
خدمات الطحن الدقيقة باستخدام الحاسب الآلي ضرورية لحل انحراف الأداة واهتزازها، لا سيما عند اتخاذ القرار بين لقمة مستدقة مقابل لقمة سرج لمشاريع تصنيع المعدات الأصلية عالية التسامح. بالنسبة لمديري المشتريات، يتمثل التحدي في الحفاظ على مواصفات التجويف في قطع العمل ذات الجدران الرقيقة حيث يمكن أن يؤدي الاختيار غير المناسب للأداة إلى زيادة معدلات الخردة بنسبة 30%.
في LS Manufacturing، نذهب إلى ما هو أبعد من استبدال الأدوات من خلال دمج تحليل DFM المتقدم لتقييم ما إذا كانت اللقمة المستدقة مقابل لقمة السرج هي الأمثل للهندسة الخاصة بك. يعمل هذا النهج الهندسي على التخلص من علامات الثرثرة وعدم الدقة، مما يضمن أن عملية التصنيع لديك قابلة للتطوير وفعالة من حيث التكلفة.
يستفيد هذا الدليل من أكثر من 15 عامًا من الخبرة لمساعدتك على تحسين استقرار العملية من خلال خدمات الطحن الدقيقة باستخدام الحاسب الآلي المتخصصة. من خلال إتقان تطبيق تقنيات اللقم المستدقة مقابل تقنيات اللقم السرج، نحقق 99.8% عائد أولي، مما يحول عقبات التصنيع المعقدة إلى نتائج إنتاج موثوقة.

الطحن الدقيق باستخدام الحاسب الآلي: المرجع السريع للقمة المستدقة مقابل لقمة السرج
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 99.9994%؛ الارتفاع: 402.297 بكسل؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛" border="1">لقد قمنا بحل مشكلة اختيار الأداة المناسبة لطحن العناصر عالية الدقة ذات ملف التعريف المعقد. باعتبارنا خبراء في مجال اختيار اللقم المستدقة مقابل اللقم السرج، فإننا نضمن أفضل هندسة ودقة وتشطيب أجزاء الطحن باستخدام الحاسب الآلي. ويؤدي هذا إلى كفاءة عملية الطحن، وانخفاض عدد الأعمال الثانوية، وإنتاج عناصر عالية الجودة بما في ذلك قوالب الحقن وتفاصيل الفضاء الجوي.
لماذا تثق بهذا الدليل؟ الخبرة العملية من خبراء التصنيع في LS
مع توفر العديد من المنشورات المخصصة لأدوات التصنيع عبر الإنترنت، ما الذي يجعل منشوراتنا تستحق اهتمامك؟ وعلى النقيض من العديد من المقالات الأخرى حول هذا الموضوع، فإننا نأتي من خلفية عملية. يتمتع فريقنا في LS Manufacturing بأكثر من خمسة عشر عامًا من الخبرة في تقديم خدمات الطحن الدقيقة باستخدام الحاسب الآلي. إن العمل على السبائك الصعبة ذات الأشكال المعقدة في المجالات الفضائية والطبية يعني اختبار المعرفة المتعلقة بالاستخدام السليم لأدوات مثل القطع المستدقة مقابل اللقم السرج.
يقدم كل جزء عالي التسامح درسًا فريدًا. من خلال الخبرة، تمكنا من تحديد الأداة التي تنتج أقل قدر من الانحراف عند العمل باستخدام Inconel 718 ذو الجدار الرقيق، وكيفية تعديل سرعات التغذية لإنتاج ثقب نهائي لا تشوبه شائبة عند معالجة التيتانيوم، وكيفية الحفاظ على ناتج التمريرة الأولى عند 99.8%. الدروس في تقنيات التصنيع وأفضل الطرق للتعامل مع المواد بناءً على معايير SAE International لا تأتي من الكتب ولكن من جولات عديدة من القطع والتبريد والفحص.
