
Dans le système de production industrielle moderne, les composants de transmission harmonique et les dispositifs d'échange thermique sont les composants essentiels des systèmes mécaniques de précision, et leur précision de traitement et leur stabilité de fonctionnement déterminent directement les performances et la durée de vie de l'ensemble des équipements. Cependant, dans les applications pratiques d'ingénierie, de la sélection des matières premières à la technologie de traitement, de l'assemblage et du débogage aux conditions de travail réelles, de nombreux liens peuvent nuire à la précision finale. Cet article expliquera systématiquement les facteurs clés affectant la précision des composants grâce à une analyse approfondie de cas d'ingénierie typiques, et démontrera en détail les avantages uniques de Les solutions techniques innovantes de LS pour garantir la précision et la stabilité.
Pourquoi une usure de 5 μm détruit-elle la précision robotique ?
Dans le domaine de la fabrication de précision , 5 microns d'usure suffisent pour transformer un appareil d'un million de mètres en ferraille ! À travers des cas industriels réels, la chaîne de catastrophes provoquée par une usure minime est révélée et la manière dont LS Company réécrit complètement les règles de l'industrie avec la technologie de revêtement nano-diamant est analysée.
1.Analyse de la force destructrice de l'usure de 5 microns
(1) Effondrement de la précision géométrique
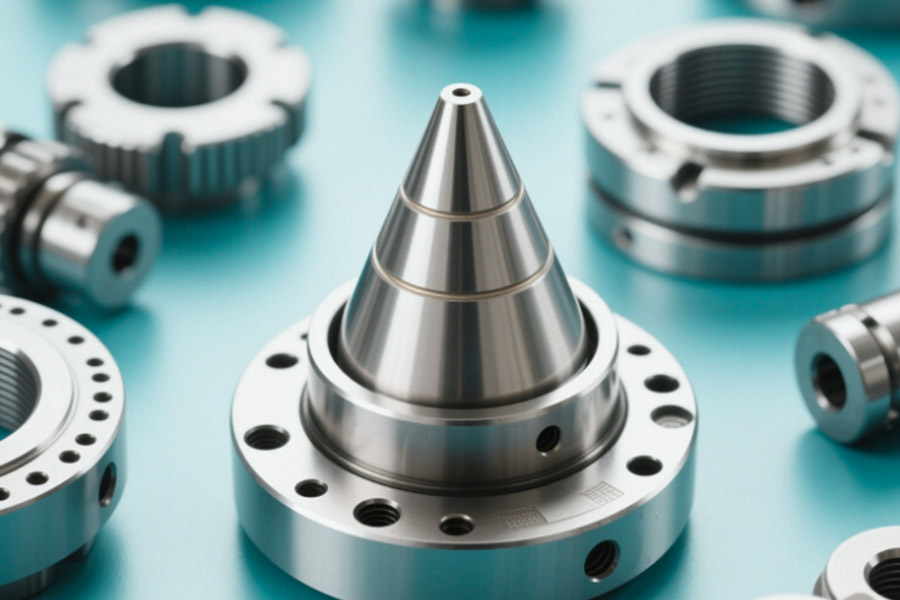
① Spirale mortelle du couple de friction manchon cône-générateur :
- Une usure de 0,25 μm est générée chaque heure de fonctionnement
- Un écart de 50 μm est accumulé après 200 heures
- Ce qui entraîne une détérioration de la précision de positionnement répété du robot de ±0,02 mm à ±0,15 mm.
