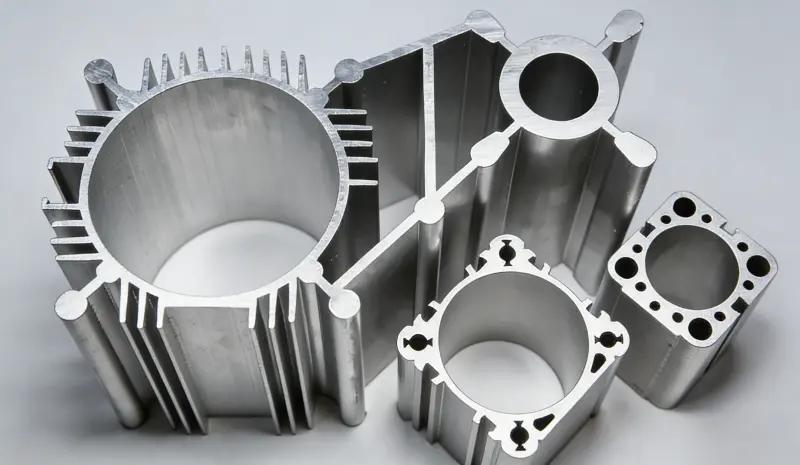
L'extrusion d'aluminium est une technologie de traitement du plastique qui consiste à soumettre des billettes d'aluminium préchauffées à la température du processus à une déformation plastique via des matrices de formage personnalisées, pour finalement obtenir des profils avec des contours de section spécifiques. Chez LS Manufacturing, nous suivons un processus de production professionnel standardisé et de haute précision :
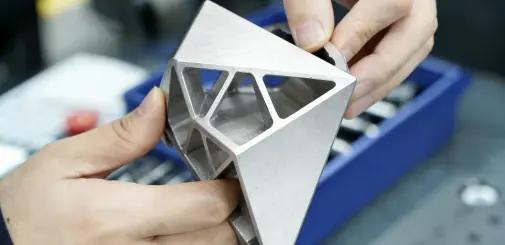
Tout d'abord, la fabrication de matrices personnalisées de haute précision (couvrant les matrices pleines, creuses, semi-creuses et autres matrices transversales) est terminée, puis les billettes d'aluminium sont température contrôlée avec précision et préchauffées à une plage de traitement de 400 à 500 ℃ ; puis, en fonction de la qualité de l'alliage d'aluminium et du scénario d'application haut de gamme du produit fini, le processus d'extrusion approprié est sélectionné, y compris les processus d'extrusion directe/indirecte ou les processus d'extrusion à chaud/à froid, pour garantir que les propriétés matérielles et la précision transversale du profilé répondent aux normes.
Après le formage par extrusion, le profilé subit un refroidissement de précision en ligne, un redressage par étirement sous tension et une découpe de précision à longueur fixe en séquence pour obtenir des produits semi-finis de dimensions cibles ; en fonction des exigences de performances et d'apparence, des processus tels que le renforcement par vieillissement (pour améliorer avec précision la résistance et la dureté), l'usinage de précision de surface (pour optimiser l'apparence, la texture et les caractéristiques fonctionnelles) ou l'assemblage de composants peuvent être réalisés. Avant la livraison, chaque profilé en aluminium personnalisé doit passer par une inspection de qualité de précision de l'ensemble de l'article et un processus d'emballage de protection standardisé.