
Les services de fraisage CNC de précision sont essentiels pour résoudre les déformations et les vibrations critiques des outils, en particulier lorsqu'il s'agit de décider entre une mèche conique et une mèche à selle pour les projets OEM à haute tolérance. Pour les responsables des achats, le défi consiste à maintenir les spécifications d'alésage sur les pièces à paroi mince où une mauvaise sélection d'outils peut augmenter les taux de rebut de 30 %.
Chez LS Manufacturing, nous allons au-delà du remplacement d'outils en intégrant une analyse DFM avancée pour évaluer si un foret conique ou un foret à selle est optimal pour votre géométrie spécifique. Cette approche basée sur l'ingénierie élimine les bavardages et les inexactitudes, garantissant ainsi que votre fabrication est à la fois évolutive et rentable.
Ce guide s'appuie sur plus de 15 années d'expérience pour vous aider à optimiser la stabilité des processus grâce à des services de fraisage CNC de précision experts. En maîtrisant l'application des technologies de forets coniques et de forets à selle, nous obtenons un rendement au premier passage de 99,8 % , transformant les obstacles de fabrication complexes en résultats de production fiables.

Fraisage CNC de précision : embout conique VS embout à selle - Référence rapide
| Fonctionnalité | Mèche conique | Mors de selle |
| Géométrie primaire | Une mèche conique utilise un profil de coupe en forme de cône allongé. | Implique un design en forme de selle plus plat pour la coupe. |
| Application clé | Idéal pour les angles d'usinage, les cônes et les poches complexes. | S'adapte à l'usinage du fond plat et des parois latérales à 90 degrés. |
| Rigidité et déflexion | L'outil conique peut devenir moins rigide et sujet à la déviation lors de la coupe profonde dans le matériau. | Offre généralement plus de rigidité et est mieux utilisé dans les Applications de fraisage CNC. |
| Nos critères de sélection | Les embouts effilés préférés incluent les moules, les noyaux et la fabrication de matrices. | Convient à l'usinage de fentes, de rebords et de caractéristiques nécessitant des angles aigus. |
| Résultat : précision réalisable | Parfait pour usiner des angles tout en garantissant une finition de surface précise pour les formes coniques. | Idéal pour usiner des murs perpendiculaires avec une haute précision. |
| Résultat : état de surface et efficacité | Élimine toute exigence d'EDM ou de finition manuelle pour la création de brouillons. | Temps de cycle et finition rapides pour l'usinage de fentes d'alimentation et à grande vitesse. |
Nous résolvons le problème du choix d'outils approprié pour le fraisage d'articles de haute précision avec un profil complexe. En tant qu'experts dans le domaine du choix des embouts coniques ou à selle, nous garantissons la meilleure géométrie, précision et finition des Pièces de fraisage CNC. Cela conduit à un processus de fraisage efficace, à un nombre réduit de travaux secondaires et à la production d'articles de la plus haute qualité, y compris des moules à injection et des détails aérospatiaux.
Pourquoi faire confiance à ce guide ? Expérience pratique des experts en fabrication LS
Avec une multitude de publications dédiées aux outils d'usinage disponibles en ligne, qu'est-ce qui fait que la nôtre mérite votre attention ? Contrairement à de nombreux autres articles sur ce sujet, nous venons d’un milieu pratique. Notre équipe chez LS Manufacturing possède plus de quinze ans d'expérience dans la fourniture de services de fraisage CNC de précision. Travailler sur des alliages difficiles aux formes complexes dans les domaines aérospatial et médical signifie mettre à l'épreuve les connaissances concernant la bonne utilisation d'outils tels que les embouts coniques ou à selle.
Chaque pièce haute tolérance présente une leçon unique. Grâce à notre expérience, nous avons déterminé quel outil produit le moins de déviation lors du travail avec de l'Inconel 718 à paroi mince, comment modifier les vitesses d'avance pour produire une finition de trou impeccable lors de l'usinage du titane et comment maintenir le rendement du premier passage à 99,8 %. Les leçons sur les techniques d'usinage et les meilleures façons de travailler avec des matériaux basées sur les normes SAE International ne proviennent pas de livres mais de nombreuses séries de découpe, de refroidissement et d'inspection.
