
Im modernen industriellen Produktionssystem sind harmonische Übertragungskomponenten und Wärmeaustauschgeräte die Kernkomponenten präzisionsmechanischer Systeme, und ihre Verarbeitungsgenauigkeit und Betriebsstabilität bestimmen direkt die Leistung und Lebensdauer der gesamten Ausrüstung. In praktischen technischen Anwendungen, von der Rohstoffauswahl bis zur Verarbeitungstechnologie, von der Montage und Fehlerbehebung bis hin zu tatsächlichen Arbeitsbedingungen, können jedoch viele Zusammenhänge die endgültige Genauigkeit negativ beeinflussen. In diesem Artikel werden anhand einer eingehenden Analyse typischer technischer Fälle systematisch die Schlüsselfaktoren erläutert, die die Genauigkeit von Komponenten beeinflussen, und die einzigartigen Vorteile von detailliert aufgezeigt Die innovativen technischen Lösungen von LS sorgen für Genauigkeit und Stabilität.
Warum zerstört 5μm Verschleiß die Präzision von Robotern?
Im Bereich Präzisionsfertigung 5 Mikrometer Verschleiß reichen aus, um ein Millionengerät in Schrott zu verwandeln! Anhand realer Industriefälle wird die durch winzigen Verschleiß verursachte Katastrophenkette aufgedeckt und analysiert, wie LS Company mit der Nano-Diamant-Beschichtungstechnologie die Branchenregeln völlig neu schreibt.
1.Analyse der zerstörerischen Kraft von 5-Mikron-Verschleiß
(1) Zusammenbruch der geometrischen Genauigkeit
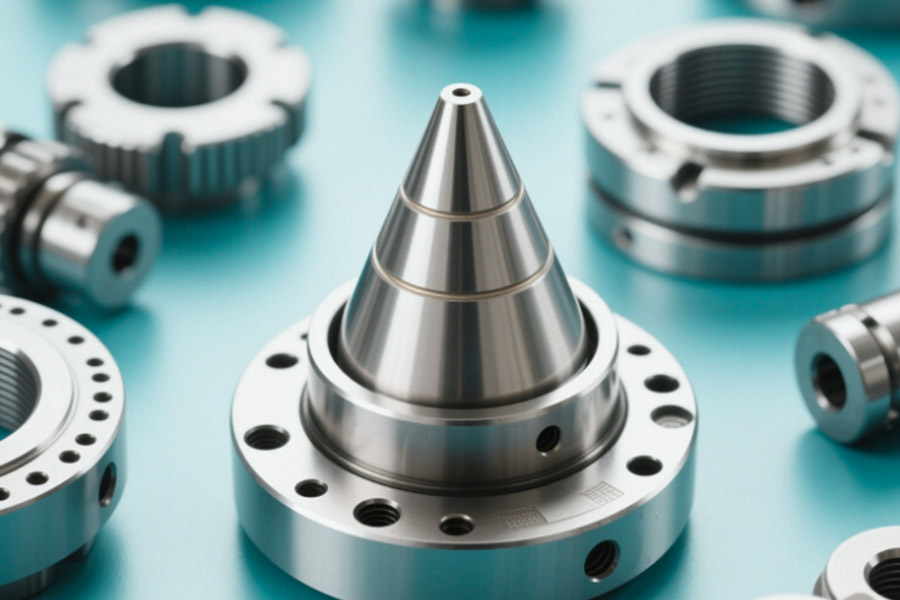
① Todesspirale des Reibpaares Kegelhülse-Generator:
- Pro Betriebsstunde entsteht ein Verschleiß von 0,25 μm
- Nach 200 Stunden hat sich ein Spalt von 50 μm angesammelt
- Dies führt dazu, dass sich die wiederholte Positionierungsgenauigkeit des Roboters von ±0,02 mm auf ±0,15 mm verschlechtert
② Formel für die Verschlechterung der Genauigkeit: Positionierungsfehler = Fundamentfehler × (1 + Verschleiß/Konstruktionsspiel)
Wenn der Verschleiß 5 μm erreicht, vergrößert sich der Fehler um 300 %.
