
No moderno sistema de produção industrial, os componentes de transmissão harmônica e os dispositivos de troca de calor são os principais componentes dos sistemas mecânicos de precisão, e sua precisão de processamento e estabilidade operacional determinam diretamente o desempenho e a vida útil de todo o conjunto de equipamentos. No entanto, em aplicações práticas de engenharia, desde a seleção da matéria-prima até a tecnologia de processamento, desde a montagem e depuração até as condições reais de trabalho, muitos links podem afetar adversamente a precisão final. Este artigo explicará sistematicamente os principais fatores que afetam a precisão dos componentes através de uma análise aprofundada de casos típicos de engenharia e demonstrará detalhadamente as vantagens exclusivas do As soluções técnicas inovadoras da LS garantem precisão e estabilidade.
Por que o desgaste de 5μm destrói a precisão robótica?
No campo da fabricação de precisão , 5 mícrons de desgaste são suficientes para transformar um dispositivo de um milhão de níveis em sucata! Através de casos industriais reais, a cadeia de desastres causada por pequenos desgastes é revelada e é analisada como a LS Company reescreve completamente as regras da indústria com a tecnologia de revestimento de nanodiamantes.
1.Análise da força destrutiva do desgaste de 5 mícrons
(1) Colapso da precisão geométrica
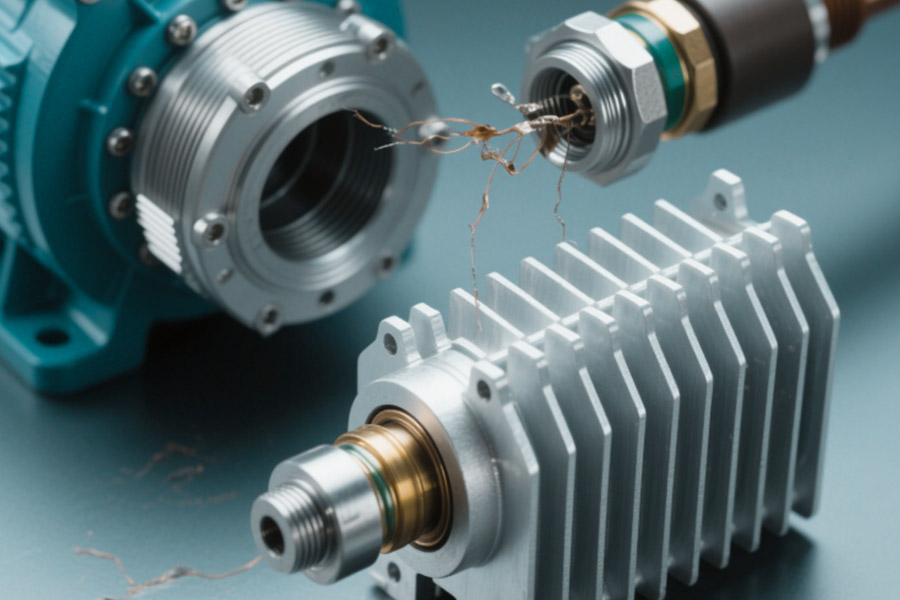
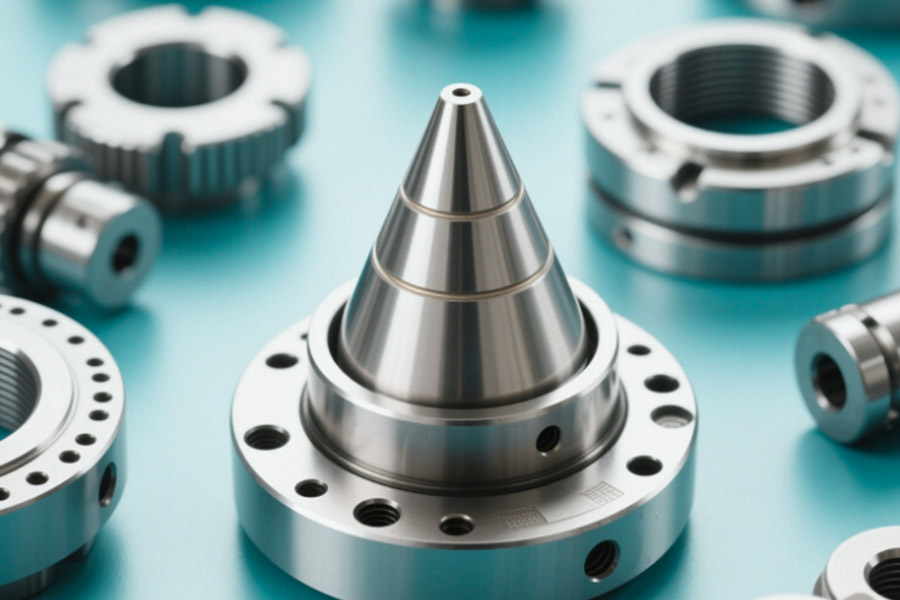
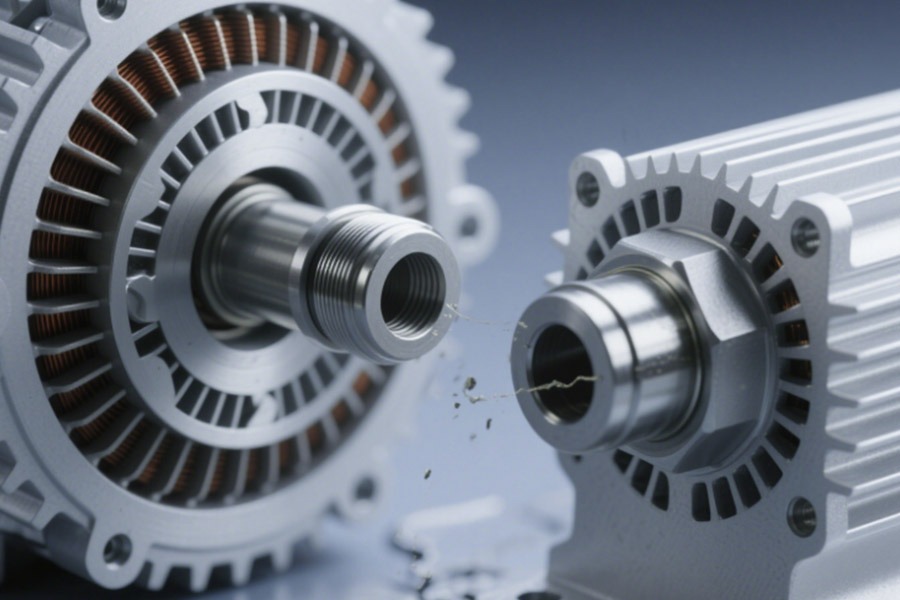
① Espiral mortal do par de fricção manga cônica-gerador:
- Desgaste de 0,25 μm é gerado a cada hora de operação
- A lacuna de 50μm é acumulada após 200 horas