② Formule de dégradation de la précision : erreur de positionnement = erreur de fondation × (1 + usure/jeu de conception)
Lorsque l'usure atteint 5 μm, l'erreur est amplifiée de 300 %
(2) Dégradation dynamique des performances
① Croissance exponentielle de l'accélération des vibrations :
| Montant d'usure | Pic de vibration | Conséquences |
|---|---|---|
| 0μm | 0,5g | Soudure normale |
| 5μm | 3,2 g | Taux de projections aux points de soudure↑18 % |
| 10 μm | 8,7g | Alarme de surcharge du servomoteur |
② Forcer la précision du contrôle hors de contrôle :
- Une usure de 5 μm augmente la fluctuation de la force de contact de ±2N à ±15N
- La résistance des points de soudure des panneaux de porte d'automobile diminue de 37 %
2. Affaire Sang et larmes : perte de 180 000 $/jour en raison d’un temps d’arrêt dans une usine automobile
(1) Catastrophe d’un constructeur automobile allemand
① Processus d'échec :
- Utilisation de manchons coniques chromés traditionnels (dureté HV800)
- La première alarme d'écart de point de soudure est apparue le 23ème jour
- Le 27ème jour, un lot de soudures à froid apparaît et toute la ligne est arrêtée
② Liste des pertes économiques :
- Coûts de réparation d'urgence : 82 000 $
- Perte de production : 180 000/jour × 3,5 jours = 630 000
- Réclamations de qualité : 1 200 carrosseries défectueuses × 1 500/pièce = 1 800 000
(2) Identification des causes profondes
① Résultats de l'analyse au microscope électronique :
- La surface de travail du manchon conique présentait une usure de labour profonde de 4,8 μm
- La couche de chromage a été partiellement décollée (19 % de la surface)
② Données de tests tribologiques :
| Paramètres | Nouvelle valeur | Valeur défectueuse |
|---|---|---|
| Coefficient de frottement | 0,12 | 0,38 |
| Rugosité de surface Ra | 0,2 μm | 1,7 μm |
Revêtement diamant 3.LS : De 5 microns à un miracle de vie de 5000 heures
(1) Subversion des paramètres techniques
① Structure de renforcement de gradient multicouche :
- Couche de transition : CrN (épaisseur 2μm, HV1100)
- Couche intermédiaire : Si-DLC (épaisseur 3μm, HV2800)
- Couche de travail : Nano diamant (épaisseur 5 μm, HV9000)
② Comparaison des performances clés :
| Paramètres | Chromage conventionnel | Revêtement diamant LS |
|---|---|---|
| Dureté (HV) | 800 | 9 000 |
| Coefficient de frottement | 0,15 | 0,02 |
| Porter la vie | 200h | 5 000 heures |
| Cycle d'entretien | 2 semaines/temps | 2 ans/temps |
(2) Données empiriques industrielles
Rapport de test en usine Toyota Mexique :
- Matériel de test : Robot de soudage FANUC M-2000iA
Comparaison des résultats :
- Taux de qualification des points de soudure : 92% → 99,97%
- Consommation de pièces détachées : 48 pièces/an → 2 pièces/an
- Réduction globale des coûts : 1,2 M$/an
4.Pourquoi la solution de revêtement doit-elle être améliorée immédiatement ?
(1) Calculateur de risque de coût
① Dépenses cachées de la solution traditionnelle :
- Frais de maintenance annuels pour un seul robot = 18 000 $
- Perte de qualité potentielle = 550 000 $/an
② Retour sur investissement de la solution LS :
- ROI = (Économies annuelles – Coût de mise à niveau) / Coût de mise à niveau × 100 %
= (768 000 $ - 85 000 $)/85 000 $ × 100 % = 803 %
(2) Système de certification technique
- Certification de rugosité de surface ISO 21920
- Norme sur les défauts de revêtement VDI 3824
- 500 000 tests de friction alternative
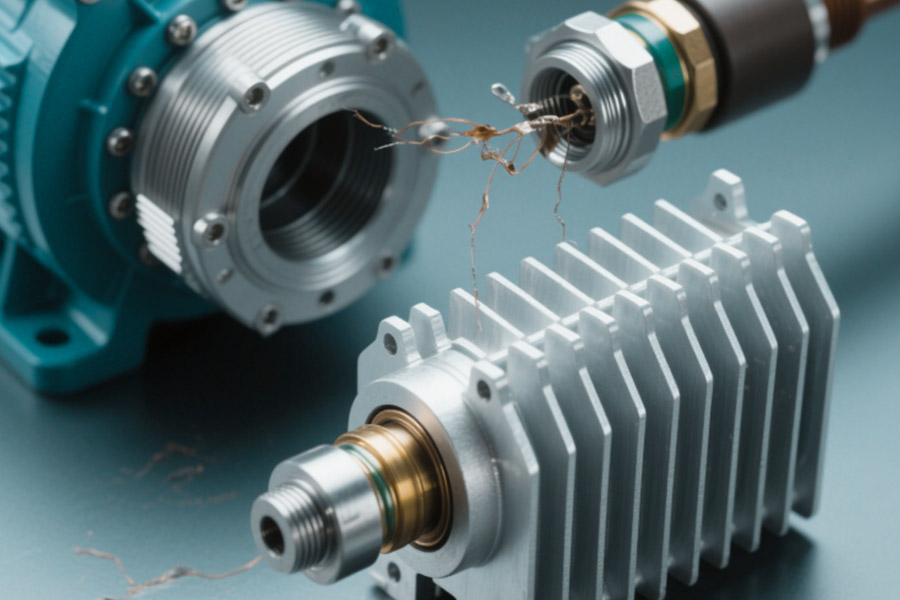
Qu'est-ce qui brise la précision dans les manchons harmoniques et les dissipateurs thermiques de moteur ?