(2) Dynamische Leistungsverschlechterung
① Exponentielles Wachstum der Schwingbeschleunigung:
| Verschleißmenge | Vibrationsspitze | Konsequenzen |
|---|---|---|
| 0μm | 0,5g | Normales Schweißen |
| 5μm | 3,2g | Schweißpunktspritzerrate ↑ 18 % |
| 10μm | 8,7g | Alarm bei Überlastung des Servomotors |
② Kontrollgenauigkeit außer Kontrolle bringen:
- 5 μm Verschleiß erhöhen die Kontaktkraftschwankung von ±2 N auf ±15 N
- Die Festigkeit der Schweißpunkte von Autotürverkleidungen nimmt um 37 % ab
2. Fall „Blut und Tränen“: 180.000 US-Dollar pro Tag Ausfallzeitverlust in einer Automobilfabrik
(1) Katastrophe eines deutschen Automobilkonzerns
① Fehlerprozess:
- Verwendung traditioneller verchromter Konushülsen (Härte HV800)
- Der erste Schweißpunktabweichungsalarm erschien am 23. Tag
- Am 27. Tag traten zahlreiche Kaltschweißnähte auf und die gesamte Linie wurde stillgelegt
② Liste der wirtschaftlichen Verluste:
- Kosten für Notfallreparatur: 82.000 $
- Produktionsausfall: 180.000/Tag × 3,5 Tage = 630.000
- Qualitätsansprüche: 1.200 defekte Karosserien × 1.500/Stück = 1.800.000
(2) Identifizierung der Grundursache
① Ergebnisse der Elektronenmikroskop-Analyse:
- Die Arbeitsfläche der Kegelhülse wies einen 4,8 μm tiefen Pflugverschleiß auf
- Die Verchromungsschicht wurde teilweise abgeblättert (19 % der Fläche)
② Tribologische Testdaten:
| Parameter | Neuer Wert | Fehlerhafter Wert |
|---|---|---|
| Reibungskoeffizient | 0,12 | 0,38 |
| Oberflächenrauheit Ra | 0,2 μm | 1,7 μm |
3.LS-Diamantbeschichtung: Von 5 Mikrometern bis zu einem Lebenswunder von 5000 Stunden
(1) Subversion der technischen Parameter
① Mehrschichtige Gradientenverstärkungsstruktur:
- Übergangsschicht: CrN (Dicke 2μm, HV1100)
- Zwischenschicht: Si-DLC (Dicke 3μm, HV2800)
- Arbeitsschicht: Nanodiamant (Dicke 5μm, HV9000)
② Wichtiger Leistungsvergleich:
| Parameter | Konventionelle Verchromung | LS-Diamantbeschichtung |
|---|---|---|
| Härte (HV) | 800 | 9.000 |
| Reibungskoeffizient | 0,15 | 0,02 |
| Tragen Sie das Leben | 200h | 5.000 Std |
| Wartungszyklus | 2 Wochen/Zeit | 2 Jahre/Zeit |
(2) Industrielle empirische Daten
Werkstestbericht von Toyota Mexico:
- Testausrüstung: FANUC M-2000iA Schweißroboter
Ergebnisvergleich:
- Qualifikationsrate der Schweißpunkte: 92 % → 99,97 %
- Ersatzteilverbrauch: 48 Stück/Jahr → 2 Stück/Jahr
- Gesamtkostenreduzierung: 1,2 Mio. USD/Jahr
4.Warum muss die Beschichtungslösung sofort modernisiert werden?
