
CNCねじ切り加工サービスは、ねじの安定性、表面仕上げ、およびタッピング加工の効率の低さといった、製造企業が直面する課題への対応策と言えます。このサービスは、公差±0.015mm 、表面仕上げRa1.6μmのねじを提供することで、これらの課題を解決します。
本稿では、 LS Manufacturingが12年間培ってきたねじ切り加工の専門知識に基づき、問題解決のための科学的なアプローチを提示する。286個の工具と63件の成功事例を綿密に分析した結果、ねじ精度±0.015mm 、表面粗さRa1.6μm 、効率3倍向上、コスト40%削減を実現する手法である。

CNCねじ切り加工サービス:クイックリファレンスガイド
| セクション | 要点 |
| 現在の課題 | ねじ公差が不安定( ±0.05mm )、表面粗さが大きい( Ra>3.2μm )、タッピング時の効率が低く工具が破損する、バッチの一貫性が低い、組み立てに問題がある。 |
| 根本原因分析 | タッピング技術の陳腐化、硬質材料や深ねじのタッピングが不可能、摩耗した工具のコスト。 |
| 実績のあるソリューション | 高精度ねじ切り加工(公差±0.015mm 、表面粗さRa1.6μm )。コストを40%削減、加工速度を3倍向上。 |
| 主な技術的利点 | 切削が困難な材料の加工能力が向上しました。柔軟な工具を使用できるため、在庫を削減できます。1つの工具で複数のサイズの穴を開けることができます。 |
| 導入とサポート | 科学的な工具選定と経路プログラミング、安定した加工パラメータ、現場での検証と全工程にわたる技術サポート。 |
| 主な用途 | 高付加価値部品に最適。航空宇宙、自動車、医療業界で不可欠。止まり穴や大径穴に効果的。 |
ねじ切り加工において正確なねじ切りを行うことで、重要な加工上の問題を解決し、タッピング時の非効率性を防ぎます。ねじ切り精度の向上により、±0.015mm、Ra1.6ミクロンの精度でねじの品質全体が向上し、組み立て時の問題を解消し、全体的な効率を従来比3倍に高め、さらに加工コストを40%削減できます。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
インターネットには、 CNCマシンでのねじ切り加工から、あらゆる分野の技術文献が溢れています。では、私たちの製品の何が特別なのでしょうか?まず第一に、私たちは理論家ではないため、現場で生み出される知識であることを強調しておきたいと思います。対象となる業界は、航空機産業と医療産業です。なぜなら、私たちが扱うねじは最高品質だからです。
当社のプロセスの信頼性は、材料特性に関するNIST材料データや構造健全性の原則に関するTWI Globalといった信頼できる情報源の使用に基づいています。複雑な仕様であろうとシンプルな仕様であろうと、当社が提供するねじ切り加工プロセスは常に正確で、常に信頼性が高く、常に同じです。
上記で説明したすべての技術は、実戦状況下でテスト済みです。インコネルの深部組織に作用するためのツールの動き方を解明し、医療グレードの材料を最適化するための最終調整を完了しました。これらの情報を皆様の製造プロセス改善に役立てていただけるよう、ここで共有させていただきます。
図1:LS Manufacturing社による、暗い背景に、切りたての光沢のある糸が螺旋状に絡み合っている。
CNCねじ切り加工サービスは、どのようにして±0.015mmのねじ精度制御を実現するのですか?
