Услуги по прецизионному фрезерованию с ЧПУ: устранение прогибов и вибрации в OEM-запчастях с высокими допусками
Написал
Gloria
Опубликовано
Apr 28 2026
Фрезерование с ЧПУ
Следуйте за нами
Услуги по прецизионному фрезерованию с ЧПУ необходимы для устранения критического отклонения и вибрации инструмента, особенно при выборе между коническим и седловым сверлом для OEM-проектов с высокими допусками. Для менеджеров по закупкам проблемой является соблюдение спецификаций отверстий тонкостенных заготовок, где неправильный выбор инструмента может увеличить процент брака на 30 %.
В LS Manufacturing мы не ограничиваемся заменой инструмента, интегрируя расширенный анализ DFM, чтобы оценить, является ли коническое сверло оптимальным по сравнению с седловидным для вашей конкретной геометрии. Такой инженерный подход исключает неточности и неточности, обеспечивая масштабируемость и рентабельность вашего производства.
В этом руководстве использован более чем 15-летний опыт, который поможет вам оптимизировать стабильность процесса с помощью экспертных услуг по прецизионному фрезерованию с ЧПУ. Освоив технологию применения конических и седельных долот, мы достигаем 99,8% выхода с первого прохода, превращая сложные производственные препятствия в надежные производственные результаты.
Прецизионное фрезерование на станке с ЧПУ: краткий справочник по коническим и седельным битам
<тело>
Функция
Конусный бит
Седловидная насадка
Основная геометрия
Коническое сверло имеет удлиненный конусообразный режущий профиль.
Предполагает более плоский седловидный дизайн для резки.
Ключевое применение
Наилучшим образом подходит для обработки углов, конусов и сложных карманов.
Подходит для обработки плоского дна и боковых стенок под углом 90 градусов.
Жесткость и прогиб
Конический инструмент может стать менее жестким и склонным к отклонению при глубоком врезании в материал.
Предпочтительные конические насадки включают формы, стержни и штампы.
Подходит для обработки пазов, выступов и элементов, требующих острых углов.
Результат: достижимая точность
Идеально подходит для обработки углов, обеспечивая при этом точную обработку поверхности конических форм.
Наилучшим образом подходит для обработки перпендикулярных стен с высокой точностью.
Результат: качество поверхности и эффективность
Устраняет необходимость в электроэрозионной обработке или ручной обработке для создания черновиков.
Быстрое время цикла и чистовая обработка для высокоскоростной обработки пазов и подачи.
Решаем вопрос правильного выбора инструмента для фрезерования высокоточных изделий сложного профиля. Как эксперты в области выбора конических и седловых долот, мы гарантируем лучшую геометрию, точность и чистоту деталей для фрезерования с ЧПУ. Это приводит к эффективному процессу фрезерования, меньшему количеству вторичных работ и производству изделий высочайшего качества, включая как литьевые формы, так и детали аэрокосмической промышленности.
Почему стоит доверять этому руководству? Практический опыт экспертов по производству LS
Что делает наши публикации достойными вашего внимания, учитывая множество публикаций, посвященных инструментам механической обработки, доступных в Интернете? В отличие от многих других статей на эту тему, мы исходим из практического опыта. Наша команда в LS Manufacturing имеет более чем пятнадцатилетний опыт предоставления услуг по прецизионному фрезерованию с ЧПУ. Работа над сложными сплавами сложной формы в аэрокосмической и медицинской сферах означает проверку знаний о правильном использовании таких инструментов, как конические и седловые сверла.
Каждая деталь с высокими допусками представляет собой уникальный урок. Благодаря опыту мы определили, какой инструмент дает наименьшее отклонение при работе с тонкостенным сплавом Inconel 718, как изменять скорость подачи для получения безупречной отделки отверстий при обработке титана и как поддерживать точность первого прохода на уровне 99,8%. Уроки по методам механической обработки и лучшим способам работы с материалами на основе стандартов SAE International берутся не из книг, а из многочисленных этапов резки, охлаждения и контроля.