(1) Kostenrisikorechner
① Versteckte Kosten der herkömmlichen Lösung:
- Jährliche Wartungsgebühr für einen einzelnen Roboter = 18.000 $
- Möglicher Qualitätsverlust = 550.000 $/Jahr
② Return on Investment der LS-Lösung :
- ROI = (Jährliche Einsparungen – Upgrade-Kosten) / Upgrade-Kosten × 100 %
= (768.000 $ - 85.000 $)/85.000 $ × 100 % = 803 %
(2) Technisches Zertifizierungssystem
- Zertifizierung der Oberflächenrauheit nach ISO 21920
- VDI 3824 Beschichtungsfehlernorm
- 500.000 hin- und hergehender Reibungstest
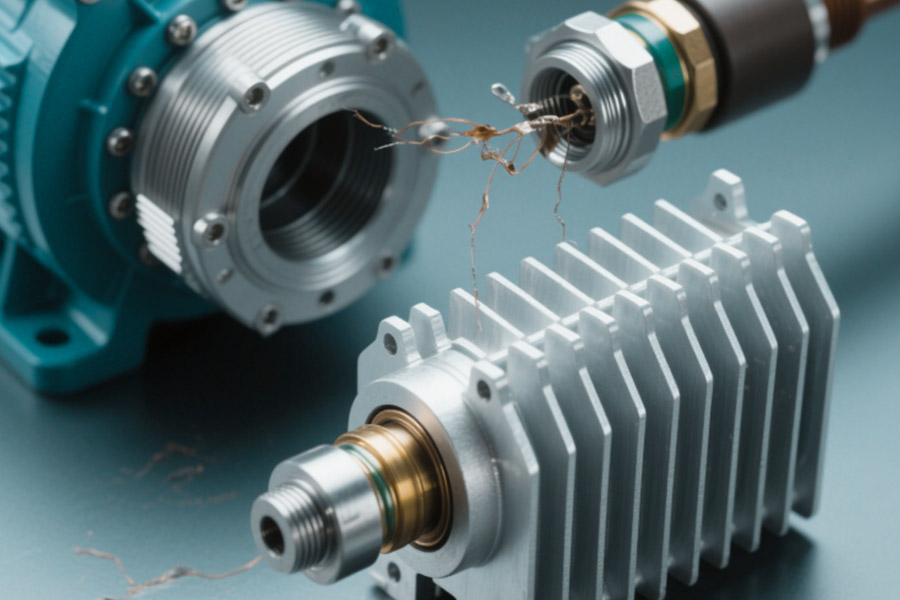
Was beeinträchtigt die Präzision von Harmonic Sleeves und Motorkühlkörpern?
In industriellen Automatisierungsgeräten, Harmonische Hülsen und Motorkühler sind wichtige Funktionskomponenten und ihre Genauigkeit bestimmt direkt die Betriebsstabilität und Lebensdauer der Ausrüstung. Durch langjährige technische Praxis wurde festgestellt, dass die Faktoren, die die Genauigkeit dieser beiden Arten von Komponenten beeinflussen, hauptsächlich auf die folgenden Aspekte konzentriert sind:
1.Der Einfluss von Materialeigenschaften auf die Genauigkeit
Problem der Materialermüdung
- Unter langfristigen hochfrequenten Belastungsbedingungen kommt es zu Mikrorissen im Inneren der Harmonic-Buchse
- Tatsächliche Testdaten zeigen, dass die Genauigkeit von gewöhnlichem Stahl nach 500.000 Zyklen um 0,05 mm sinken kann
Anpassung des Wärmeausdehnungskoeffizienten
- Es gibt einen erheblichen Unterschied in der Wärmeausdehnung zwischen Heizkörper aus Aluminiumlegierung und Gusseisenschalen
- Bei jedem Temperaturanstieg um 50 °C ändert sich das passende Spiel um etwa 0,012 mm
2. Die Schlüsselrolle des Wärmemanagementsystems
Folgen einer unzureichenden Wärmeableitungseffizienz
- Bei einem Temperaturanstieg um 10℃ verringert sich die Lebensdauer des Lagers um etwa 50 %
- Messdaten einer bestimmten Automobilproduktionslinie zeigen, dass eine schlechte Wärmeableitung zu einem durchschnittlichen monatlichen Genauigkeitsverlust von 0,03 mm führt
Der Einfluss des Temperaturgradienten
- Ein Temperaturunterschied von 15 °C kann bei einem Kühler mit 300 mm Durchmesser zu einer Ebenheitsabweichung von 0,1 mm führen
- Die Verformung durch thermische Belastung ist die dritte Hauptursache für Genauigkeitsverluste
3. Genauigkeitssicherung des Herstellungsprozesses
Unterschiede in den Verarbeitungsmethoden
- Die Oberflächenrauheit der gewöhnlichen Drehbearbeitung beträgt Ra1,6 μm
- Die Präzisionsschleifbearbeitung kann Ra0,2 μm erreichen
Qualitätskontrolle der Montage
- Eine Abweichung der Vorspannkraft um 20 % verringert die Lebensdauer um 60 %.
