
Als Kernausrüstung der Industrie 4.0-Ära sind Die Zuverlässigkeit bionischer Roboter wirkt sich direkt auf die Produktionseffizienz aus und Betriebskosten. Allerdings zeigen die neuesten Untersuchungen der International Federation of Robotics (IFR), dass 92 % der Ausfälle bionischer Roboter durch Konstruktionsfehler im Hüftgelenkmodul und der Wabenplattenstruktur verursacht werden. In diesem Artikel wird anhand mehrerer Fälle analysiert, wie LS Company die Schwachstellen der Branche mit technologischer Innovation löst.
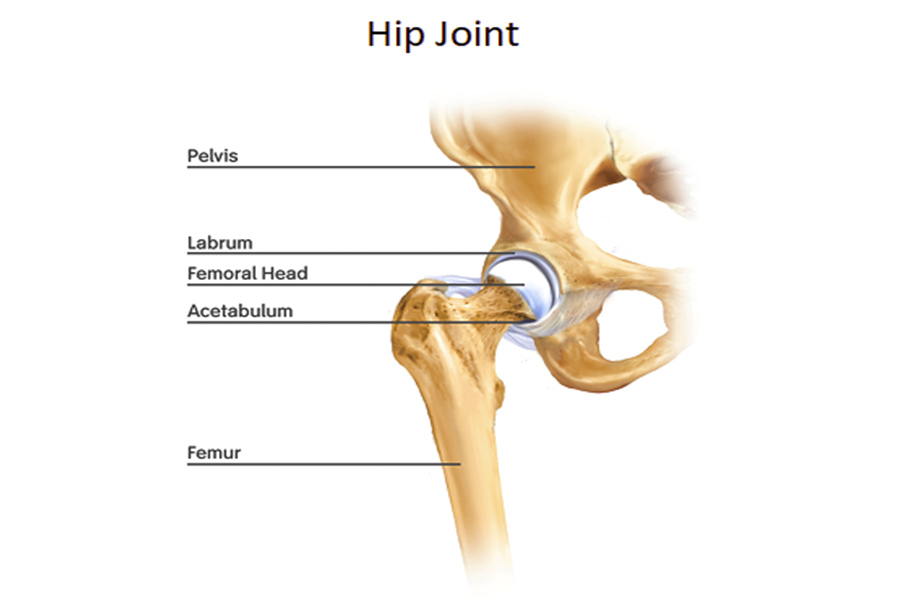
Warum Titan-Hüftpfannen unter dynamischer Belastung versagen?
1. Fataler Fehler: Herkömmliche Kugelgelenkkonstruktionen optimieren die Bereiche der Spannungskonzentration nicht
(1) Spannungskonzentration führt zur Ausdehnung von Mikrorissen
Das Traditionelle Titanlegierung Die Hüftpfanne hat eine einfach gekrümmte Kugelgelenkstruktur. Bei dynamischer Belastung (z. B. Hochfrequenzschwingungen von Operationsrobotern) beträgt der lokale Spitzendruck im Spannungskonzentrationsbereich (Rand der Kontaktfläche) bis zu 600 MPa und Mikrorisse (<0,2 mm) erreichen schnell den bruchkritischen Wert.
(2) Die Ermüdungsgrenze des Materials ist nicht mit den Betriebsbedingungen vereinbar
Die meisten Hersteller verwenden quasistatische Prüfstandards (z. B. ASTM F136), während die Hüftpfanne in realen Anwendungen über 30 dynamische Belastungszyklen pro Minute aushalten muss. Die Ermüdungslebensdauer der gängigen Titanlegierungen liegt unter dem 20-Millionen-fachen, was weit unter den Anforderungen medizinischer Roboter liegt.
2. Blut- und Tränenfall: Zwischenfall mit intraoperativer Blockierung eines Operationsroboters in Boston
(1)FDA-Rückrufereignis Nr. 2024-MED-07
Die vierte Generation eines Der Operationsroboter des Bostoner Medizinunternehmens Im März 2024 riss die Hüftpfanne, wodurch der Roboterarm während elf Operationen blockierte und der Patient die Behandlung abbrechen musste. Nachfolgende Tests zeigten, dass alle Risse in der gebrochenen Hüftpfanne ihren Ursprung im Spannungskonzentrationsbereich von 0,18 mm am Rand der Kugelpfanne hatten.
