
En el sistema de producción industrial moderno, los componentes de transmisión armónica y los dispositivos de intercambio de calor son los componentes centrales de los sistemas mecánicos de precisión, y su precisión de procesamiento y estabilidad operativa determinan directamente el rendimiento y la vida útil de todo el conjunto de equipos. Sin embargo, en aplicaciones prácticas de ingeniería, desde la selección de materias primas hasta la tecnología de procesamiento, desde el ensamblaje y la depuración hasta las condiciones de trabajo reales, muchos vínculos pueden afectar negativamente la precisión final. Este artículo explicará sistemáticamente los factores clave que afectan la precisión de los componentes a través de un análisis en profundidad de casos típicos de ingeniería y demostrará en detalle las ventajas únicas de Las soluciones técnicas innovadoras de LS para garantizar precisión y estabilidad.
¿Por qué el desgaste de 5 μm destruye la precisión robótica?
En el campo de la fabricación de precisión ¡5 micrones de desgaste son suficientes para convertir un dispositivo de un millón de niveles en chatarra! A través de casos industriales reales, se revela la cadena de desastres causada por el desgaste mínimo y se analiza cómo LS Company reescribe completamente las reglas de la industria con la tecnología de recubrimiento de nanodiamante.
1.Análisis de la fuerza destructiva del desgaste de 5 micras.
(1) Colapso de la precisión geométrica
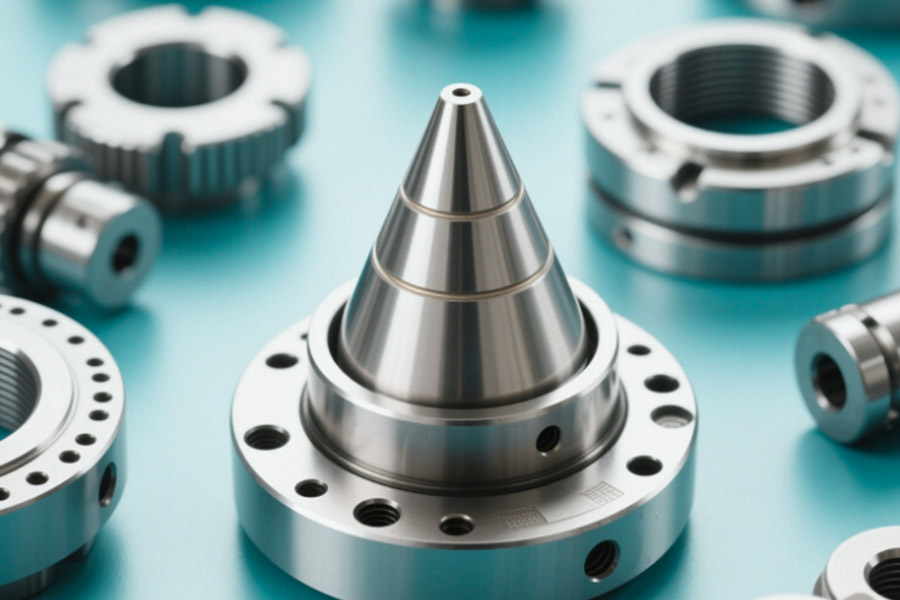
① Espiral mortal del par de fricción manguito cónico-generador:
- Se genera un desgaste de 0,25 μm cada hora de funcionamiento.
- Se acumula un espacio de 50 μm después de 200 horas
- Lo que da como resultado que la precisión de posicionamiento repetido del robot se deteriore de ±0,02 mm a ±0,15 mm.
② Fórmula de degradación de la precisión:Error de posicionamiento = error de cimentación × (1 + desgaste/holgura de diseño)
Cuando el desgaste alcanza los 5 μm, el error aumenta en un 300 %.
(2) Degradación dinámica del rendimiento
① Crecimiento exponencial de la aceleración de las vibraciones:
| Cantidad de desgaste | Pico de vibración | Consecuencias |
|---|---|---|
| 0 μm | 0,5g | soldadura normal |
| 5 μm | 3,2g | Tasa de salpicaduras del punto de soldadura ↑18% |
| 10 μm | 8,7g | Alarma de sobrecarga del servomotor |
② Precisión del control de fuerza fuera de control:
- El desgaste de 5 μm aumenta la fluctuación de la fuerza de contacto de ±2 N a ±15 N
- La resistencia del punto de soldadura del panel de la puerta del automóvil disminuye en un 37%
2.Caso de sangre y lágrimas: pérdida de 180.000 dólares por día por tiempo de inactividad en una fábrica de automóviles
(1) Desastre de una empresa automovilística alemana
① Proceso de falla:
- Utilizando manguitos cónicos cromados tradicionales (dureza HV800)
- La primera alarma de desviación del punto de soldadura apareció el día 23.