الخبرة في عمليات التصنيع التي تتضمن الطحن عالي التحمل تجمع بين التحكم في العمليات والابتكار التكنولوجي. تسترشد هندسة العمليات بمعايير الصناعة للأتمتة الدقيقة التي حددتها رابطة الصناعات الروبوتية. بدلاً من اختيار أداة واحدة، نقوم بتصميم عملية قطع مُحسّنة توازن بين سرعة القطع والثبات لضمان عمل الأجزاء الأكثر تعقيدًا بشكل مثالي في أي تطبيق.

الشكل 1: استخدام البتات المستدقة في خدمات الطحن الدقيقة باستخدام الحاسب الآلي للتخلص من الانحراف في مكونات الفضاء الجوي ذات الجدران الرقيقة.
لماذا تعتبر شركة LS Manufacturing الشريك الرئيسي لخدمات الطحن الدقيقة باستخدام الحاسب الآلي في عام 2026؟
بحلول عام 2026، يتضمن تحقيق الاتساق على مستوى الميكرون في الإنتاج الضخم حل المشكلات المرتبطة بالانجراف الحراري وتراكم الأخطاء. يتضمن الحل المقدم من شركة LS Manufacturing الجمع بين نظام مراقبة دقيق ذو حلقة مغلقة بالكامل وأعمدة دوران يتم التحكم فيها مؤازرًا والتحكم في التوازن الحراري. فهو يضمن استقرار الأبعاد طوال العمليات على مدار 24 ساعة، وبالتالي تقليل الوقت المستغرق في عمليات الإعداد بشكل مباشر والحفاظ على العائد بنسبة تزيد عن 99.8%:
تعويض الأخطاء الحرارية في الوقت الفعلي عبر التحكم الكامل في الحلقة المغلقة
دقة أجهزة التشفير الخطية المستخدمة عالية للغاية، حيث يتم وضعها على محاور الماكينة دون أن تتأثر بأخطاء عدم الدقة الناتجة عن التمدد الحراري للبراغي الكروية. بالإضافة إلى ذلك، يتنبأ نظام الذكاء الاصطناعي بالتغيرات المحتملة في درجات الحرارة ويوفر التصحيحات المناسبة لمواقع المحاور. ولذلك، فهو يشكل جزءًا لا يتجزأ من خدمات الطحن الدقيقة باستخدام الحاسب الآلي التي تمكننا من إجراء نموذج أولي للطحن باستخدام الحاسب الآلي يمكن الاعتماد عليه من خلال القضاء على الانحرافات المحتملة في مرحلتها المبكرة.
مزامنة المغزل المؤازرة مع الإدارة الحرارية النشطة
يحتوي كل مغزل على عدة أجهزة استشعار لدرجة الحرارة ووحدة تبريد بالماء. تقوم وحدة تحكم خاصة بضبط تدفق سائل التبريد وفقًا لبيانات درجة الحرارة المستلمة في الوقت الفعلي، وبالتالي الحفاظ على غلاف المغزل عند نطاق ±0.5 درجة مئوية. وفي الوقت نفسه، تقوم المحركات المؤازرة بتنسيق سرعة تسارع/تباطؤ المغازل والمحاور. تعد هذه العملية، التي طورتها LS Manufacturing، أمرًا بالغ الأهمية للمطالبة طحن التيتانيوم باستخدام الحاسب الآلي حيث تتحدى خصائص المواد اتساق الجودة.
التحكم الذكي في العمليات لضمان الجودة التنبؤية
إلى جانب التحكم في الماكينة، يمكن للبرنامج فحص الأنماط من حيث تآكل الأداة، ومواد الدفعة، والبيانات السابقة. فهو يقترح السرعة والمسار المثاليين لكل مهمة اعتمادًا على الظروف الحالية. يتم بعد ذلك فحص المعلمات المهمة من خلال الفحص أثناء العملية. تعمل هذه الخوارزمية التنبؤية بمثابة أساس خدمات الطحن باستخدام الحاسب الآلي المتطورة لدينا، مما يضمن تصنيعًا يمكن الاعتماد عليه في الطحن باستخدام الحاسب الآلي بكميات كبيرة.