L'expérience des processus d'usinage intégrant un fraisage à haute tolérance combine le contrôle des processus et l'innovation technologique. L'ingénierie des procédés est guidée par les normes industrielles en matière d'automatisation de précision définies par la Robotic Industries Association. Plutôt que de choisir un seul outil, nous concevons un processus de coupe optimisé qui équilibre vitesse de coupe et stabilité pour garantir le fonctionnement parfait des pièces les plus complexes dans n'importe quelle application.

Figure 1 : Utilisation de forets coniques dans services de fraisage CNC de précision pour éliminer déflexion dans les composants aérospatiaux à parois minces.
Pourquoi LS Manufacturing est-il le premier partenaire pour les services de fraisage CNC de précision en 2026 ?
D'ici 2026, la réalisation d'une cohérence au niveau du micron dans la production de masse implique de résoudre les problèmes associés à la dérive thermique et à l'accumulation d'erreurs. La solution proposée par LS Manufacturing consiste à combiner un système de surveillance de précision entièrement en boucle fermée avec des broches servocommandées et un contrôle de l'équilibre thermique. Il garantit la stabilité dimensionnelle tout au long des opérations 24 heures, minimisant ainsi directement le temps consacré aux configurations et maintenant le rendement supérieur à 99,8 % :
Compensation des erreurs thermiques en temps réel via un contrôle en boucle fermée complète
La précision des codeurs linéaires utilisés est extrêmement élevée, car ils sont positionnés sur les axes de la machine sans être influencés par les imprécisions générées par la dilatation thermique des vis à billes. De plus, le système d’intelligence artificielle prédit les changements potentiels de température et apporte les corrections appropriées aux positions des axes. Par conséquent, il fait partie intégrante de nos services de fraisage CNC de précision qui nous permettent d'effectuer un fraisage CNC de prototypes fiable en éliminant les écarts possibles à un stade précoce.
Synchronisation de broche servocommandée avec gestion thermique active
Chaque broche contient plusieurs capteurs de température et une unité de refroidissement par eau. Un contrôleur spécial ajuste le débit du liquide de refroidissement en fonction des données de température reçues en temps réel, maintenant ainsi le boîtier de la broche dans une plage de ±0,5°C. En même temps, les servomoteurs coordonnent la vitesse d'accélération/décélération des broches et des axes. Ce processus, développé par LS Manufacturing, est essentiel pour le fraisage CNC en titane où les propriétés des matériaux remettent en question la consistance de la qualité.
Contrôle intelligent des processus pour une assurance qualité prédictive
En plus de contrôler la machine, le logiciel peut examiner les modèles en termes de usure des outils, de matériaux de lot et de données précédentes. Il suggère la vitesse et la trajectoire parfaites pour chaque tâche en fonction des conditions existantes. Les paramètres importants sont ensuite vérifiés via un sondage en cours de processus. Cet algorithme prédictif constitue la base de nos services de fraisage CNC de pointe, garantissant une fabrication fiable dans le fraisage CNC à grand volume.
Intégration numérique éliminant l'accumulation d'erreurs cumulatives
Dans le cas de l'analyse DFM, de l'usinage et même des tests de contrôle qualité, les processus sont intégrés par des moyens numériques. Les propriétés thermiques de la machine utilisée sont prises en compte lors du développement du logiciel de FAO, tandis que les commentaires collectés grâce à la surveillance en temps réel sont utiles pour les futures tâches d'usinage. Il n’y aura pas d’accumulation d’erreurs grâce à cette intégration numérique. C'est ce qui rend LS Manufacturing unique.
Ce document présentera des informations supplémentaires sur la technologie derrière notre stratégie de positionnement concurrentiel. Nos produits ciblent les causes sous-jacentes de la précision réduite, notamment la dérive thermique, l'hystérésis mécanique et les écarts de production grâce à des stratégies de prévision matérielles et logicielles totales. La technologie est au centre de la capacité de LS Manufacturing à garantir que nous offrons une qualité constante dans les services de fraisage CNC par rapport à nos concurrents en 2026.