Опыт обработки процессов, включающих фрезерование с высокими допусками, сочетает в себе управление процессом и технологические инновации. Технологическое проектирование руководствуется отраслевыми стандартами точной автоматизации, установленными Ассоциацией робототехнической промышленности. Вместо того, чтобы выбирать один инструмент, мы разрабатываем оптимизированный процесс резки, который сочетает в себе скорость резки и стабильность, чтобы гарантировать идеальную работу самых сложных деталей в любом приложении.
Рис. 1. Использование конических бит в услугах прецизионного фрезерования с ЧПУ для устранения прогиб в тонкостенных компонентах аэрокосмической отрасли.
Почему LS Manufacturing станет ведущим партнером в сфере прецизионных фрезерных услуг с ЧПУ в 2026 году?
К 2026 году реализация микронного уровня согласованности в массовом производстве предполагает решение проблем, связанных с тепловым дрейфом и накоплением ошибок. Решение, предоставленное LS Manufacturing, включает в себя сочетание системы прецизионного мониторинга с полностью замкнутым контуром, сервоуправляемых шпинделей и контроля теплового баланса. Он обеспечивает стабильность размеров на протяжении 24-часовых операций, тем самым минимизируя время, затрачиваемое на настройку, и сохраняя доходность на уровне 99,8 %:
Компенсация тепловой ошибки в реальном времени посредством полного замкнутого цикла управления
Точность используемых линейных энкодеров чрезвычайно высока, поскольку они располагаются на осях станка и не подвергаются влиянию неточностей, вызванных тепловым расширением шариковых винтов. Кроме того, система искусственного интеллекта прогнозирует возможные изменения температуры и корректирует положение осей. Таким образом, он является неотъемлемой частью наших услуг по прецизионному фрезерованию с ЧПУ, что позволяет нам выполнять надежные фрезерование с ЧПУ прототипа, устраняя возможные отклонения на ранней стадии.
Синхронизация шпинделей с сервоприводом и активным управлением температурой
Каждый шпиндель содержит несколько датчиков температуры и блок водяного охлаждения. Специальный контроллер регулирует подачу охлаждающей жидкости в соответствии с данными о температуре, получаемыми в режиме реального времени, поддерживая таким образом температуру корпуса шпинделя в диапазоне ±0,5°C. В то же время серводвигатели координируют скорость ускорения/замедления шпинделей и осей. Этот процесс, разработанный LS Manufacturing, имеет решающее значение для требовательного фрезерования титана с ЧПУ, где свойства материала ставят под сомнение качество последовательность.
Интеллектуальное управление процессами для прогнозируемого обеспечения качества
Помимо управления машиной, программное обеспечение может анализировать закономерности с точки зрения износа инструмента, материала партии и предыдущих данных. Он предлагает идеальную скорость и траекторию для каждой задачи в зависимости от существующих условий. Важные параметры затем проверяются посредством зондирования в процессе работы. Этот алгоритм прогнозирования служит основой наших передовых услуг фрезерования с ЧПУ, гарантируя надежное производство при фрезеровании с ЧПУ в больших объемах.
В случае анализа DFM, механической обработки и даже испытаний контроля качества процессы интегрируются с помощью цифровых средств. Термические свойства используемого станка учитываются при разработке программного обеспечения CAM, а отзывы, собранные посредством мониторинга в реальном времени, полезны для будущих задач обработки. Благодаря этой цифровой интеграции не будет никаких накоплений ошибок. Именно это делает LS Manufacturing уникальным.
<блок-цитата>
В этом документе представлена дополнительная информация о технологии, лежащей в основе нашей стратегии конкурентного позиционирования. Наши продукты направлены на устранение основных причин снижения точности, в том числе теплового дрейфа, механического гистерезиса и производственных отклонений, с помощью комплексных стратегий аппаратного и программного прогнозирования. Технологии лежат в основе способности LS Manufacturing обеспечивать постоянное стабильное качество в услугах по фрезеровке с ЧПУ по сравнению с конкурентами в 2026 году.