التكامل الرقمي والقضاء على تراكم الأخطاء التراكمية
في حالة تحليل سوق دبي المالي، والتصنيع الآلي، وحتى اختبارات مراقبة الجودة، يتم دمج العمليات من خلال الوسائل الرقمية. يتم أخذ الخصائص الحرارية للآلة المستخدمة في الاعتبار أثناء تطوير برنامج CAM، في حين أن التعليقات التي يتم جمعها من خلال المراقبة في الوقت الفعلي تكون مفيدة لمهام المعالجة المستقبلية. لن يكون هناك أي تراكم للأخطاء بسبب هذا التكامل الرقمي. وهذا ما يجعل LS Manufacturing فريدًا من نوعه.
<اقتباس>ستقدم هذه الورقة معلومات إضافية حول التكنولوجيا الكامنة وراء إستراتيجيتنا التنافسية لتحديد المواقع. تستهدف منتجاتنا الأسباب الكامنة وراء انخفاض الدقة والتي تشمل الانجراف الحراري والتباطؤ الميكانيكي وتباينات الإنتاج من خلال إستراتيجيات التنبؤ الشاملة للأجهزة والبرامج. تقع التكنولوجيا في قلب قدرة LS Manufacturing على ضمان تقديم اتساق الجودة بشكل متسق في خدمات الطحن باستخدام الحاسب الآلي مقارنة بالمنافسين في عام 2026.

كيف يمكن لخدمة الطحن باستخدام الحاسب الآلي ذات القطع المستدقة تحسين إخلاء الرقائق للحصول على دقة الفتحات العميقة؟
يمثل إخلاء الرقاقة تحديًا أساسيًا في الحفر العميق لأن الرقائق قد تتسبب في تلف سطح قطعة العمل، وعدم دقة الحجم، وحتى تدمير أداة القطع. تقدم LS Manufacturing حلاً لهذا التحدي باستخدام خدمة الطحن باستخدام الحاسب الآلي ذات البت المستدق مقترنة بأدوات خاصة وأنظمة تبريد عالية الضغط وطرق فعالة لإدارة العمليات.
هندسة الأدوات وتصميم العمليات لتكوين الرقائق المتحكم فيه
- تصميم الناي المدبب: يشتمل على مزمار مدبب يقلل من كثافة تعبئة الرقائق، مما يسهل إزالة الرقائق مقارنة بالأدوات المستقيمة.
- الزوايا الحلزونية وزوايا الجرف المحسنة: يتم تخصيصها بناءً على نوع المادة (مثل 316L SS). وتكون الرقائق الناتجة هشة، ولها طول أقصر نسبيًا.
- تكامل دورة بيك: تستخدم هذه الطريقة أسلوب دورة بيك المعدلة حيث يتم تقسيم الرقائق وإخلائها عن طريق السحب جزئيًا لتجنب تكوين الرقائق بشكل مستمر.
نظام التبريد عالي الضغط كمحرك أساسي للإخلاء
- أكثر من 70 بارًا من سائل التبريد الداخلي: يضمن هذا النظام توصيل سائل التبريد عالي الضغط إلى حواف أداة القطع للتبريد وإزالة الرقائق أثناء الحفر العميق.
- تحسين مسار سائل التبريد: تتأكد القنوات الموجودة داخل المثقاب المستدق من وجود زخم لتدفق سائل التبريد في جميع أنحاء الناي. وهذا يمنع إعادة لحام الرقاقة.