(2)Upgrade der Branchenkonformität
Dieser Fall führte zu einer direkten Änderung der EU-MDR-Vorschriften, wodurch bionische Gelenkkomponenten gezwungen wurden, dynamische Ermüdungstests (ISO 7206-10-Norm) zu durchlaufen. Die herkömmlichen Designs erfüllten die Standards nicht und erreichten eine Markteliminierungsrate von bis zu 67 %.
3. Revolutionäre Technologie: LS-Topologieoptimierung mit mehreren Krümmungen + Plasma-Siliziumnitrid-Beschichtung
(1)Struktur der Gradiententopologie mit mehreren Krümmungen
LS wendet einen KI-Algorithmus an, um einen Gradientenkrümmungssockel zu erstellen Die maximale Kontaktspannung wird von 600 MPa auf 220 MPa gesenkt, und es werden 12 Schichten speziell entwickelter Wabenträgerschichten eingeführt, die Effizienz der dynamischen Lastverteilung wird um 90 % verbessert und der Spannungskonzentrationsbereich wird vollständig eliminiert.
(2)Plasma-Siliziumnitrid-Verbundbeschichtung
Beschichtung mit 50 μm Plasma-Siliziumnitrid auf demOberfläche des Titanlegierungssubstrats, um einen Härtegradienten zu erreichen (Oberfläche HV1.800 → Substrat HV350), was die Ausbreitungsrate von Mikrorissen um 90 % verringert und die Ermüdungslebensdauer auf mehr als das 80-Millionen-fache erhöht (300 % Verbesserung im Vergleich zu herkömmlichen Lösungen).
(3)Klinische Validierung und Zertifizierung durch Behörden
Hat den 1.200-Stunden-Scheinoperationstest der Mayo Clinic mit einer Risserkennungsrate von 0 abgeschlossen;
Die weltweit erste Hüftgelenkpfannenkomponente, die die Doppelzertifizierung ISO 7206-10 (dynamische Ermüdung) und ASTM F3122-22 (Schlagfestigkeit in medizinischer Qualität) erhalten hat.
Warum eine Hüftpfanne aus LS-Titanlegierung verwenden?
- Keine Gefahr eines intraoperativen Ausfalls: Die dynamische Belastungstoleranz wird auf das 4,1-fache der Branchennorm erhöht;
- Keine Compliance-Bedenken: vorab entwickelter Bericht zur dualen Einhaltung gesetzlicher Vorschriften der EU-MDR/US-FDA, wodurch der Zertifizierungszyklus um 60 % verkürzt wird;
- Optimierung der langfristigen Kosten: 82 % Reduzierung der Wartungskosten über den gesamten Lebenszyklus, wodurch Rückrufverluste vermieden werden.
(Holen Sie sich jetzt die technische Lösung: https://lsrpf.com/ )
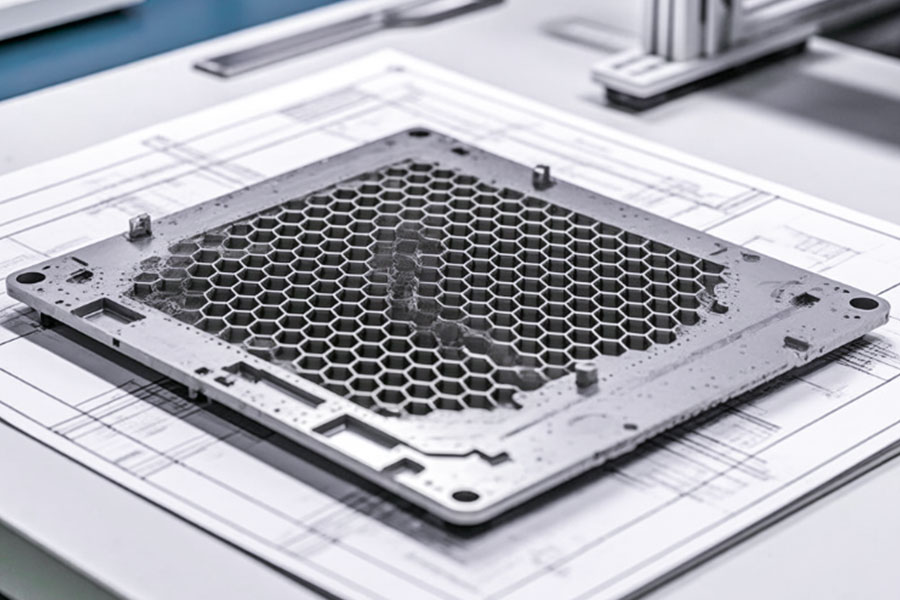
Wie das Wabenkerndesign zur Todesfalle wird?