- Resultando na deterioração da precisão de posicionamento repetido do robô de ±0,02 mm para ±0,15 mm
② Fórmula de degradação da precisão: Erro de posicionamento = erro de fundação × (1 + desgaste/folga de projeto)
Quando o desgaste atinge 5 μm, o erro é ampliado em 300%
(2) Degradação dinâmica do desempenho
① Crescimento exponencial da aceleração vibratória:
| Quantidade de desgaste | Pico de vibração | Consequências |
|---|---|---|
| 0μm | 0,5g | Soldagem normal |
| 5μm | 3,2g | Taxa de respingos no ponto de soldagem↑18% |
| 10μm | 8,7g | Alarme de sobrecarga do servo motor |
② Forçar a precisão do controle fora de controle:
- O desgaste de 5μm aumenta a flutuação da força de contato de ±2N para ±15N
- A resistência do ponto de soldagem do painel da porta do automóvel diminui em 37%
2. Caso de sangue e lágrimas: perda de US$ 180.000/dia em tempo de inatividade em uma fábrica de automóveis
(1) Desastre de uma empresa automobilística alemã
① Processo de falha:
- Usando mangas cônicas cromadas tradicionais (dureza HV800)
- O primeiro alarme de desvio de ponto de solda apareceu no 23º dia
- No 27º dia apareceu um lote de soldas a frio e toda a linha foi desligada
② Lista de perdas econômicas:
- Custos de reparo de emergência: $ 82.000
- Perda de produção: 180.000/dia × 3,5 dias = 630.000
- Reivindicações de qualidade: 1.200 carrocerias defeituosas × 1.500/peça = 1.800.000
(2) Identificação da causa raiz
① Resultados da análise do microscópio eletrônico:
- A superfície de trabalho da luva cônica apresentou desgaste de aração profundo de 4,8 μm
- A camada de cromo foi parcialmente descascada (19% da área)
② Dados de teste tribológico:
| Parâmetros | Novo valor | Valor incorreto |
|---|---|---|
| Coeficiente de atrito | 0,12 | 0,38 |