- El día 27, apareció un lote de soldaduras en frío y se cerró toda la línea.
② Lista de pérdidas económicas:
- Costos de reparación de emergencia: $82,000
- Pérdida de producción: 180.000/día × 3,5 días = 630.000
- Reclamaciones de calidad: 1.200 carrocerías defectuosas × 1.500/pieza = 1.800.000
(2) Identificación de la causa raíz
① Resultados del análisis del microscopio electrónico:
- La superficie de trabajo de la manga cónica mostró un desgaste de arado profundo de 4,8 μm.
- La capa de cromado se despegó parcialmente (19% del área)
② Datos de pruebas tribológicas:
| Parámetros | Nuevo valor | Valor defectuoso |
|---|---|---|
| Coeficiente de fricción | 0,12 | 0,38 |
| Rugosidad superficial Ra | 0,2 µm | 1,7 µm |
3.Recubrimiento de diamante LS: de 5 micras a un milagro de vida de 5000 horas
(1) Subversión de parámetros técnicos
① Estructura de fortalecimiento de gradiente multicapa:
- Capa de transición: CrN (espesor 2μm, HV1100)
- Capa intermedia: Si-DLC (espesor 3μm, HV2800)
- Capa de trabajo: Nano diamante (espesor 5 μm, HV9000)
② Comparación de rendimiento clave:
| Parámetros | Cromado convencional | Recubrimiento de diamante LS |
|---|---|---|
| Dureza (HV) | 800 | 9.000 |
| Coeficiente de fricción | 0,15 | 0,02 |
| llevar vida | 200h | 5.000h |
| Ciclo de mantenimiento | 2 semanas/tiempo | 2 años/vez |
(2) Datos empíricos industriales
Informe de prueba de fábrica de Toyota México:
- Equipo de prueba: robot de soldadura FANUC M-2000iA
Comparación de resultados:
- Tasa de calificación del punto de soldadura: 92% → 99,97%
- Consumo de repuestos: 48 piezas/año → 2 piezas/año
- Reducción de costes total: 1,2 millones de dólares al año
4. ¿Por qué se debe actualizar la solución de recubrimiento de inmediato?
(1) Calculadora de riesgo de costos
① Gastos ocultos de la solución tradicional:
- Cuota de mantenimiento anual para un solo robot = $18,000
- Pérdida potencial de calidad = $550,000/año
② Retorno de la inversión de la solución LS :
- ROI = (Ahorro anual - Costo de actualización) / Costo de actualización × 100%
= ($768 000 - $85 000)/$85 000 × 100 % = 803 %
(2) Sistema de certificación técnica
- Certificación de rugosidad superficial ISO 21920
- Estándar de defectos de recubrimiento VDI 3824