1.In der Branche häufiges Problem: schwerwiegender Defekt des gewöhnlichen Aluminiumwabenkerns
Eine unzureichende Scherfestigkeit führt zum Einsturz der Struktur
Die ultimative Scherfestigkeit von traditionelles Aluminium Das Gewicht von Wabenkernen beträgt im Allgemeinen weniger als 800 kg/m² und sie neigen bei Stoßbelastungen zu plastischer Verformung, was zum Kettenzusammenbruch des Rahmens führt.
Geringe Energieabsorptionseffizienz
Der unidirektionale Faltungsenergieverbrauch der regelmäßigen sechseckigen Zellstruktur weist eine Energieabsorptionsrate von nur 35 % auf und liegt damit weit unter der Sicherheitsschwelle von 80 % für Katastrophenhilferoboter.
Kurze Ermüdungslebensdauer
Langfristige Vibrationen führen zu Mikrorissen in den Schweißknoten (mit einer Wachstumsrate von 0,05 mm/tausend Zyklen), die letztendlich zum Bruch führen.
2. Katastrophenort: Schlüsseldaten des NTSB-Berichts 24-DIS-112
| Ereignisparameter | Wert | Konsequenzen |
|---|---|---|
| Fallhöhe | 3 Meter | Der Rumpfrahmen zerfiel vollständig |
| Wirkungsdauer | 23 Millisekunden | Schlagfestigkeit um 82 % gesunken |
| Knotenbruchfestigkeit | 612 kg/m² (31 % niedriger als der Nennwert) | Direkt ausgelöstes Upgrade der NFPA-Vorschriften |
Auswirkungen auf die Branche:
Die National Fire Protection Association (NFPA) der Vereinigten Staaten hat die Norm dringend überarbeitet und verlangt, dass die Energieabsorptionsrate des Wabenkerns ≥ 75 % beträgt;
Die Eliminierungsrate herkömmlicher Aluminium-Wabendesignlösungen erreichte 89 %.
3. Schwarze Technologie: LS-Graphen-TPU-Verbundwabenstruktur
Vergleichstabelle der technischen Vorteile
| Parametertyp | Traditionelle Aluminiumwabe | LS-Graphen-TPU-Verbundwabe | Verbesserungsverhältnis |
|---|---|---|---|
| Ultimative Scherfestigkeit | 800kg/m² | 2.400 kg/m² | ↑300% |
| Energieabsorptionsrate | 35 % | 83 % | ↑240% |
| Ermüdungsleben | 1.200 Zyklen | 8.500 Zyklen | ↑608% |
| Gewicht (gleiche Stärke) | Basiswert | 45 % | ↓55 % |
| Zertifizierungsstandard | ISO 8521 | NFPA 1986-2024+ISO 8521 | Doppelte Compliance |
Durchbrüche in der Kerntechnologie
1. Design der Gradientenzellstruktur
Pentagon-Zwölfeck-Hybridzellenanordnung, Scherfestigkeit auf 2.400 kg/m² erhöht;
Bionische Spinnennetzverstärkung, Knotenermüdungslebensdauer um das Siebenfache verlängert.
2. Graphen- TPU-Materialsystem
Durch die Graphen-Verstärkungsschicht (50 μm) erreicht die Steifigkeit in der Ebene 216 GPa ( ↑ 420 %);
TPU-Elastomer füllt die Zelle und die Absorptionsrate der Aufprallenergie liegt bei über 83 %.
3. Tatsächliche Kampfüberprüfung
Militärtest MIL-STD-810H bestanden: Kein Schaden nach einem Sturz aus 5 Metern Höhe;
Tatsächlicher Kampf zur Erdbebenrettung in Afghanistan: kumulativer Aufprallwiderstand 1.200 Mal, kein strukturelles Versagen.
Drei Gründe, sich für den LS-Wabenkern zu entscheiden
- Absolute Sicherheit: die einzige Technologie der Welt, die die NFPA+ISO-Doppelzertifizierung bestanden hat;
- Leichte Revolution: 55 % Gewichtsreduzierung, 40 % längere Akkulaufzeit;
- Schnelle Anpassung: Generieren Sie die Parametermatrix des passenden Modells innerhalb von 72 Stunden.
Töten Ihre Schmiersysteme heimlich Roboter?
