
В современной системе промышленного производства компоненты передачи гармоник и теплообменные устройства являются основными компонентами прецизионных механических систем, а точность их обработки и стабильность работы напрямую определяют производительность и срок службы всего комплекса оборудования. Однако в практических инженерных приложениях, от выбора сырья до технологии обработки, от сборки и отладки до реальных условий работы, многие связи могут отрицательно повлиять на конечную точность. В этой статье будут систематически объясняться ключевые факторы, влияющие на точность компонентов, посредством углубленного анализа типичных инженерных случаев и подробно продемонстрированы уникальные преимущества Инновационные технические решения LS для обеспечения точности и стабильности.
Почему износ толщиной 5 мкм снижает точность робототехники?
В области точного производства , 5 микрон износа достаточно, чтобы превратить устройство миллионного уровня в металлолом! На примере реальных промышленных случаев раскрывается цепочка катастроф, вызванная крошечным износом, и анализируется, как компания LS полностью переписывает отраслевые правила с помощью технологии наноалмазного покрытия.
1.Анализ разрушительной силы 5-микронного износа.
(1) Падение геометрической точности
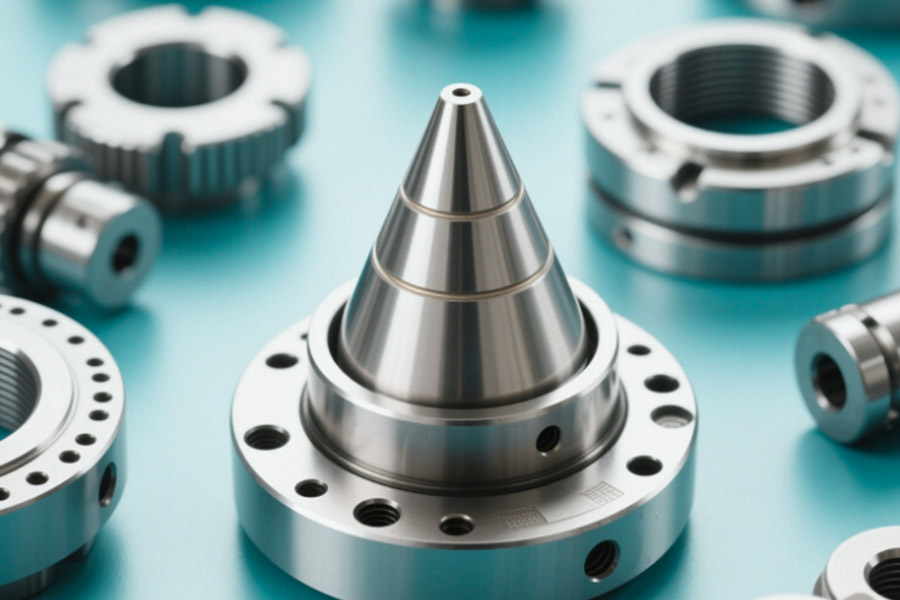
① Спираль смерти пары трения конусная втулка-генератор:
- Износ толщиной 0,25 мкм возникает каждый час работы.
- Зазор 50 мкм накапливается через 200 часов.
- В результате точность повторного позиционирования робота снижается с ±0,02 мм до ±0,15 мм.
② Формула снижения точности: ошибка позиционирования = ошибка фундамента × (1 + износ/расчетный зазор)
Когда износ достигает 5 мкм, ошибка увеличивается на 300%.
(2) Динамическое ухудшение производительности
① Экспоненциальный рост виброускорения:
| Сумма износа | Пик вибрации | Последствия |
|---|---|---|
| 0 мкм | 0,5 г | Обычная сварка |
| 5 мкм | 3,2 г | Уровень разбрызгивания в точке сварки↑18% |
| 10 мкм | 8,7 г | Сигнализация перегрузки серводвигателя |
② Вывести точность управления из-под контроля:
- Износ толщиной 5 мкм увеличивает колебание контактного усилия с ±2 Н до ±15 Н.
- Прочность точки сварки дверной панели автомобиля снижается на 37%
2. Дело «Кровь и слезы»: потери из-за простоя на автомобильном заводе в размере 180 000 долларов США в день.