Comment le service de fraisage CNC à embouts coniques peut-il optimiser l'évacuation des copeaux pour une précision dans les trous profonds ?
L'évacuation des copeaux est un défi majeur dans le perçage de trous profonds, car les copeaux peuvent endommager la surface de la pièce, entraîner une imprécision de la taille et même la destruction de l'outil de coupe. LS Manufacturing propose une solution à ce défi en utilisant un service de fraisage CNC à mèches coniques combiné à des outils spéciaux, des systèmes de refroidissement haute pression et des méthodes efficaces de gestion des processus.
Géométrie des outils et conception des processus pour la formation contrôlée de copeaux
- Conception de cannelure conique : Il intègre une cannelure conique qui réduit la densité de tassement des copeaux, facilitant ainsi l'élimination des copeaux que dans le cas d'outils droits.
- Angles d'hélice et de coupe optimisés : Ils sont personnalisés en fonction du type de matériau (comme le 316L SS). Les copeaux générés sont cassants et ont une longueur relativement plus courte.
- Intégration du cycle de débourrage : Cette méthode utilise une approche de cycle de débourrage ajusté dans laquelle les copeaux sont brisés et évacués en les retirant partiellement pour éviter la formation continue de copeaux.
Système de refroidissement haute pression comme moteur d'évacuation principal
- Liquide de refroidissement interne de plus de 70 bars : Ce système assure une distribution de liquide de refroidissement à haute pression vers les bords de l'outil de coupe pour le refroidissement et l'élimination des copeaux pendant le perçage de trous profonds.
- Optimisation du chemin du liquide de refroidissement : Les canaux à l'intérieur du foret conique garantissent l'élan du flux de liquide de refroidissement dans toute la flûte. Cela empêche le resoudage des copeaux.
- Gestion de la charge thermique : Cette technique de refroidissement très efficace combat l'effet thermique provoquant l'écrouissage nécessaire pour atteindre la rugosité de surface requise de Ra 0,4 μm pendant Fraisage CNC exigeant d'aciers inoxydables.
Optimisation des paramètres dynamiques pour la stabilité en temps réel
- Contrôle adaptatif de l'avance et de la vitesse : Le système adapte dynamiquement ses paramètres en fonction de la charge de la broche pendant le processus d'usinage, réduisant ainsi la vitesse d'avance chaque fois qu'il rencontre une inhomogénéité du matériau pour garantir une taille de copeau appropriée.
- Opérations à pression stabilisée : Il est essentiel de maintenir une pression constante de 70 bars du liquide de refroidissement pour obtenir des opérations stables dans nos services de fraisage CNC fiables pour l'usinage de cavités profondes.
- Stratégie de parcours d'outil pour le fraisage de l'acier trempé : Pour les métaux durs, les parcours d'outils incluent des engagements radiaux réduits comme moyen de limiter à la fois la force et les charges thermiques.
Surveillance et réponse adaptative pour prévenir les pannes
- Surveillance du couple en cours de processus : Les mesures continues de la charge de la broche déterminent quand un couple supérieur à la normale doit activer uncycle de purge ou l'opérateur.
- Détection de contre-pression : La pression de retour du liquide de refroidissement est utilisée pour détecter le blocage dans la cannelure à copeaux afin d'éviter les surfaces de mauvaise qualité.
- Logique préventive : La logique derrière ce système réside dans sa capacité à transformer l'usinage conventionnel en un fraisage CNC complexe et actif. processus.
Le présent document présentera une solution complète basée sur la combinaison de la géométrie de l'outil, des propriétés thermodynamiques et du contrôle dynamique pour résoudre le problème d'évacuation des copeaux. La méthodologie ci-dessus deviendra la base de l'approche de LS Manufacturing pour garantir que notre service de fraisage CNC à trépans coniques garantit des résultats dans les tâches de perçage de trous profonds et de fraisage CNC complexes les plus difficiles.
