
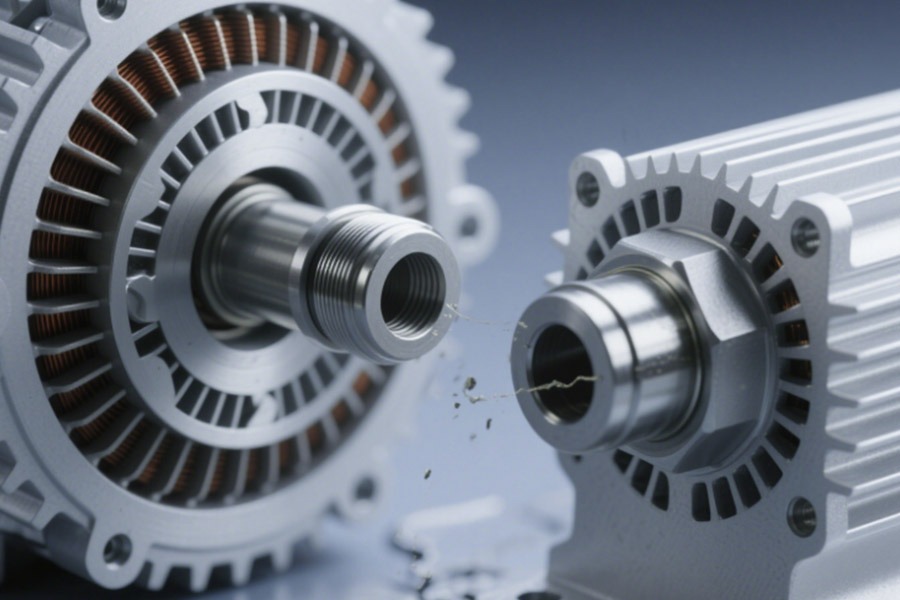
Nel moderno sistema di produzione industriale, i componenti di trasmissione armonica e i dispositivi di scambio termico sono i componenti principali dei sistemi meccanici di precisione e la loro precisione di lavorazione e stabilità operativa determinano direttamente le prestazioni e la durata dell'intero set di apparecchiature. Tuttavia, nelle applicazioni pratiche di ingegneria, dalla selezione delle materie prime alla tecnologia di lavorazione, dall'assemblaggio e dal debug alle condizioni di lavoro effettive, molti collegamenti possono influenzare negativamente la precisione finale. Questo articolo spiegherà sistematicamente i fattori chiave che influenzano la precisione dei componenti attraverso un'analisi approfondita di casi tecnici tipici e dimostrerà in dettaglio i vantaggi unici di Le soluzioni tecniche innovative di LS garantiscono precisione e stabilità.
Perché l'usura di 5μm distrugge la precisione robotica?
Nel campo della produzione di precisione , 5 micron di usura sono sufficienti per trasformare un dispositivo da un milione di livelli in rottami metallici! Attraverso casi industriali reali, viene svelata la catena di disastri causata dalla minuscola usura e viene analizzato come LS Company riscrive completamente le regole del settore con la tecnologia di rivestimento con nanodiamanti.