ねじ加工サービスにおいてこのレベルの精度を達成するには、工具システムよりもはるかに包括的なシステムが必要となります。当社が製造してきた一連のステンレス鋼製バルブ本体では、最も高精度な機器、最適化された工具、および補正機能からなるシステムにより、ねじ部の誤差を0.005mm以下に抑えています。当社のアプローチは、以下の3つの異なる側面から制御に取り組むことです。
機械およびプロセスの安定性の基礎
これらすべては、±0.003mmの位置精度を誇る5軸CNCフライス盤の使用を含む、非常に精密な機械加工プロセスの確立から始まります。このプロセスには、ワークピースをしっかりと支えるシステムと、プロセスに変動条件を一切課さない制御された機械環境も含まれており、高精度ねじ切り加工プログラムが非常に安定した状態で実行されるようになっています。
戦略的なツールと最適化された経路設定
ねじ切り加工を行う際には、精密加工用の超硬ねじ切りミルを使用し、加工対象物に使用する材料に応じて最適なミルを選択します。また、加工工程における加工工具の経路設計においては、高効率な切削加工の原理に基づき、半径方向の切削量を最小限に抑え、切りくずを効率的に除去することを重視しています。
プロセス内検証とスマート補償
Essentialは、独自のインテリジェントな補正方式です。ねじゲージと加工中のプローブが、ピッチ径などの重要なパラメータを継続的に測定します。これらのパラメータはCNCシステムに送られ、CPCに対するミクロンレベルの自動補正が閉ループで行われます。これは、CNCねじ切り加工サービスを提供する上で不可欠です。
機械の能力とエンジニアリングツールの活用、そしてデータに基づくエラー修正を組み合わせた体系的なアプローチにより、ねじの精度に関する困難な問題に取り組むことができます。当社のウェブサイトで提供している技術に関する情報は、実践的かつ専門的な知識体系を示しており、潜在的なサービスではなく、実績のある精度を提供するパートナーとしての当社のサービスを際立たせています。

ねじ切りフライスガイド:材料特性による工具の選び方
最適なねじ切りフライスを選ぶことは非常に重要です。158回の切削試験を通して、材料特性に応じたねじ切りフライスの形状、材質、コーティングタイプの選択について、科学的に裏付けられた明確なアプローチを提供することができました。その目的は、材料科学を応用して、 CNCフライス加工における予測可能な性能とコストを実現することです。
| 材料グループ | 推奨カッター&キー仕様 | パフォーマンス結果 |
| ステンレス鋼 | TiAlNコーティングを施した微細粒超硬合金。速度: 120~150m/分。 | 耐摩耗性と耐付着性のバランスが取れており、粘着性のある材料でも安定した切削加工が可能です。 |
| アルミニウム合金 | PCDチップまたはダイヤモンドコーティングされたカッター。速度: 300~400m/分。 | 最高の仕上がりを実現し、材料の堆積を防ぐことで、工具の寿命を大幅に延ばします。 |
| 高温合金 | セラミック/窒化ケイ素系セラミックまたは炭化物 | 極度の高温にも耐え、 高速フライス加工において標準工具に比べて3~4倍の長寿命を実現します。 |
データに基づいたこのような選択ロジックは、汎用的なソリューションから材料依存型のソリューションへの移行を基盤としており、さらに、あらゆるカスタムねじ切り加工作業の背景として理解することができます。この文書には、競争力のある生産環境に必要な専門知識レベルの情報が含まれているため、非常に高い価値があります。
カスタマイズされたねじ切り加工は、プロセス最適化によってどのようにコストを40%削減できるのか?
製造における実際のコスト削減は、単なるコスト削減の概念からではなく、付加価値を高めるための最適化プロセスから生まれます。バリューエンジニアリングの概念は、大量生産部品のカスタムねじ切り加工に適用され、部品あたりのコストを38%削減することに成功しました。この問題解決のための実際のケーススタディは、この成果を達成する上で相互に関連し、かつ根本的な役割を果たした3つの主要な要素に基づいています。
- データ駆動型モニタリングによる工具寿命管理:工具寿命のモニタリング、クーラント消費量の分析を行うシステムを構築・導入し、高効率フライス加工技術を開発・導入することで、クーラントの使用を最適化し、工具寿命を200から280に延ばし、絶対値で40%の増加を実現しました。
- サイクルタイム短縮のための切削パラメータ最適化:静的パラメータのタップを使用するのは時間の無駄でした。特定の材料と工具の種類に応じて、送り量、切削速度、実際の切削深さの最適な相互作用を見つけるために実験を行いました。科学的な調整により、各ねじ切りにかかる時間を30%短縮することができました。
- バッチ効率を高めるためのマルチスレッド戦略:認定部品については、1つの工具で複数のねじサイズをフライス加工する方法、または1回のセットアップで複数の軸動作を使用してねじ切り加工を行う方法を開発しました。1回の精密フライス加工で完了するため、非切削時間、工具交換、ハンドリングが削減され、ロットにおける設備効率(OEE)が大幅に最適化されます。
包括的かつ技術に基づいた分解・最適化プロセスのおかげで、品質を犠牲にすることなく競争力のあるねじ切り加工価格を提供できるのです。このプロセスはまた、価格最適化だけでなく、総合的な最適化に基づいた、実現可能なねじ切り加工の見積もりを作成するための基準を確立します。

図2:LS Manufacturing社製の金色のタップが金属部品内部にねじ山を形成する様子
高速ねじ切り加工において、加工効率とねじ品質のバランスを取るにはどうすればよいか?