(1) Катастрофа немецкой автомобильной компании
① Процесс отказа:
- Использование традиционных хромированных конусных гильз (твердость HV800).
- Первый сигнал об отклонении точки сварки появился на 23-й день.
- На 27-й день появилась партия холодных сварных швов и вся линия была остановлена.
② Перечень экономических потерь:
- Затраты на экстренный ремонт: 82 000 долларов США.
- Производственные потери: 180 000/день × 3,5 дня = 630 000
- Претензии по качеству: 1200 дефектных кузовов × 1500/шт = 1800000.
(2) Выявление основной причины
① Результаты электронного микроскопического анализа:
- На рабочей поверхности конусной втулки обнаружен износ вспашки глубиной 4,8 мкм.
- Слой хромирования частично отслоился (19% площади)
② Данные трибологических испытаний:
| Параметры | Новое значение | Неверное значение |
|---|---|---|
| Коэффициент трения | 0,12 | 0,38 |
| Шероховатость поверхности Ra | 0,2 мкм | 1,7 мкм |
3. Алмазное покрытие LS: от 5 микрон до живого чуда в 5000 часов.
(1) Изменение технических параметров
① Многослойная конструкция, укрепляющая градиент:
- Переходный слой: CrN (толщина 2 мкм, HV1100)
- Промежуточный слой: Si-DLC (толщина 3 мкм, HV2800)
- Рабочий слой: Наноалмаз (толщина 5 мкм, HV9000)
② Ключевое сравнение производительности:
| Параметры | Обычное хромирование. | Алмазное покрытие LS |
|---|---|---|
| Твердость (ВН) | 800 | 9000 |
| Коэффициент трения | 0,15 | 0,02 |
| Носите жизнь | 200 часов | 5000 часов |
| Цикл обслуживания | 2 недели/время | 2 года/время |
(2) Промышленные эмпирические данные
Отчет о заводских испытаниях Toyota в Мексике:
- Испытательное оборудование: сварочный робот FANUC M-2000iA.
Сравнение результатов:
- Уровень квалификации точек сварки: 92% → 99,97%
- Расход запчастей: 48 шт./год → 2 шт./год.
- Общее снижение затрат: 1,2 миллиона долларов США в год.
4. Почему необходимо немедленно обновить решение для покрытия?
(1) Калькулятор затратного риска
① Скрытые расходы традиционного решения:
- Годовая плата за обслуживание одного робота = 18 000 долларов США.
- Потенциальная потеря качества = 550 000 долларов США в год.
② Окупаемость инвестиций в решение LS :