Как услуга фрезерования с ЧПУ с конической фрезой может оптимизировать эвакуацию стружки для повышения точности глубоких отверстий?
Эвакуация стружки — основная задача при сверлении глубоких отверстий, поскольку стружка может привести к повреждению поверхности заготовки, неточности размеров и даже разрушению режущего инструмента. LS Manufacturing предлагает решение этой проблемы, используя услуги фрезерования с ЧПУ с коническими долотами в сочетании со специальными инструментами, системами охлаждения под высоким давлением и эффективными методами управления процессами.
Геометрия инструмента и разработка процесса для контролируемого формирования стружки
<ол>
Коническая канавка: Включает коническую канавку, которая снижает плотность упаковки стружки, что облегчает удаление стружки, чем в случае с прямыми инструментами.
Оптимизированные углы спирали и переднего угла: они настраиваются в зависимости от типа материала (например, Нержавеющая сталь 316L). Полученная стружка хрупкая и имеет относительно короткую длину.
Интеграция цикла проклейки: В этом методе используется подход скорректированного цикла проклейки, при котором стружка разбивается и эвакуируется путем частичного извлечения, чтобы избежать непрерывного образования стружки.
Система охлаждающей жидкости высокого давления как основной драйвер эвакуации
<ул>
Внутренняя подача СОЖ 70+ бар: Эта система обеспечивает подачу СОЖ под высоким давлением к кромкам режущего инструмента для охлаждения и удаления стружки во время сверления глубоких отверстий.
Оптимизация пути подачи СОЖ: Каналы внутри конического сверла обеспечивают движение потока СОЖ по всей канавке. Это предотвращает повторное приваривание стружки.
Управление тепловой нагрузкой: Этот высокоэффективный метод охлаждения борется с тепловым эффектом, вызывающим нагартование, необходимое для достижения требуемой шероховатости поверхности Ra 0,4 мкм во время требующие фрезерования с ЧПУ нержавеющих сталей.
Динамическая оптимизация параметров для стабильности в реальном времени
<ол>
Адаптивное управление подачей/скоростью: Система динамически адаптирует свои параметры в зависимости от нагрузки на шпиндель во время процесса обработки, снижая скорость подачи всякий раз, когда она сталкивается с неоднородностью материала, чтобы обеспечить правильный размер стружки.
Операции со стабилизацией давления: Крайне важно поддерживать постоянное давление охлаждающей жидкости 70 бар для достижения стабильной работы в наших надежных фрезерных услугах с ЧПУ для обработки глубоких полостей.
Стратегия траектории фрезерования закаленной стали: Для твердых металлов траектории включают уменьшенное радиальное зацепление как средство ограничения как силовых, так и термических нагрузок.
Мониторинг и адаптивное реагирование для предотвращения сбоев
<ул>
Мониторинг крутящего момента в процессе: Непрерывные измерения нагрузки на шпиндель определяют, когда крутящий момент, превышающий нормальный, должен активировать либо цикл продувки, либо оператора.
Определение противодавления: Давление возврата СОЖ используется для обнаружения засорения канавки стружки во избежание избежания некачественных поверхностей.
Профилактическая логика: Логика этой системы заключается в ее способности превращать традиционную обработку в активную и тщательно контролируемую сложную фрезерную обработку с ЧПУ процесс.
<блок-цитата>
В настоящем документе представлено комплексное решение, основанное на сочетании геометрии инструмента, термодинамических свойств и динамического контроля, для решения проблемы эвакуации стружки. Приведенная выше методология станет основой подхода LS Manufacturing, гарантирующего, что наши услуги по фрезерованию с ЧПУ с коническими долотами гарантируют результаты в самых сложных задачах сверления глубоких отверстий и сложного фрезерования с ЧПУ.