1.Analisi della forza distruttiva dell'usura di 5 micron
(1) Crollo dell'accuratezza geometrica
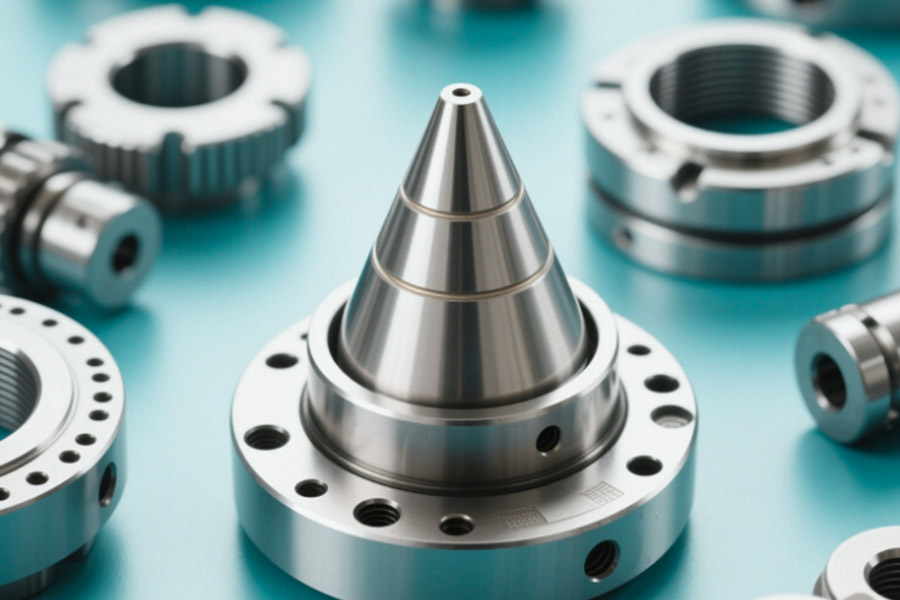
① Spirale mortale della coppia di attrito manica-cono-generatore:
- Ogni ora di funzionamento viene generata un'usura di 0,25 μm
- Dopo 200 ore si accumula uno spazio di 50μm
- Il risultato è un deterioramento della precisione di posizionamento ripetuto del robot da ±0,02 mm a ±0,15 mm
② Formula di degradazione della precisione: errore di posizionamento = errore di fondazione × (1 + usura/gioco di progettazione)
Quando l'usura raggiunge i 5μm, l'errore viene amplificato del 300%
(2) Degrado delle prestazioni dinamiche
① Crescita esponenziale dell'accelerazione delle vibrazioni:
| Quantità di usura | Picco di vibrazione | Conseguenze |
|---|---|---|
| 0μm | 0,5 g | Saldatura normale |
| 5μm | 3,2 g | Tasso di spruzzi nel punto di saldatura↑18% |
| 10μm | 8,7 g | Allarme sovraccarico servomotore |
② Forzare la precisione del controllo fuori controllo:
- L'usura di 5μm aumenta la fluttuazione della forza di contatto da ±2N a ±15N
- La resistenza del punto di saldatura dei pannelli delle portiere delle automobili diminuisce del 37%
2. Caso sangue e lacrime: perdita di 180.000 dollari al giorno per fermo macchina in una fabbrica di automobili
(1) Disastro di un'azienda automobilistica tedesca
① Processo di fallimento:
- Utilizzo dei tradizionali manicotti conici cromati (durezza HV800)
- Il primo allarme di deviazione del punto di saldatura è apparso il 23° giorno
- Il 27° giorno si è verificata una serie di saldature a freddo e l'intera linea è stata fermata
② Elenco delle perdite economiche:
- Costi di riparazione di emergenza: $ 82.000
- Perdita di produzione: 180.000/giorno × 3,5 giorni = 630.000
- Dichiarazioni di qualità: 1.200 carrozzerie difettose × 1.500/pezzo = 1.800.000
(2) Identificazione della causa principale
① Risultati dell'analisi al microscopio elettronico:
- La superficie di lavoro del manicotto del cono ha mostrato un'usura di aratura profonda 4,8 μm
- Lo strato di cromatura è stato parzialmente staccato (19% dell'area)
② Dati dei test tribologici:
| Parametri | Nuovo valore | Valore errato |
|---|---|---|
| Coefficiente di attrito | 0,12 | 0,38 |
| Rugosità superficiale Ra | 0,2μm | 1,7μm |
3.Rivestimento diamantato LS: da 5 micron a un miracolo di vita di 5000 ore
(1) Sovversione dei parametri tecnici
① Struttura di rinforzo del gradiente multistrato:
- Strato di transizione: CrN (spessore 2μm, HV1100)
- Strato intermedio: Si-DLC (spessore 3μm, HV2800)
- Strato di lavoro: Nano diamante (spessore 5μm, HV9000)
② Confronto delle prestazioni principali:
| Parametri | Cromatura convenzionale | Rivestimento diamantato LS |
|---|---|---|
| Durezza (HV) | 800 | 9.000 |
| Coefficiente di attrito | 0,15 | 0,02 |
| Indossa la vita | 200 ore | 5.000 ore |
| Ciclo di manutenzione | 2 settimane/ora | 2 anni/ora |
(2) Dati empirici industriali
Rapporto di prova della fabbrica Toyota Messico:
- Attrezzatura di prova: robot di saldatura FANUC M-2000iA
Confronto dei risultati:
- Tasso di qualificazione del punto di saldatura: 92% → 99,97%
- Consumo ricambi: 48 pezzi/anno → 2 pezzi/anno
- Riduzione complessiva dei costi: 1,2 milioni di dollari/anno
4.Perché è necessario aggiornare immediatamente la soluzione di rivestimento?