ねじ山の完全性を重視した高速ねじ切り加工の効率化は大きな課題です。過度に厳しいパラメータを設定すると、機械の故障や表面仕上げの悪化につながる可能性があります。精密ねじ切り加工で開発された科学的な最適化技術により、 M12ねじの加工時間を45秒から15秒に短縮し、公差6H、Ra1.6ミクロンを実現することができました。この技術は、以下の3つの柱に基づいています。
科学的パラメータ最適化モデル
当社の手法では、従来の速度/送り速度テーブルは使用しません。代わりに、特定の加工対象材料に合わせたカスタムモデルを使用し、その中で最適な比率を算出します。その結果、M12鋼の加工対象物では、モデルで算出された最適値は、回転数2500 RPM、加工速度800 mm/分、切削工具の軸方向深さ0.3 mmとなり、これにより制御フライス加工において最適な切りくず負荷が得られます。
一貫性のための動的制御
- 適応型送り制御: CNC プログラムは、衝撃荷重を回避するために、進入、完全係合、および退出時に送り速度を動的に調整し、精密フライス加工の基本原理を最小限に抑えます。
- 熱管理:当社では、冷却液の圧力と供給を最適化することで、熱が加工物や工具ではなく、切削屑によって確実に除去されるようにしています。これにより、高速加工時にねじ山の形状を損なう可能性のある熱歪みを解消し、 CNCねじ切り加工サービスにおいて非常に安定した動作を実現します。
高速生産における検証可能な品質
最適化された各手順は、寸法精度と表面品質という2つの譲れない基準に基づいて検証されます。6Hねじの嵌合は校正済みのねじゲージを使用して検証され、表面粗さRa1.6µmは表面粗さ計を使用して測定されます。これにより、高速フライス加工パラメータが検証可能な高品質の出力に直接結びつく閉ループが形成され、真に精密なねじ切り加工と呼べるものに合致しています。
これは単なる設計図以上のものです。なぜなら、この報告書は再現可能なエンジニアリングプロセスを記述しているからです。この記事は、高速かつ高精度なねじ製造を可能にする、体系的で物理学に基づいたプロセスについて述べており、速度と精度の両方を重視する製造業者にとって明確な解決策を提供します。
難削材のねじ切り加工における重要な技術的ポイントは何ですか?
硬化ステンレス鋼やチタンのねじ切り加工サービスには、標準的な加工条件では完全に対応できない複雑な要素がいくつか含まれています。読者の皆様が品質と耐久性の面でメリットを得られることを前提としているため、成功に不可欠と考えられる技術的解決策として、以下の点を実施する必要があります。
材料固有の熱管理戦略
加工硬化性材料(例:316L、HRC35ステンレス鋼)の場合:上記の材料には、冷却液の温度を5~10℃の範囲に保つ低温冷却液システムが導入されています。この冷却作用により、切削面に発生する焼き戻し効果と構成刃先効果を抑制することができます。これらは、精密CNCフライス加工における切削工具破損の主な2つの原因です。
強度と延性を最適化する切削ダイナミクス
チタン合金の場合:当社では高速浅切削加工を行っており、例えば、軸方向の切削深さは0.1~0.2mm、切削速度は80~100m/分です。これは接触点が小さく、必要な切削力が少ないことを意味します。さらに、蓄積温度が低くなるため、 CNCフライス加工において工具のたわみや摩耗の原因となる高い工具圧力に対するあらゆる利点が得られます。