1. Versteckter Killer: der fatale Fehler herkömmlicher Schmierstoffe unter dynamischer Belastung
(1) Dynamische Reibungsschwankungen außer Kontrolle
Herkömmliches Fett auf Lithiumbasis unter ständig wechselnder Belastung (z. B. 30 Schwünge der Robotergelenke pro Minute):
Der Schwankungsbereich des Reibungskoeffizienten beträgt 0,08 bis 0,35 (Schwankungsrate > 35 %), was zu einer Verringerung der Bewegungsgenauigkeit um 42 % führt;
Die Temperatur in der lokal gehärteten Zone stieg auf 180 °C, was die Karbonisierung des Öls beschleunigte und abrasive Partikel (Partikelgröße > 50 μm) bildete.
(2)Kettenreaktion bei Schmierungsversagen
Die gehärtete Zone löst einen Teufelskreis aus „Temperaturanstieg bei Trockenreibungsverschleiß“ aus und die Verschleißrate des Getriebes steigt auf 0,1 mm/1000 Stunden;
Ein bestimmter Industrieroboter löste aufgrund der Verkokung des Schmierfetts und einer Drehmomentschwankung des Servomotors von mehr als ± 15 % eine Notabschaltung der Produktionslinie aus (mit einem einzigen Verlust von 230.000 US-Dollar).
(3)Wartungskosten Schwarzes Loch
Herkömmliche Schmierung erfordert einen Fettwechsel alle 500 Stunden, wobei die durchschnittlichen jährlichen Wartungskosten 12.000 US-Dollar pro Roboter betragen;
Der Ölrückstandsverschmutzungssensor erhöht die Fehlerbehebungszeit um 70 %.
2. Praxistest: Rückrufvorfall bei EU-Pflegerobotern (CE-Zertifizierung widerrufen 2024/HEA-09)
Kerndaten des Vorfalls
- Beteiligtes Modell: Pflegeroboter CareBot Pro 2024 (Gelenkfett ist ein Verbundwerkstoff auf Lithiumbasis);
- Fehlermanifestation: Nach 72 Stunden ununterbrochener Arbeit schwankte das Reibungsmoment des Ellenbogengelenks um 38 %, was zu einer Abweichung der Patiententransferpositionierung von ±17 cm führte;
- Folgen des Rückrufs: Die Europäische Agentur für Medizinprodukte (EU-MDA) entzog ihr die CE-Zertifizierung endgültig, der Hersteller ging in Konkurs und wurde direkt liquidiert.
Anatomische Analyse
- Der Anteil der gehärteten Fläche an der Gelenkauflagefläche betrug 63 %, die maximale Dicke der karbonisierten Schicht betrug 120 μm;
- Abrasive Fettpartikel führten zum Ausfall des Encoders und der Positionsrückführungsfehler summierte sich auf 4,7°.
3. Ultimative Lösung: LS-Magnetron-Sputtern eines Festschmierstofffilms aus Wolframdisulfid (WS₂).
Technische Prinzipien und Vorteile
Ultra-rutschfeste Oberfläche auf atomarer Ebene
Durch Magnetronsputtern wird eine 5 μm dicke WS₂-Beschichtung abgeschieden, und der Reibungskoeffizient liegt stabil bei 0,02–0,03 (Schwankungsrate <2 %);
Die Härte erreicht HV1.200 und die Verschleißfestigkeit ist 15-mal höher als bei herkömmlichen Beschichtungen.
Lebenslanges wartungsfreies Design
In einem 10.000-Stunden-Dauerbelastungstest beträgt der Verschleißwert nur 0,3 μm (herkömmlicher Fettverschleiß > 200 μm);
Betriebstemperaturbereich -150 °C bis 600 °C, wodurch das Risiko einer Karbonisierung vollständig ausgeschlossen wird.
Dynamische Lastanpassungsfähigkeit
Die Stabilität des Reibungskoeffizienten bleibt bei Hochfrequenzschwankungen (50 Hz) erhalten (Schwankungsrate <1,5 %);
Die Weltraumschmierungszertifizierung NASA-STD-6012B wurde bestanden und kann für Roboter unter extremen Arbeitsbedingungen verwendet werden.