Dans les équipements d'automatisation industrielle, les manchons harmoniques et les radiateurs de moteur sont des composants fonctionnels clés , et leur précision détermine directement la stabilité de fonctionnement et la durée de vie de l'équipement. Grâce à une pratique d'ingénierie à long terme, il s'avère que les facteurs affectant la précision de ces deux types de composants se concentrent principalement dans les aspects suivants :
1. L'influence des propriétés des matériaux sur la précision
Problème de fatigue des matériaux
- Dans des conditions de charge à haute fréquence à long terme, des microfissures se produiront à l'intérieur de la bague harmonique
- Les données de test réelles montrent que la précision de l'acier ordinaire peut chuter de 0,05 mm après 500 000 cycles.
Correspondance du coefficient de dilatation thermique
- Il existe une différence significative de dilatation thermique entre radiateurs en alliage d'aluminium et coques en fonte
- Pour chaque augmentation de température de 50 ℃, le jeu correspondant change d'environ 0,012 mm
2.Le rôle clé du système de gestion thermique
Conséquences d'une efficacité de dissipation thermique insuffisante
- Lorsque la température augmente de 10 ℃, la durée de vie du roulement est réduite d'environ 50 %
- Les données mesurées d'une certaine ligne de production automobile montrent qu'une mauvaise dissipation thermique entraîne une perte de précision mensuelle moyenne de 0,03 mm.
L'influence du gradient de température
- Une différence de température de 15℃ peut provoquer un écart de planéité de 0,1 mm pour un radiateur de 300 mm de diamètre
- La déformation due aux contraintes thermiques est la troisième cause majeure de perte de précision
3. Assurance de précision du processus de fabrication
Différences dans les méthodes de traitement
- La rugosité de surface du traitement de tournage ordinaire est Ra1,6 μm
- Le traitement de meulage de précision peut atteindre Ra0,2 μm
Contrôle qualité de l'assemblage
- Un écart de 20 % dans la force de précharge réduira la durée de vie de 60 %
- Une erreur de coaxialité de 0,05 mm entraîne une multiplication par 3 de l'amplitude des vibrations.
4. Évaluation de l'impact de l'environnement d'utilisation
Pollution et corrosion
- Pour chaque augmentation de 1 mg/cm³ de la concentration de poussière, le taux d'usure augmente de 15 %
- La rugosité de surface augmente d'environ 0,5 μm par an dans un environnement humide
Facteurs de vibration
- La probabilité de desserrage des fixations augmente de 8 fois dans un environnement de vibration de 5 Hz
- Une charge d'impact supérieure à la conception de 50 % entraînera une perte permanente de précision
5. Solutions d’ingénierie pour améliorer la précision
Solutions d'optimisation des matériaux
- Utiliser la technologie de revêtement céramique nano-composite
- Développer des matériaux fonctionnels à gradient pour obtenir une correspondance de dilatation thermique
Amélioration du système de dissipation thermique
- La conception à microcanaux réduit la résistance thermique de 60 %
- Les matériaux à changement de phase contrôlent les fluctuations de température dans une plage de ±2°C
Mise à niveau du processus de fabrication
- L'usinage à cinq axes garantit une tolérance de forme de ± 0,001 mm
- Mettre en place un système de détection des dimensions clés à 100 %
Suggestions de pratiques d'ingénierie
Pour garantir la stabilité de précision à long terme des traversées harmoniques et des radiateurs de moteur, les mesures suivantes sont recommandées :
- Établir un système régulier de tests de précision
- Optimiser les paramètres de l’environnement d’exploitation des équipements
- Sélectionner des solutions matérielles performantes
- Mettre en place un plan de maintenance préventive
Grâce à une gestion systématique de la précision, la durée de vie de l'équipement peut être efficacement prolongée de plus de 30 % et les coûts de maintenance peuvent être réduits d'environ 50 %. Si vous avez besoin d'une assistance technique professionnelle, veuillez contacter notre équipe de service d'ingénierie.