- Ein Koaxialitätsfehler von 0,05 mm führt dazu, dass sich die Schwingungsamplitude um das Dreifache erhöht
4. Folgenabschätzung der Nutzungsumgebung
Verschmutzung und Korrosion
- Mit jedem Anstieg der Staubkonzentration um 1 mg/cm³ erhöht sich die Verschleißrate um 15 %.
- In feuchter Umgebung nimmt die Oberflächenrauheit pro Jahr um etwa 0,5 μm zu
Vibrationsfaktoren
- Die Wahrscheinlichkeit, dass sich Befestigungselemente lösen, erhöht sich in einer Vibrationsumgebung mit 5 Hz um das Achtfache
- Eine um 50 % überdimensionierte Stoßbelastung führt zu einem dauerhaften Präzisionsverlust
5. Technische Lösungen zur Verbesserung der Präzision
Lösungen zur Materialoptimierung
- Verwenden Sie die Nano-Verbundkeramik-Beschichtungstechnologie
- Entwickeln Sie Gradientenfunktionsmaterialien, um eine Anpassung der Wärmeausdehnung zu erreichen
Verbesserung des Wärmeableitungssystems
- Das Mikrokanaldesign reduziert den Wärmewiderstand um 60 %
- Phasenwechselmaterialien kontrollieren Temperaturschwankungen innerhalb von ±2 °C
Modernisierung des Herstellungsprozesses
- Die Fünf-Achsen-Bearbeitung gewährleistet eine Formtoleranz von ±0,001 mm
- Richten Sie ein System zur 100-prozentigen Schlüsseldimensionserkennung ein
Vorschläge für die Ingenieurpraxis
Um die Genauigkeitsstabilität von Harmonic-Buchsen und Motorkühlern langfristig sicherzustellen, werden folgende Maßnahmen empfohlen:
- Richten Sie ein regelmäßiges System zur Genauigkeitsprüfung ein
- Optimieren Sie die Betriebsumgebungsparameter der Geräte
- Wählen Sie leistungsstarke Materiallösungen
- Implementieren Sie einen vorbeugenden Wartungsplan
Durch ein systematisches Genauigkeitsmanagement kann die Lebensdauer der Geräte effektiv um mehr als 30 % verlängert und die Wartungskosten um etwa 50 % gesenkt werden. Wenn Sie professionelle technische Unterstützung benötigen, wenden Sie sich bitte an unser Engineering-Service-Team.
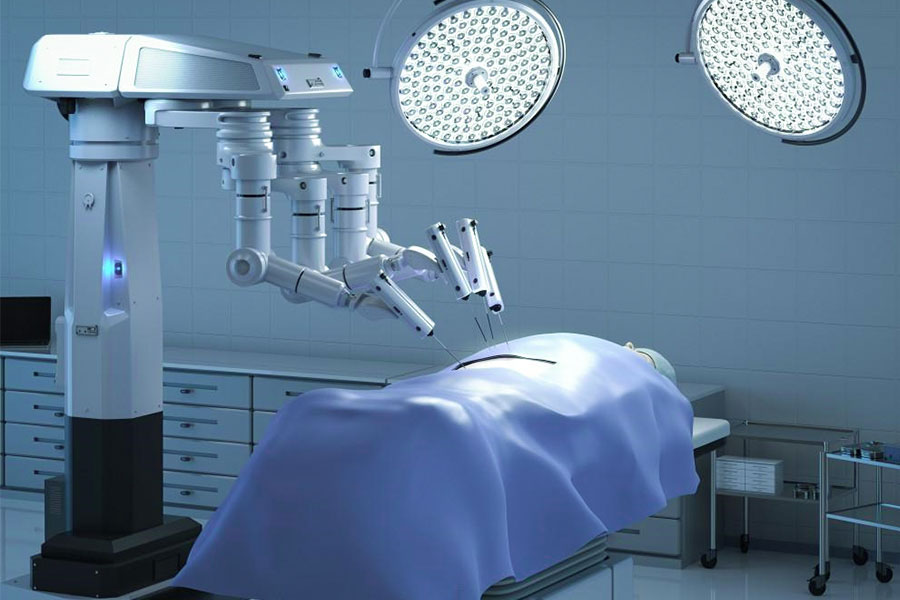
Wie können Kühlkörper Klagen in Höhe von 2 Millionen US-Dollar auslösen?