- Рентабельность инвестиций = (Годовая экономия – стоимость обновления) / Стоимость обновления × 100 %.
= (768 000–85 000 долларов США)/85 000 долларов США × 100% = 803%
(2) Система технической сертификации
- Сертификация шероховатости поверхности ISO 21920
- Стандарт дефектов покрытия VDI 3824
- 500 000 испытаний на возвратно-поступательное трение
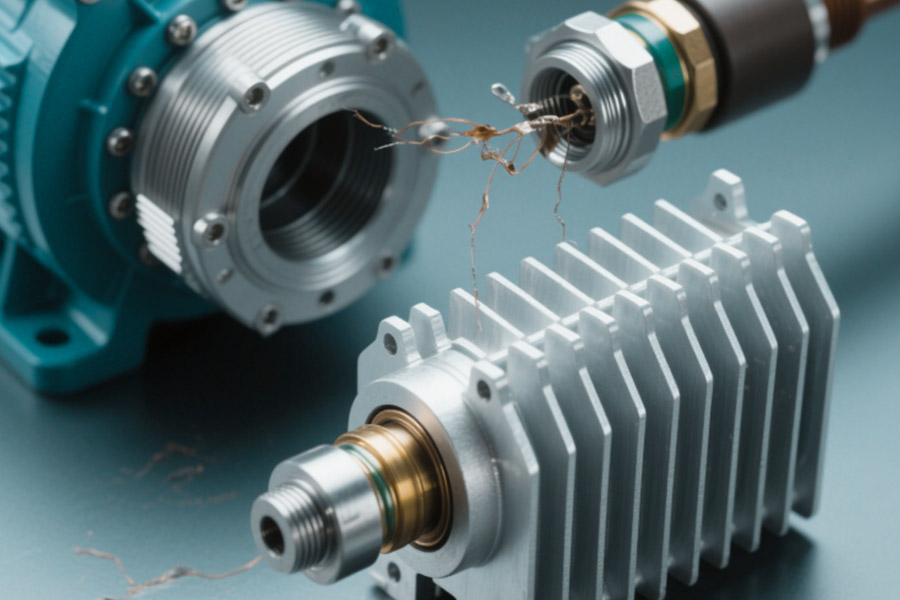
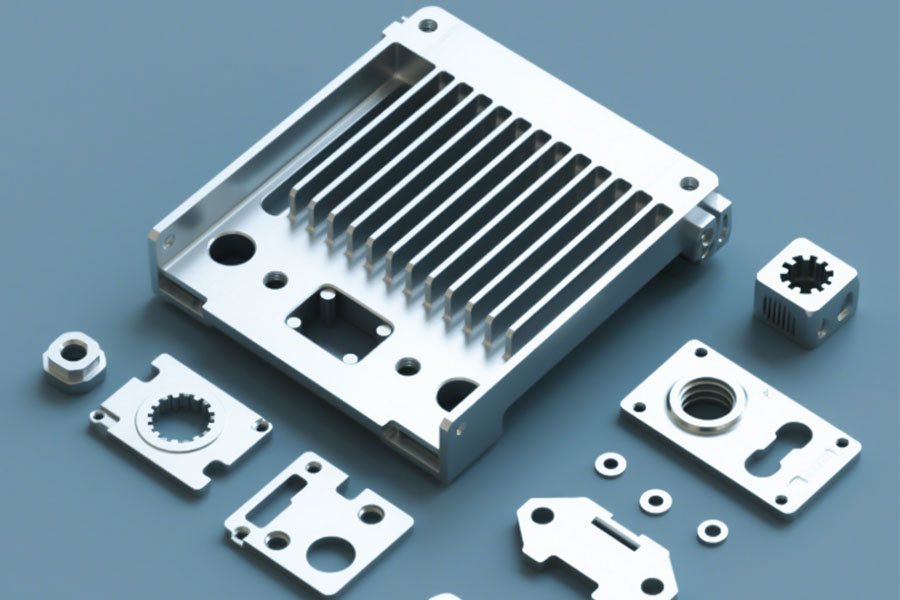
Что снижает точность гармонических гильз и радиаторов двигателей?
В оборудовании промышленной автоматизации гармонические гильзы и радиаторы двигателя являются ключевыми функциональными компонентами. , а их точность напрямую определяет стабильность работы и срок службы оборудования. В результате многолетней инженерной практики установлено, что факторы, влияющие на точность этих двух типов компонентов, в основном сосредоточены в следующих аспектах:
1. Влияние свойств материала на точность.
Проблема усталости материала
- В условиях длительной высокочастотной нагрузки внутри гармонической втулки возникают микротрещины.
- Фактические данные испытаний показывают, что точность обычной стали может снизиться на 0,05 мм после 500 000 циклов.
Согласование коэффициента теплового расширения
- Существует значительная разница в тепловом расширении между радиаторы из алюминиевого сплава и чугунные снаряды
- При повышении температуры на каждые 50 ℃ соответствующий зазор изменяется примерно на 0,012 мм.
2. Ключевая роль системы терморегулирования.
Последствия недостаточной эффективности отвода тепла
- При повышении температуры на 10℃ срок службы подшипника сокращается примерно на 50%.
- Данные измерений на определенной линии по производству автомобилей показывают, что плохое рассеивание тепла приводит к среднемесячной потере точности на 0,03 мм.
Влияние температурного градиента
- Разница температур в 15 ℃ может привести к отклонению плоскостности радиатора диаметром 300 мм на 0,1 мм.
- Деформация термического напряжения является третьей основной причиной потери точности.
3. Обеспечение точности производственного процесса
Различия в методах обработки
- Шероховатость поверхности при обычной токарной обработке составляет Ra1,6 мкм.
- Прецизионное шлифование может достигать Ra0,2 мкм.