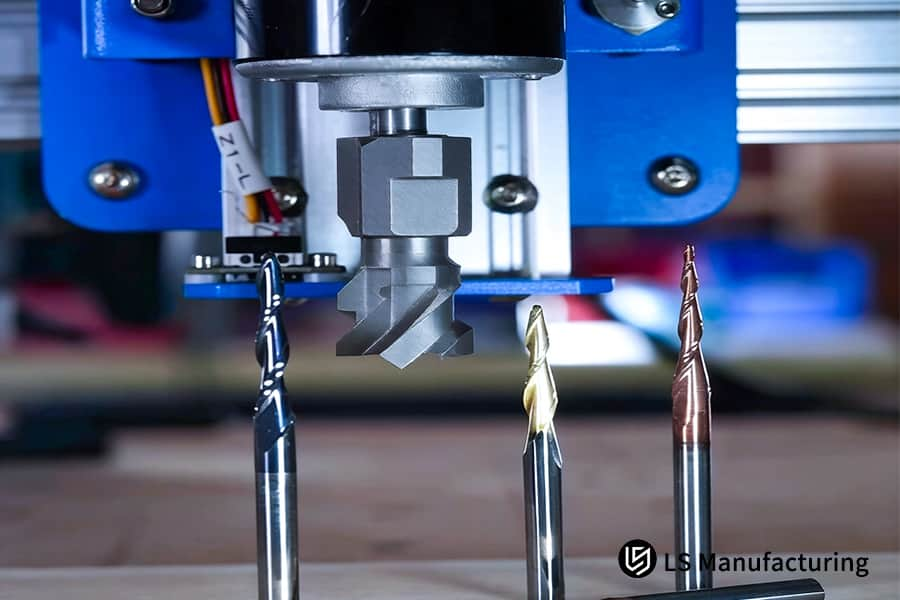
Figure 2 : Trois fraises en bout revêtues sont montées pour le fraisage CNC pour des embouts à haute tolérance dans la production de pièces aérospatiales ou médicales.
Pourquoi les ingénieurs devraient-ils donner la priorité au service de fraisage CNC de mèches à selle pour la stabilité des trous transversaux ?
La stabilité de position lors du perçage sur des points de surface non linéaires/inclinés est essentielle car le phénomène de « marche » affecte l'intégrité de la pièce et la précision géométrique. Ce document décrit notre solution à travers le service de fraisage CNC à embout à selle.. La capacité du trépan à conserver sa fonction inhérente d'auto-centrage, ainsi qu'un flux de processus de fabrication particulier, est démontrée pour garantir des intersections précises de trous transversaux, prouvant ainsi son adéquation aux pièces critiques.
| Aspect | Notre solution (comment nous y parvenons) | Résultat clé/métrique |
| Géométrie et mécanisme de l'outil | Utilisation de la géométrie du foret pour garantir deux points de contact sur les surfaces courbes avant le perçage. | La fonction d'auto-centrage très efficace élimine mécaniquement le déplacement de l'outil au début de l'usinage. |
| Protocole de processus pour les collecteurs hydrauliques | Réalisation d'un processus d'entrée de cycle contrôlé en fonction de paramètres prédéterminés dans le service de fraisage CNC à embouts à selle. | Tolérance de position auto-certifiée de ±0,01 mm pour les trous transversaux croisés obtenus. |
| Validation et assurance de la stabilité | En effectuant une inspection en cours de processus après la procédure, un système de vérification en boucle fermée est établi. | Cela garantit qu'il existe des mesures SPC documentées qui prouvent que la précision géométrique requise pour nos services de fraisage CNC de précision. |
| Impact sur les coûts et la fiabilité | Cela permet d'éviter tout désalignement des trous et retouches supplémentaires puisque cela peut être fait en une seule fois. | Un processus risqué se transforme en un processus très efficace pour le fraisage CNC complexe. |
Cette analyse montre la faisabilité du service de fraisage CNC à embouts à selle en termes d'approche basée sur la physique pour résoudre les problèmes d'instabilité géométrique. Le problème de la marche des outils est résolu à l'aide d'un guidage mécanique déterministe et de paramètres de processus confirmés qui garantissent des intersections précises. Cette expertise technique est la clé de ce que nous faisons et offre aux ingénieurs l'assurance d'un fraisage CNC à tolérances serrées.