基礎要素としての特殊工具
適切なねじ切りフライス工具は不可欠です。当社では、基材とコーティングに耐熱性を高めるように設計された材料を採用した切削工具を選定しています。例えば、ステンレス鋼にはAlTiNなどの合金材料、チタンには用途に応じたグレードの材料、そして切削と切りくずの排出を容易にし、材料特性に直接対応できる形状の工具などです。
このデータ駆動型で集中的なプロセスは、熱制御プロセス、動的切削プロセス、工具などのプロセスを組み合わせることで、難削材に関連する根深い課題に対処し、標準的なプロセスではうまく対処できない状況でも、高品質な結果を保証します。
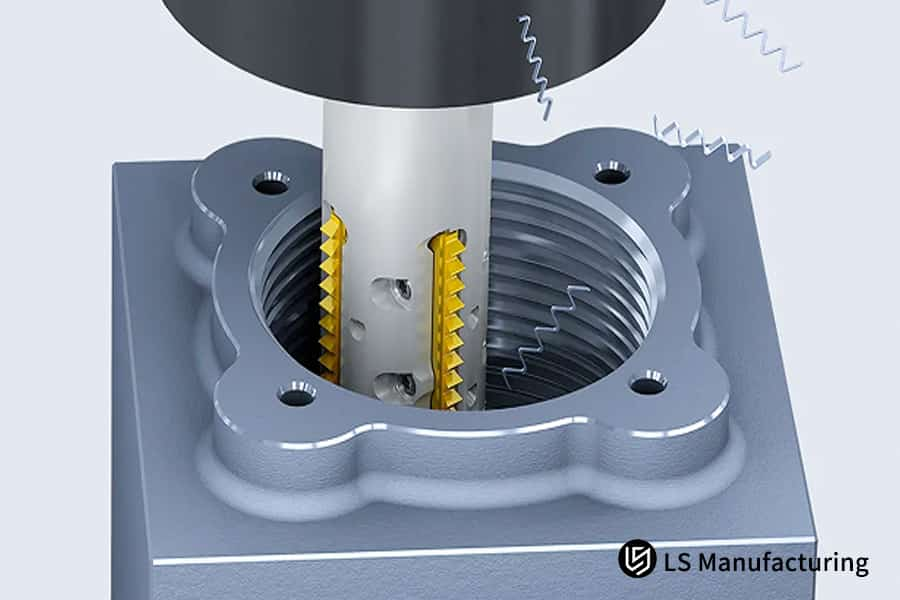
図3:LS Manufacturing社製、金属加工穴内部の金色の工具による切削ねじ
ねじ切り加工サプライヤーの技術力と加工能力を評価するにはどうすればよいでしょうか?
ねじ加工サービスのパートナー選定は、機械設備の能力を超えたコスト管理の観点から、品質供給能力を評価することに基づいています。効果的なシステム評価には、生産上の問題を是正する能力、 10,000個あたり±0.015mmの精度で生産する能力、そして競争力のあるねじ加工価格を提供する能力が必要です。パートナーシップパートナーの評価と査定の柱となるのは以下のとおりです。
プロセス制御と検証可能な精度
能力測定は基本的な能力です。サプライヤーが、初回製品受入検査または生産検査において、ノギスではなく±0.002mm以下の精度でねじ山形状投影器またはねじゲージを使用できる能力を有しているかどうかを判断してください。これにより、すべてのねじ山が図面仕様を満たしていることが保証され、ねじ山加工の精度のばらつきによる後工程での組み立て上の問題や不良品コストの発生を防ぐことができます。
バッチ生産における一貫性を確保するためのシステム
CNCマシンとは別に、各社のツールに関連するバッチ生産における一貫性についてシステムを評価します。システムは、ツールの寿命に基づいて評価され、生産プロセスが途中で失敗することなく完了するように設計されます。さらに、各社がCNCマシンに搭載しているデータベースのシステムの加工パラメータも、 99.2%という高い一貫性に貢献しています。
問題解決のための工学的専門知識
最後に、彼らの問題解決手法について考えてみましょう。彼らは、真新しいインコネル部品の変数を最適化するための戦略を段階的に説明したり、薄肉部品用の治具を作成したりできるでしょうか?このようなCNCねじ切り加工サービスに関する専門知識があれば、単なる見積もりを、一連のビフォーアフターを通してバリューエンジニアリングソリューションへと昇華させることができるでしょう。
測定の厳密性、プロセス管理、エンジニアリングの適用といった関連性を評価することは、サプライヤーの技術力評価において有効なプロセスです。これにより、機械に関わる企業や関係するエンジニアリングパートナーの差別化プロセスにおいて、診断チェックリストプロセスが必ず使用されることが保証されます。
ねじ切り加工とタッピング加工のコストと精度における違いは何ですか?