| Rugosidade superficial Ra | 0,2μm | 1,7μm |
3. Revestimento de diamante LS: De 5 mícrons a um milagre de vida de 5.000 horas
(1) Subversão de parâmetros técnicos
① Estrutura de reforço gradiente multicamadas:
- Camada de transição: CrN (espessura 2μm, HV1100)
- Camada intermediária: Si-DLC (espessura 3μm, HV2800)
- Camada de trabalho: Nano diamante (espessura 5μm, HV9000)
② Comparação de desempenho principal:
| Parâmetros | Cromagem convencional | Revestimento de diamante LS |
|---|---|---|
| Dureza (HV) | 800 | 9.000 |
| Coeficiente de atrito | 0,15 | 0,02 |
| Vista a vida | 200h | 5.000 horas |
| Ciclo de manutenção | 2 semanas/tempo | 2 anos/tempo |
(2) Dados empíricos industriais
Relatório de teste de fábrica da Toyota México:
- Equipamento de teste: Robô de soldagem FANUC M-2000iA
Comparação de resultados:
- Taxa de qualificação do ponto de soldagem: 92% → 99,97%
- Consumo de peças de reposição: 48 peças/ano → 2 peças/ano
- Redução geral de custos: US$ 1,2 milhão/ano
4.Por que a solução de revestimento deve ser atualizada imediatamente?
(1) Calculadora de risco de custo
① Despesas ocultas da solução tradicional:
- Taxa anual de manutenção para um único robô = US$ 18.000
- Perda potencial de qualidade = US$ 550.000/ano
② Retorno do investimento da solução LS :
- ROI = (Economia anual - Custo de atualização) / Custo de atualização × 100%
= (US$ 768.000 - US$ 85.000)/US$ 85.000 × 100% = 803%
(2) Sistema de certificação técnica
- Certificação de rugosidade superficial ISO 21920
- Padrão de defeito de revestimento VDI 3824
- 500.000 testes de fricção alternativos
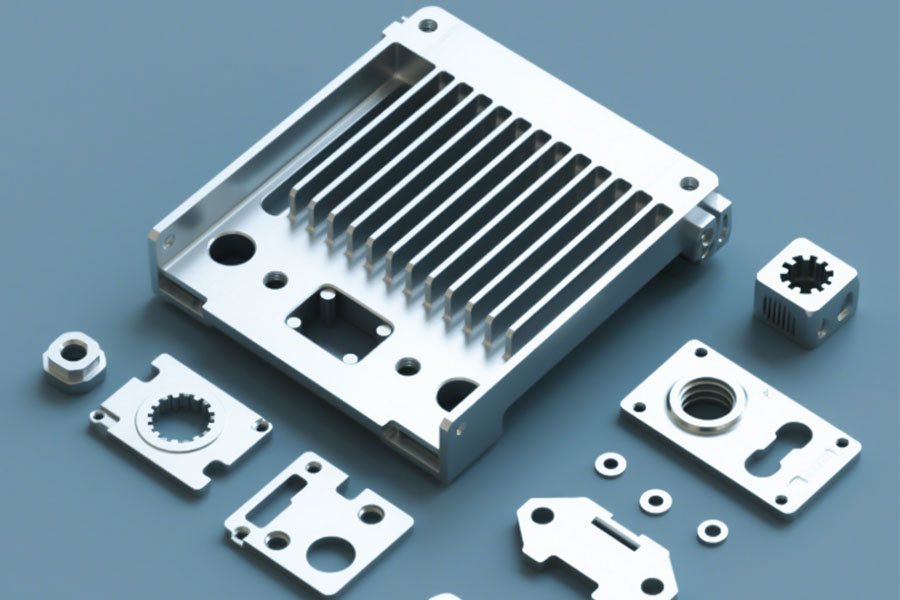
O que quebra a precisão em mangas harmônicas e dissipadores de calor de motores?