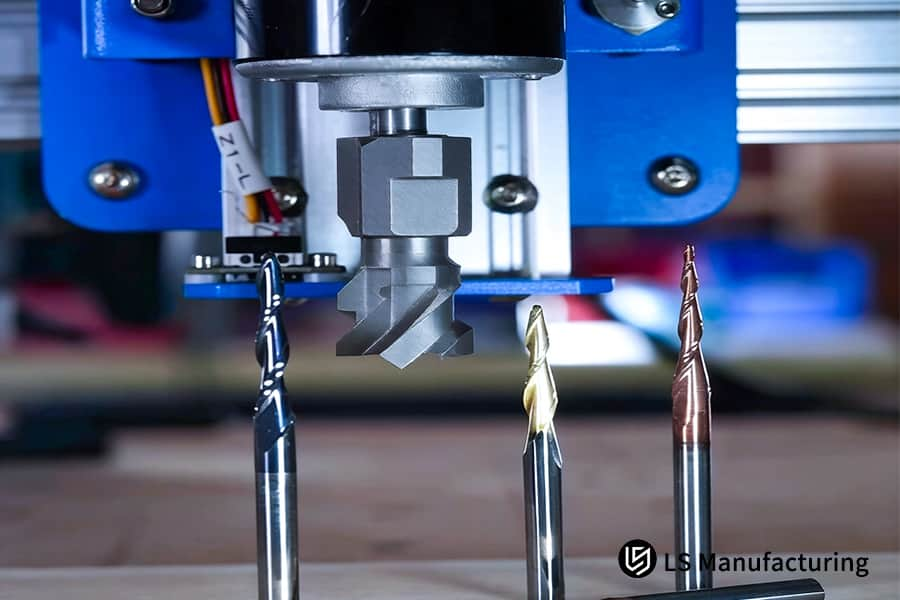
Рис. 2. Три концевые фрезы с покрытием установлены для фрезерования на станках с ЧПУ бит с высокими допусками в производстве аэрокосмических или медицинских деталей.
Почему инженеры должны отдавать предпочтение фрезеровке с ЧПУ с седловой коронкой для обеспечения стабильности поперечного отверстия?
Позиционная стабильность при сверлении в нелинейных/наклонных точках поверхности имеет важное значение, поскольку явление «ходьбы» влияет на целостность детали и геометрическую точность. В этом документе описывается наше решение с помощью услуг фрезерования седловых долот с ЧПУ. Способность сверла сохранять присущую ему функцию самоцентрирования, наряду с определенным производственным процессом, гарантирует точное пересечение перекрестные отверстия, тем самым доказывая свою пригодность для ответственных деталей.
<тело>
Соотношение сторон
Наше решение (как мы его достигаем)
Ключевой результат/показатель
Геометрия и механизм инструмента
Использование геометрии седла для обеспечения двух точек контакта на изогнутых поверхностях перед сверлением.
Высокоэффективная функция самоцентрирования механически исключает перемещение инструмента в начале обработки.
Протокол процесса для гидравлических коллекторов
Выполнение контролируемого процесса ввода цикла в соответствии с заранее заданными параметрами в сервисе фрезерования седловых долот с ЧПУ.
Достигнут самосертифицированный позиционный допуск ±0,01 мм для пересекающихся поперечных отверстий.
Проверка и обеспечение стабильности
Выполняя внутрипроцессную проверку после процедуры, создается система проверки с обратной связью.
Это гарантирует наличие документированных измерений SPC, которые доказывают, что геометрическая точность необходима для наших услуг прецизионного фрезерования с ЧПУ.
Влияние на стоимость и надежность
Это помогает избежать смещения отверстий и дополнительных доработок, поскольку это можно сделать за один кадр.
Этот анализ показывает возможность использования услуги фрезерования с ЧПУ с седловыми долотами с точки зрения основанного на физике подхода к решению проблем геометрической нестабильности. Проблема перемещения инструмента решается с помощью детерминированного механического управления и подтвержденных параметров процесса, обеспечивающих точные пересечения. Этот технический опыт является ключом к тому, что мы делаем, и дает инженерам гарантию фрезерования с ЧПУ с жесткими допусками.
Рис. 3. Станок с ЧПУ режет алюминий 6061 с помощью твердосплавного конического сверла для фрезерования на станке с ЧПУ насадок с высокими допусками в кронштейнах для аэрокосмической отрасли.
