
広く使用されている 2 つの熱可塑性材料として3Dプリントで, PVA と HIPS には、特性の違いによりそれぞれの利点があります。 92%と超強水溶性、PVAはゴールドサポート素材となっています。金属3Dプリント、高性能樹脂成形品など。ミクロンの精度で懸濁液をサポートでき、その後の処理で水浴溶解で溶解して非破壊的な剥離を実現できます。ただし、脆性が高く、耐熱性が低いため、機能部品としての直接使用は制限されます。機能的なものづくりを中心に、 HIPS 3D プリンティングに最適です射出成形金型、自動車部品のプロトタイプ、 そして軽量構造コンポーネント、層間せん断強度と耐衝撃性は15〜20MPaです。
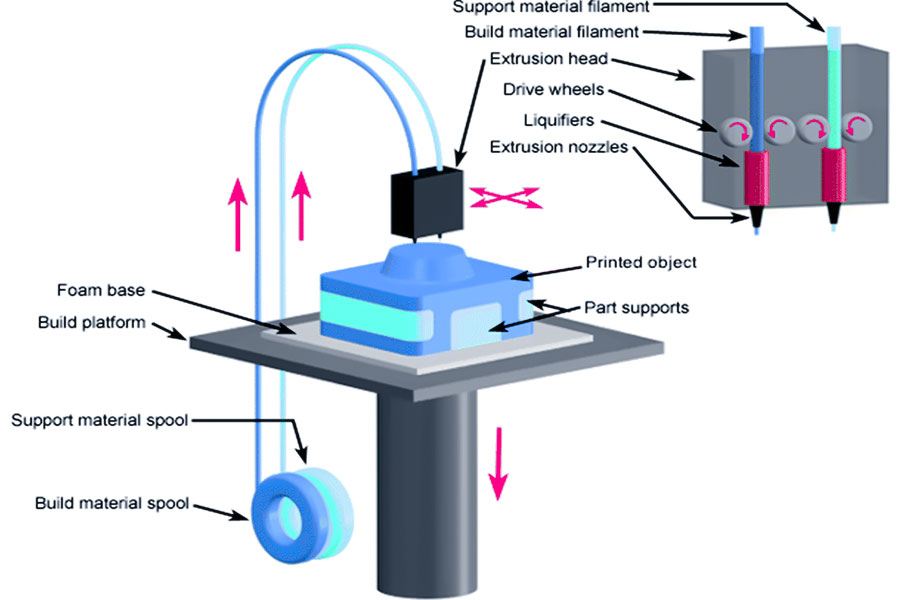
どちらもそうですが、 FDMプロセス消耗品、それらは溶解性、機械的特性、および鎖の適応性において相互に補完します。この違いが 3D プリンティングを新しい時代へと押し上げています。多素材ハイブリッド製造。
3D プリントにおける PVA と HIPS とは何ですか?
PVA は、ポリビニルアルコールモノマーから重合された水溶性ポリマーで、3D プリンティングの助剤または接着剤として広く使用されています。親水性で水溶性で毒性がなく、高温(Tm)(約230℃)で溶け、60~80℃に加熱すると軟化します。 PVAは引張強さ(50~70MPa程度)は高いですが、脆くて耐衝撃性に弱いです。土壌微生物は自然に水と二酸化炭素に分解し、工業的処理なしで自然に戻ることができます(工業用堆肥条件下では分解が促進されます)。
HIPSは、スチレンブタジエンゴムなどの強化剤を添加することで耐衝撃性を向上させることができる変性ポリスチレン材料です。通常は次の目的で使用されます機能コンポーネントまたはプロトタイプの検証3Dプリントで。 HIPS は、PVA よりもはるかに高い 10 ~ 20 kJ/m2 の耐衝撃性と、優れた熱安定性 (長期使用では 100 °C まで) を備えています。
リモネン溶媒(天然柑橘系精油)に溶かす必要があり、その際の温度管理(約70℃)が必要です。溶剤は揮発性なので換気操作が必要です。 HIPSの生産は自然環境では分解しにくい石油化学原料に依存しています。長期間蓄積すると土壌や水域を汚染する可能性があり、専門的な化学物質の回収が必要です。
PVA と HIPS のどちらが早く溶解しますか?
