
現代の工業生産システムにおいて、高調波伝達部品や熱交換装置は精密機械システムの中核部品であり、その加工精度や動作の安定性が装置全体の性能や寿命に直接影響します。しかし、実際のエンジニアリング用途では、原材料の選択から加工技術、組み立てやデバッグから実際の作業条件に至るまで、多くのリンクが最終精度に悪影響を与える可能性があります。この記事では、典型的なエンジニアリング事例の詳細な分析を通じて、コンポーネントの精度に影響を与える主な要因を体系的に説明し、コンポーネントの独自の利点を詳細に示します。精度と安定性を確保するための LS の革新的な技術ソリューション。
なぜ 5μm の摩耗がロボットの精度を損なうのでしょうか?
精密製造分野では, 5 ミクロンの摩耗は、100 万レベルのデバイスを金属くずに変えるのに十分です。実際の産業事例を通じて、微小な摩耗によって引き起こされる災害の連鎖を明らかにし、LS Company がどのようにしてナノダイヤモンドコーティング技術で業界のルールを完全に書き換えたかを分析します。
1.5ミクロン摩耗の破壊力解析
(1) 幾何精度の崩壊
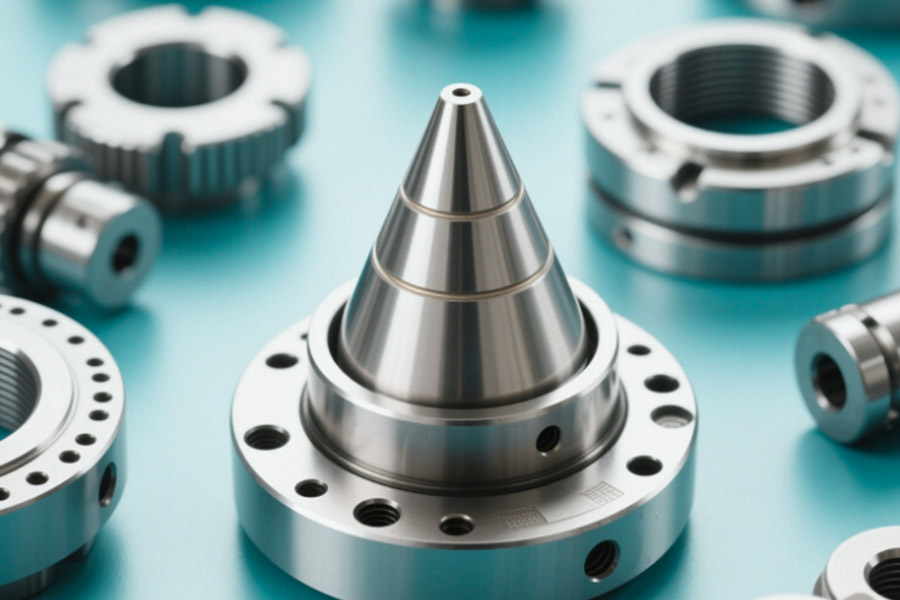
① コーンスリーブとジェネレーターの摩擦ペアのデススパイラル:
- 稼働時間ごとに0.25μmの摩耗が発生
- 200時間後に50μmのギャップが蓄積
- その結果、ロボットの繰り返し位置決め精度は±0.02mmから±0.15mmに低下します。
②精度劣化式:位置決め誤差=基礎誤差×(1+摩耗・設計すきま)
摩耗が5μmに達すると誤差は300%に拡大します
(2) 動的性能の低下
① 振動加速度の指数関数的増加:
| 摩耗量 | 振動ピーク | 結果 |
|---|---|---|
| 0μm | 0.5g | 通常の溶接 |
| 5μm | 3.2g | 溶接点スパッタ率↑18% |
| 10μm | 8.7g | サーボモーター過負荷アラーム |
② 力制御精度が制御不能:
- 5μmの摩耗により接触力の変動が±2Nから±15Nに増加
- 自動車ドアパネルの溶接点強度が37%低下
2. 血と涙の事件: 自動車工場のダウンタイム損失 1 日あたり 18 万ドル
(1) ドイツ自動車会社の惨事
①失敗プロセス:
- 従来のクロムメッキコーンスリーブ(硬度HV800)を使用
- 23日目に最初の溶接点ずれアラームが発生
- 27 日目、冷間溶接が発生し、ライン全体が停止した
②経済的損失一覧:
- 緊急修理費用: $82,000