Что определяет превосходство услуг фрезерования с ЧПУ с высокими допусками в аэрокосмической отрасли?
Детали, используемые в аэрокосмической промышленности, должны выдерживать серьезные колебания температуры и вибрацию, не ломаясь. Таким образом, можно сказать, что отличительной чертой выдающихся услуг фрезерования с ЧПУ с высокой точностью является методология, основанная на данных, которая направлена на контроль напряжений и отклонений с самого начала.
Превентивное управление признаками стресса сырья
Первым шагом является картирование остаточных напряжений посредством неразрушающего контроля заготовки сплава. Затем разрабатывается индивидуальная стратегия черновой обработки вместе с термостабилизацией на основе конкретной картины напряжений. Эта подготовительная обработка устраняет напряжения перед чистовой обработкой, тем самым создавая стабильную основу заготовки для всех будущих операций фрезерования с ЧПУ в аэрокосмической отрасли.
Метрология в процессе производства для геометрической коррекции в реальном времени
Система использует зондирование на станке для определения важных размеров деталей после получистовых операций. Затем он сравнивает показания с показаниями номинальной модели и рассчитывает микрокоррекцию траекторий инструмента во время чистовых операций. Подобная коррекция с обратной связью учитывает остаточное отклонение детали и износ инструмента в режиме реального времени и имеет важное значение для обеспечения требуемой геометрической точностикомпонентов аэрокосмической техники .
Статистический контроль процессов (SPC) как контроль качества в реальном времени
SPC для всей партии предполагает проведение 100% измерений ключевых размерных характеристик исходной детали с последующим отбором проб. Полученные данные CPK немедленно вычисляются, и значение выше 1,33 становится необходимым воротами процесса для разрешения дальнейшей производственной обработки. Таким образом, наши услуги фрезерования с ЧПУ с высокой точностью превращаются в эффективный процесс управления качеством.
Ранняя стадия DFM для устранения источников эксплуатационного стресса
Наши инженеры участвуют на этапе проектирования, оценивая потенциальную концентрацию напряжений в геометрии детали. Мы даем рекомендации относительно необходимых улучшений в скруглениях, переходах и расположении для оптимизации потока напряжений. Наша высокостабильная технология фрезерования с ЧПУ обеспечивает надежность продукта не только благодаря возможности его изготовления, но и за счет его долговечности в результате усталостного разрушения во время эксплуатации.
<блок-цитата>
По сути, это означает, что отличные результаты будут достигнуты благодаря практике точного машиностроения. Мы обеспечиваем это, активно контролируя состояние материалов; корректировка в процессе производства с использованием метрологии; и проверка после завершения с помощью статистических методов. Такие высокие стандарты технического контроля позволяют нам иметь необходимые данные CPK, ожидаемые от аэрокосмической техники. Таким образом, мы предлагаем лучшие услуги фрезерования с ЧПУ.
Как интеграция услуг по фрезерованию конических и седловых долот снижает общие производственные затраты?
В некоторых случаях возникает конфликт между точностью и эффективностью обработки отверстий, поскольку и то, и другое можно выполнить на одном станке. Объединив наши услуги по фрезерованию конических и седловых долот, этот конфликт можно решить, поскольку седловидное сверло создает прецизионное отверстие, а коническое сверло быстро увеличивает отверстие. Интеграция процессов в таком случае подчеркивает экономию времени, не считающуюся добавленной стоимостью, и экономит ваши деньги:
Выбор стратегического инструмента и определение роли
<ол>
Седловидное сверло для точного пилотирования: Конструкция седловидного сверла обеспечивает точность, выравнивание и сверление направляющего отверстия без каких-либо отклонений от режущей кромки.
Коническая насадка для высокоэффективной черновой обработки: После этого коническая насадка эффективно расширяет отверстие с хорошим удалением стружки.
Определенный объем операций: Объем операций процесса направлен на то, чтобы каждый инструмент функционировал с максимальной эффективностью, что имеет решающее значение в нашем фрезерование на станке с ЧПУ для конических долот.