(1) Calcolatore del rischio di costo
① Spese nascoste della soluzione tradizionale:
- Tariffa di manutenzione annuale per un singolo robot = $ 18.000
- Perdita potenziale di qualità = $ 550.000/anno
② Ritorno sull'investimento della soluzione LS :
- ROI = (Risparmio annuale - Costo di aggiornamento) / Costo di aggiornamento × 100%
= ($768.000 - $85.000)/$85.000 × 100% = 803%
(2) Sistema di certificazione tecnica
- Certificazione di rugosità superficiale ISO 21920
- Norma sui difetti del rivestimento VDI 3824
- 500.000 test di attrito alternativo
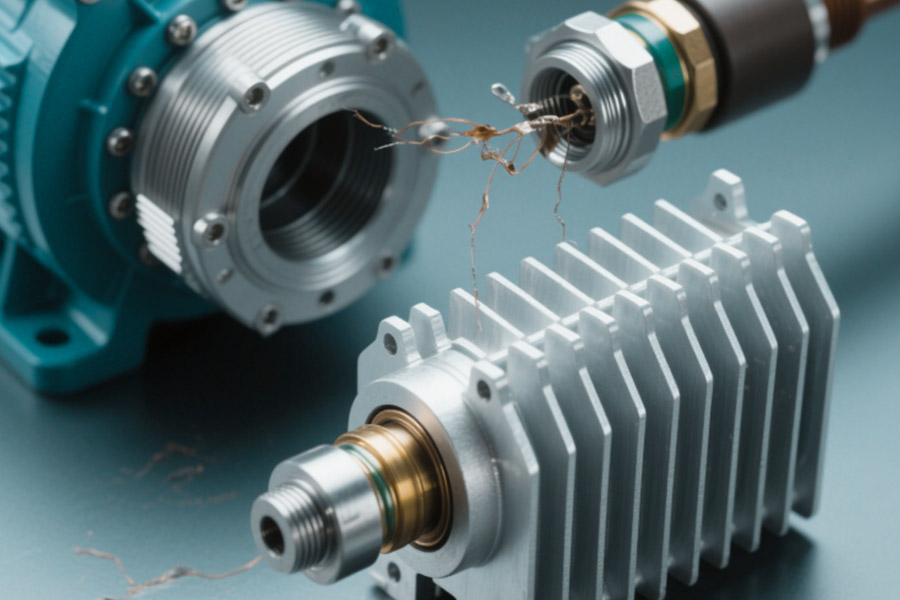
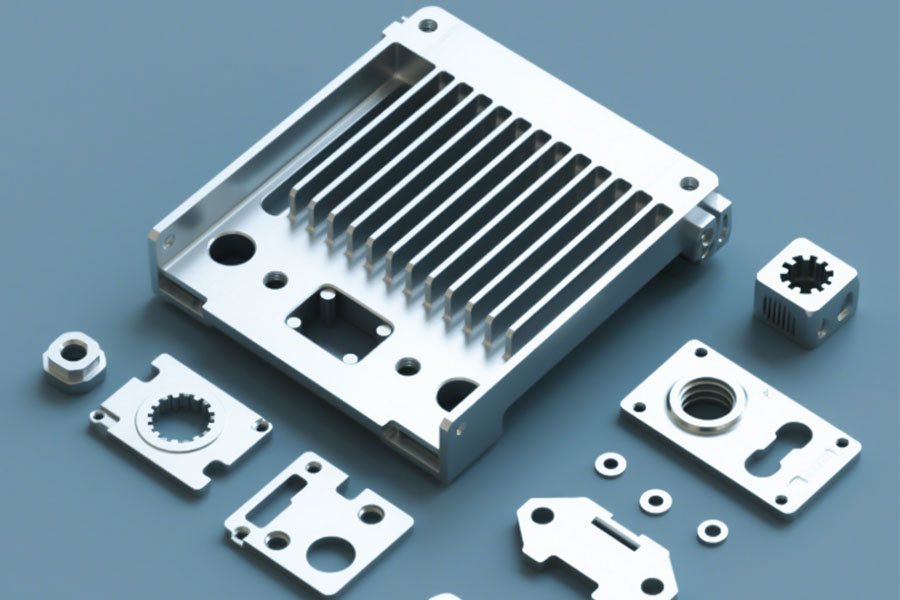
Cosa distrugge la precisione nei manicotti armonici e nei dissipatori di calore dei motori?