- Prueba de fricción alternativa de 500.000
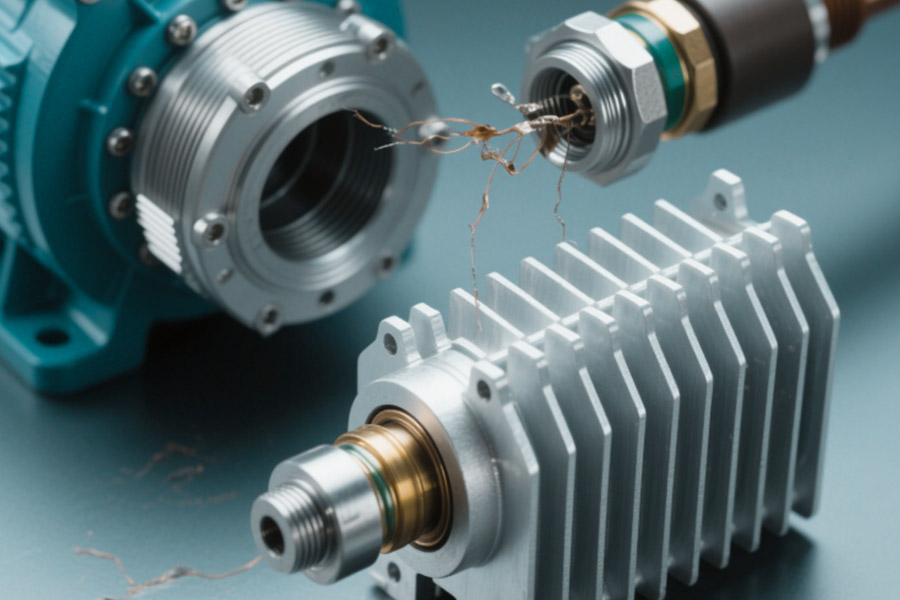
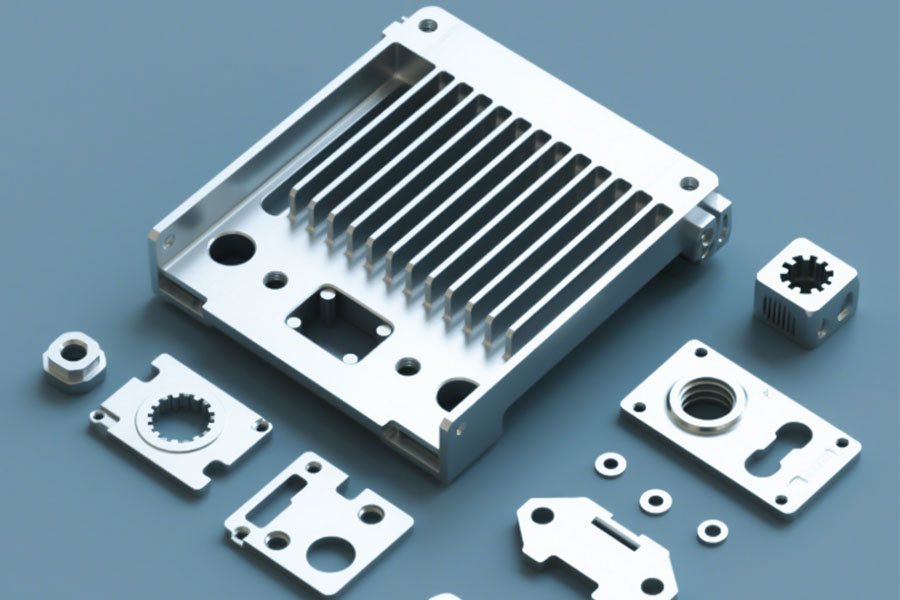
¿Qué destruye la precisión en las camisas armónicas y los disipadores de calor de los motores?
En equipos de automatización industrial, Los manguitos armónicos y los radiadores del motor son componentes funcionales clave. , y su precisión determina directamente la estabilidad operativa y la vida útil del equipo. A través de la práctica de ingeniería a largo plazo, se descubre que los factores que afectan la precisión de estos dos tipos de componentes se concentran principalmente en los siguientes aspectos:
1.La influencia de las propiedades del material en la precisión.
Problema de fatiga del material
- En condiciones de carga de alta frecuencia a largo plazo, se producirán microfisuras dentro del casquillo armónico.
- Los datos de pruebas reales muestran que la precisión del acero ordinario puede disminuir en 0,05 mm después de 500.000 ciclos.
Coincidencia del coeficiente de expansión térmica
- Existe una diferencia significativa en la expansión térmica entre radiadores de aleación de aluminio y carcasas de hierro fundido
- Por cada aumento de temperatura de 50 ℃, el espacio libre correspondiente cambia aproximadamente 0,012 mm
2.El papel clave del sistema de gestión térmica.
Consecuencias de una eficiencia de disipación de calor insuficiente
- Cuando la temperatura aumenta 10 ℃, la vida útil del rodamiento se reduce aproximadamente un 50 %
- Los datos medidos de una determinada línea de producción de automóviles muestran que una mala disipación de calor provoca una pérdida de precisión mensual promedio de 0,03 mm.
La influencia del gradiente de temperatura.
- Una diferencia de temperatura de 15 ℃ puede causar una desviación de planitud de 0,1 mm para un radiador de 300 mm de diámetro
- La deformación por tensión térmica es la tercera causa principal de pérdida de precisión
3.Garantía de precisión del proceso de fabricación.
Diferencias en los métodos de procesamiento.
- La rugosidad de la superficie del procesamiento de torneado ordinario es Ra1.6μm
- El procesamiento de rectificado de precisión puede alcanzar Ra0,2μm
Control de calidad del montaje.