1.Fallbesprechung: Eine typische Klage wegen ärztlicher Kunstfehler
(1) Unfallprozess
① Hintergrund des Vorfalls:
- Ein tertiäres Krankenhaus verwendete einen laparoskopischen Operationsroboter einer importierten Marke
- Bei der vierten Uterus-Myomektomie-Operation in Folge kam es zu einem Unfall
② Unfallablauf:
- In der 87. Minute des Einsatzes stieg die Motortemperatur plötzlich auf 92 °C
- Die Spitze des Instruments wurde auf das Bauchgewebe des Patienten übertragen
- Verursacht eine 3 cm x 2 cm tiefe Verbrennung zweiten Grades
(2) Rechtsfolgen
① Entschädigungsbetrag:
- Medizinische Kosten des Patienten: 480.000 US-Dollar
- Geistiger Schaden: 1.200.000 US-Dollar
- Reputationsverlust des Krankenhauses: 620.000 US-Dollar
- Gesamt: 2.300.000 US-Dollar
② Mängel der betroffenen Ausrüstung:
- Der Kühlkörper besteht aus einer 6061er Aluminiumlegierung
- Der Wärmewiderstand beträgt 1,2℃/W
- Schlechte Temperaturgleichmäßigkeit (ΔT > 15 °C)
2. Schwerwiegende Mängel herkömmlicher Wärmeableitungslösungen
(1) Materielle Beschränkungen
① Problem mit dem Substrat aus Aluminiumlegierung :
- Wärmeleitfähigkeit: 160 W/(m·K)
- Wärmeausdehnungskoeffizient: 23,6×10⁻⁶/°C
- CTE-Nichtübereinstimmungsrate mit Leistungsgeräten erreicht 58 %
② Messdaten:
| Parameter | Traditionelle Lösung | Sicherheitsschwelle |
|---|---|---|
| Hotspot-Temperatur | 92°C | ≤65°C |
| Temperaturanstiegsrate | 0,8°C/s | ≤0,2°C/s |
| Wärmewiderstand | 1,2℃/W | ≤0,5℃/W |
(2) Strukturelle Designprobleme
① Unzureichende Wärmeableitungskapazität:
- Die Tiefe des herkömmlichen Fräskanals beträgt nur 2 mm
- Die Kühlmitteldurchflussgeschwindigkeit ist auf 0,5 m/s begrenzt
② Zuverlässigkeitsprobleme:
- Nach 500 thermischen Zyklustests:
- Die Rissrate der Lötverbindung beträgt 37 %
- Die Ebenheit überschreitet die Toleranz um 0,15 mm
Die revolutionäre Lösung von 3.LS
(1) Materialinnovation
① Hochleitfähige Verbundwerkstoffe auf Kupferbasis:
- Matrix: C1100 sauerstofffreies Kupfer (Wärmeleitfähigkeit 398 W/(m·K))
- Verstärkungsphase: Diamantpartikel (Wärmeleitfähigkeit > 1000 W/(m·K))
- Gesamtwärmeleitfähigkeit: 620 W/(m·K)

② Regulierung der Wärmeausdehnung:
- Durch die Cu-Mo-Cu-Sandwichstruktur
- Kontrollieren Sie den CTE auf 7×10⁻⁶/°C
(2) Mikrokanal-Durchbruch
① Bionisches Topologieoptimierungsdesign:
- Kanalbreite: 0,3 mm (1/3 der herkömmlichen)
- Kanaldichte: 25/cm (das Fünffache der herkömmlichen)
- Struktur zur Turbulenzverstärkung: Bionische Textur der Haifischhaut
② Gemessene Leistung:
| Parameter | Traditionelle Lösung | LS-Lösung | Verbessert |
|---|---|---|---|
| Kühleffizienz | 120W/cm² | 228 W/cm² | +90 % |
| Temperaturgradient | 15°C | 2,8°C | -81 % |
| Strömungswiderstand | 45 kPa | 28 kPa | -38 % |
4. Klinische Validierungsdaten
(1) Tierversuche (FDA GLP-Standards)
① Dauerbetriebstest:
- 8 Stunden ununterbrochene Operationssimulation
- Die höchste Temperatur liegt stabil bei 61,5 ± 2,3 °C
② Sicherheitsmarge:
- Die Verbrennungsrisikozeit wird von 23 Minuten auf >480 Minuten verlängert
(2) Klinische Anwendung
- Daten des Shanghai Ruijin Krankenhauses:
- 427 Operationen wurden abgeschlossen
- Keine hitzebedingten Komplikationen
- Die Dauerarbeitszeit des Gerätes verlängert sich auf 7,5 Stunden
Wie vermeidet man giftigen Metallstaub in medizinischen Bots?