- إدارة الحمل الحراري: تقاوم تقنية التبريد الفعالة للغاية تأثير الحرارة الذي يسبب تصلب العمل اللازم لتحقيق خشونة السطح المطلوبة Ra 0.4 ميكرومتر أثناء الطحن باستخدام الحاسب الآلي المطلوب للفولاذ المقاوم للصدأ.
تحسين المعلمات الديناميكية لتحقيق الاستقرار في الوقت الفعلي
- التغذية التكيفية/التحكم في السرعة: يقوم النظام بتكييف معلماته ديناميكيًا في ضوء حمل المغزل أثناء عملية التصنيع، مما يقلل معدل التغذية عندما يواجه عدم تجانس المواد لضمان حجم الشريحة المناسب.
- عمليات تثبيت الضغط: من الضروري الحفاظ على ضغط سائل تبريد ثابت 70 بار لتحقيق عمليات مستقرة في خدمات الطحن باستخدام الحاسب الآلي الموثوقة لدينا لمعالجة التجويف العميق.
- إستراتيجية مسار الأدوات لطحن الفولاذ المتصلب: بالنسبة للمعادن الصلبة، تتضمن مسارات الأدوات تناقص الارتباطات الشعاعية كوسيلة للحد من القوة والأحمال الحرارية.
المراقبة والاستجابة التكيفية لمنع الفشل
- مراقبة عزم الدوران أثناء العملية: تحدد قياسات حمل المغزل المستمر متى يجب أن ينشط عزم الدوران الأعلى من المعتاد إما دورة التطهير أو المشغل.
- استشعار الضغط الخلفي: يتم استخدام ضغط إرجاع سائل التبريد للكشف عن الانسداد في مزمار الرقاقة لتجنب الأسطح ذات الجودة الرديئة.
- المنطق الوقائي: يكمن المنطق الكامن وراء هذا النظام في قدرته على تحويل الآلات التقليدية إلى عمليات طحن CNC نشطة يتم التحكم فيها بشكل كبير الطحن باستخدام الحاسب الآلي المعقد العملية.
سوف توضح الوثيقة الحالية حلاً شاملاً يعتمد على مزيج من هندسة الأداة والخصائص الديناميكية الحرارية والتحكم الديناميكي لمعالجة مشكلة إخلاء الرقاقة. ستصبح المنهجية المذكورة أعلاه هي الأساس لنهج LS Manufacturing لضمان أن خدمة الطحن باستخدام الحاسب الآلي ذات اللقم المستدق تضمن الحصول على نتائج الحفر العميق ومهام الطحن باستخدام الحاسب الآلي الأكثر صعوبة.
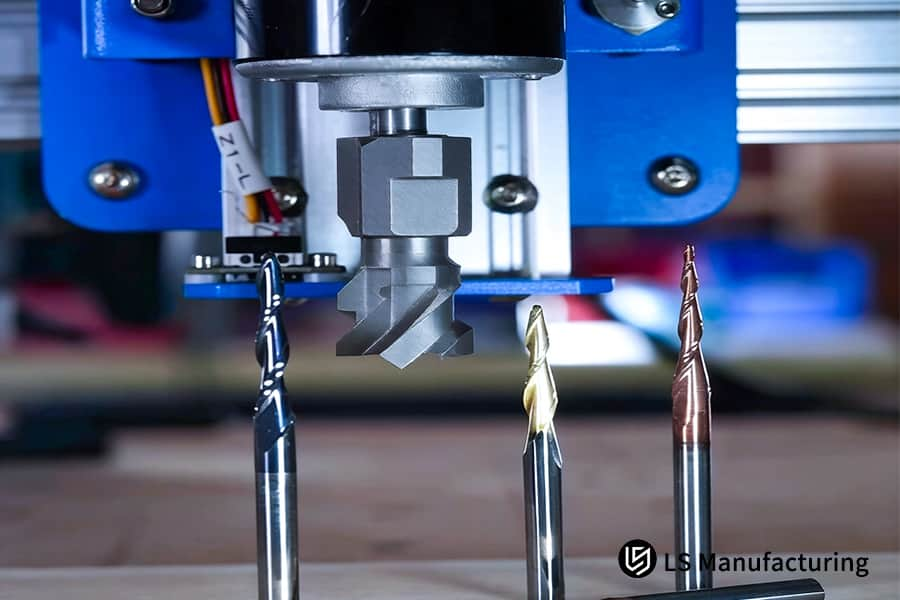
الشكل 2: تم تركيب ثلاث مطاحن نهائية مطلية للطحن باستخدام الحاسب الآلي للحصول على قطع عالية التحمل في إنتاج الأجزاء الفضائية أو الطبية.