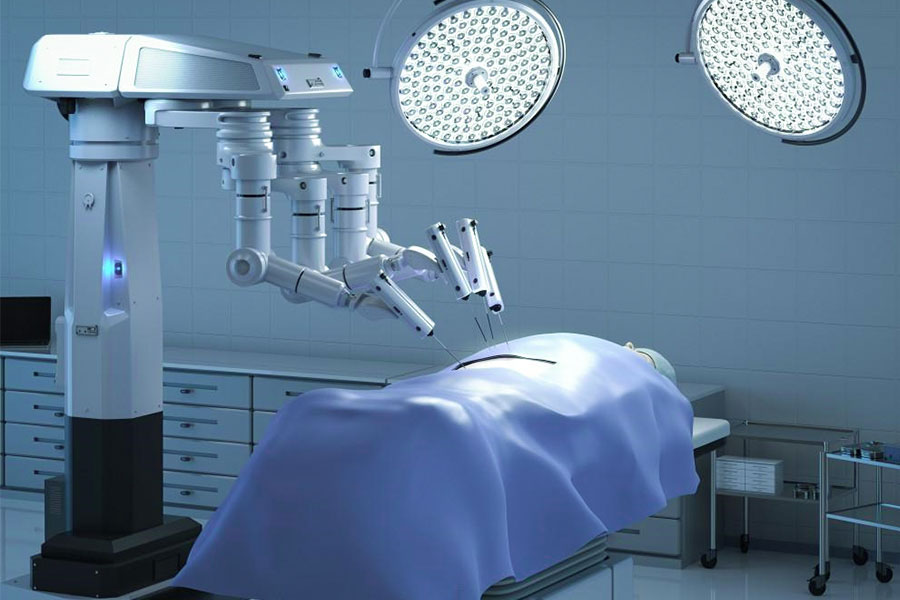
Comment les dissipateurs thermiques peuvent-ils déclencher des poursuites judiciaires de 2 millions de dollars ?
1. Examen de cas : un procès typique pour faute professionnelle médicale
(1) Processus accidentel
① Contexte de l'incident :
- Un hôpital tertiaire a utilisé un robot chirurgical laparoscopique de marque importée
- Un accident s'est produit lors de la quatrième opération consécutive de myomectomie utérine
② Processus d'accident :
- A la 87ème minute de l'opération, la température du moteur s'élève brutalement à 92°C
- La pointe de l'instrument a été transmise au tissu abdominal du patient
- Provoquant une brûlure au deuxième degré de 3 cm × 2 cm de profondeur
(2) Conséquences juridiques
① Montant de l'indemnisation :
- Frais médicaux du patient : 480 000 $
- Dommages mentaux : 1 200 000 $
- Perte de réputation de l'hôpital : 620 000 $
- Total : 2 300 000 $
② Défauts du matériel concerné :
- Le dissipateur thermique est en alliage d'aluminium 6061
- La résistance thermique est de 1,2℃/W
- Mauvaise uniformité de la température (ΔT>15°C)
2. Défauts fatals des solutions traditionnelles de dissipation thermique
(1) Limites matérielles
① Problème de substrat en alliage d'aluminium :
- Conductivité thermique : 160 W/(m·K)
- Coefficient de dilatation thermique : 23,6×10⁻⁶/°C
- Le taux de non-concordance CTE avec les appareils électriques atteint 58 %
② Données mesurées :
| Paramètres | Solution traditionnelle | Seuil de sécurité |
|---|---|---|
| Température du point chaud | 92°C | ≤65°C |
| Taux d'augmentation de la température | 0,8 °C/s | ≤0,2°C/s |
| Résistance thermique | 1,2 ℃/W | ≤0,5℃/W |
(2) Problèmes de conception structurelle
① Capacité de dissipation thermique insuffisante :
- La profondeur du canal de fraisage traditionnel n'est que de 2 mm
- Le débit du liquide de refroidissement est limité à 0,5 m/s
② Problèmes de fiabilité :
- Après 500 tests de cycles thermiques :
- Le taux de fissuration du joint brasé est de 37 %
- La planéité dépasse la tolérance de 0,15 mm
La solution révolutionnaire de 3.LS
(1) Innovation matérielle
① Matériaux composites à base de cuivre à haute conductivité :
- Matrice : Cuivre sans oxygène C1100 (conductivité thermique 398W/(m·K))
- Phase de renforcement : particules de diamant (conductivité thermique > 1000W/(m·K))
- Conductivité thermique complète : 620 W/(m·K)

② Régulation de la dilatation thermique :
- Grâce à la structure sandwich Cu-Mo-Cu