Nelle apparecchiature per l'automazione industriale, i manicotti armonici e i radiatori del motore sono componenti funzionali chiave e la loro precisione determina direttamente la stabilità operativa e la durata dell'apparecchiatura. Attraverso la pratica ingegneristica a lungo termine, si è riscontrato che i fattori che influenzano la precisione di questi due tipi di componenti sono concentrati principalmente nei seguenti aspetti:
1.L'influenza delle proprietà dei materiali sulla precisione
Problema della fatica dei materiali
- In condizioni di carico ad alta frequenza a lungo termine, si verificheranno microfessure all'interno della boccola armonica
- I dati effettivi dei test mostrano che la precisione dell'acciaio comune può diminuire di 0,05 mm dopo 500.000 cicli
Adeguamento del coefficiente di dilatazione termica
- C'è una differenza significativa nell'espansione termica tra radiatori in lega di alluminio e gusci in ghisa
- Per ogni aumento di 50°C della temperatura, il gioco corrispondente cambia di circa 0,012 mm
2.Il ruolo chiave del sistema di gestione termica
Conseguenze di un'insufficiente efficienza di dissipazione del calore
- Quando la temperatura aumenta di 10 ℃, la durata del cuscinetto si riduce di circa il 50%
- I dati misurati di una determinata linea di produzione automobilistica mostrano che una scarsa dissipazione del calore porta a una perdita di precisione media mensile di 0,03 mm
L'influenza del gradiente di temperatura
- Una differenza di temperatura di 15 ℃ può causare una deviazione di planarità di 0,1 mm per un radiatore con diametro di 300 mm
- La deformazione da stress termico è la terza principale causa di perdita di precisione
3. Garanzia di accuratezza del processo di produzione
Differenze nei metodi di lavorazione
- La rugosità superficiale della normale lavorazione di tornitura è Ra1,6μm
- L'elaborazione della rettifica di precisione può raggiungere Ra0,2μm
Controllo qualità dell'assemblaggio
- Una deviazione del 20% nella forza di precarico ridurrà la durata del 60%
- Un errore di coassialità di 0,05 mm fa sì che l'ampiezza della vibrazione aumenti di 3 volte
4.Valutazione dell'impatto dell'ambiente di utilizzo
Inquinamento e corrosione
- Per ogni aumento di 1 mg/cm³ della concentrazione di polvere, il tasso di usura aumenta del 15%
- La rugosità superficiale aumenta di circa 0,5 μm all'anno in un ambiente umido
Fattori di vibrazione
- La probabilità di allentamento degli elementi di fissaggio aumenta di 8 volte in un ambiente con vibrazioni a 5 Hz
- Un carico d'urto superiore al 50% causerà una perdita permanente di precisione
5.Soluzioni ingegneristiche per migliorare la precisione
Soluzioni per l'ottimizzazione dei materiali
- Utilizzare la tecnologia di rivestimento ceramico nanocomposito
- Sviluppare materiali funzionali a gradiente per ottenere la corrispondenza dell'espansione termica
Miglioramento del sistema di dissipazione del calore
- Il design a microcanali riduce la resistenza termica del 60%
- I materiali a cambiamento di fase controllano le fluttuazioni di temperatura entro ±2°C
Aggiornamento del processo produttivo
- La lavorazione a cinque assi garantisce una tolleranza di forma di ±0,001 mm
- Stabilire un sistema di rilevamento delle dimensioni chiave al 100%.