- 生産ロス:180,000/日 × 3.5日 = 630,000
- 品質クレーム: 欠陥車体 1,200 台 × 1,500/個 = 1,800,000
(2) 根本原因の特定
①電子顕微鏡分析結果:
- コーンスリーブの作業面には深さ4.8μmの耕耘摩耗が見られました
- クロムメッキ層が一部剥離(面積の19%)
②トライボロジー試験データ:
| パラメータ | 新しい価値 | 不正な値 |
|---|---|---|
| 摩擦係数 | 0.12 | 0.38 |
| 表面粗さRa | 0.2μm | 1.7μm |
3.LSダイヤモンドコーティング:5ミクロンから5000時間の寿命の奇跡まで
(1) 技術的パラメータの破壊
① 多層傾斜強化構造:
- 遷移層:CrN(厚さ2μm、HV1100)
- 中間層:Si-DLC(厚さ3μm、HV2800)
- 作動層:ナノダイヤモンド(厚さ5μm、HV9000)
②主な性能比較:
| パラメータ | 従来のクロムメッキ | LSダイヤモンドコーティング |
|---|---|---|
| 硬度(HV) | 800 | 9,000 |
| 摩擦係数 | 0.15 | 0.02 |
| 摩耗寿命 | 200時間 | 5,000時間 |
| メンテナンスサイクル | 2週間/回 | 2年/回 |
(2) 産業上の実証データ
トヨタメキシコ工場テストレポート:
- 試験装置:ファナック M-2000iA 溶接ロボット
結果の比較:
- 溶接点認定率:92% → 99.97%
- スペアパーツ消費量: 48 個/年 → 2 個/年
- 全体的なコスト削減: 年間 120 万ドル
4.なぜコーティング溶液をすぐにアップグレードする必要があるのですか?
(1) コストリスク計算機
① 従来のソリューションの隠れたコスト:
- ロボット 1 台の年間メンテナンス料金 = 18,000 ドル
- 潜在的な品質損失 = 550,000 ドル/年
- ROI = (年間節約額 - アップグレード コスト) / アップグレード コスト × 100%
= (768,000 ドル - 85,000 ドル)/85,000 ドル × 100% = 803%
(2) 技術認定制度
- ISO 21920表面粗さ認証取得
- VDI 3824 コーティング欠陥標準
- 50万往復摩擦試験
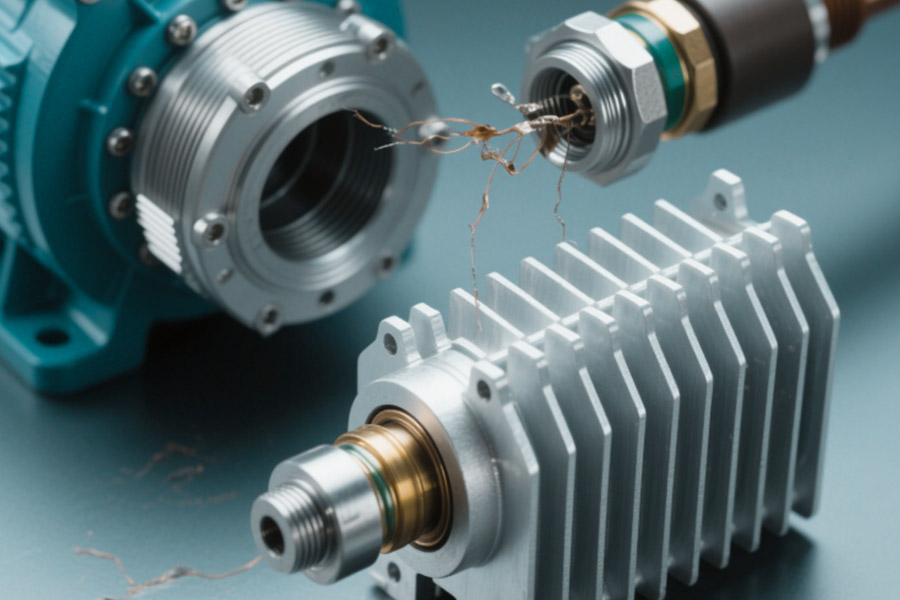
ハーモニックスリーブとモーターヒートシンクの精度を崩すものは何ですか?