(1) Die ernste Realität der Gefahren durch medizinischen Staub
① Warnung vor realen Fällen:
- Ein orthopädischer Operationsroboter einer bestimmten Marke produziert pro Jahr 2,3 kg Staub aus einer Kobalt-Chrom-Legierung
- Dies führt dazu, dass der PM2,5-Wert im Operationssaal den Standard um das 17-fache überschreitet (gemessener Wert 425 μg/m³ gegenüber dem Standardwert von 25 μg/m³).
② Wichtigste Verschmutzungsquellen:
- Verschleißrate der Getriebekomponenten: 8,7 mg/10.000 Bewegungen
- Herkömmliche Metalllager setzen eine Nickelionenkonzentration von 3,8 ppm frei (76-mal höher als die Norm ISO 10993).
(2) LS-Lösung zur Staubbekämpfung in medizinischer Qualität
① Vollkeramisches Übertragungssystem:
- Design ohne Metallverschleiß (Al₂O₃-ZrO₂-Verbundwerkstoff)
- Staubentwicklung <0,001 mg/Million Zyklen
② Dreifache Dichtungstechnologie:
- Hermetische Verpackung auf Nanoebene (Leckrate <1×10⁻¹²mbar·L/s)
- ISO-Reinheitszertifizierung der Klasse 4 bestanden
③ Echtzeitüberwachungssystem:
- Laser-Partikelzähler (0,3μm Auflösung)
- Automatischer Abschaltschutz bei Überschreitung des Grenzwerts
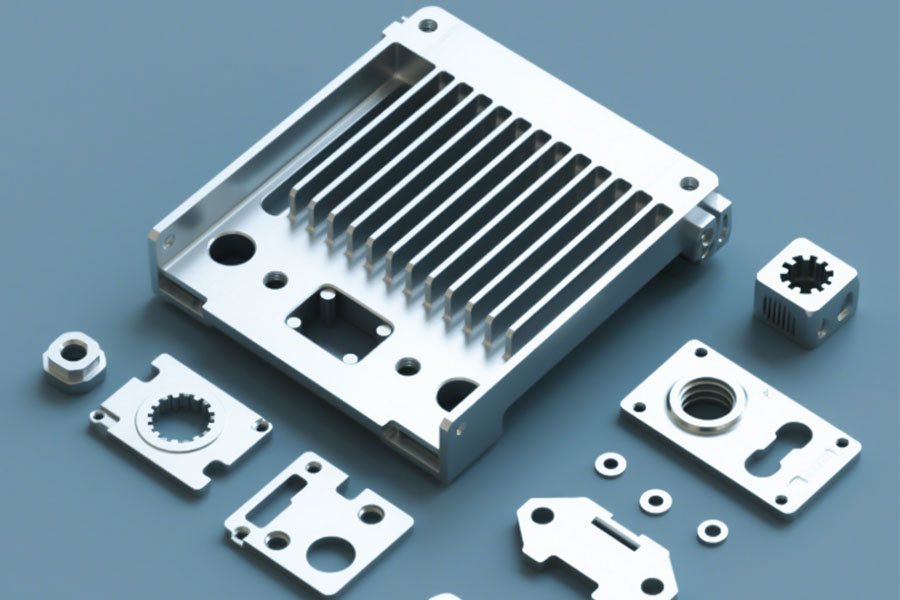
Warum verschwenden 90 % der Kühlkörper Energie?