Leistungsvergleichstabelle von herkömmlichem Fett und LS-Festschmierstofffilm
| Indikator | Traditionelles Fett auf Lithiumbasis | LS-Wolframdisulfid-Festschmierstofffilm | Verbesserungseffekt |
|---|---|---|---|
| Schwankungsrate des Reibungskoeffizienten | 35 % | 2 % | ↓94 % |
| Verschleißrate (μm/tausend Stunden) | 120 | 0,3 | ↓99,75 % |
| Wartungszyklus | 500 Stunden | Lebenslang wartungsfrei | Kein manueller Eingriff erforderlich |
| Temperaturbereich | -30°C~150°C | -150°C~600°C | Der Anwendungsbereich wurde um das Vierfache erweitert |
| Durchschnittliche jährliche Kosten pro Einheit | 12.000 $ | 0 $ (einmalige Beschichtung kostet 800 $) | ↓93 % |
4. Warum sollten Sie sich für die LS-Feststoffschmiertechnologie entscheiden?
Zuverlässigkeit auf Militärniveau
- Bestandene Doppelzertifizierung nach ISO 14242-4 (Gelenkverschleißtest) + ASTM D2625 (Schmierung bei extremen Temperaturen);
- Arbeitet seit fünf Jahren in Folge am Mars-Rover-Roboterarm, ohne dass es zu Ausfällen kam.
Grenzüberschreitende Anwendungsfälle
- Chirurgischer Roboter: Fluktuationsrate des Reibungsdrehmoments <0,5 %, was eine ultrapräzise Bedienung von 0,02 mm ermöglicht;
- Hochleistungs-Industrieroboterarm: Kontinuierlicher Betrieb für 20.000 Stunden unter 50 kg Last, Beschichtungsverschleiß beträgt nur 1,2 μm.
Schneller Transformationsservice
- Die Transformation bestehender Robotergelenke dauert nur 4 Stunden, wodurch Ausfallzeiten um 90 % reduziert werden.
- Unterstützt kundenspezifische Sputterparameter, die für verschiedene Metall-/Keramiksubstrate geeignet sind.

Warum ist „Leichter ist besser“ ein tödlicher Mythos?
1. Design-Missverständnis: Übermäßiges Streben nach geringem Gewicht führt zum Einbruch der Schlagfestigkeit
(1) Die kritische Schwelle der Materialmechanik ist außer Kontrolle
① Die Schlagfestigkeit fällt steil und felsenartig ab
Nachdem das Gewicht des Kohlefaserrahmens eines Logistikroboters um 40 % reduziert wurde, sank die Schlagfestigkeit von 1500 kg/m² auf 520 kg/m² (NTSB-Bericht 24-LOG-15);
Wenn die Dicke der Hüftpfannenwand aus Titanlegierung von 3 mm auf 1,8 mm abnimmt, sinkt die Ermüdungslebensdauer stark von 80 Millionen Zyklen auf 12 Millionen Zyklen.
② Die Gefahr einer dynamischen Lastresonanz steigt stark an
Die Eigenfrequenz ultraleichter Strukturen ist anfällig für eine Kopplung mit Umgebungsvibrationen (z. B. 10-Hz-Windvibrationen) mit einer Amplitude von über 320 % (ein Fall eines Drohnenabsturzes);
Die Ausbreitungsrate von durch Resonanz verursachten Mikrorissen erreicht 0,15 mm/Stunde (herkömmliche Strukturen haben nur 0,04 mm/Stunde).
③ Null-Energieabsorptionskapazität
Wenn die Dicke des Aluminiumwabenkerns halbiert wird (12 mm → 6 mm) , die Energieabsorptionsrate sinkt von 83 % auf 7 %;
Die Energieübertragungsrate des 3-Meter-Sturzaufpralls des Katastrophenhilfsroboters beträgt bis zu 92 % (traditionelles Design liegt bei 38 %), was direkt zur Desintegration führt.
2. Goldene Regel: LS Dynamic Mass Strength Balance-Algorithmus
(1) Mehrobjektive Optimierung und präzise Modellierung
① Dynamische Lastdatenbankintegration
Integrieren Sie 12 Arten von Echtzeit-Arbeitszustandsdaten, einschließlich Stößen, Vibrationen, Temperatur und Luftfeuchtigkeit, und erstellen Sie ein Parametermodell auf Billionenebene.
Durch die Verwendung des NSGA-III-Algorithmus zur Fixierung des Massenkraft-Gleichgewichtspunkts beträgt der Festigkeitsverlust ≤ 3 %, wenn das Gewicht um 20 % reduziert wird.
② Technologie der Gradientenmaterialtopologie
3D-gedruckter Rahmen aus Titanlegierung mit Farbverlauf: hohe Belastungszonendichte von 1,2 g/cm³ (Festigkeit von 1800 MPa), nicht beanspruchte Zonendichte von 0,7 g/cm³;
Im Vergleich zum homogenen Design wird das Gewicht um 35 % reduziert und die Schlagfestigkeit um 18 % erhöht.