3Dプリンティングの分野では、 PVA の溶解速度は HIPS の溶解速度よりも大幅に高くなります。
1.溶解速度の比較
| インジケータ | PVA(ポリビニルアルコール) | HIPS (耐衝撃性ポリスチレン) |
| 溶解媒体 | 水(25℃の冷水、12時間で完全に溶解)。 | リモネン溶媒 (70℃で数時間加熱して溶解)。 |
| 溶解速度 | 最速(加熱の必要がなく、室温ですぐに膨張します)。 | 遅い (溶媒の蒸発と拡散に依存し、高温条件が必要)。 |
| 残基 | なし(完全に水溶性)。 | なし(リモネンはリサイクル可能ですが、溶剤のコストが比較的高いです)。 |
2. 溶解メカニズムの違い
PVA(ポリビニルアルコール):
- 分子構造: 大量の水酸基 (-OH) が含まれており、溶解プロセスの化学結合を破壊することなく、水素結合を通じて水分子に結合します。
- 3D プリントのサポート: プリント後、冷水に溶かし、5 ~ 10 分で柔らかくなり、12 時間で完全に除去します (例:歯科用サポート)。
- プロトタイピングの迅速なクリーニング:モデルの損傷のリスクを軽減するために機械的な研磨は必要ありません。
HIPS (耐衝撃性ポリスチレン):
- 分子構造: スチレン基をリモネンなどの化学溶媒に溶解する必要がある熱可塑性ポリマーです。
- HIPS 3D プリントの後処理:複雑な内部サポートや接着剤 (金属 3D プリントの接着層など) を除去するために使用されるため、コンポーネントを 70°C のレモネードに数時間浸す必要があります。
- 工業用グレードの洗浄: 精密な洗浄が必要な状況 (たとえば、マイクロ流体チップの製造)。

3D プリンティング技術における PVA と HIPS の互換性の違いは何ですか?
以下は、3D プリントのさまざまな技術を使用した PVA と HIPS の比較です。
| プロセスの種類 | PVA(ポリビニルアルコール) | HIPS (耐衝撃性ポリスチレン) |
| SLM | ✅ 金属サポート材料 (残留物なく溶解)。 | ❌ 適用外(融点が低い、金属をサポートできない)。 |
| FDM | 利用可能ですが、デュアル ノズル システム (HIPS と併用) が必要です。 | ✅ 主流プロセス (低コスト、簡単な操作)。 |
| SLS |
✅ サポートは必要ありません。滑らかな表面(窒素酸化防止が必要です)。
|
✅ サポートは必要ありませんが、サポートが好ましいです。硬い部分。 |
デュアル押出成形で PVA と HIPS のどちらを選択するか?
1. の原理と適応性の分析二重押出プロセス
プロセスタイプ適応マトリックス
| 二重押し出しモード | PVAの適用性 | HIPSの適用性 |
| 積層複合材 | ★★★★☆ | ★★☆☆☆ |
| 共押出造粒 | ★★☆☆☆ | ★★★★★ |
| 勾配共押出 | ★★★☆☆ | ★★★★☆ |
熱互換性
- ガラス転移温度 (Tg) が一貫していない: PVA (87 °C) と HIPS (95 °C) の差はわずか 8 °C であり、温度ウィンドウのネスティングを実現するにはプロセス制御が必要です。
- 溶融粘度: PVA は 60 °C で 1000 cP、200 °C で 50 cP、180 °C で 5000 cP、HIPS の場合は 220 °C で 1200 cP です。
2. 主要なプロセスパラメータの比較と最適化
温度制御戦略
| パラメータ | PVAプロセスウィンドウ | HIPSプロセスウィンドウ | デュアル押出協調制御方式 |
| 温度 | 50~70℃ | 80~100℃ | セグメント温度制御金型(3ゾーン独立PID)を採用。 |
| 供給口温度 | 65±2℃ | 190±5℃ | グラジエント加熱方式(予熱部/計量部/混合部)。 |
スクリュー速度 適合機種
最適な速度の組み合わせは、Moldflow シミュレーションによって得られました。
- PVA 側ネジ: 40 ~ 60 rpm (劣化を防ぐため低せん断力)。
- HIPS サイドスクリュー: 80 ~ 120 rpm (高い充填率が必要)。
- 同期誤差制御: ± 0.5 rpm (サーボモーター閉ループ制御)。
3. 意思決定の根拠の説明
- 生分解の優先順位: PVA は土壌環境中で 180 日後の分解率が 92% 以上(ASTM D6400 規格)であり、食品包装や農業用フィルムなどに適しています。
- 衝撃閾値:ノッチのない高耐衝撃性ポリスチレン衝撃強度 > 60kJ/m 2 (GB/T 1040.2)。次のような作業条件に適合します。車のバンパーそして家電製品のシェル。
- ハイブリッド修飾の必要性:材料がバリア特性 (PVA の利点) と機械的強度 (HIPS の利点) の両方を満たさない場合、界面エンジニアリングまたは第 3 コンポーネントの修飾を通じて相乗効果を達成する必要があります。
PVA および HIPS フィラメントを適切に保管するにはどうすればよいですか?