産業用オートメーション機器では、ハーモニックスリーブとモーターラジエーターは重要な機能コンポーネントです、その精度は機器の動作安定性と耐用年数に直接影響します。長期にわたるエンジニアリングの実践を通じて、これら 2 種類のコンポーネントの精度に影響を与える要因は、主に次の側面に集中していることがわかりました。
1.材料特性が精度に及ぼす影響
材料疲労の問題
- 長期間の高周波負荷条件下では、ハーモニックブッシュ内部に微小亀裂が発生します。
- 実際の試験データによると、普通鋼の精度は50万サイクル後に0.05mm低下する可能性があります。
熱膨張係数のマッチング
- 熱膨張には大きな違いがあります。 アルミニウム合金ラジエーターおよび鋳鉄シェル
- 温度が50℃上昇するごとに、マッチングクリアランスは約0.012mm変化します。
2.熱管理システムの重要な役割
放熱効率不足による影響
- 温度が10℃上昇すると軸受の寿命は約50%低下します
- ある自動車生産ラインの測定データによると、放熱不良により月平均0.03mmの精度低下が発生
温度勾配の影響
- 15℃の温度差により、直径300mmのラジエーターの平面度に0.1mmの誤差が生じる可能性があります。
- 熱応力変形は精度低下の 3 番目の主な原因です
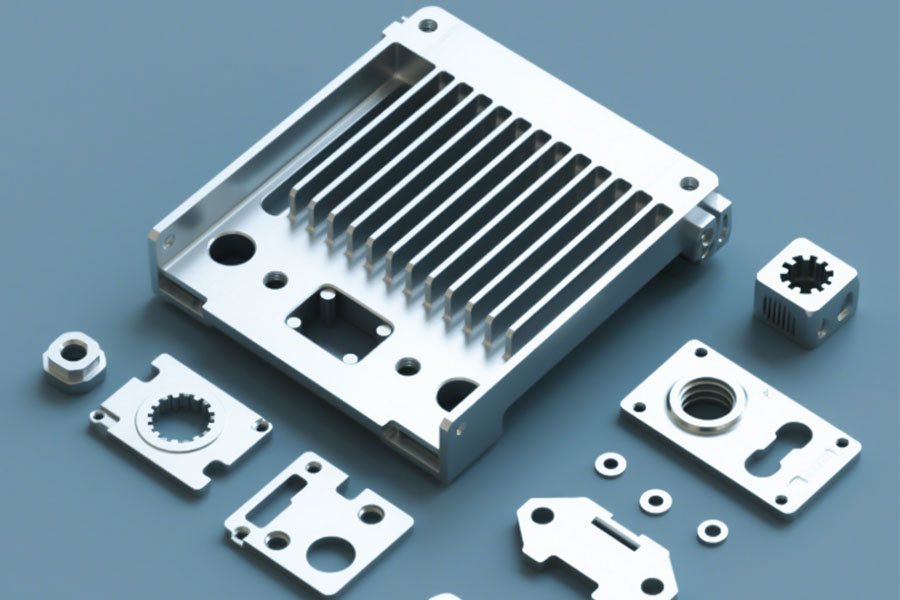
3.製造工程の精度保証
加工方法の違い
- 通常の旋削加工の表面粗さはRa1.6μmです
- Ra0.2μmまでの精密研削加工が可能
組立品質管理
- 予圧力の 20% の偏差により、耐用年数が 60% 減少します。