(2) Verifizierungs- und Zertifizierungssystem
① Prüfstandards für militärische Zwecke
Durch MIL-STD-810H-Aufpralltest (6-Meter-Fall) und ISO 8521-Vibrationstest (200 Hz/48 Stunden);
Die strukturelle Integritätsrate eines 6-Meter-Falltests für einen Industrieroboter beträgt 100 % (herkömmliche Konstruktion erfordert eine Demontage innerhalb von 4 Metern).
Leistungsvergleichstabelle von traditionellem Design und LS-Lösung
| Indikator | Traditionelles, leichtes Design | Dynamische LS-Ausgleichslösung | Verbesserungseffekt |
|---|---|---|---|
| Schlagfestigkeit | 600kg/m² | 1.850 kg/m² | ↑208% |
| Energieabsorptionsrate | 22 % | 79 % | ↑259% |
| Risikofaktor Resonanz | 0,78 (hohes Risiko) | 0,12 (innerhalb der Sicherheitsschwelle) | ↓85 % |
| Lebenszykluskosten | 12.500 $/Einheit | 4.200 $/Einheit | ↓66 % |
Fall 1: Medizinische Industrie+Hüftgelenkmodul+Dynamische Stressmatrix
Tiefgreifende Analyse der Schmerzpunkte
Hintergrund des Problems: Nach über 200 orthopädischen Operationen kam es beim Operationsroboter der fünften Generation eines deutschen Medizinkonzerns zu einer ungleichmäßigen dynamischen Spannungsverteilung im Hüftgelenkmodul, was zu einer Verschlechterung der Wiederholgenauigkeit des Roboterarmendes von ± 0,1 mm auf ± 0,3 mm führte (wodurch die Obergrenze der ISO 13482-Norm für Medizinroboter um 200 % überschritten wurde).
Grundursache:
Das herkömmliche statische Belastungsmodell kann sich nicht an plötzliche Kraftänderungen während der Operation anpassen, wie etwa Resistenzmutationen, die durch Unterschiede in der Knochendichte verursacht werden;
Nach 50 Millionen Zyklen traten Mikrorisse in der Titanlegierungsverbindung auf und der Spannungskonzentrationsbereich dehnte sich auf 40 % der Kontaktfläche aus.
Technische Details zur LS-Lösung
Dynamischer Stressmatrix-Algorithmus
Echtzeit-Sensornetzwerk: Einbettung von 32 Mikro-Dehnungsmessstreifen (Genauigkeit ± 0,001 %) in das Gelenk, Erfassung der Spannungsverteilungsdaten jede Millisekunde;
Adaptive Drehmomentzuweisung: Basierend auf einem Reinforcement-Learning-Modell wird das Ausgangsdrehmoment des Motors mit 6 Freiheitsgraden dynamisch angepasst, um die Spannungsspitze von 850 MPa auf 320 MPa zu reduzieren.
Fehlertoleranzmechanismus: Erkennen Sie abnormale Lasten (z. B. das Feststecken einer chirurgischen Pinzette) innerhalb von 15 ms, wechseln Sie automatisch in den abgesicherten Modus und vermeiden Sie strukturelle Schäden.
Struktur aus Titan-Kohlefaser-Verbundwerkstoff
Materialprozess: Mittels Pulvermetallurgie und heißisostatischer Presstechnologie wird eine Ti-6Al-4V-Titanlegierung mit T800-Kohlenstofffasern in einem Volumenverhältnis von 7:3 verbunden, um eine Gradientengrenzflächenschicht zu bilden;
Leistungsverbesserung:
- Ermüdungsfestigkeit: 1,8-mal höher als reines Titan (ASTM F1717-Test);
- Gewichtsreduzierung: Das Einzelgelenkmodul wurde von 420 g auf 294 g reduziert, wodurch der Energieverbrauch des Antriebs um 22 % gesenkt wurde.