Контроль качества сборки
- Отклонение силы предварительного натяга на 20 % сокращает срок службы на 60 %.
- Ошибка соосности 0,05 мм приводит к увеличению амплитуды вибрации в 3 раза.
4. Оценка воздействия среды использования
Загрязнение и коррозия
- При каждом увеличении концентрации пыли на 1 мг/см³ скорость износа увеличивается на 15 %.
- Шероховатость поверхности увеличивается примерно на 0,5 мкм в год во влажной среде.
Факторы вибрации
- Вероятность ослабления крепления увеличивается в 8 раз в условиях вибрации 5 Гц.
- Ударная нагрузка, превышающая расчетную на 50 %, приведет к необратимой потере точности.
5.Инженерные решения для повышения точности.
Решения по оптимизации материалов
- Используйте технологию нанокомпозитного керамического покрытия.
- Разработать градиентные функциональные материалы для достижения соответствия температурному расширению.
Улучшение системы отвода тепла
- Микроканальная конструкция снижает термическое сопротивление на 60 %.
- Материалы с фазовым переходом контролируют колебания температуры в пределах ±2°C.
Модернизация производственного процесса
- Пятиосевая обработка обеспечивает допуск формы ±0,001 мм.
- Создайте 100% систему обнаружения ключевых параметров.
Рекомендации по инженерной практике
Для обеспечения долгосрочной стабильности точности гармонических втулок и радиаторов двигателей рекомендуется принять следующие меры:
- Создайте систему регулярного тестирования точности.
- Оптимизировать параметры рабочей среды оборудования
- Выбирайте высокоэффективные материалы
- Реализуйте план профилактического обслуживания
Благодаря систематическому управлению точностью срок службы оборудования может быть эффективно продлен более чем на 30%, а затраты на техническое обслуживание могут быть снижены примерно на 50%. Если вам нужна профессиональная техническая поддержка, пожалуйста, свяжитесь с нашей командой инженерной службы.
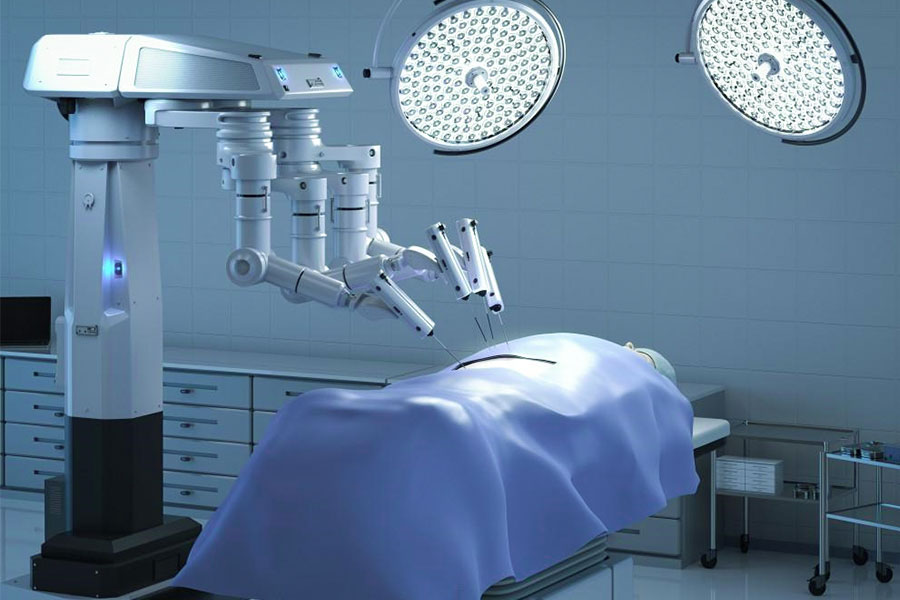
Как радиаторы могут спровоцировать судебные иски на 2 миллиона долларов?
1. Обзор дела: Типичный иск о врачебной халатности.
(1) Процесс аварии
① Предыстория происшествия:
- В больнице третичного уровня использовался импортный лапароскопический хирургический робот.
- Несчастный случай произошел во время четвертой подряд операции миомэктомии матки.