لماذا يجب على المهندسين إعطاء الأولوية لخدمة الطحن باستخدام الحاسب الآلي لقمة السرج لتحقيق استقرار الفتحات المتقاطعة؟
يعد الاستقرار الموضعي أثناء الحفر في نقاط السطح غير الخطية/الزاوية أمرًا ضروريًا نظرًا لأن ظاهرة "المشي" تؤثر على سلامة الأجزاء والدقة الهندسية. تصف هذه المقالة الحل الذي نقدمه من خلال خدمة الطحن CNC لقمة السرج. تم إثبات قدرة لقمة الحفر على الحفاظ على ميزة التمركز الذاتي المتأصلة، جنبًا إلى جنب مع تدفق عملية تصنيع معينة، لضمان التقاطعات الدقيقة فتحات متقاطعة، مما يثبت ملاءمتها للأجزاء ذات المهام الحرجة.
<نمط الجدول = "انهيار الحدود: طي؛ العرض: 100%؛ الارتفاع: 401.484 بكسل؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛" border="1">يوضح هذا التحليل جدوى خدمة الطحن باستخدام الحاسب الآلي لقمة السرج من حيث كونها منهجًا قائمًا على الفيزياء لمعالجة مشكلات عدم الاستقرار الهندسي. تتم معالجة مشكلة تحرك الأداة باستخدام التوجيه الميكانيكي الحتمي ومعلمات العملية المؤكدة التي تضمن التقاطعات الدقيقة. تعد هذه الخبرة الفنية أمرًا أساسيًا لما نقوم به وتوفر للمهندسين ضمان الطحن باستخدام الحاسب الآلي عالي التحمل.

الشكل 3: آلة CNC تقطع 6061 ألومنيوم باستخدام لقمة مستدقة من الكربيد للتفريز باستخدام الحاسب الآلي للحصول على لقم عالية التحمل في الأقواس الفضائية.
ما الذي يحدد التميز في خدمات الطحن CNC عالية التحمل في تطبيقات الفضاء الجوي؟
يجب أن تتحمل الأجزاء المستخدمة في صناعة الطيران التقلبات الشديدة في درجات الحرارة والاهتزاز دون أن تنكسر. السمة المميزة لإمكانيات عالية التحمل للطحن باستخدام الحاسب الآلي تكمن في منهجية تعتمد على البيانات التي تسعى إلى التحكم في الضغوط والفروق منذ البداية.
الإدارة الاستباقية لتوقيعات إجهاد المواد الخام
يعد رسم خرائط الإجهاد المتبقي من خلال الاختبارات غير المدمرة لمخزون السبائك هو الخطوة الأولى. يتم بعد ذلك تصميم إستراتيجية التخشين المخصصة جنبًا إلى جنب مع التثبيت الحراري بناءً على نمط الضغط المحدد. تعمل هذه المعالجة التحضيرية على التخلص من الضغوط قبل الانتهاء من المعالجة، وبالتالي إنشاء قاعدة ثابتة لقطع العمل لجميع عمليات الطحن باستخدام الحاسب الآلي للفضاء في المستقبل.