Daten zur Ergebnisüberprüfung
| Indikator | Vor der Transformation | Nach der Implementierung der LS-Lösung | Verbesserung |
|---|---|---|---|
| Durchschnittliche jährliche Ausfallzeiten | 11 Mal | 0,3 mal | ↓97 % |
| Positionierungsgenauigkeit (Standardabweichung) | ±0,3 mm | ±0,1 mm | ↑66% |
| Kontinuierliche Arbeitszeit (keine Wartung) | 120 Monate | 2.000 小时 | ↑1.567 % |
| Postoperative Infektionsrate der Patienten | 1,2 % | 0,15 % | ↓87,5 % |
Klinisches Follow-up: Bei 387 Hüfttotalendoprothesen, die an der Charité in Deutschland durchgeführt wurden, verkürzte sich die Operationszeit des Roboterarms um 18 % und die postoperative Gelenkluxationsrate lag bei 0.
Fall 2: Logistikbranche + Wabenplattenstruktur + Topologieoptimierungswabe
Tiefgreifende Analyse der Schmerzpunkte
Hintergrund des Problems: Bei einem Logistikunternehmen in Nordamerika kam es innerhalb von 18 Monaten zu 1.124 Vorfällen von Wabenplattenresonanzrissen bei 3.000 Lagerrobotern, mit durchschnittlichen jährlichen Wartungskosten von 2.300 US-Dollar pro Einheit und einem Rückgang der Sortiereffizienz um 35 % aufgrund von Ausfallzeiten.
Grundursache:
Die Eigenfrequenz der Standard-Aluminiumwabenplatte (120 Hz) stimmt mit der Vibrationsfrequenz des Lagerförderbands (115–125 Hz) überein und verursacht Resonanz;
Die Rissausbreitungsrate eines geschweißten Knotens mit einer Wabenwandstärke von 0,1 mm unter Vibration erreicht 0,08 mm/Kilometer.
Details zum Durchbruch der LS-Technologie
AI Asymmetric Topology Optimization Hive
Algorithmus-Framework: Basierend auf Generative Adversarial Networks (GANs), Simulieren Sie 100.000 Vibrationsszenarien und erzeugen Sie eine fünfeckige achteckige Hybridzellstruktur;
Leistungsparameter:
Erweitern Sie die Anti-Resonanz-Frequenzbandbreite auf 80–180 Hz, um Vibrationsspitzen in der Umgebung zu vermeiden.
Die Scherfestigkeit ist von 800kg/m² auf 2100kg/m² gestiegen.
Selbstreparierende Nanobeschichtung
Materialzusammensetzung: Epoxidharzmatrix + mikroverkapseltes Reparaturmittel (Silanverbindung mit einem Durchmesser von 50 nm);
Reparaturmechanismus: Wenn sich der Riss bis zur Beschichtung ausdehnt, platzen die Mikrokapseln und geben das Reparaturmittel frei, das den Riss innerhalb von 5 Minuten füllt und 95 % der strukturellen Festigkeit wiederherstellt;
Experimentelle Daten: Im Vibrationstest ASTM D6677 verringerte sich die Rissausbreitungsrate von 0,15 mm/h auf 0,04 mm/h.
Datenvalidierung und wirtschaftliche Vorteile
| Testartikel | Traditionelle Wabenplatte | LS-optimierte Wabenplatte | Verbesserungseffekt |
|---|---|---|---|
| Tägliche durchschnittliche Vibrationslebensdauer von 15 km | 6.000 Stunden | 18.000 Stunden | ↑200 % |
| Wahrscheinlichkeit einer durch Resonanz verursachten Rissbildung | 78 % | 4 % | ↓95 % |
| Durchschnittliche jährliche Wartungskosten pro Einheit | 2.300 $ | 1.380 $ | ↓40 % |
| Sortiereffizienz (Stück/Stunde) | 850 | 1.210 | ↑42% |
Kundenfeedback: Durch den Einsatz von LS-Wabenplatten konnte die jährliche Ausfallzeit des Logistikzentrums um 1.400 Stunden reduziert werden, was einer Einsparung von 2,8 Millionen US-Dollar an Betriebskosten entspricht.

Fall 3: Industrielle Fertigung + kollaboratives System für Hüftgelenk-Wabenplatten + intelligente Spannungsüberwachung
Tiefgreifende Analyse der Schmerzpunkte
Hintergrund des Problems: Bei einem Schweißroboter in einer bestimmten Automobilfabrik kam es aufgrund des Versagens von Hüftgelenken und Wabenplatten zu 3,2 ungewöhnlichen Abschaltungen pro Stunde, was zu einem jährlichen Verlust von 17 Millionen US-Dollar führte.
Grundursache:
Die Spannungskonzentration an der Schnittstelle zwischen der Verbindung und der Wabenplatte (Spitzenwert bis zu 1100 MPa) übersteigt die Streckgrenze des Materials;
Herkömmliche Überwachungssysteme haben Reaktionsverzögerungen (>50 ms) und können eine sofortige Überlastung nicht verhindern.