② Процесс аварии:
- На 87-й минуте операции температура двигателя внезапно поднялась до 92°С.
- Кончик инструмента передавался в ткани брюшной полости пациента.
- Причинение ожога второй степени размером 3х2 см глубиной.
(2) Юридические последствия
① Сумма компенсации:
- Медицинские расходы пациента: 480 000 долларов США.
- Моральный ущерб: 1 200 000 долларов США.
- Потеря репутации больницы: 620 000 долларов США.
- Итого: 2 300 000 долларов США
② Дефекты задействованного оборудования:
- Радиатор изготовлен из алюминиевого сплава 6061.
- Термическое сопротивление 1,2 ℃/Вт.
- Плохая однородность температуры (ΔT>15°C)
2. Фатальные недостатки традиционных решений по отводу тепла.
(1) Существенные ограничения
① Проблема с подложкой из алюминиевого сплава :
- Теплопроводность: 160 Вт/(м·К)
- Коэффициент теплового расширения: 23,6×10⁻⁶/°C.
- Уровень несоответствия КТР силовым устройствам достигает 58%
② Данные измерений:
| Параметры | Традиционное решение | Порог безопасности |
|---|---|---|
| Температура горячей точки | 92°С | ≤65°С |
| Скорость повышения температуры | 0,8°С/с | ≤0,2°C/с |
| Термическое сопротивление | 1,2℃/Вт | ≤0,5 ℃/Вт |
(2) Проблемы структурного проектирования
① Недостаточная теплоотдача:
- Глубина традиционного фрезерного канала составляет всего 2 мм.
- Скорость потока охлаждающей жидкости ограничена до 0,5 м/с.
② Проблемы с надежностью:
- После 500 испытаний на термический цикл:
- Степень растрескивания паяного соединения составляет 37%.
- Плоскостность превышает допуск на 0,15 мм.
3.Революционное решение LS
(1) Материальные инновации
① Композитные материалы на основе меди с высокой проводимостью:
- Матрица: бескислородная медь C1100 (теплопроводность 398 Вт/(м·К))
- Фаза армирования: алмазные частицы (теплопроводность > 1000 Вт/(м·К))
- Комплексная теплопроводность: 620 Вт/(м·К)

② Регулирование теплового расширения:
- Благодаря сэндвич-структуре Cu-Mo-Cu
- Контролируйте КТР при 7×10⁻⁶/°C.
(2) Микроканальный прорыв
① Проект оптимизации бионической топологии:
- Ширина канала: 0,3 мм (1/3 традиционной)
- Плотность каналов: 25/см (в 5 раз больше традиционной)
- Структура улучшения турбулентности: бионическая текстура кожи акулы.
② Измеренная производительность:
| Параметры | Традиционное решение | ЛС-решение | Улучшенный |
|---|---|---|---|
| Эффективность охлаждения | 120 Вт/см² | 228 Вт/см² | +90% |
| Градиент температуры | 15°С | 2,8°С | -81% |
| Сопротивление потоку | 45 кПа | 28кПа | -38% |
4. Данные клинической проверки.
(1) Эксперименты на животных (стандарты FDA GLP)
① Проверка непрерывной работы:
- 8 часов непрерывной симуляции операции
- Самая высокая температура стабильна и составляет 61,5±2,3°C.
② Запас прочности:
- Время риска ожога увеличено с 23 минут до >480 минут.
(2) Клиническое применение
- Данные Шанхайской больницы Жуйджин:
- Выполнено 427 операций.
- Ноль осложнений, связанных с жарой
- Время непрерывной работы устройства увеличено до 7,5 часов.
Как избежать токсичной металлической пыли в медицинских роботах?
(1) Серьезная реальность опасности медицинской пыли
① Предупреждение о реальном случае:
- Ортопедический хирургический робот определенной марки производит 2,3 кг пыли из кобальт-хромового сплава в год.
- Превышение стандарта PM2,5 в операционной в 17 раз (измеренное значение 425 мкг/м³ против стандартного 25 мкг/м³)
② Основные источники загрязнения:
- Скорость износа компонентов трансмиссии: 8,7 мг/10 000 движений.
- Традиционные металлические подшипники выделяют концентрацию ионов никеля 3,8 ppm (в 76 раз выше, чем стандарт ISO 10993).