- 0.05mmの同軸度誤差により振動振幅は3倍に増加します
4.使用環境の影響評価
汚染と腐食
- 粉塵濃度が 1 mg/cm3 増加するごとに、摩耗率は 15% 増加します。
- 多湿環境下では表面粗さが年間約0.5μm増加します
振動要因
- 5Hzの振動環境ではファスナーが緩む確率が8倍に増加
- 設計上の 50% を超える衝撃荷重は、永久的な精度の損失を引き起こします。
5.精度を向上させるエンジニアリングソリューション
材料最適化ソリューション
- ナノコンポジットセラミックコーティング技術を採用
- 熱膨張のマッチングを実現する傾斜機能材料の開発
放熱システムの改善
- マイクロチャネル設計により熱抵抗が 60% 削減
- 相変化材料により温度変動を±2℃以内に制御
製造プロセスの高度化
- 5軸加工により±0.001mmの形状公差を保証
- 100%キー寸法検出システムを確立
エンジニアリング実践の提案
高調波ブッシュとモーターラジエーターの長期的な精度安定性を確保するには、次の対策を推奨します。
- 定期的な精度検査体制の確立
- 機器の動作環境パラメータを最適化する
- 高性能材料ソリューションを選択する
- 予防保守計画を実施する
体系的な精度管理により、装置の耐用年数は実質的に 30% 以上延長され、メンテナンスコストは約 50% 削減されます。専門的な技術サポートが必要な場合は、当社のエンジニアリングサービスチームにお問い合わせください。
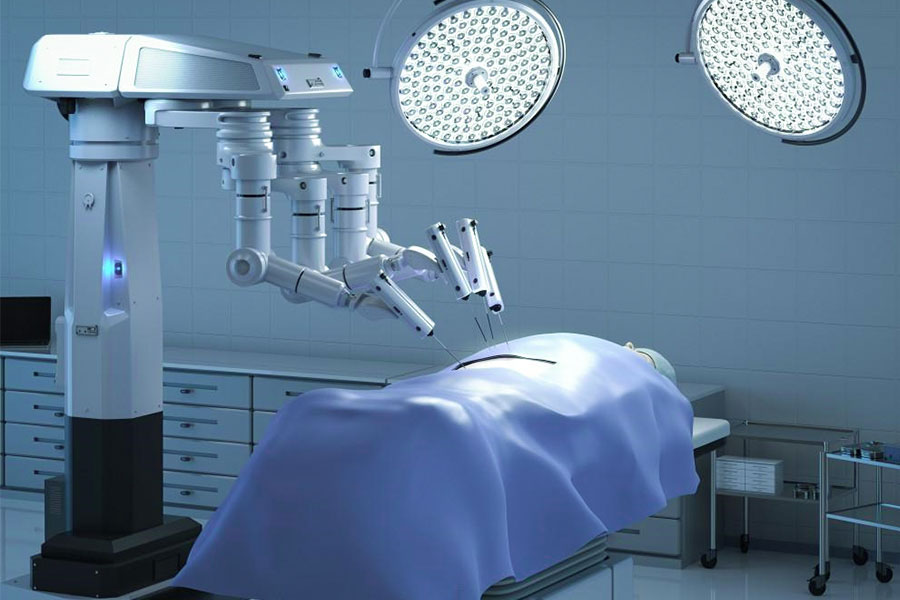
ヒートシンクがどうして200万ドルの訴訟を引き起こすのか?