Figure 3 : Une machine CNC coupe de l'aluminium 6061 avec une mèche conique en carbure pour le fraisage CNC des embouts à haute tolérance dans les supports aérospatiaux.
Qu'est-ce qui définit l'excellence des services de fraisage CNC haute tolérance dans les applications aérospatiales ?
Les pièces utilisées dans l'industrie aérospatiale doivent supporter de fortes fluctuations de température et des vibrations sans se briser. On peut donc dire que la marque des capacités exceptionnelles des services de fraisage CNC à haute tolérance réside dans une méthodologie basée sur des données qui cherche à contrôler les contraintes et les écarts dès le début.
Gestion proactive des signatures de contraintes des matières premières
La cartographie des contraintes résiduelles via des tests non destructifs de l'alliage constitue la première étape. Une stratégie d'ébauche sur mesure ainsi qu'une stabilisation thermique sont ensuite conçues en fonction du modèle de contrainte particulier. Ce traitement préparatoire élimine les contraintes avant la finition de l'usinage, créant ainsi une base de pièce stable pour toutes les futures opérations de fraisage CNC aérospatial.
Métrologie en cours de processus pour la correction géométrique en temps réel
Le système utilise un palpage sur machine pour détecter les dimensions cruciales des pièces après les opérations de semi-finition. Il contraste ensuite les lectures avec celles du modèle nominal et calcule des ajustements micro-correctifs pour les parcours d'outils lors des opérations de finition. Les corrections en boucle fermée de cette manière prennent en compte la déflexion résiduelle des pièces et l'usure des outils en temps réel et sont essentielles pour garantir la précision géométrique requise des composants d'ingénierie aérospatiale.
Contrôle statistique des processus (SPC) comme portail de qualité en temps réel
Le SPC pour lot complet consiste à prendre des mesures à 100 % des caractéristiques dimensionnelles clés de la pièce initiale, avec un échantillonnage effectué ensuite. Les données CPK obtenues sont immédiatement calculées et une valeur supérieure à 1,33 devient la porte de processus requise pour permettre un traitement de production ultérieur. Cela transforme donc nos services de fraisage CNC haute tolérance en un processus de gestion de la qualité efficace.
DFM à un stade précoce pour éliminer les hausses de stress opérationnel
Nos ingénieurs participent à la phase de conception en évaluant les concentrations de contraintes potentielles dans la géométrie de la pièce. Nous faisons des recommandations concernant les améliorations nécessaires au niveau des congés, des transitions et du positionnement pour optimiser le flux de contraintes. Notre technologie de de fraisage CNC à haute stabilité assure la fiabilité du produit non seulement grâce à sa capacité à le fabriquer, mais également grâce à sa durabilité en cas de rupture par fatigue pendant son fonctionnement.
Essentiellement, cela signifie que d'excellents résultats seront obtenus grâce à la pratique de l'ingénierie de précision. Nous garantissons cela en étant proactifs dans la gestion de l'état des matériaux ; ajustement pendant le processus de fabrication par métrologie ; et vérification après achèvement par des méthodes statistiques. Des normes de contrôle technique aussi élevées nous permettent de disposer des données CPK nécessaires attendues de l'ingénierie aérospatiale. Ainsi, nous offrons les meilleurs services de fraisage CNC disponibles.
Comment l'intégration des services de fraisage de mèches coniques et à selle réduit-elle les coûts totaux de fabrication ?
Pour certaines applications, il y aura un conflit entre précision et efficacité dans la réalisation de trous, car les deux peuvent être réalisés à l'aide d'une seule machine. En intégrant nos services de fraisage de mèches coniques et à selle, le conflit peut être résolu, car la mèche à selle crée un trou de précision et la mèche conique agrandit le trou rapidement. Dans un tel cas, l'intégration des processus met l'accent sur un gain de temps qui n'est pas considéré comme une valeur ajoutée et vous permet d'économiser de l'argent :
Sélection des outils stratégiques et définition des rôles
- Mèche à selle pour un pilotage de précision : La conception de la mèche à selle garantit la précision, l'alignement et le perçage d'un trou pilote sans aucun écart par rapport au bord de coupe.