PVAフィラメント特別保管プラン
1.包装工学
多層複合包装:
- 外層:PET/EVOHバリアフィルム(酸素透過性≤5cm3/(m2・24h・0.1MPa))。
- 中間層:アルミ箔袋(防湿性<0.1g/) ㎡ /24時間)。
- 内層: PVA コーティングクラフト紙 (吸湿率 <3%)。
防湿剤構成:
- シリコン乾燥機を置きます (25°C RH 60% で吸湿率 25% ± 5%)。
- 50kgのパッケージにはモレキュラーシーブ(4Aタイプ)20gが含まれています。
2. 環境制御技術
一定湿潤システム:
- 除湿器付(露点温度≦-10℃)。
- 新しい空気システムの換気は 1 時間あたり 10 回以上。
温度制御戦略:
- パーティション温度制御床暖房システム (+ 1°C 精度)。
- 高温アラームしきい値は 32°C に設定 (連動排気ファンが開始)。
HIPSフィラメント特別保管プラン
1. 酸化防止剤包装システム
- 真空包装: 残留酸素 <2% (窒素置換)。
- 酸化防止コーティング:
- スプレー0.5μm濃厚フタロシアニン銅顔料(酸素吸収 ≥ 500mg/g) を PP 基材に塗布します。
- 外層複合EVAフォーム(熱伝導率0.035W/(m.K))。
2. 物理的保護設計
- 静電気対策:保管ラックの接地抵抗が4Ω未満の場合は、表面抵抗率1×10^6~1×10^8ΩのPEフィルムで覆ってください。
- 機械的保護構造: ロールごとに 3 点支持フレームを備えたモジュラーシェルフ (圧縮変形を避けるために層間の間隔 ≥ 30cm) (圧力分布均一性 ≥ 90%)。
HIPS と PVA はどの程度安全ですか?
1. HIPSセキュリティ分析
毒性データ: FDA 食品暴露物質基準 (21 CFR § 177.1640)、急性経口毒性 LD50 > 5000mg/kg (マウス)。
プロセスの安全性: LS社の工業用印刷では、 HIPS 溶融物の粘度は安定しており (エネルギー変換効率 10-3-10 4 Pa/s)、ノズルの詰まりは 0.1% 未満で、VOC の重大な排出はありません (ISO 10993-10 規格を参照)。
廃棄物処理:サポート機械的なリサイクル、 5回以上再利用できる再生粒子粉砕、機械的劣化 ≤ 15%。
2. PVAの安全性分析
生体適合性: USP レベル 6 で測定された細胞毒性 0 (ISO 10993-5)、以下に適用可能医療プロトタイピング。
環境に優しい: 完全な加水分解により、分解サイクル 7 日以内で無害な酢酸と水素ガスが生成されます (室温の蒸留水)。
プロセス適合性: 層間せん断強度 ≥15 MPa (併用時) PLA/ABSおよびその他の材料LS社のデュアルノズルシステム。
大規模で複雑な構造物に直面する場合、HIPS 3D プリンティングの技術的な困難は何ですか?