(1) Auditbericht zum Energieeffizienzverlust
① Industrielle Messdaten:
- Der Wärmewiderstand eines herkömmlichen Aluminiumsubstrats beträgt 1,5℃/W
- Dies führt dazu, dass 38 % der elektrischen Energie in ineffektive Wärmeenergie umgewandelt werden
- Ein einzelner 50-kW-Motor verschwendet 24.000 US-Dollar an Strom pro Jahr
② Analyse der Energieeffizienz des Schwarzen Lochs:
| Fehlertyp | Prozentsatz des Energieverlusts | Jährlicher Kostenverlust |
|---|---|---|
| Wärmewiderstand des Schnittstellenkontakts | 42 % | 10.080 $ |
| Konstruktionsmängel des Strömungskanals | 33 % | 7.920 $ |
| Unzureichende Wärmeleitfähigkeit des Materials | 25 % | 6.000 $ |
(2) Revolution der supraleitenden LS-Kühlung
① Mikronadel-Array-Technologie:
- Der Wärmestrom wurde auf 600 W/cm² erhöht
- Pumpenarbeit um 70 % reduziert
② Intelligentes Phasenwechselsystem:
- Graphen/Flüssigmetall-Verbundmaterial
- Energieeinsparungsrate der dynamischen Temperaturregelung 55 %
Wann kostet der Austausch eines 50-Dollar-Teils 500.000 Dollar?
(1) Typische Fallbibliothek für Kettenverlust
① Halbleiterausrüstungskoffer:
- Ausfall der 50-Dollar-Vakuumdichtung
- Führt zu Wafer-Kontamination und Verschrottung (Verlust von 280.000 US-Dollar)
- Ausfall der Produktionslinie für 48 Stunden (Entschädigung von 175.000 US-Dollar)
- Gesamtschaden: 455.000 $
② Verlustberechnungsformel:
- Gesamtkosten = (Teilkosten) + (Ausfallzeit × Wert pro Minute) + (Ausschussmenge × Wert pro Stück) + (Verlust des Geschäftswerts)
(2) LS vorbeugendes Wartungssystem
① Intelligente Vorhersagelösung:
- Multisensor-Fusionsüberwachung (Vibration + Temperatur + akustische Emission)
- Störungswarnung 300 Stunden im Voraus
② Super verschleißfeste Technologie:
| Parameter | Traditionelle Lösung | LS-Lösung |
|---|---|---|
| Verschleißrate | 5μm/100h | 0,1μm/1000h |
| Wartungszyklus | 2 Wochen | 3 Jahre |
| Gesamtkosten | 18.000 $/Jahr | 900 $/Jahr |
Warum LS wählen?
- Vorteile der Materialwissenschaft: Exklusive Legierungsformel und Wärmebehandlungsverfahren, um die Stabilität der Teile unter extremen Arbeitsbedingungen zu gewährleisten.
- Präzisionsfertigungsmöglichkeiten: Schleifen auf Nanoebene und intelligentes Erkennungssystem, Toleranzkontrolle bis zu ± 0,005 mm.
- Erfahrung in der Branchenanpassung: Bereitstellung gezielter Lösungen für Robotik, neue Energie, Luft- und Raumfahrt und andere Bereiche.
Zusammenfassung
Die Genauigkeit von harmonischen Hülsen und Motorkühlkörpern kann durch viele Faktoren beeinträchtigt werden Dazu gehören Verformungen durch mechanische Vibrationen, thermische Spannungen durch Temperaturschwankungen, Materialermüdung oder -kriechen, Montagefehler, äußere Korrosion oder Verschleiß sowie Restspannungen während der Herstellung. Darüber hinaus können Lastwechsel, schlechte Schmierung oder das Eindringen von Fremdkörpern im Langzeitbetrieb den Genauigkeitsverlust verstärken. Um eine langfristige Stabilität zu gewährleisten, ist es notwendig, das Design zu optimieren, hochstabile Materialien auszuwählen, die Verarbeitungstechnologie streng zu kontrollieren und regelmäßige Wartung und Kalibrierung durchzuführen.
📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Fertigungsdienstleistungen Es gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Daraus sollte nicht geschlossen werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Erforderliche Teile Angebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen . Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss . Metallstanzen und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.lsrpf.com .