- Mèche conique pour une ébauche à haute efficacité : Ensuite, la mèche conique élargit le trou efficacement avec de bonnes performances d'élimination des copeaux.
- Portée opérationnelle définie : La portée opérationnelle du processus se concentre sur le fonctionnement optimal de chaque outil, ce qui est essentiel dans notre Fraisage CNC personnalisé pour embouts coniques.
Paramètres d'usinage optimisés pour chaque phase
- Cycle de trou pilote : le foret à selle fonctionne sous un contrôle précis enmaintenant une faible vitesse d'avance pour un positionnement précis du trou.
- Cycle d'ébauche à grande vitesse : La mèche conique fonctionne à une vitesse et une avance maximales, visant une efficacité de volume.
- Synergie des paramètres : Cette combinaison garantit un positionnement optimal et une réduction maximale du volume, ce qui entraîne une réduction des coûts dans Fraisage CNC à haute efficacité.
Intégration et automatisation transparentes des processus
- Activation de la production sans éclairage : Une fois le trou pilote sécurisé, le processus d'ébauche ultérieur se déroulera sans accroc et sera donc automatisé.
- Exécution ininterrompue : Le processus s'exécutera en continu via une seule configuration utilisant ATC sans avoir à intervenir manuellement à chaque étape.
- Durée de vie prévisible de l'outil : Les deux outils effectuent très bien leurs tâches désignées ; ainsi, prédire la durée de vie de l'outil devient facile.
Résultat quantifiable : analyse du temps de cycle et des coûts
- Réduction du temps de cycle : Le temps de cycle sera réduit de 25 %, par rapport à la méthode conventionnelle, en raison de l'absence de retards lors de la production de trous pilotes et d'une ébauche maximisée.
- Impact sur le coût total : Le gain de temps réduit le coût d'usinage. Reduced scrap due to poorly aligned holes and increased tool life add up to make more cost reduction.
- Technical Validation: This approach is proven effective on parts such as hydraulic blocks, allowing perfectly aligned cross-holes, which are necessary for advanced CNC milling of complex parts while reducing the time required for production.
This paper outlines our strategy for an engineering approach. Cost reduction is attained through the disassembly of the entire machining process and the optimization of each step, which requires the use of the right tool for each stage. Intelligent process integration, which is demonstrated by our taper and saddle bit milling services, reflects our approach to high-efficiency CNC milling and is achieved through radical redesign of complex drilling procedures.
Why Is Custom CNC Milling For Taper Bits The Key To Achieving Zero Burrs In Medical Plastics?
One major concern is to avoid the formation of burrs since they affect the quality of these products and render them incompatible with biocompatible conditions. The solution lies in using our custom CNC milling for taper bits, which ensures that there are no burrs from the start. This paper highlights the exact configuration required to attain zero-burr cleanroom CNC milling of medical grade machining products.
| Aspect | Our Solution (Process Implementation) | Key Result / Specification |
| Custom Tool Geometry | Manufacturing bits with smooth, sharp cutting edges and proper relief angles for specific materials. | Geometry ensures a clean shear cut, avoiding tearing of the material and plastic deformation of edges. |
| Thermal Management via Parameters | Using a precise feed rate (e.g., 0.05-0.12 mm/revolution) to manage chip load and cutting speed. | Heat dissipation is achieved, ensuring chips are expelled before melting; essential for cleanroom CNC milling. |
| Integrated Process Design | Designing optimal tool paths to ensure chips move away from the machined part. | Parts can be inspected immediately after machining, meeting zero-burr CNC milling requirements. |
| Validation & Documentation | Conducting 100% visual examination and testing according to cleanliness specifications (e.g., USP <788>). | Demonstrates that the burr-free process is validated, minimizing validation efforts on behalf of the customer. |
This technique mitigates burr issues right from the start by using specially made custom CNC milling for taper bits that combines accurate geometrical shapes with tight thermal controls. The methodology is what sets us apart with respect to our CNC milling services, offering precision medical CNC milling with an output that is already qualified to be medical grade machining quality upon delivery. This eliminates any need for deburring and saves time and resources on validation processes.