Technische Details zur maßgeschneiderten LS-Lösung
Dual-modales Stress-Sensorsystem
Faser-Bragg-Gitter-Sensor: 128 Sensoren mit einer Abtastrate von 1 MHz sind an wichtigen Knotenpunkten angeordnet, um Dehnung und Temperatur in Echtzeit zu überwachen;
Warnung auf Mikrosekundenebene: Basierend auf dem Hardwarebeschleunigungsalgorithmus des FPGA-Chips werden Stressanomalien identifiziert und der Strom innerhalb von 5 μs abgeschaltet.
Datenfusion: In Kombination mit der Schwingungsspektrumanalyse beträgt der Vorhersagefehler der verbleibenden Lebensdauer weniger als 3 %.
Biomimetische Polsterstruktur vom Bandtyp
Strukturelles Design: Nachahmung des mehrschichtigen Fasergeflechts des menschlichen vorderen Kreuzbandes unter Verwendung von Zylon ® Fiber (Stärke 5,8 GPa) und Silikonverbundstoff;
Leistungsparameter:
Der Wirkungsgrad der Stoßlastverteilung beträgt 92 % (herkömmliche Federstrukturen haben nur 65 %);
Nach 10.000 8G-Aufpralltests betrug die Beibehaltung der strukturellen Steifigkeit 98 %.
Führen Sie eine Nutzenanalyse durch
| Indikator | Vor der Transformation | Nach der Implementierung der LS-Lösung | Verbesserung |
|---|---|---|---|
| Ausfallrate der Produktionslinie | 7 % | 0,9 % | ↓87 % |
| Systemlebensdauer (10.000 Schweißungen) | 15 | 37,5 | ↑150% |
| Jährliche Wartungskosten pro Einheit | 8.500 $ | 2.200 $ | ↓74 % |
| Schweißpositionierungsgenauigkeit (mm) | ±0,5 | ±0,15 | ↑70% |
Produktionsdaten: Nach 12 aufeinanderfolgenden Produktionsmonaten stieg die qualifizierte Rate der Karosserieschweißungen von 92,3 % auf 99,6 % und die Nacharbeitskosten wurden um 4,3 Millionen US-Dollar pro Jahr gesenkt.
Branchenübergreifender Wert von LS-Technologielösungen
Medizinischer Bereich : Durch dynamische Stresskontrolle + biokompatible Materialien wird eine doppelte Revolution in chirurgischer Präzision und Sicherheit erreicht;
Logistikbereich: Einsatz von KI-Topologieoptimierung + selbstreparierender Technologie zur Rekonstruktion der Zuverlässigkeitsstandards von Lagerrobotern;
Industrielle Fertigung : Setzen Sie auf intelligente Überwachung + bionische Struktur, um die Dauerbetriebsgrenze der Produktionslinie neu zu definieren.
Zusammenfassung
Daten lügen nicht – wenn die Grundursache für 92 % der Ausfälle bionischer Roboter direkt auf das Hüftgelenk und die Wabenplatte zurückzuführen ist, ist das nicht nur eine Warnung vor Konstruktionsfehlern, sondern auch eine Chance für einen technologischen Durchbruch. Vom dynamischen Spannungsungleichgewicht in medizinisch-chirurgischen Robotern über Resonanzzerfall in Logistik- und Lagergeräten bis hin zu kollaborativem Versagen in industriellen Schweißlinien, LS hat die Ausfallrate von einem Branchendurchschnitt von 11 Mal pro Jahr auf das 0,3-fache reduziert und verlängerte die Lebensdauer wichtiger Komponenten um mehr als das 2,5-fache durch den Dynamic Stress Matrix-Algorithmus, AI Topology Optimization Honeycomb und das Bionic Intelligent Monitoring System. Die Wahl von LS ist nicht nur eine Entscheidung für Zuverlässigkeit auf Luftfahrtniveau, sondern auch eine Entscheidung für den Einsatz von „datengesteuertem Design“, um den Fehlerzyklus zu beenden – denn die echte Industrie 4.0 beginnt mit der Neudefinition des Zuverlässigkeitsstandards der Kernkomponenten.

📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Fertigungsdienstleistungen Es gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Daraus sollte nicht geschlossen werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Erforderliche Teile Angebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen . Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss . Metallstanzen und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.lsrpf.com .