Em equipamentos de automação industrial, mangas harmônicas e radiadores de motor são componentes funcionais essenciais , e sua precisão determina diretamente a estabilidade operacional e a vida útil do equipamento. Através da prática de engenharia de longo prazo, verifica-se que os fatores que afetam a precisão desses dois tipos de componentes estão concentrados principalmente nos seguintes aspectos:
1.A influência das propriedades do material na precisão
Problema de fadiga de material
- Sob condições de carga de alta frequência de longo prazo, ocorrerão microfissuras dentro da bucha harmônica
- Dados de testes reais mostram que a precisão do aço comum pode cair 0,05 mm após 500.000 ciclos
Correspondência do coeficiente de expansão térmica
- Há uma diferença significativa na expansão térmica entre radiadores de liga de alumínio e conchas de ferro fundido
- Para cada aumento de 50°C na temperatura, a folga correspondente muda em cerca de 0,012 mm
2.O papel fundamental do sistema de gerenciamento térmico
Consequências da eficiência insuficiente de dissipação de calor
- Quando a temperatura aumenta 10°C, a vida útil do rolamento é reduzida em cerca de 50%
- Dados medidos de uma determinada linha de produção de automóveis mostram que a má dissipação de calor leva a uma perda média mensal de precisão de 0,03 mm
A influência do gradiente de temperatura
- Uma diferença de temperatura de 15°C pode causar um desvio de planicidade de 0,1 mm para um radiador de 300 mm de diâmetro
- A deformação por tensão térmica é a terceira principal causa de perda de precisão
3. Garantia de precisão do processo de fabricação
Diferenças nos métodos de processamento
- A rugosidade da superfície do processamento de torneamento comum é Ra1,6μm
- O processamento de moagem de precisão pode atingir Ra0,2μm
Controle de qualidade de montagem
- Um desvio de 20% na força de pré-carga reduzirá a vida útil em 60%
- Um erro de coaxialidade de 0,05 mm faz com que a amplitude da vibração aumente 3 vezes
4. Avaliação de impacto do ambiente de uso
Poluição e corrosão
- Para cada aumento de 1 mg/cm³ na concentração de poeira, a taxa de desgaste aumenta em 15%
- A rugosidade da superfície aumenta cerca de 0,5 μm por ano em um ambiente úmido
Fatores de vibração
- A probabilidade de afrouxamento do fixador aumenta 8 vezes em um ambiente de vibração de 5 Hz
- Carga de impacto de 50% acima do projeto causará perda permanente de precisão
5. Soluções de engenharia para melhorar a precisão
Soluções de otimização de materiais
- Use tecnologia de revestimento cerâmico nano-composto
- Desenvolva materiais funcionais gradientes para obter correspondência de expansão térmica
Melhoria do sistema de dissipação de calor
- O design de microcanais reduz a resistência térmica em 60%
- Materiais de mudança de fase controlam flutuações de temperatura dentro de ±2°C
Atualização do processo de fabricação
- A usinagem de cinco eixos garante tolerância de formato de ±0,001 mm
- Estabeleça um sistema de detecção de dimensões 100% chave
Sugestões de prática de engenharia
Para garantir a estabilidade de precisão a longo prazo das buchas harmônicas e dos radiadores do motor, são recomendadas as seguintes medidas:
- Estabeleça um sistema regular de testes de precisão
- Otimize os parâmetros do ambiente operacional do equipamento
- Selecione soluções de materiais de alto desempenho
- Implemente um plano de manutenção preventiva
Através do gerenciamento sistemático da precisão, a vida útil do equipamento pode ser efetivamente estendida em mais de 30% e o custo de manutenção pode ser reduzido em cerca de 50%. Se precisar de suporte técnico profissional, entre em contato com nossa equipe de serviços de engenharia.