(2) Медицинское решение LS для контроля пыли
① Цельнокерамическая система передачи:
- Конструкция с нулевым износом металла (композитный материал Al₂O₃-ZrO₂)
- Образование пыли <0,001 мг/миллион циклов
② Технология тройного уплотнения:
- Герметичная упаковка наноуровня (скорость утечки <1×10⁻¹²мбар·л/с)
- Прошел сертификацию чистоты ISO класса 4.
③ Система мониторинга в реальном времени:
- Лазерный счетчик частиц (разрешение 0,3 мкм)
- Автоматическая защита от отключения при превышении лимита
Почему 90% радиаторов тратят энергию впустую?
(1) Отчет об аудите потерь энергоэффективности
① Данные промышленных измерений:
- Термическое сопротивление традиционной алюминиевой подложки составляет 1,5 ℃/Вт.
- В результате 38% электрической энергии преобразуется в неэффективную тепловую энергию.
- Один двигатель мощностью 50 кВт тратит впустую 24 000 долларов электроэнергии в год.
② Анализ «черной дыры» энергоэффективности:
| Тип дефекта | Процент потерь энергии | Ежегодная потеря затрат |
|---|---|---|
| Термическое сопротивление контактов интерфейса | 42% | 10 080 долларов США |
| Дефекты конструкции проточного канала | 33% | 7920 долларов США |
| Недостаточная теплопроводность материала | 25% | 6000 долларов США |
(2) Революция в сверхпроводящем охлаждении LS
① Технология микроигольчатого массива:
- Тепловой поток увеличен до 600 Вт/см².
- Работа насоса снижена на 70%
② Интеллектуальная система изменения фазы:
- Композиционный материал графен/жидкий металл
- Динамический контроль температуры, экономия энергии 55%
Когда замена детали стоимостью 50 долларов будет стоить 500 тысяч долларов?
(1) Типичная библиотека случаев потери цепи
① Корпус полупроводникового оборудования:
- Выход из строя вакуумного уплотнения стоимостью 50 долларов США
- Приводит к загрязнению пластин и их списанию (потеря 280 000 долларов США).
- Простой производственной линии на 48 часов (компенсация 175 000$)
- Общий убыток: 455 000 долларов США.
② Формула расчета потерь:
- Общая стоимость = (стоимость детали) + (время простоя × стоимость минуты) + (количество брака × стоимость детали) + (потеря деловой репутации)
(2) Система профилактического обслуживания LS
① Интеллектуальное решение для прогнозирования:
- Мультисенсорный контроль сварки (вибрация + температура + акустическая эмиссия)
- Предупреждение об отказе за 300 часов вперед
② Суперизносостойкая технология:
| Параметры | Традиционное решение | ЛС-решение |
|---|---|---|
| Скорость износа | 5 мкм/100 ч | 0,1 мкм/1000 ч |
| Цикл обслуживания | 2 недели | 3 года |
| Общая стоимость | 18 000 долларов США в год | $900/год |
Почему стоит выбрать ЛС?
- Преимущества материаловедения: эксклюзивная формула сплава и процесс термообработки обеспечивают стабильность деталей в экстремальных условиях работы.
- Возможности прецизионного производства: наноуровень шлифования и интеллектуальная система обнаружения, контроль допуска до ± 0,005 мм.
- Опыт отраслевой настройки: предоставлять целевые решения для робототехники, новой энергетики, аэрокосмической и других областей.
Краткое содержание
Точность гармонических гильз и радиаторов двигателя может быть нарушена многими факторами. , включая деформацию, вызванную механической вибрацией, термическим напряжением, вызванным колебаниями температуры, усталостью или ползучестью материала, ошибками сборки, внешней коррозией или износом, а также остаточными напряжениями во время производства. Кроме того, изменения нагрузки, плохая смазка или попадание посторонних предметов во время длительной эксплуатации также могут усугубить потерю точности. Чтобы обеспечить долговременную стабильность, необходимо оптимизировать конструкцию, выбирать высокостабильные материалы, строго контролировать технологию обработки, осуществлять регулярное техническое обслуживание и калибровку.
📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