1.事例検討:典型的な医療過誤訴訟
(1) 事故の流れ
① 事件の背景:
- 三次病院では輸入ブランドの腹腔鏡手術ロボットを使用
- 4回連続の子宮筋腫摘出手術中に事故が発生
②事故処理:
- 運転開始87分目、モーター温度が突然92℃まで上昇
- 器具の先端が患者の腹部組織に到達した
- 深さ3cm×2cmの第2度熱傷を引き起こす
(2) 法的影響
①補償金額:
- 患者の医療費: 480,000ドル
- 精神的損害:120万ドル
- 病院の評判損失:62万ドル
- 合計: 2,300,000ドル
② 当該設備の瑕疵:
- ヒートシンクは6061アルミニウム合金製
- 熱抵抗は1.2℃/W
- 温度均一性が悪い(ΔT>15℃)
2.従来の放熱ソリューションの致命的な欠陥
(1) 物質的な制限
①アルミニウム合金基板の問題:
- 熱伝導率:160W/(m・K)
- 熱膨張係数:23.6×10⁻⁶/℃
- パワーデバイスとのCTE不一致率が58%に達する
②測定データ:
| パラメータ | 従来のソリューション | 安全閾値 |
|---|---|---|
| ホットスポット温度 | 92℃ | ≤65℃ |
| 温度上昇率 | 0.8℃/秒 | ≤0.2℃/秒 |
| 熱抵抗 | 1.2℃/W | ≦0.5℃/W |
(2) 構造設計上の課題
①放熱能力不足:
- 従来のミリングチャンネルの深さはわずか 2mm
- 冷媒流量は0.5m/sに制限されています
② 信頼性の問題:
- 500 回の熱サイクルテスト後:
- ろう付け接合部のクラック率は37%
- 平面度が公差を0.15mm超えている
3.LSの革新的なソリューション
(1) マテリアルイノベーション
①高導電性銅基複合材料:
- マトリックス:C1100無酸素銅(熱伝導率398W/(m・K))
- 強化相:ダイヤモンド粒子(熱伝導率 > 1000W/(m・K))
- 総合熱伝導率:620W/(m・K)

②熱膨張規制:
- Cu-Mo-Cuサンドイッチ構造により
- CTEを7×10⁻⁶/℃で制御
(2) マイクロチャネルのブレークスルー
① バイオニックトポロジー最適化設計:
- チャネル幅: 0.3mm (従来の 1/3)
- チャネル密度: 25/cm (従来の 5 倍)
- 乱流強化構造: サメ肌バイオニック テクスチャ
② 測定された性能:
| パラメータ | 従来のソリューション | LSソリューション | 改善されました |
|---|---|---|---|
| 冷却効率 | 120W/cm2 | 228W/cm2 | +90% |
| 温度勾配 | 15℃ | 2.8℃ | -81% |
| 流れ抵抗 | 45kPa | 28kPa | -38% |
4.臨床検証データ
(1) 動物実験(FDA GLP基準)
①連続動作試験:
- 8 時間のノンストップ手術シミュレーション
- 最高温度は61.5±2.3℃で安定
②安全マージン:
- 火傷の危険時間は 23 分から 480 分以上に延長されました
(2) 臨床応用
- 上海瑞金病院のデータ:
- 427件の手術が完了
- 熱関連の合併症ゼロ
- デバイスの連続使用時間は7.5時間に延長されます。
医療ロボットの有毒金属粉塵を回避するには?