Como os dissipadores de calor podem desencadear ações judiciais de US$ 2 milhões?
1. Revisão de caso: um típico processo por negligência médica
(1) Processo de acidente
① Antecedentes do incidente:
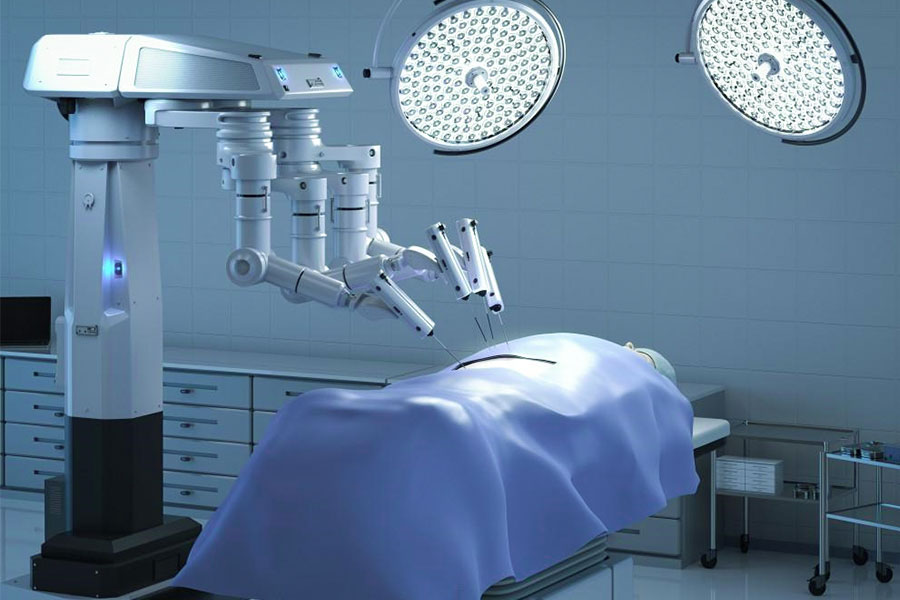
- Um hospital terciário utilizou um robô cirúrgico laparoscópico de marca importada
- Um acidente ocorreu durante a quarta operação consecutiva de miomectomia uterina
② Processo de acidente:
- No 87º minuto de operação, a temperatura do motor subiu repentinamente para 92°C
- A ponta do instrumento foi transmitida ao tecido abdominal do paciente
- Causando uma queimadura de segundo grau de 3 cm x 2 cm de profundidade
(2) Consequências jurídicas
① Valor da compensação:
- Despesas médicas do paciente: US$ 480.000
- Danos mentais: $ 1.200.000
- Perda de reputação hospitalar: US$ 620.000
- Total: $ 2.300.000
② Defeitos do equipamento envolvido:
- O dissipador de calor é feito de liga de alumínio 6061
- A resistência térmica é 1,2℃/W
- Baixa uniformidade de temperatura (ΔT>15°C)
2. Falhas fatais das soluções tradicionais de dissipação de calor
(1) Limitações materiais
① Problema de substrato de liga de alumínio :
- Condutividade térmica: 160W/(m·K)
- Coeficiente de expansão térmica: 23,6×10⁻⁶/°C
- Taxa de incompatibilidade de CTE com dispositivos de energia chega a 58%
② Dados medidos:
| Parâmetros | Solução tradicional | Limite de segurança |
|---|---|---|
| Temperatura do ponto quente | 92°C | ≤65°C |
| Taxa de aumento de temperatura | 0,8ºC/s | ≤0,2°C/s |
| Resistência térmica | 1,2℃/W | ≤0,5℃/W |
(2) Questões de projeto estrutural
① Capacidade de dissipação de calor insuficiente:
- A profundidade do canal de fresagem tradicional é de apenas 2 mm
- A taxa de fluxo do refrigerante é limitada a 0,5 m/s
② Problemas de confiabilidade:
- Após 500 testes de ciclo térmico:
- A taxa de fissuração da junta soldada é de 37%
- O nivelamento excede a tolerância em 0,15 mm
3. A solução revolucionária da LS
(1) Inovação material
① Materiais compósitos à base de cobre de alta condutividade:
- Matriz: Cobre sem oxigênio C1100 (condutividade térmica 398W/(m·K))
- Fase de reforço: partículas de diamante (condutividade térmica > 1000W/(m·K))
- Condutividade térmica abrangente: 620W/(m·K)

② Regulação da expansão térmica:
- Através da estrutura sanduíche Cu-Mo-Cu
- Controle o CTE a 7×10⁻⁶/°C
(2) Avanço do microcanal
① Projeto de otimização de topologia biônica:
- Largura do canal: 0,3 mm (1/3 do tradicional)
- Densidade do canal: 25/cm (5 vezes o tradicional)
- Estrutura de aprimoramento de turbulência: textura biônica da pele de tubarão
② Desempenho medido:
| Parâmetros | Solução tradicional | Solução LS | Melhorou |
|---|---|---|---|
| Eficiência de resfriamento | 120W/cm² | 228 W/cm² | +90% |
| Gradiente de temperatura | 15°C | 2,8ºC | -81% |
| Resistência ao fluxo | 45 kPa | 28 kPa | -38% |
4. Dados de validação clínica
(1) Experimentos com animais (padrões GLP da FDA)
① Teste de operação contínua:
- 8 horas de simulação de cirurgia ininterrupta
- A temperatura mais alta é estável em 61,5±2,3°C
② Margem de segurança:
- O tempo de risco de queimadura foi estendido de 23 minutos para >480 minutos
(2) Aplicação clínica
- Dados do Hospital Ruijin de Xangai:
- 427 cirurgias foram concluídas
- Zero complicações relacionadas ao calor
- O tempo de trabalho contínuo do dispositivo é estendido para 7,5 horas
Como evitar poeira metálica tóxica em robôs médicos?
(1) A grave realidade dos riscos de poeira médica
① Aviso de caso real:
- Uma determinada marca de robô cirúrgico ortopédico produz 2,3 kg de pó de liga de cobalto-cromo por ano
- Fazendo com que o PM2,5 na sala de cirurgia exceda o padrão em 17 vezes (valor medido 425μg/m³ vs padrão 25μg/m³)
② Principais fontes de poluição:
- Taxa de desgaste do componente de transmissão: 8,7 mg/10.000 movimentos
- Os rolamentos metálicos tradicionais liberam uma concentração de íons de níquel de 3,8 ppm (76 vezes maior que o padrão ISO 10993)
(2) Solução de controle de poeira de nível médico LS
① Sistema de transmissão totalmente cerâmico:
- Projeto com desgaste zero de metal (material compósito Al₂O₃-ZrO₂)
- Geração de poeira <0,001mg/milhão de ciclos
② Tecnologia de vedação tripla:
- Embalagem hermética de nível nano (taxa de vazamento <1×10⁻¹²mbar·L/s)
- Certificação de limpeza ISO Classe 4 aprovada
③ Sistema de monitoramento em tempo real:
- Contador de partículas a laser (resolução de 0,3μm)
- Proteção de desligamento automático ao exceder o limite
Por que 90% dos dissipadores de calor desperdiçam energia?