Figure 4: A five-axis CNC machine mills 6061 aluminum engine mounts with coolant for aerospace assembly applications.
Can CNC Milling For High Tolerance Bits Mitigate Material Hardening Risks During Mass Production?
During mass production of reactive materials such as titanium TC4, it is tool wear that leads to the problem of work hardening which poses a challenge to manufacturing consistency and accuracy. We are able to overcome this obstacle with the use of CNC milling for high tolerance bits which incorporates wear compensation and tool change prediction in a closed loop process:
Real-Time Tool Wear Compensation via On-Machine Metrology
In-cycle probing is used to determine the effective cutting geometry of the tool following key machining operations. Offsets of the tools are adjusted accordingly based on detected flank wear, with an upper limit of 0.015 mm. Maintaining the desired chip load through constant offset adjustment avoids the rubbing and pressure that cause work hardening, a necessary condition for successful titanium machining.
Data-Driven Predictive Tool Change Protocol
We take our process further than predefined timelines through the assessment of wear trends in real time. The tool replacement process is scheduled automatically once wear reaches a certain level, say 0.02mm, to avoid operating in a highly worn state. This strict tool wear management technique eliminates excess heat formation responsible for hardening, thus maintaining reliability during high-volume CNC milling operations.
Dynamic Process Parameter Adjustment for Stable Cutting
In addition to geometric corrections, the machine also performs micro-feeding rate adjustments using spindle load monitoring in real-time. If increasing loads indicate that the tool is coming into contact with a hard surface, the rate is momentarily decreased to minimize additional heating. Such adaptive technology is key to the precision CNC milling services offered, which ensure constant cutting force and high-tolerance CNC milling.
Closed-Loop Quality Assurance and Process Verification
The method used leaves a paper trail connecting all data related to compensation and changes in tools used in relation to every manufactured batch. Verification is carried out using post-production metrology of samples to prove surface and dimensional integrity has been achieved.
This loop-based quality assurance sets the benchmark for excellence in CNC milling for high tolerance bits used in mission-critical CNC milling applications. This report provides an outline of a dynamic system that controls the manufacturing process and prevents the occurrence of work hardening. This is done by ensuring continuous wear compensation, predictive tool replacements, and adaptive control systems. Tool wear management is therefore guaranteed throughout, ensuring all components in the batch remain flawless.
LS Manufacturing: Custom CNC Milling Solutions For Medical-Grade, High-Precision Fluid Channels
Here we will describe how LS Manufacturing solved a manufacturing problem faced by a leading OEM of medical devices. Being confronted with a yield of only 68% in making a precision-milled aluminum part because of walking of twist drills while drilling angled ports, the OEM found itself in jeopardy. However, our custom CNC milling solutions involving special tooling and digital compensation made the problem a thing of the past:
Défi client
Our client needed help in solving the problem of a relatively low yield rate in making a part used in their products. Namely, there was a need to manufacture an aluminum fluidic manifold made from 6061-T6 aluminum alloy. This part required making holes angled 45° relative to the main hole, with positional tolerance being ±0.05 mm. The use of ordinary twist drills caused problems such as significant walking, with a resulting average displacement of 0.15 mm.
Solution de fabrication LS
The milling process involved the application of a two-step, tool-specific custom CNC milling operation. In the first stage, we used a saddle bit to create an accurately located pilot hole and remove initial walk issues. For deeper holes that exceeded 20 mm, we used a Taper Bit equipped with 70-bar internal coolant to enable effective chip removal. The key component of this solution is digital spindle phase control to deliver rotational precision up to 0.002 mm TIR.