علم القياس أثناء المعالجة للتصحيح الهندسي في الوقت الفعلي
يستخدم النظام الفحص على الآلة لكشف الأبعاد المهمة للأجزاء بعد عمليات نصف التشطيب. ثم يقوم بعد ذلك بمقارنة القراءات مع تلك الموجودة في النموذج الاسمي ويحسب التعديلات التصحيحية الدقيقة لمسارات الأدوات أثناء عمليات التشطيب. تراعي تصحيحات الحلقة المغلقة بهذه الطريقة انحراف الجزء المتبقي وتآكل الأداة في الوقت الفعلي، وهي ضرورية لضمان الدقة الهندسية المطلوبة لمكونات هندسة الفضاء الجوي .
التحكم في العمليات الإحصائية (SPC) كبوابة للجودة في الوقت الفعلي
يتطلب SPC الكامل للدفعة أخذ 100% قياسات لخصائص الأبعاد الرئيسية للقطعة الأولية مع أخذ العينات بعد ذلك. يتم حساب بيانات CPK التي تم الحصول عليها على الفور وتصبح القيمة الأعلى من 1.33 بمثابة بوابة العملية المطلوبة للسماح بمزيد من معالجة الإنتاج. ومن ثم، فهو يحول خدمات الطحن CNC عالية التحمل إلى عملية إدارة جودة فعالة.
المرحلة المبكرة من سوق دبي المالي للتخلص من عوامل زيادة الضغط التشغيلي
يشارك مهندسونا في مرحلة التصميم من خلال تقييم تركيزات الإجهاد المحتملة في الهندسة الجزئية. نقدم توصيات بشأن التحسينات المطلوبة في الشرائح والانتقالات والموضع لتحسين تدفق الضغط. توفر تقنية تقنية الطحن CNC عالية الثبات موثوقية المنتج ليس فقط من خلال قدرته على تصنيعه ولكن أيضًا من متانته بسبب فشل الكلال أثناء التشغيل.
<اقتباس>في جوهره، هذا يعني أن النتائج الممتازة ستأتي من خلال ممارسة الهندسة الدقيقة. نحن نضمن ذلك من خلال التصرف بشكل استباقي في إدارة حالة المواد؛ التعديل أثناء عملية التصنيع باستخدام المقاييس؛ والتحقق منها بعد الانتهاء من خلال الأساليب الإحصائية. تتيح لنا معايير التحكم الهندسي العالية هذه الحصول على بيانات CPK الضرورية المتوقعة من هندسة الطيران. ومن ثم، فإننا نقدم أفضل خدمات الطحن باستخدام الحاسب الآلي المتوفرة.
كيف يؤدي تكامل خدمات الطحن المستدق والقطع السرج إلى تقليل تكاليف التصنيع الإجمالية؟
بالنسبة لبعض التطبيقات، سيكون هناك تعارض بين الدقة والكفاءة في صنع الثقب لأنه يمكن تنفيذ كليهما باستخدام جهاز واحد. من خلال دمج خدمات الطحن المستدقة واللقم السرجية، يمكن حل هذا التعارض، نظرًا لأن لقمة السرج تُحدث ثقبًا دقيقًا وتقوم اللقمة المستدقة بتوسيع الثقب بسرعة. يؤكد تكامل العمليات في مثل هذه الحالة على توفير الوقت الذي لا يعتبر قيمة مضافة ويوفر لك المال:
اختيار الأداة الإستراتيجية وتعريف الدور
- لقمة السرج للقيادة الدقيقة: يضمن تصميم لقمة السرج الدقة والمحاذاة والحفر للثقب التجريبي دون أي انحراف عن حافة القطع.
- الريشة المستدقة للتخشين عالي الكفاءة: بعد ذلك، تعمل اللقمة المستدقة على توسيع الحفرة بشكل فعال مع أداء جيد لإزالة الرقائق.
- نطاق التشغيل المحدد: يركز نطاق تشغيل العملية على جعل كل أداة تعمل بأفضل طاقتها، وهو أمر بالغ الأهمية في طحن CNC مخصص للبتات المستدقة.