Оптимизированные параметры обработки для каждой фазы
<ул>
Цикл пилотного отверстия: Седловидное сверло работает под точным контролем, поддерживая низкую скорость подачи для точного позиционирования отверстия.
Высокоскоростной цикл черновой обработки: Коническое сверло работает на максимальной скорости и скорости подачи, стремясь к увеличению объема.
Синергия параметров: Эта комбинация обеспечивает оптимальное позиционирование и максимальное сокращение объема, что приводит к снижению затрат в Высокоэффективное фрезерование с ЧПУ.
Бесшовная интеграция и автоматизация процессов
<ол>
Возможность производства без освещения: После закрепления направляющего отверстия последующий процесс черновой обработки будет проходить без сбоев и, следовательно, будет автоматизирован.
Непрерывное выполнение: Процесс будет выполняться непрерывно только при одной настройке с использованием ATC без необходимости вмешательства вручную на каждом этапе.
Предсказуемый срок службы инструмента: Оба инструмента очень хорошо выполняют возложенные на него задачи; таким образом, прогнозировать срок службы инструмента становится проще.
Количественный результат: анализ времени цикла и затрат
<ул>
Сокращение времени цикла: Время цикла будет сокращено на 25 % по сравнению с традиционным методом благодаря отсутствию задержек при изготовлении пилотного отверстия и максимальной черновой обработке.
Влияние на общую стоимость: Экономия времени снижает стоимость механической обработки. Уменьшение количества отходов из-за плохо совмещенных отверстий и увеличение срока службы инструмента способствуют еще большему снижению затрат.
Technical Validation: This approach is proven effective on parts such as hydraulic blocks, allowing perfectly aligned cross-holes, which are necessary for advanced CNC milling of complex parts while reducing the time required for production.
<блок-цитата>
This paper outlines our strategy for an engineering approach. Cost reduction is attained through the disassembly of the entire machining process and the optimization of each step, which requires the use of the right tool for each stage. Intelligent process integration, which is demonstrated by our taper and saddle bit milling services, reflects our approach to high-efficiency CNC milling and is achieved through radical redesign of complex drilling procedures.
Why Is Custom CNC Milling For Taper Bits The Key To Achieving Zero Burrs In Medical Plastics?
One major concern is to avoid the formation of burrs since they affect the quality of these products and render them incompatible with biocompatible conditions. The solution lies in using our custom CNC milling for taper bits, which ensures that there are no burrs from the start. This paper highlights the exact configuration required to attain zero-burr cleanroom CNC milling of medical grade machining products.
<тело>
Соотношение сторон
Our Solution (Process Implementation)
Key Result / Specification
Custom Tool Geometry
Manufacturing bits with smooth, sharp cutting edges and proper relief angles for specific materials.
Geometry ensures a clean shear cut, avoiding tearing of the material and plastic deformation of edges.
Thermal Management via Parameters
Using a precise feed rate (e.g., 0.05-0.12 mm/revolution) to manage chip load and cutting speed.
Heat dissipation is achieved, ensuring chips are expelled before melting; essential for cleanroom CNC milling.
Integrated Process Design
Designing optimal tool paths to ensure chips move away from the machined part.
Parts can be inspected immediately after machining, meeting zero-burr CNC milling requirements.
Validation & Documentation
Conducting 100% visual examination and testing according to cleanliness specifications (e.g., USP <788>).
Demonstrates that the burr-free process is validated, minimizing validation efforts on behalf of the customer.
<блок-цитата>
This technique mitigates burr issues right from the start by using specially made custom CNC milling for taper bits that combines accurate geometrical shapes with tight thermal controls. The methodology is what sets us apart with respect to our CNC milling services, offering precision medical CNC milling with an output that is already qualified to be medical grade machining quality upon delivery. This eliminates any need for deburring and saves time and resources on validation processes.
Figure 4: A five-axis CNC machine mills 6061 aluminum engine mounts with coolant for aerospace assembly applications.