- Contrôler le CTE à 7×10⁻⁶/°C
(2) Percée des microcanaux
① Conception d'optimisation de la topologie bionique :
- Largeur du canal : 0,3 mm (1/3 du traditionnel)
- Densité des canaux : 25/cm (5 fois la traditionnelle)
- Structure d'amélioration de la turbulence : texture bionique de peau de requin
② Performances mesurées :
| Paramètres | Solution traditionnelle | Solution LS | Amélioré |
|---|---|---|---|
| Efficacité du refroidissement | 120 W/cm² | 228 W/cm² | +90% |
| Gradient de température | 15°C | 2,8°C | -81% |
| Résistance à l'écoulement | 45 kPa | 28kPa | -38% |
4.Données de validation clinique
(1) Expérimentations sur les animaux (normes FDA BPL)
① Test de fonctionnement continu :
- 8 heures de simulation chirurgicale non-stop
- La température la plus élevée est stable à 61,5 ± 2,3 °C
② Marge de sécurité :
- Le temps de risque de brûlure est étendu de 23 minutes à >480 minutes
(2) Application clinique
- Données de l’hôpital Ruijin de Shanghai :
- 427 interventions chirurgicales ont été réalisées
- Zéro complication liée à la chaleur
- Le temps de travail continu de l'appareil est étendu à 7,5 heures
Comment éviter les poussières métalliques toxiques dans les robots médicaux ?
(1) La grave réalité des risques liés aux poussières médicales
① Avertissement de cas réel :
- Une certaine marque de robot chirurgical orthopédique produit 2,3 kg de poussière d'alliage cobalt-chrome par an
- Faire en sorte que les PM2,5 dans la salle d'opération dépassent la norme de 17 fois (valeur mesurée 425 μg/m³ contre 25 μg/m³ standard)
② Principales sources de pollution :
- Taux d'usure des composants de transmission : 8,7 mg/10 000 mouvements
- Les roulements métalliques traditionnels libèrent une concentration d'ions nickel de 3,8 ppm (76 fois supérieure à la norme ISO 10993)
(2) Solution de contrôle de la poussière LS de qualité médicale
① Système de transmission tout céramique :
- Conception sans usure du métal (matériau composite Al₂O₃-ZrO₂)
- Génération de poussière <0,001mg/million de cycles
② Technologie de triple étanchéité :
- Emballage hermétique au niveau nanométrique (taux de fuite <1×10⁻¹²mbar·L/s)
- Certification de propreté ISO classe 4 obtenue
③ Système de surveillance en temps réel :
- Compteur de particules laser (résolution 0,3μm)
- Protection d'arrêt automatique en cas de dépassement de la limite
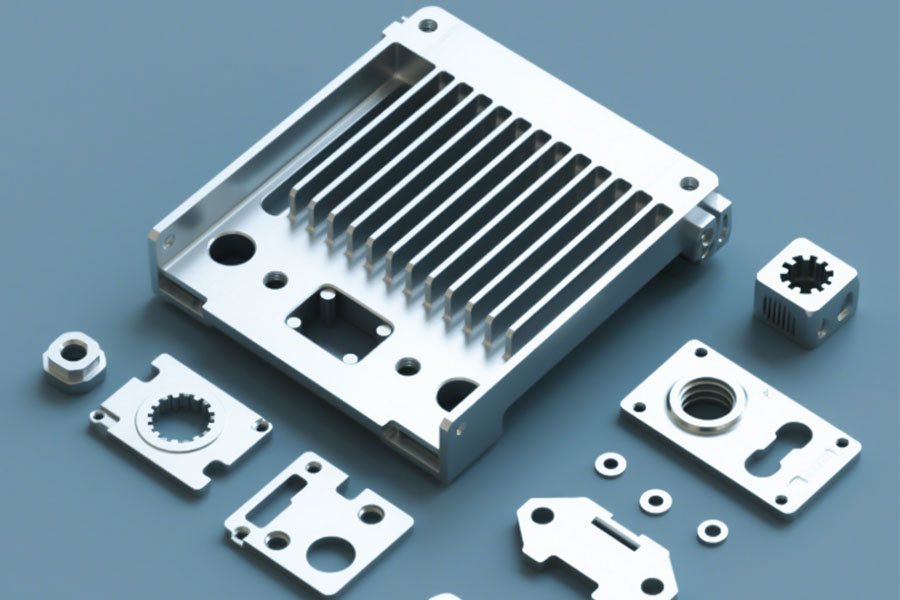
Pourquoi 90 % des dissipateurs thermiques gaspillent-ils de l’énergie ?