معلمات المعالجة الأمثل لكل مرحلة
- دورة الثقب التجريبي: تعمل لقمة السرج تحت تحكم دقيق من خلال الحفاظ على معدل تغذية منخفض لتحديد موضع الثقب بدقة.
- دورة التخشين عالية السرعة: تعمل اللقمة المستدقة بأقصى سرعة ومعدل تغذية، بهدف تحقيق كفاءة الحجم.
- تآزر المعلمات: يضمن هذا المزيج تحديد الموضع الأمثل والحد الأقصى من خفض الحجم، مما يؤدي إلى تقليل التكلفة في الطحن باستخدام الحاسب الآلي عالي الكفاءة.
تكامل سلس للعمليات وأتمتتها
- تمكين إنتاج إطفاء الأنوار: بمجرد تأمين الثقب التجريبي، ستتم متابعة عملية التخشين اللاحقة دون أي عوائق، وبالتالي ستكون آلية.
- التنفيذ دون انقطاع: سيتم تشغيل العملية بشكل مستمر من خلال إعداد واحد فقط باستخدام ATC دون الحاجة إلى التدخل يدويًا في كل مرحلة.
- العمر المتوقع للأداة: تنفذ كلتا الأداتين المهام المخصصة لهما بشكل جيد للغاية؛ وبالتالي يصبح التنبؤ بعمر الأداة أمرًا سهلاً.
النتيجة القابلة للقياس الكمي: تحليل وقت الدورة والتكلفة
- تقليل وقت الدورة: سيتم تقليل وقت الدورة بنسبة 25%، مقارنة بالطريقة التقليدية، بسبب عدم وجود تأخيرات أثناء إنتاج الثقب التجريبي وتحقيق أقصى قدر من التخشين.
- Total Cost Impact: The savings in time reduces the cost of machining. Reduced scrap due to poorly aligned holes and increased tool life add up to make more cost reduction.
- Technical Validation: This approach is proven effective on parts such as hydraulic blocks, allowing perfectly aligned cross-holes, which are necessary for advanced CNC milling of complex parts while reducing the time required for production.
This paper outlines our strategy for an engineering approach. Cost reduction is attained through the disassembly of the entire machining process and the optimization of each step, which requires the use of the right tool for each stage. Intelligent process integration, which is demonstrated by our taper and saddle bit milling services, reflects our approach to high-efficiency CNC milling and is achieved through radical redesign of complex drilling procedures.
Why Is Custom CNC Milling For Taper Bits The Key To Achieving Zero Burrs In Medical Plastics?
One major concern is to avoid the formation of burrs since they affect the quality of these products and render them incompatible with biocompatible conditions. The solution lies in using our custom CNC milling for taper bits, which ensures that there are no burrs from the start. This paper highlights the exact configuration required to attain zero-burr cleanroom CNC milling of medical grade machining products.
| Aspect | Our Solution (Process Implementation) | Key Result / Specification |
| Custom Tool Geometry | Manufacturing bits with smooth, sharp cutting edges and proper relief angles for specific materials. | Geometry ensures a clean shear cut, avoiding tearing of the material and plastic deformation of edges. |
| Thermal Management via Parameters | Using a precise feed rate (e.g., 0.05-0.12 mm/revolution) to manage chip load and cutting speed. | Heat dissipation is achieved, ensuring chips are expelled before melting; essential for cleanroom CNC milling. |
| Integrated Process Design | Designing optimal tool paths to ensure chips move away from the machined part. | Parts can be inspected immediately after machining, meeting zero-burr CNC milling requirements. |
| Validation & Documentation | Conducting 100% visual examination and testing according to cleanliness specifications (e.g., USP <788>). | Demonstrates that the burr-free process is validated, minimizing validation efforts on behalf of the customer. |