Suggerimenti per la pratica ingegneristica
Per garantire la stabilità della precisione a lungo termine dei passanti armonici e dei radiatori del motore, si raccomandano le seguenti misure:
- Stabilire un sistema regolare di test di precisione
- Ottimizzare i parametri dell'ambiente operativo delle apparecchiature
- Seleziona soluzioni di materiali ad alte prestazioni
- Implementare un piano di manutenzione preventiva
Attraverso una gestione sistematica della precisione, la durata utile delle apparecchiature può essere effettivamente prolungata di oltre il 30% e i costi di manutenzione possono essere ridotti di circa il 50%. Se hai bisogno di supporto tecnico professionale, contatta il nostro team di assistenza tecnica.
In che modo i dissipatori di calore possono innescare cause legali da 2 milioni di dollari?
1.Revisione del caso: una tipica causa per negligenza medica
(1) Processo di incidente
① Contesto dell'incidente:
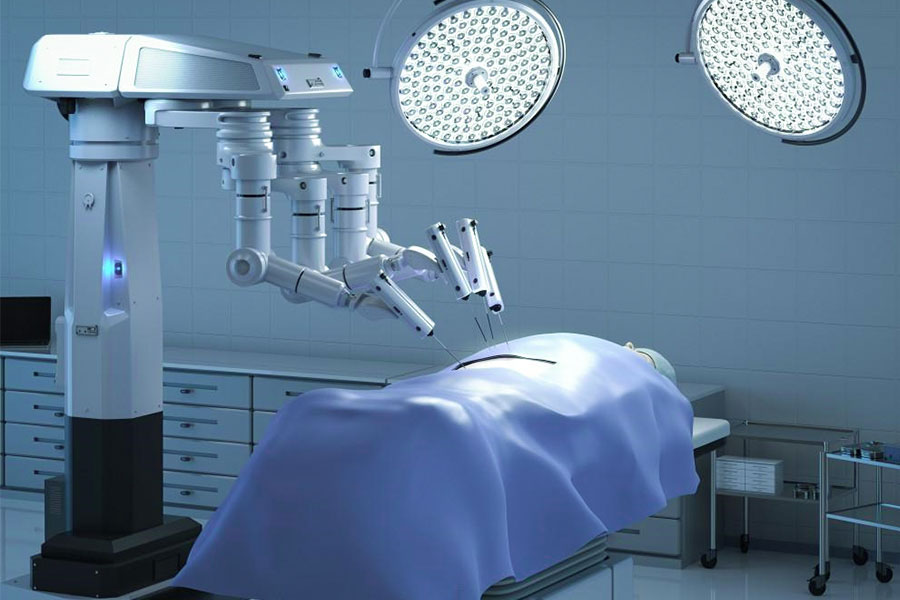
- Un ospedale terziario ha utilizzato un robot chirurgico laparoscopico di marca importata
- Si è verificato un incidente durante il quarto intervento consecutivo di miomectomia uterina
② Processo dell'incidente:
- All'87° minuto di funzionamento la temperatura del motore è salita improvvisamente a 92°C
- La punta dello strumento è stata trasmessa al tessuto addominale del paziente
- Causando un’ustione di secondo grado profonda 3 cm×2 cm
(2) Conseguenze legali
① Importo del risarcimento:
- Spese mediche del paziente: $ 480.000
- Danni mentali: $ 1.200.000
- Perdita della reputazione dell’ospedale: $ 620.000
- Totale: $ 2.300.000
② Difetti delle apparecchiature coinvolte:
- Il dissipatore di calore è realizzato in lega di alluminio 6061
- La resistenza termica è di 1,2 ℃/W
- Scarsa uniformità della temperatura (ΔT>15°C)
2.Difetti fatali delle tradizionali soluzioni di dissipazione del calore
(1) Limitazioni materiali
① Problema del substrato in lega di alluminio :
- Conduttività termica: 160 W/(m·K)
- Coefficiente di dilatazione termica: 23,6×10⁻⁶/°C
- Il tasso di disadattamento CTE con i dispositivi di potenza raggiunge il 58%
② Dati misurati:
| Parametri | Soluzione tradizionale | Soglia di sicurezza |
|---|---|---|
| Temperatura dell'hotspot | 92°C | ≤65°C |
| Tasso di aumento della temperatura | 0,8°C/s | ≤0,2°C/s |
| Resistenza termica | 1,2 ℃/W | ≤0,5℃/W |
(2) Problemi di progettazione strutturale
① Capacità di dissipazione del calore insufficiente:
- La profondità del canale di fresatura tradizionale è di soli 2 mm
- La portata del refrigerante è limitata a 0,5 m/s
② Problemi di affidabilità:
- Dopo 500 prove di ciclo termico:
- Il tasso di rottura del giunto brasato è del 37%
- La planarità supera la tolleranza di 0,15 mm
La soluzione rivoluzionaria di 3.LS
