク樹脂、ヒンジ部に適した破断伸度に優れたPPライク樹脂、 90℃までの耐熱性を備えたPCライク樹脂、寸法安定性と精密取り付け部品に適した高剛性セラミック充填樹脂など、幅広い製品を取り揃えています。
3. 3Dデザイン内のマイクロチャネルや盲穴が印刷中に詰まらないようにするには、どのような対策を講じていますか?
当社のエンジニアリングチームは、お問い合わせ段階で無料のDFM(設計製造性)レビューを実施いたします。チャネル径は0.5mm以上とし、後硬化および洗浄前に未硬化樹脂を完全に排出できるよう、目立たない場所に排水孔を戦略的に配置することを推奨いたします。
4. 精密樹脂プロトタイプのバッチ納品における品質管理と検査はどのように行っていますか?
当社はIATF 16949およびISO 9001認証取得済みの品質システムに基づいて事業を運営しています。すべての完成部品は、自動CMMまたは3Dレーザースキャンによる寸法検証を受け、精度、熱変形温度、表面硬度値を詳細に記載した包括的な検査報告書を提供します。
5. 透明樹脂プリントは、時間の経過とともに黄ばんだり曇ったりしますか?
いいえ。当社では、独自の耐紫外線性改質透明樹脂を使用しています。印刷後、部品は4段階の精密研磨工程を経て、特殊な耐候性透明ニスでコーティングされます。これにより、 88%以上の安定した光透過率と、黄変や曇りに対する長期的な耐性が保証されます。
6. 私のデザインファイルは、知的財産(IP)に関して厳重に機密保持され、保護されますか?
機密保持は当社の最優先事項です。当社は堅牢なハードウェアベースのネットワーク分離と従業員データの追跡プロトコルを採用しており、お客様から3D図面を受領次第、法的拘束力のある秘密保持契約(NDA)に直ちに署名する用意があります。
7. 図面の提出と見積もりの受領から製品の最終納品まで、どのくらいの時間がかかりますか?
通常、図面を受け取ってから2時間以内に見積もりと製造性設計(DFM)分析をご提供いたします。標準的な精密プロトタイプは24~48時間以内に製作・後硬化処理が完了し、DHLまたはFedExによる世界各国への配送は最短3日で可能です。
8. 御社の工業用高精度樹脂3Dプリントサービスには、最小注文数量(MOQ)はありますか?
当社では最低発注数量(MOQ)は一切設けておりません。コンセプト検証のための試作品1点から、最大5,000個の最終製品部品のカスタム生産まで、LS Manufacturingはあらゆる規模のご注文に対し、常に最高水準の専門的な技術サポートと品質保証を提供いたします。
まとめ
高精度樹脂3Dプリントサービスを選ぶということは、材料力学、スキャンパス最適化、そして厳格な後硬化処理を理解している長期的なエンジニアリングパートナーを見つけることを意味します。LS Manufacturingは、工業用SLAと包括的なDFMレビューを通じて、ミクロンレベルの精度(±0.05mm)、応力のないクリープ耐性、そして優れた表面仕上げ(Ra 0.1~0.4μm)を実現します。当社は、プロトタイプ作成から少量生産まで、高付加価値のB2Bクライアントにサービスを提供し、透明性の高い価格設定とISO/IATF認証によって信頼関係を築いています。
設計を現実のものにして、決定的な技術的優位性を獲得しましょう。3Dモデルは準備済みですか?クリックしてカスタム見積もりと無料のDFM評価をご依頼ください。当社のシニアエンジニアが、複数材料の比較、ライフサイクルコストの見積もり、製造性の最適化などを含む包括的なレポートを2時間以内にご提供いたします。制約にビジョンを阻まれることなく、今すぐLS Manufacturingとパートナーシップを組みましょう。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。 