(1) 医療粉塵災害の深刻な実態
① 実際のケースの警告:
- あるブランドの整形外科ロボットは年間2.3kgのコバルトクロム合金粉塵を発生させる
- 手術室のPM2.5は基準値の17倍(基準25μg/m3に対して測定値425μg/m3)
② 主要な汚染源:
- 変速機部品摩耗率:8.7mg/10,000回
- 従来の金属ベアリングは、3.8ppm (ISO 10993 規格の 76 倍) のニッケルイオン濃度を放出します。
(2) LS 医療グレードの防塵ソリューション
①オールセラミック伝送システム:
- ゼロメタル摩耗設計(Al₂O₃-ZrO₂複合材料)
- 発塵量 <0.001mg/100万サイクル
② 三重シール技術:
- ナノレベルの気密パッケージング (漏れ率 <1×10⁻¹²mbar・L/s)
- ISOクラス4清浄度認証を取得
③リアルタイム監視システム:
- レーザー粒子計数器(分解能0.3μm)
- 制限を超えた場合の自動シャットダウン保護
ヒートシンクの 90% がエネルギーを無駄にしているのはなぜですか?
(1) エネルギー効率損失監査報告書
①工業用測定データ:
- 従来のアルミ基板の熱抵抗は1.5℃/W
- その結果、電気エネルギーの 38% が非効率的な熱エネルギーに変換されます。
- 50kW モーター 1 台で年間 24,000 ドルの電気を無駄にしている
②エネルギー効率ブラックホール解析:
| 欠陥の種類 | エネルギー損失率 | 年間のコスト損失 |
|---|---|---|
| 界面接触熱抵抗 | 42% | 10,080ドル |
| 流路設計上の欠陥 | 33% | 7,920ドル |
| 材料の熱伝導率が不十分です | 25% | 6,000ドル |
(2) LS超電導冷却革命
①マイクロニードルアレイ技術:
- 熱流束が 600W/cm² に増加
- ポンプ作業を 70% 削減
② インテリジェント相変化システム:
- グラフェン/液体金属複合材料
- 動的温度制御省エネ率55%
50 ドルの部品の交換に 50 万ドルかかるのはどのような場合ですか?
(1) チェーンロスの典型例ライブラリ
①半導体装置の場合:
- 50ドルの真空シールの故障
- ウェーハの汚染と廃棄につながる (280,000 ドルの損失)
- 48 時間の生産ラインのダウンタイム (175,000 ドルの補償)
- 損失総額: 455,000ドル
②損失計算式:
- 総コスト = (部品コスト) + (ダウンタイム × 1 分あたりの価値) + (スクラップの量 × 1 個あたりの価値) + (のれんの損失)
(2) LS予防保全システム
① インテリジェントな予測ソリューション:
- マルチセンサーフュージョンモニタリング (振動 + 温度 + 音響放射)
- 300時間前に障害を警告
②超耐摩耗技術:
| パラメータ | 従来のソリューション | LSソリューション |
|---|---|---|
| 摩耗率 | 5μm/100h | 0.1μm/1000h |
| メンテナンスサイクル | 2週間 | 3年 |
| 総コスト | 18,000ドル/年 | 900ドル/年 |
なぜLSを選ぶのか?
- 材料科学の利点:独自の合金配合と熱処理プロセスにより、極端な作業条件下でも部品の安定性を確保します。
- 精密製造能力:ナノレベルの研削とインテリジェントな検出システム、最大±0.005mmの公差制御。
- 業界のカスタマイズ経験:ロボット工学、新エネルギー、航空宇宙などの分野に的を絞ったソリューションを提供します。
高精度で長寿命の車高調ブッシュやモーターラジエーターが必要な場合、LS は理想的なパートナーになります。
まとめ
高調波スリーブとモーターヒートシンクの精度は、さまざまな要因によって損なわれる可能性があります。これには、機械的振動による変形、温度変動による熱応力、材料の疲労やクリープ、組み立て誤差、外部の腐食や摩耗、製造中の残留応力などが含まれます。また、長期使用時の負荷変動や潤滑不良、異物の侵入なども精度低下を悪化させる可能性があります。長期安定性を確保するには、設計の最適化、安定性の高い材料の選択、加工技術の厳密な管理、定期的なメンテナンスと校正の実施が必要です。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形。金属プレス加工等のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