- Una desviación del 20 % en la fuerza de precarga reducirá la vida útil en un 60 %
- Un error de coaxialidad de 0,05 mm hace que la amplitud de la vibración aumente 3 veces
4.Evaluación de impacto del entorno de uso.
Contaminación y corrosión
- Por cada aumento de 1 mg/cm³ en la concentración de polvo, la tasa de desgaste aumenta en un 15%
- La rugosidad de la superficie aumenta aproximadamente 0,5 μm por año en un ambiente húmedo
Factores de vibración
- La probabilidad de que el sujetador se afloje aumenta 8 veces en un entorno de vibración de 5 Hz.
- Una carga de impacto superior al diseño del 50 % provocará una pérdida permanente de precisión
5.Soluciones de ingeniería para mejorar la precisión.
Soluciones de optimización de materiales
- Utilice tecnología de recubrimiento cerámico nanocompuesto
- Desarrollar materiales funcionales degradados para lograr una adaptación a la expansión térmica.
Mejora del sistema de disipación de calor.
- El diseño de microcanal reduce la resistencia térmica en un 60%
- Los materiales de cambio de fase controlan las fluctuaciones de temperatura dentro de ±2°C
Actualización del proceso de fabricación.
- El mecanizado de cinco ejes garantiza una tolerancia de forma de ±0,001 mm.
- Establecer un sistema de detección de dimensiones 100% clave
Sugerencias para prácticas de ingeniería
Para garantizar la estabilidad de la precisión a largo plazo de los casquillos armónicos y los radiadores del motor, se recomiendan las siguientes medidas:
- Establecer un sistema de pruebas de precisión periódicas.
- Optimice los parámetros del entorno operativo del equipo.
- Seleccione soluciones de materiales de alto rendimiento
- Implementar un plan de mantenimiento preventivo.
A través de una gestión sistemática de la precisión, la vida útil del equipo se puede extender efectivamente en más del 30% y el costo de mantenimiento se puede reducir en aproximadamente un 50%. Si necesita soporte técnico profesional, comuníquese con nuestro equipo de servicio de ingeniería.
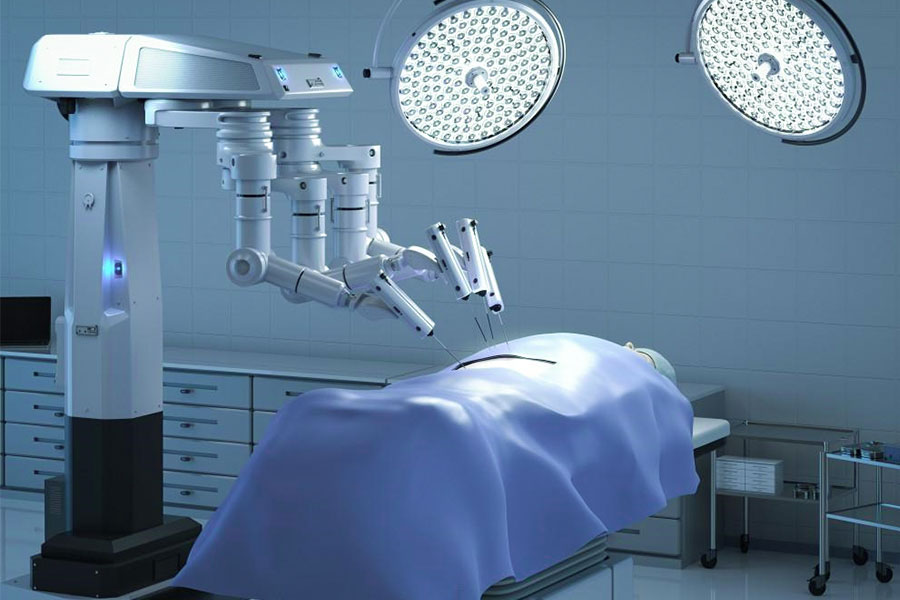
¿Cómo pueden los disipadores de calor desencadenar demandas por valor de 2 millones de dólares?
1.Revisión de caso: una demanda típica por negligencia médica
(1) Proceso de accidente
① Antecedentes del incidente:
- Un hospital terciario utilizó un robot quirúrgico laparoscópico de marca importada
- Se produjo un accidente durante la cuarta operación consecutiva de miomectomía uterina
② Proceso de accidente:
- En el minuto 87 de funcionamiento, la temperatura del motor subió repentinamente a 92°C.