Can CNC Milling For High Tolerance Bits Mitigate Material Hardening Risks During Mass Production?
During mass production of reactive materials such as titanium TC4, it is tool wear that leads to the problem of work hardening which poses a challenge to manufacturing consistency and accuracy. We are able to overcome this obstacle with the use of CNC milling for high tolerance bits which incorporates wear compensation and tool change prediction in a closed loop process:
Real-Time Tool Wear Compensation via On-Machine Metrology
In-cycle probing is used to determine the effective cutting geometry of the tool following key machining operations. Offsets of the tools are adjusted accordingly based on detected flank wear, with an upper limit of 0.015 mm. Maintaining the desired chip load through constant offset adjustment avoids the rubbing and pressure that cause work hardening, a necessary condition for successful titanium machining.
Data-Driven Predictive Tool Change Protocol
We take our process further than predefined timelines through the assessment of wear trends in real time. The tool replacement process is scheduled automatically once wear reaches a certain level, say 0.02mm, to avoid operating in a highly worn state. This strict tool wear management technique eliminates excess heat formation responsible for hardening, thus maintaining reliability during high-volume CNC milling operations.
Dynamic Process Parameter Adjustment for Stable Cutting
In addition to geometric corrections, the machine also performs micro-feeding rate adjustments using spindle load monitoring in real-time. If increasing loads indicate that the tool is coming into contact with a hard surface, the rate is momentarily decreased to minimize additional heating. Such adaptive technology is key to the precision CNC milling services offered, which ensure constant cutting force and high-tolerance CNC milling.
Closed-Loop Quality Assurance and Process Verification
The method used leaves a paper trail connecting all data related to compensation and changes in tools used in relation to every manufactured batch. Verification is carried out using post-production metrology of samples to prove surface and dimensional integrity has been achieved.
<блок-цитата>
This loop-based quality assurance sets the benchmark for excellence in CNC milling for high tolerance bits used in mission-critical CNC milling applications. This report provides an outline of a dynamic system that controls the manufacturing process and prevents the occurrence of work hardening. This is done by ensuring continuous wear compensation, predictive tool replacements, and adaptive control systems. Tool wear management is therefore guaranteed throughout, ensuring all components in the batch remain flawless.
LS Manufacturing: Custom CNC Milling Solutions For Medical-Grade, High-Precision Fluid Channels
Here we will describe how LS Manufacturing solved a manufacturing problem faced by a leading OEM of medical devices. Being confronted with a yield of only 68% in making a precision-milled aluminum part because of walking of twist drills while drilling angled ports, the OEM found itself in jeopardy. However, our custom CNC milling solutions involving special tooling and digital compensation made the problem a thing of the past:
Вызов клиента
Our client needed help in solving the problem of a relatively low yield rate in making a part used in their products. Namely, there was a need to manufacture an aluminum fluidic manifold made from 6061-T6 aluminum alloy. This part required making holes angled 45° relative to the main hole, with positional tolerance being ±0.05 mm. The use of ordinary twist drills caused problems such as significant walking, with a resulting average displacement of 0.15 mm.
Решение для производства LS
The milling process involved the application of a two-step, tool-specific custom CNC milling operation. In the first stage, we used a saddle bit to create an accurately located pilot hole and remove initial walk issues. For deeper holes that exceeded 20 mm, we used a Taper Bit equipped with 70-bar internal coolant to enable effective chip removal. The key component of this solution is digital spindle phase control to deliver rotational precision up to 0.002 mm TIR.
Результаты и ценность
The solution raised the first pass assembly yield ratio from 68% to 99.7%. The solution also resulted in a better finish of the port's surface by 2 levels, e.g., Ra 0.4 µm. Eliminating any need for manual intervention saved the client $85 per each end-product unit. As a result, LS Manufacturing became the only strategic manufacturing partner for the customer on a worldwide basis due to integrated CNC milling services.
<блок-цитата>
This case exemplifies engineering-led problem-solving. We addressed the root cause—tool instability on complex geometries—through physics-based tool selection and sub-micron digital control. This technical authority in medical device CNC milling transforms complex challenges into reliable, cost-advantaged production, establishing LS Manufacturing as the definitive partner for mission-critical manufacturing.