(1) Innovazione materiale
① Materiali compositi a base di rame ad alta conduttività:
- Matrice: rame C1100 privo di ossigeno (conduttività termica 398 W/(m·K))
- Fase di rinforzo: particelle di diamante (conduttività termica > 1000 W/(m·K))
- Conducibilità termica complessiva: 620 W/(m·K)

② Regolazione della dilatazione termica:
- Attraverso la struttura a sandwich Cu-Mo-Cu
- Controllare la CTE a 7×10⁻⁶/°C
(2) Scoperta dei microcanali
① Progettazione dell'ottimizzazione della topologia bionica:
- Larghezza del canale: 0,3 mm (1/3 del tradizionale)
- Densità canali: 25/cm (5 volte il tradizionale)
- Struttura di potenziamento della turbolenza: struttura bionica della pelle di squalo
② Prestazioni misurate:
| Parametri | Soluzione tradizionale | Soluzione LS | Migliorato |
|---|---|---|---|
| Efficienza di raffreddamento | 120 W/cm² | 228 W/cm² | +90% |
| Gradiente di temperatura | 15°C | 2,8°C | -81% |
| Resistenza al flusso | 45kPa | 28kPa | -38% |
4.Dati di validazione clinica
(1) Esperimenti sugli animali (standard FDA GLP)
① Test di funzionamento continuo:
- 8 ore di simulazione chirurgica non-stop
- La temperatura più alta è stabile a 61,5±2,3°C
② Margine di sicurezza:
- Il tempo di rischio di ustione viene esteso da 23 minuti a >480 minuti
(2) Applicazione clinica
- Dati dell'ospedale Ruijin di Shanghai:
- Sono stati completati 427 interventi chirurgici
- Zero complicazioni legate al calore
- L'orario di lavoro continuo del dispositivo è esteso a 7,5 ore
Come evitare la polvere metallica tossica nei robot medici?
(1) La grave realtà dei rischi legati alle polveri medicali
① Avviso caso reale:
- Una certa marca di robot chirurgico ortopedico produce 2,3 kg di polvere di lega di cobalto-cromo all’anno
- Facendo sì che il PM2,5 nella sala operatoria superi lo standard di 17 volte (valore misurato 425μg/m³ rispetto allo standard 25μg/m³)
② Principali fonti di inquinamento:
- Tasso di usura dei componenti della trasmissione: 8,7 mg/10.000 movimenti
- I tradizionali cuscinetti metallici rilasciano una concentrazione di ioni nichel pari a 3,8 ppm (76 volte superiore allo standard ISO 10993)
(2) Soluzione LS per il controllo delle polveri di grado medico
① Sistema di trasmissione interamente in ceramica:
- Design con usura zero del metallo (materiale composito Al₂O₃-ZrO₂)
- Generazione di polvere <0,001 mg/milione di cicli
② Tecnologia a tripla tenuta:
- Imballaggio ermetico di livello nano (tasso di perdita <1×10⁻¹²mbar·L/s)
- Ha superato la certificazione di pulizia ISO Classe 4
③ Sistema di monitoraggio in tempo reale:
- Contatore di particelle laser (risoluzione 0,3μm)
- Protezione dallo spegnimento automatico in caso di superamento del limite
Perché il 90% dei dissipatori di calore spreca energia?