- La punta del instrumento se transmitió al tejido abdominal del paciente.
- Provocando una quemadura de segundo grado de 3 cm × 2 cm de profundidad.
(2) Consecuencias legales
① Monto de la compensación:
- Gastos médicos del paciente: $480,000
- Daños mentales: $1,200,000
- Pérdida de reputación hospitalaria: 620.000 dólares
- Total: 2.300.000 dólares
② Defectos del equipo involucrado:
- El disipador de calor está hecho de aleación de aluminio 6061.
- La resistencia térmica es de 1,2 ℃/W
- Mala uniformidad de temperatura (ΔT>15°C)
2.Defectos fatales de las soluciones tradicionales de disipación de calor
(1) Limitaciones materiales
① Problema del sustrato de aleación de aluminio :
- Conductividad térmica: 160W/(m·K)
- Coeficiente de expansión térmica: 23,6×10⁻⁶/°C
- La tasa de discrepancia de CTE con dispositivos de potencia alcanza el 58%
② Datos medidos:
| Parámetros | Solución tradicional | Umbral de seguridad |
|---|---|---|
| Temperatura del punto de acceso | 92ºC | ≤65°C |
| Tasa de aumento de temperatura | 0,8°C/s | ≤0,2°C/s |
| Resistencia térmica | 1,2 ℃/W | ≤0,5 ℃/W |
(2) Problemas de diseño estructural
① Capacidad de disipación de calor insuficiente:
- La profundidad del canal de fresado tradicional es de sólo 2 mm.
- El caudal de refrigerante está limitado a 0,5 m/s.
② Problemas de confiabilidad:
- Después de 500 pruebas de ciclo térmico:
- La tasa de grietas de la junta soldada es del 37%.
- La planitud excede la tolerancia en 0,15 mm.
3.La solución revolucionaria de LS
(1) Innovación material
① Materiales compuestos a base de cobre de alta conductividad:
- Matriz: Cobre libre de oxígeno C1100 (conductividad térmica 398W/(m·K))
- Fase de refuerzo: partículas de diamante (conductividad térmica > 1000W/(m·K))
- Conductividad térmica integral: 620W/(m·K)

② Regulación de expansión térmica:
- A través de la estructura sándwich Cu-Mo-Cu
- Controlar el CTE a 7×10⁻⁶/°C
(2) Avance del microcanal
① Diseño de optimización de topología biónica:
- Ancho del canal: 0,3 mm (1/3 del tradicional)
- Densidad del canal: 25/cm (5 veces la tradicional)
- Estructura de mejora de turbulencia: textura biónica de piel de tiburón
② Rendimiento medido:
| Parámetros | Solución tradicional | solución LS | Mejorado |
|---|---|---|---|
| Eficiencia de enfriamiento | 120W/cm² | 228W/cm² | +90% |
| gradiente de temperatura | 15ºC | 2,8ºC | -81% |
| Resistencia al flujo | 45kPa | 28kPa | -38% |
4.Datos de validación clínica
(1) Experimentos con animales (estándares GLP de la FDA)
① Prueba de funcionamiento continuo:
- 8 horas de simulación de cirugía sin parar
- La temperatura más alta es estable en 61,5±2,3°C
② Margen de seguridad:
- El tiempo de riesgo de quemaduras se amplía de 23 minutos a >480 minutos
(2) Aplicación clínica
- Datos del Hospital Ruijin de Shanghai:
- Se han completado 427 cirugías
- Cero complicaciones relacionadas con el calor
- El tiempo de trabajo continuo del dispositivo se amplía a 7,5 horas.
¿Cómo evitar el polvo metálico tóxico en los robots médicos?
(1) La grave realidad de los peligros del polvo médico
① Advertencia de caso real:
- Una determinada marca de robot quirúrgico ortopédico produce 2,3 kg de polvo de aleación de cobalto y cromo al año.