Eliminate 0.15mm sloped entry drift. Achieve 99.7% yield for fluidic manifolds with saddle and taper bit precision.
Часто задаваемые вопросы
1. Why choose LS Manufacturing for precision CNC milling services instead of local machine shops?
We not only possess precision machining capabilities accurate to ±0.005mm, but we also provide upfront DFM (Design for Manufacturability) reviews and comprehensive CPK data reports throughout the entire process, ensuring you receive consistent, verifiable quality.
2. What is the main difference between a taper bit and a saddle bit regarding my CNC milling services quote?
Taper bits specialize in efficient chip evacuation and vibration suppression for deep holes, while saddle bits serve as the core guarantee for self-centering on complex surfaces; our quotes include the optimal selection of these specific processes.
3. How quickly can I receive a quotation for high-tolerance CNC milling services?
Please click the "Get a Quote" button below to upload your STEP drawings; the LS engineering team will provide a detailed proposal—including a cost breakdown and manufacturing feasibility analysis—within 12 to 24 hours.
4. Does LS Manufacturing provide material certifications for custom CNC milling of taper bits?
Yes, for every batch order, we provide original Material Test Reports (MTRs) as well as third-party quality inspection reports, ensuring that the raw material properties comply 100% with your regulatory and compliance requirements.
5. Can your taper and saddle bit milling services handle exotic alloys such as Inconel 718?
We utilize specialized coated cutting tools designed for hard alloys, combined with a 70-bar high-pressure through-spindle coolant system, to effectively address the challenges of work hardening and chip evacuation associated with machining specialty alloys.
6. Is there a Minimum Order Quantity (MOQ) for your precision CNC milling services?
We do not impose a strict MOQ; we support the entire product lifecycle—from single-unit R&D prototypes to mass production runs exceeding 10,000 units—aiming to help you accelerate your project's iteration cycles.
7. How do you ensure the intellectual property (IP) security of my designs during the quoting process?
We strictly enforce Non-Disclosure Agreements (NDAs) and have deployed a military-grade data isolation system to ensure that your R&D assets remain absolutely secure throughout both the inquiry phase and the entire machining process.
8. Why is CNC milling for high-tolerance bits more cost-effective for large-scale production?
By optimizing tool life prediction and fully automating our cutting logic, we are able to reduce costs associated with unplanned downtime by over 20%, thereby directly offering you more competitive unit pricing.
Сводка
In precision manufacturing, choosing between a taper or saddle bit reflects a supplier’s respect for physics principles. LS Manufacturing applies digital monitoring and in depth DFM assessments to turn complex tool selection into measurable gains in efficiency and quality. Partnering with a provider that deeply understands materials, mechanics, and application contexts ensures the smooth delivery of your high tolerance parts and speeds your time to market.
Do not let improper tool selection slow down the pace of your innovation. Your precision designs deserve to be replicated with physical perfection. Click the "Get a Quote for Precision Machining" button below right now to upload your 3D design files. LS Manufacturing’s senior application engineers will provide you with a complimentary DFM manufacturability review and a tailored toolpath optimization report, helping you secure a highly competitive, direct-from-factory CNC milling solution within just 24 hours.
"Tired of high scrap rates due to chatter and deflection? Contact LS Manufacturing for a free DFM evaluation and see how our high-tolerance CNC milling services can optimize your OEM project costs."
Содержимое этой страницы предназначено только для информационных целей. Услуги LS Manufacturing Не существует никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуемые детали Расценки. Определите конкретные требования для этих разделов.Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Производственная группа LS
LS Manufacturing – ведущая компания в отрасли. Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокоточной обработке на станках с ЧПУ, производству листового металла, 3D печать, Литье под давлением. Штамповка металла и другие универсальные производственные услуги. Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность, качество и профессионализм отбора. Чтобы узнать больше, посетите наш сайт:www.lsrpf.com.
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.