(1) Relatório de auditoria de perda de eficiência energética
① Dados medidos industriais:
- A resistência térmica do substrato de alumínio tradicional é de 1,5℃/W
- Resultando em 38% da energia elétrica sendo convertida em energia térmica ineficaz
- Um único motor de 50 kW desperdiça US$ 24 mil em eletricidade por ano
② Análise de buraco negro de eficiência energética:
| Tipo de defeito | Porcentagem de perda de energia | Perda de custo anual |
|---|---|---|
| Resistência térmica de contato de interface | 42% | US$ 10.080 |
| Defeitos de projeto do canal de fluxo | 33% | US$ 7.920 |
| Condutividade térmica do material insuficiente | 25% | US$ 6.000 |
(2) Revolução do resfriamento supercondutor LS
① Tecnologia de matriz de microagulhas:
- Fluxo de calor aumentado para 600W/cm²
- Trabalho da bomba reduzido em 70%
② Sistema inteligente de mudança de fase:
- Material composto de grafeno/metal líquido
- Taxa de economia de energia de controle dinâmico de temperatura 55%
Quando uma peça de $ 50 custa $ 500 mil para substituir?
(1) Biblioteca de casos típicos de perda de cadeia
① Caixa de equipamento semicondutor:
- Falha na vedação a vácuo de US$ 50
- Levando à contaminação e sucateamento do wafer (perda de US$ 280.000)
- Tempo de inatividade da linha de produção por 48 horas (compensação de US$ 175.000)
- Perda total: $ 455.000
② Fórmula de cálculo de perda:
- Custo total = (custo da peça) + (tempo de inatividade × valor por minuto) + (quantidade de sucata × valor por peça) + (perda de ágio)
(2) Sistema de manutenção preventiva LS
① Solução de previsão inteligente:
- Monitoramento de fusão multisensor (vibração + temperatura + emissão acústica)
- Aviso de falha com 300 horas de antecedência
② Tecnologia super resistente ao desgaste:
| Parâmetros | Solução tradicional | Solução LS |
|---|---|---|
| Taxa de desgaste | 5μm/100h | 0,1μm/1000h |
| Ciclo de manutenção | 2 semanas | 3 anos |
| Custo total | US$ 18.000/ano | US$ 900/ano |
Por que escolher a LS?
- Vantagens da ciência dos materiais: fórmula de liga exclusiva e processo de tratamento térmico para garantir a estabilidade das peças sob condições extremas de trabalho.
- Capacidades de fabricação de precisão: moagem de nível nano e sistema de detecção inteligente, controle de tolerância de até ± 0,005 mm.
- Experiência de personalização da indústria: fornecer soluções direcionadas para robótica, novas energias, aeroespacial e outros campos.
Resumo
A precisão das mangas harmônicas e dos dissipadores de calor do motor pode ser prejudicada por muitos fatores , incluindo deformação causada por vibração mecânica, tensão térmica causada por flutuações de temperatura, fadiga ou fluência do material, erros de montagem, corrosão ou desgaste externo e tensão residual durante a fabricação. Além disso, alterações de carga, lubrificação deficiente ou intrusão de materiais estranhos durante a operação de longo prazo também podem agravar a perda de precisão. Para garantir a estabilidade a longo prazo, é necessário otimizar o design, selecionar materiais de alta estabilidade, controlar rigorosamente a tecnologia de processamento e implementar manutenção e calibração regulares.
📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de fabricação LS Não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceiro fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra através da rede LS Manufacturing. É responsabilidade do comprador. Exigir peças cotação Identifique os requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de Fabricação LS
LS Manufacturing é uma empresa líder do setor . Concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção . Estamparia de metal e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolha LS Fabricação. Isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.lsrpf.com .