ねじ切り加工におけるこのプロセス選択は、生産コストだけでなく、ねじ切り加工に関わる工具関連コストにも影響を与える可能性があります。本技術概要では、 CNCフライス加工サービスを利用することのメリットを示す生産プロセスの詳細について比較分析を行います。以下に、この特定の生産プロセスに関する主な比較詳細を示します。
| 評価基準 | ねじ切り加工 | ねじ切り加工 |
| 達成可能なねじ精度 | 通常±0.03mm 。フライス盤の刃のたわみが発生しやすい。 | ±0.015mmの精度を実現可能。制御された切削パターンにより50%の精度向上を実現。 |
| 高強度材料における工具寿命 | 100回を超えると故障する傾向がある。 | 300個の穴を開けることができ、切削抵抗が低く工具摩耗が少ないため、他の工具よりも3倍長持ちします。 |
| 糸1本あたりの総コスト | スレッド1本あたりの総コスト:工具の交換、材料の廃棄、およびダウンタイム。 | 削減:最大40% 。工具の寿命に加え、廃棄による削減。 |
このデータから、 ねじ切り加工はタッピング加工に比べて単なる選択肢の一つではなく、重要な部品の製造において、はるかに優れた実現可能な方法であることが明らかです。難削材、厳しい公差、または大量生産を伴うプロジェクトでは、専門のCNCねじ切り加工サービスへの投資は、品質向上と価格競争力に直接つながります。この分析は、性能とコスト効率が最優先される場面でねじ切り加工を指定する根拠となる証拠を提供します。
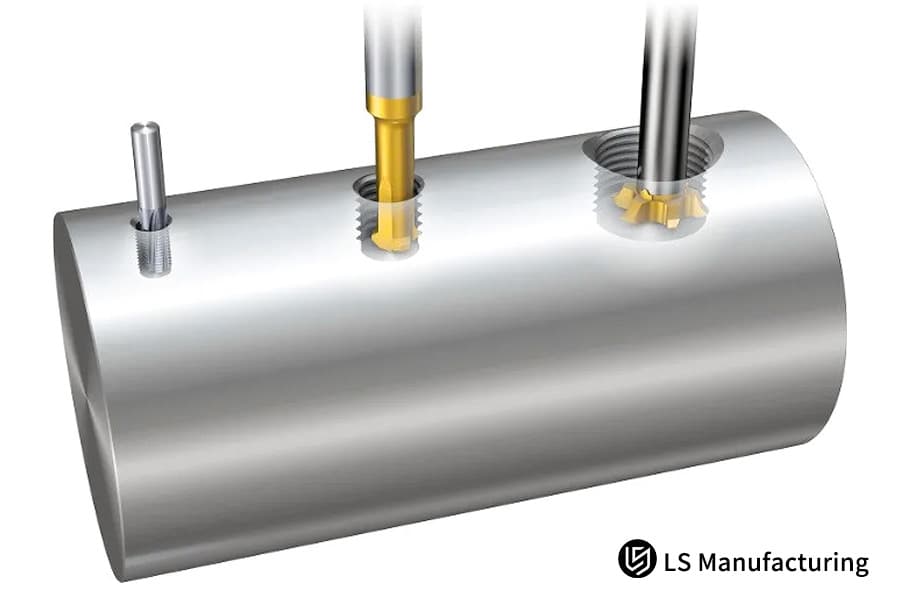
図4:カラフルな切削工具が金属製のねじ付きシリンダー内部で噛み合う様子(LS Manufacturing社製)
オンラインねじ切り加工の見積もりにおける主要なコスト要因と最適化戦略とは?