- Provocando que las PM2,5 en el quirófano superen el estándar 17 veces (valor medido 425 μg/m³ frente al estándar 25 μg/m³)
② Fuentes clave de contaminación:
- Tasa de desgaste de los componentes de la transmisión: 8,7 mg/10.000 movimientos
- Los rodamientos metálicos tradicionales liberan una concentración de iones de níquel de 3,8 ppm (76 veces mayor que la norma ISO 10993)
(2) Solución de control de polvo de grado médico LS
① Sistema de transmisión totalmente cerámico:
- Diseño sin desgaste metálico (material compuesto Al₂O₃-ZrO₂)
- Generación de polvo <0,001 mg/millón de ciclos
② Tecnología de triple sellado:
- Envases herméticos a nivel nanométrico (tasa de fuga <1×10⁻¹²mbar·L/s)
- Pasó la certificación de limpieza ISO Clase 4
③ Sistema de monitoreo en tiempo real:
- Contador de partículas láser (resolución de 0,3 μm)
- Protección de apagado automático al exceder el límite
¿Por qué el 90% de los disipadores de calor desperdician energía?
(1) Informe de auditoría de pérdidas de eficiencia energética
① Datos medidos industriales:
- La resistencia térmica del sustrato de aluminio tradicional es de 1,5 ℃/W
- Lo que resulta en que el 38% de la energía eléctrica se convierta en energía térmica ineficaz.
- Un solo motor de 50 kW desperdicia 24.000 dólares de electricidad al año
② Análisis de eficiencia energética de los agujeros negros:
| tipo de defecto | Porcentaje de pérdida de energía | Pérdida de costos anual |
|---|---|---|
| Resistencia térmica del contacto de interfaz | 42% | $10,080 |
| Defectos de diseño del canal de flujo. | 33% | $7,920 |
| Conductividad térmica del material insuficiente. | 25% | $6,000 |
(2) Revolución de refrigeración superconductora LS
① Tecnología de matriz de microagujas:
- El flujo de calor aumentó a 600 W/cm²
- El trabajo de la bomba se redujo en un 70%
② Sistema inteligente de cambio de fase:
- Material compuesto de grafeno/metal líquido
- Control dinámico de temperatura tasa de ahorro de energía 55%
¿Cuándo cuesta $500 mil reemplazar una pieza de $50?
(1) Biblioteca de casos típicos de pérdida de cadena
① Caja de equipo semiconductor:
- Fallo del sello de vacío de $50
- Provocando contaminación y desguace de las obleas (pérdida de 280.000 dólares)
- Inactividad de la línea de producción durante 48 horas (compensación de 175.000 dólares)
- Pérdida total: $455,000
② Fórmula de cálculo de pérdidas:
- Costo total = (costo de la pieza) + (tiempo de inactividad × valor por minuto) + (cantidad de chatarra × valor por pieza) + (pérdida de fondo de comercio)
(2) Sistema de mantenimiento preventivo LS
① Solución de predicción inteligente:
- Monitorización de fusión multisensor (vibración + temperatura + emisión acústica)
- Aviso de fallo con 300 horas de antelación
② Tecnología súper resistente al desgaste:
| Parámetros | Solución tradicional | solución LS |
|---|---|---|
| Tasa de desgaste | 5μm/100h | 0,1 µm/1000 h |
| Ciclo de mantenimiento | 2 semanas | 3 años |
| Costo total | $18,000/año | $900/año |
¿Por qué elegir LS?
- Ventajas de la ciencia de materiales: Fórmula de aleación exclusiva y proceso de tratamiento térmico para garantizar la estabilidad de las piezas en condiciones de trabajo extremas.
- Capacidades de fabricación de precisión: Rectificado a nivel nanométrico y sistema de detección inteligente, control de tolerancia de hasta ±0.005mm.
- Experiencia de personalización de la industria: Proporcionar soluciones específicas para robótica, nuevas energías, aeroespacial y otros campos.
Resumen
La precisión de los manguitos armónicos y los disipadores de calor del motor puede verse afectada por muchos factores. , incluida la deformación causada por vibración mecánica, estrés térmico causado por fluctuaciones de temperatura, fatiga o fluencia del material, errores de ensamblaje, corrosión o desgaste externo y estrés residual durante la fabricación. Además, los cambios de carga, la mala lubricación o la intrusión de materias extrañas durante el funcionamiento a largo plazo también pueden agravar la pérdida de precisión. Para garantizar la estabilidad a largo plazo, es necesario optimizar el diseño, seleccionar materiales de alta estabilidad, controlar estrictamente la tecnología de procesamiento e implementar mantenimiento y calibración regulares.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de fabricación LS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Requerir piezas cotización Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria . Centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección . Estampado de metales y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. Esto significa eficiencia, calidad y profesionalidad en la selección.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