Résultats et valeur
The solution raised the first pass assembly yield ratio from 68% to 99.7%. The solution also resulted in a better finish of the port's surface by 2 levels, e.g., Ra 0.4 µm. Eliminating any need for manual intervention saved the client $85 per each end-product unit. As a result, LS Manufacturing became the only strategic manufacturing partner for the customer on a worldwide basis due to integrated CNC milling services.
This case exemplifies engineering-led problem-solving. We addressed the root cause—tool instability on complex geometries—through physics-based tool selection and sub-micron digital control. This technical authority in medical device CNC milling transforms complex challenges into reliable, cost-advantaged production, establishing LS Manufacturing as the definitive partner for mission-critical manufacturing.
Eliminate 0.15mm sloped entry drift. Achieve 99.7% yield for fluidic manifolds with saddle and taper bit precision.

FAQ
1. Why choose LS Manufacturing for precision CNC milling services instead of local machine shops?
We not only possess precision machining capabilities accurate to ±0.005mm, but we also provide upfront DFM (Design for Manufacturability) reviews and comprehensive CPK data reports throughout the entire process, ensuring you receive consistent, verifiable quality.
2. What is the main difference between a taper bit and a saddle bit regarding my CNC milling services quote?
Taper bits specialize in efficient chip evacuation and vibration suppression for deep holes, while saddle bits serve as the core guarantee for self-centering on complex surfaces; our quotes include the optimal selection of these specific processes.
3. How quickly can I receive a quotation for high-tolerance CNC milling services?
Please click the "Get a Quote" button below to upload your STEP drawings; the LS engineering team will provide a detailed proposal—including a cost breakdown and manufacturing feasibility analysis—within 12 to 24 hours.
4. Does LS Manufacturing provide material certifications for custom CNC milling of taper bits?
Yes, for every batch order, we provide original Material Test Reports (MTRs) as well as third-party quality inspection reports, ensuring that the raw material properties comply 100% with your regulatory and compliance requirements.
5. Can your taper and saddle bit milling services handle exotic alloys such as Inconel 718?
We utilize specialized coated cutting tools designed for hard alloys, combined with a 70-bar high-pressure through-spindle coolant system, to effectively address the challenges of work hardening and chip evacuation associated with machining specialty alloys.
6. Is there a Minimum Order Quantity (MOQ) for your precision CNC milling services?
We do not impose a strict MOQ; we support the entire product lifecycle—from single-unit R&D prototypes to mass production runs exceeding 10,000 units—aiming to help you accelerate your project's iteration cycles.
7. How do you ensure the intellectual property (IP) security of my designs during the quoting process?
We strictly enforce Non-Disclosure Agreements (NDAs) and have deployed a military-grade data isolation system to ensure that your R&D assets remain absolutely secure throughout both the inquiry phase and the entire machining process.
8. Why is CNC milling for high-tolerance bits more cost-effective for large-scale production?
By optimizing tool life prediction and fully automating our cutting logic, we are able to reduce costs associated with unplanned downtime by over 20%, thereby directly offering you more competitive unit pricing.
Résumé
In precision manufacturing, choosing between a taper or saddle bit reflects a supplier’s respect for physics principles. LS Manufacturing applies digital monitoring and in depth DFM assessments to turn complex tool selection into measurable gains in efficiency and quality. Partnering with a provider that deeply understands materials, mechanics, and application contexts ensures the smooth delivery of your high tolerance parts and speeds your time to market.
Do not let improper tool selection slow down the pace of your innovation. Your precision designs deserve to be replicated with physical perfection. Click the "Get a Quote for Precision Machining" button below right now to upload your 3D design files. LS Manufacturing’s senior application engineers will provide you with a complimentary DFM manufacturability review and a tailored toolpath optimization report, helping you secure a highly competitive, direct-from-factory CNC milling solution within just 24 hours.
"Tired of high scrap rates due to chatter and deflection? Contact LS Manufacturing for a free DFM evaluation and see how our high-tolerance CNC milling services can optimize your OEM project costs."
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Avis de non-responsabilité
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur. Concentrez-vous sur les solutions de fabrication personnalisées. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