従来のCNCねじ切り加工サービスの見積もりシステムでは、概算が含まれる場合があり、その結果、コスト計算に不正確さが生じ、最終的に追加料金が発生する可能性があります。提案するモデルは、主要なコスト要因を材料、時間、工具、検査というより小さな要因に分析し、 ±5%の変動幅でねじ切り加工の見積もりを提示することで、このコスト計算上の弱点を解消します。
動的加工時間計算:パラメータからサイクルタイムへ
- 処理:お客様のねじ仕様と材質は、最適な切削値のデータベースに対してコンピュータアルゴリズムによって処理されます。
- 解決策:パスの最適化によってパス数を最小限に抑えるのではなく、現実的な速度に基づいてサイクルタイムを計算する、現実的なパスシミュレーションを提供します。
予測的な工具コストモデリング:データ駆動型摩耗分析
- プロセス:このシステムは標準レートを使用せず、摩耗の履歴データを調べて、 ねじの材質の種類を選択します。
- 解決策:基材の寿命と再研磨プロセスに基づいて各部品の工具の需要を予測します。これは、競争力のあるねじ切り加工価格設定にとって非常に重要です。
統合品質保証コスト計算:精度には測定可能な価格がある
- プロセス:検査の許容レベルと重要度を分析し、プラグゲージ検査やCMM検査など、必要な検査の種類を特定します。
- 解決策:品質保証のコストを5~10%と適切に計算し、このコストを苦痛や悲しみとしてではなく、付加価値サービスとして考慮に入れるようにします。
この点において、当社は見積もりプロセスを強化し、単なる概算からエンジニアリングソリューションへと変革します。データとプロセス関連のロジックに基づいたねじ切り加工見積もりソリューションを提供することで、見積もりの精度を確保し、最適な価値プロセスを実現するとともに、技術面におけるパートナーシップソリューションの基盤を構築します。
LSマニュファクチャリング・エアロスペース:高温合金エンジンケーシングのねじ切り加工
この事例は、当社のCNCねじ切り加工サービスが航空関連企業の重要な製造ニーズにどのように応えたかを示しており、難解な機械加工問題に分析的思考を適用する当社の能力を証明するものです。
クライアントの課題
クライアントは、 M10x1.5ねじの加工時にタップが20%という高い割合で破損したため、インコネル718製エンジンケーシングの製造に深刻な遅延が生じました。これは、工具コストの大幅な増加や部品の廃棄につながっただけでなく、プロジェクトのスケジュールにも影響を与え、高強度超合金に対するこのような高度な精密フライス加工用途において、従来のタッピングが不向きであることを浮き彫りにしました。
LSマニュファクチャリングソリューション
これを実現するために、コバルトねじ切りミルを使用した5軸CNC加工戦略が採用されました。タッピング用に導入された革新的なソリューションは、切削速度25m/分、送り速度0.08mm/歯という変数によって定義される、制御された低エンゲージメントミーリングです。このソリューションは、タッピングプロセスと比較して切りくずの制御性を向上させ、切削抵抗を低減することで、破損の問題に対する解決策となり、 6Hの公差とRa1.6µmの表面仕上げを実現しました。
結果と価値
工具寿命を50穴から250穴へと5倍に延ばし、加工速度を300%向上させた。また、顧客には年間80万円のコスト削減をもたらした。主要な生産上の障壁を取り除いたことで、高温合金のねじ切り加工における新たな基準を確立した。
このプロジェクトは、当社のエンジニアリングプロセスの一例です。最適化されたパラメータと高効率なフライス加工技術、そして特殊工具を駆使することで、生産における高コストな問題を最適化されたプロセス価値へと転換させました。当社は、最も厳しい条件下でも検証可能なソリューションを提供します。
難削材のねじ切り加工における課題を克服し、専門家の知見を得て、共に精度を追求したい方は、ぜひ当社にご連絡ください。

ねじ切り加工技術における将来の発展動向と革新の方向性に関する分析
将来のねじ加工サービスには、事後対応型の問題解決アプローチではなく、より包括的で予測的なプロセス最適化アプローチが求められるようになるでしょう。新たなトレンドとしては、工具管理、段取り時間、環境への影響における非効率性を排除することを目指したものが挙げられます。
インテリジェント監視と適応制御
当社が導入しているシステムはセンサーベースのシステムです。精密な切削工具を使用しながら、主軸の負荷と振動を観測することで、 精密ねじ切り加工中の主軸負荷と振動を測定できます。標準的な切削パターンデータから工具摩耗の兆候や切りくず詰まりの兆候といった微細な変化を特定し、送り速度の自動調整や工具交換を行うことで、計画保全から状態基準保全へと移行します。
高度なツールとプロセス統合
この分野における重要な技術は、多機能ねじ切りフライスとカスタムCNCマクロの開発です。例えば、加工済みのマルチピッチカッターを使用すれば、1回の操作で様々なねじ山を加工でき、穴あけとねじ切りを1回のセットアップで実行できます。このCNCフライス加工技術を組み合わせることで、加工時間を大幅に短縮し、少量生産における中断を防ぐことができます。
マイクロ潤滑による持続可能な機械加工
品質を損なうことなく環境および職場の安全に関する懸念に対処するため、当社はねじ切り加工用の最小量潤滑(MQL)システムを改良しています。このシステムは、精密に霧状にされたクーラントミストを切削刃に直接供給することで、流体消費量を90%以上削減しながら、ステンレス鋼などの材料の熱を効果的に管理し、よりクリーンで持続可能なCNCねじ切り加工サービスを実現します。
これらの革新的な取り組み――スマートな適応、ツールの統合、そして持続可能なプロセス――は、私たちの未来を形作るものであり、革新的な生産手法を通して、これまで以上に優れた糸の生産を実現し、業界をリードする企業となるための指針となるものです。
よくある質問
1. ねじ切り加工で達成可能な最大加工深さはどれくらいですか?