(1) Rapport d'audit sur les pertes d'efficacité énergétique
① Données mesurées industrielles :
- La résistance thermique du substrat en aluminium traditionnel est de 1,5 ℃/W
- Résultat : 38 % de l’énergie électrique est convertie en énergie thermique inefficace
- Un seul moteur de 50 kW gaspille 24 000 $ d’électricité par an
② Analyse des trous noirs sur l'efficacité énergétique :
| Type de défaut | Pourcentage de perte d'énergie | Perte de coûts annuelle |
|---|---|---|
| Résistance thermique des contacts d'interface | 42% | 10 080 $ |
| Défauts de conception du canal d'écoulement | 33% | 7 920 $ |
| Conductivité thermique du matériau insuffisante | 25% | 6 000 $ |
(2) Révolution du refroidissement supraconducteur LS
① Technologie de réseau de micro-aiguilles :
- Flux thermique augmenté à 600W/cm²
- Travail de la pompe réduit de 70 %
② Système intelligent de changement de phase :
- Matériau composite graphène/métal liquide
- Taux d'économie d'énergie de contrôle dynamique de la température 55 %
Quand une pièce de 50 $ coûte-t-elle 500 000 $ à remplacer ?
(1) Bibliothèque de cas typiques de perte de chaîne
① Boîtier d'équipement semi-conducteur :
- Défaillance d'un joint sous vide de 50 $
- Conduisant à la contamination et à la mise au rebut des plaquettes (perte de 280 000 $)
- Temps d'arrêt de la chaîne de production pendant 48 heures (indemnisation de 175 000 $)
- Perte totale : 455 000 $
② Formule de calcul des pertes :
- Coût total = (coût de la pièce) + (temps d'arrêt × valeur par minute) + (quantité de rebut × valeur par pièce) + (perte de goodwill)
(2) Système de maintenance préventive LS
① Solution de prédiction intelligente :
- Surveillance de fusion multi-capteurs (vibration + température + émission acoustique)
- Avertissement de panne 300 heures à l'avance
② Technologie super résistante à l'usure :
| Paramètres | Solution traditionnelle | Solution LS |
|---|---|---|
| Taux d'usure | 5μm/100h | 0,1μm/1000h |
| Cycle d'entretien | 2 semaines | 3 ans |
| Coût total | 18 000 $/an | 900 $/an |
Pourquoi choisir LS ?
- Avantages de la science des matériaux : Formule d'alliage exclusive et processus de traitement thermique pour garantir la stabilité des pièces dans des conditions de travail extrêmes.
- Capacités de fabrication de précision : Meulage au niveau nanométrique et système de détection intelligent, contrôle de tolérance jusqu'à ± 0,005 mm.
- Expérience de personnalisation de l'industrie : fournir des solutions ciblées pour la robotique, les nouvelles énergies, l'aérospatiale et d'autres domaines.
Résumé
La précision des manchons harmoniques et des dissipateurs thermiques du moteur peut être endommagée par de nombreux facteurs , y compris la déformation causée par les vibrations mécaniques, les contraintes thermiques causées par les fluctuations de température, la fatigue ou le fluage des matériaux, les erreurs d'assemblage, la corrosion ou l'usure externe et les contraintes résiduelles pendant la fabrication. De plus, les changements de charge, une mauvaise lubrification ou l'intrusion de corps étrangers lors d'un fonctionnement à long terme peuvent également aggraver la perte de précision. Pour garantir une stabilité à long terme, il est nécessaire d'optimiser la conception, de sélectionner des matériaux à haute stabilité, de contrôler strictement la technologie de traitement et de mettre en œuvre une maintenance et un étalonnage réguliers.
📞Tél : +86 185 6675 9667
📧Email : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Exiger des pièces devis Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur . Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection . Estampage des métaux et autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com .