(1) Rapporto di audit sulla perdita di efficienza energetica
① Dati misurati industriali:
- La resistenza termica del tradizionale substrato in alluminio è di 1,5 ℃/W
- Il risultato è che il 38% dell’energia elettrica viene convertita in energia termica inefficace
- Un singolo motore da 50 kW spreca 24.000 dollari di elettricità all’anno
② Analisi del buco nero sull'efficienza energetica:
| Tipo di difetto | Percentuale di perdita di energia | Perdita di costi annuali |
|---|---|---|
| Resistenza termica del contatto dell'interfaccia | 42% | $ 10.080 |
| Difetti di progettazione del canale di flusso | 33% | $ 7.920 |
| Conduttività termica del materiale insufficiente | 25% | $ 6.000 |
(2) Rivoluzione del raffreddamento superconduttore LS
① Tecnologia array di microaghi:
- Il flusso di calore è aumentato a 600 W/cm²
- Lavoro della pompa ridotto del 70%
② Sistema di cambio di fase intelligente:
- Materiale composito grafene/metallo liquido
- Tasso di risparmio energetico del controllo dinamico della temperatura 55%
Quando la sostituzione di una parte da $ 50 costa $ 500.000?
(1) Libreria di casi tipici di perdita di catena
① Custodia per apparecchiature a semiconduttore:
- Guasto del sigillo sottovuoto da $ 50
- Con conseguente contaminazione e rottamazione dei wafer (perdita di $ 280.000)
- Fermo della linea di produzione per 48 ore (risarcimento di $ 175.000)
- Perdita totale: $ 455.000
② Formula per il calcolo della perdita:
- Costo totale = (costo parziale) + (tempi di inattività × valore al minuto) + (quantità di scarti × valore per pezzo) + (perdita di avviamento)
(2) Sistema di manutenzione preventiva LS
① Soluzione di previsione intelligente:
- Monitoraggio della fusione multisensore (vibrazione + temperatura + emissione acustica)
- Avviso di guasto con 300 ore di anticipo
② Tecnologia super resistente all'usura:
| Parametri | Soluzione tradizionale | Soluzione LS |
|---|---|---|
| Tasso di usura | 5μm/100 ore | 0,1μm/1000 ore |
| Ciclo di manutenzione | 2 settimane | 3 anni |
| Costo totale | $ 18.000 / anno | $ 900 / anno |
Perchè scegliere LS?
- Vantaggi della scienza dei materiali: formula esclusiva della lega e processo di trattamento termico per garantire la stabilità delle parti in condizioni di lavoro estreme.
- Capacità di produzione di precisione: rettifica a livello nanometrico e sistema di rilevamento intelligente, controllo della tolleranza fino a ± 0,005 mm.
- Esperienza di personalizzazione del settore: fornire soluzioni mirate per la robotica, le nuove energie, l’aerospaziale e altri campi.
Riepilogo
La precisione dei manicotti armonici e dei dissipatori di calore del motore può essere danneggiata da molti fattori , inclusa la deformazione causata da vibrazioni meccaniche, stress termico causato da fluttuazioni di temperatura, fatica o scorrimento del materiale, errori di assemblaggio, corrosione esterna o usura e stress residuo durante la produzione. Inoltre, anche le variazioni di carico, la scarsa lubrificazione o l'intrusione di corpi estranei durante il funzionamento a lungo termine possono aggravare la perdita di precisione. Per garantire la stabilità a lungo termine, è necessario ottimizzare la progettazione, selezionare materiali ad alta stabilità, controllare rigorosamente la tecnologia di elaborazione e implementare manutenzione e calibrazione regolari.
📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di produzione LS Non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione attraverso la rete LS Manufacturing. È responsabilità dell'acquirente. Richiedere parti preventivo Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di produzione LS
LS Manufacturing è un'azienda leader del settore . Focus su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione . Stampaggio dei metalli e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. scegli LS Manufacturing. Questo significa efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