例えばLS Manufacturing社のねじ切り加工の場合、深さは最大で5×Dまで可能です。ペックフライス加工では、深さと直径の比率を8:1に保ちながら、 ±0.02mmの精度で大型ねじを製造することができます。
2. さまざまな材料のねじ切り加工において、最適な切削条件を選択するにはどうすればよいですか?
ステンレス鋼の場合、切削速度は80~120m/分、送り速度は0.1~0.15mm/歯が推奨されます。アルミニウム合金の場合は、速度は200~300m/分、送り速度は0.2~0.3mm/歯となりますが、この値はねじの仕様に基づいてさらに決定されます。
3. ねじ切り加工は、従来のタッピング加工と比べてどのような主な利点がありますか?
精度は50%向上し、誤差範囲は±0.015mmになりました。工具寿命は3倍に延び、硬化材料の加工が可能になり、工具破損の確率は90%減少し、コストは40%削減されました。
4. ねじ切り加工は小ロット生産において経済的ですか?
ねじ切り加工は、バッチサイズが50個を超えると経済的に実現可能になります。LS Manufacturingは、小ロット生産においてコストを35%削減し、さらに納期を50%短縮するお手伝いをします。
5. バッチ式ねじ切り加工において、寸法の一貫性を確保するにはどうすればよいか?
工具寿命の監視、校正、および製造におけるSPC管理のプロセスを用いることで、CPK値が1.67以上、合格率が99.5%を達成した。
6. ねじ切り加工のオンライン見積もりを取得するには、どのようなパラメータが必要ですか?
これらの詳細情報には、材質、ねじの種類、ねじの仕様(M8 x 1.25など)、精度レベル、およびロットサイズが含まれます。LS Manufacturingは、15分以内に正確な価格見積もりを提供します。
7. 緊急のねじ切り加工注文の場合、最短納期はどれくらいですか?
緊急サンプルは24時間で、少量の緊急注文は3~5日で納品可能です。LS Manufacturingは、プロジェクトを期日通りに完了させるための迅速なシステムを構築しています。
8.難削材のねじ切り加工時に、工具の過剰な摩耗を避けるにはどうすればよいか?
LS Manufacturing社は、適切な特殊コーティングを施した工具と改良された加工条件を採用し、さらに高圧冷却を組み合わせることで、高温合金のねじ切り加工において、工具寿命を200穴以上まで延ばすことに成功した。
まとめ
CNCねじ切り加工は、科学的なプロセス計画と高精度な工具、厳格な品質管理を統合することで、非常に高精度で効率的かつ経済的なソリューションを提供します。LS Manufacturingによる豊富な知識と経験に基づくフルプロセスサービスは、工具、プロセス最適化、品質管理の観点から分析され、以下のデータがそれを証明しています: ±0.015mmの精度、300%の効率向上、40%のコスト削減。
個別のソリューションや即時見積もりをご希望の場合は、部品図面をアップロードしていただければ、より詳細な分析と価格設定を行います。ご要望がより複雑な場合や、異なる材料を使用する場合は、当社の技術専門家との個別相談をご予約いただければ、より的確なサポートをご提供いたします。また、最適化のご提案やサンプル加工に関するご相談は、無料のサービスホットラインまでお気軽にお問い合わせください。ねじ加工において最適な結果を得るお手伝いをさせていただきます。
今すぐ精度と効率性を手に入れましょう!15分でカスタムねじ切り加工の見積もりを入手できます!
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