HIPS 3D プリンティングの分野で、LS 社のコア技術ソリューションは一般的に遭遇する課題に対処します大規模で複雑な構造物の製造において:
1. Nature HIPS素材の特性 大量印刷との矛盾
- 熱収縮率と寸法精度の矛盾
HIPS 材料の硬化時の線収縮率は 0.8% ~ 1.2% で、PVA よりもはるかに高くなります。 プリントサイズが500mmを超えると、特に吊り下げ構造物や薄肉部では熱応力が蓄積し、反り変形が発生しやすくなります。
- 溶融強度と層間接着性の矛盾
HIPS メルトフローインデックス (MI=5-15g/10min) に適しています。高速印刷ただし、ガラス転移温度(Tg ≤90 °C)が低く、層間の冷却が速いため、界面せん断強度が低下します。 結果は、最適化されていない印刷条件では、層間の剥離力が理論値より 40% ~ 60% 低いことを示しています。
2. LS社のコア技術の躍進
- 熱変形制御技術:
LS 社は、閉ループ温度制御システムと 2 ゾーン加熱チャンバー設計を組み合わせて層間温度差を ±3 °C に制御し、熱の蓄積を効果的に抑制します。 Z 軸に沿った熱応力。 この技術は、1 メートルの HIPS 部品の反り変形を 0.5 mm 未満に低減し、組立精度の要件を満たします。航空宇宙用の精密部品。
- プログレッシブレーザースキャン:
溶融プールの深さは、次のように正確に制御されます (± 0.02 mm)。 S字型走査経路動的電力調整と組み合わせて使用します。
- 後処理の自動化:
2.45GHzのマイクロ波照射により82%の残留応力解放を実現した、不均一な温度場の迅速な均質化。

LS社はどのようなセキュリティシステムを持っていますか?
1. 設備の安全設計
温度制御精度: ±材料の過熱と分解を防ぐための 1°C 閉ループ制御 (Td > 300 °C (HIPS 分解温度))。
排気濾過: 標準 HEPA + 活性炭複合フィルターエレメント、VOC 濾過効率 > 99.9%。
材料適合性データベース: LSクラウドプラットフォームをベースに、材料パラメータはリアルタイムで更新され、安全な印刷間隔に自動的に一致します。
2. 品質管理手順
- 受入検査: 各出荷の第三者検査レポート (SGS/RoHS /REACH)。
- プロセス監視: この機械には、溶融圧力や酸素含有量などの重要な指標を監視するためのセンサーが内蔵されています。
- 完成品認証: 複雑な部品は、ドロップハンマー衝撃や塩霧腐食などの 12 個の信頼性テストに合格する必要があります。
まとめ
3D プリンティングの分野では、PVA と HIPS は、独自のパフォーマンス上の利点を備え、さまざまなアプリケーション シナリオで一般的に使用される 2 つの消耗品です。 PVAは透明性が高く、溶解性に優れているため広く使用されています。複雑な金属3Dプリントにおけるサスペンションをサポート印刷後は水溶性により簡単に除去できます。一方、HIPS 3D プリンティングは、優れた耐衝撃性と優れた機能を備えた完成品の出力に重点を置いています。表面平滑度、プロトタイプ部品、教育モデル、さらには低コストの射出成形金型のラピッドプロトタイピングに適しています。
さらに、高い HIPS には、印刷中の温度制御と、溶融状態の安定性を確保するための特殊なノズルの使用が必要です。この 2 つは、分解性と機械的強度において顕著な対照を成しています。PVA は環境に優しいですが壊れやすいのに対し、HIPS は耐久性がありますが生分解されにくいのです。
免責事項
このページの内容は情報提供のみを目的としています。 LSシリーズ情報の正確性、完全性、有効性については、明示的か黙示的かにかかわらず、いかなる種類の表明や保証も行われません。サードパーティのサプライヤーまたはメーカーが Longsheng ネットワークを通じて提供する性能パラメータ、幾何公差、特定の設計特徴、材料の品質およびタイプまたは仕上がりを推測すべきではありません。これは購入者の責任です部品の見積もりを依頼するこれらの部品の特定の要件を決定します。お問い合わせください詳細はこちらE組織。
LSチーム
LS は業界をリードする企業ですカスタム製造ソリューションに焦点を当てます。 5,000 社を超える顧客にサービスを提供してきた 20 年以上の経験により、当社は高精度に重点を置いています。 CNC加工、板金加工、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には 100 台を超える最先端の 5 軸マシニング センターが備えられ、ISO 9001:2015 認証を取得しています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大量カスタマイズでも、24 時間以内の最速納品でお客様のニーズにお応えします。選ぶLSテクノロジーそれは、効率、品質、プロフェッショナリズムを選択することを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com
よくある質問
1.PVAとHIPSは併用できますか?
混合は厳禁です。 水溶性担体技術を使用すると、PVA はリモネン (HIPS 再処理で一般的に使用される) と接触して架橋硬化し、不溶性担体構造が形成され、さらには HIPS 表面に損傷を与えます。
2.HIPSは環境に優しいですか?
HIPS にはベンゼン環構造が含まれており、従来のリサイクルには熱分解または化学分解が必要です。 分子蒸留装置を使用すると、95% 以上の溶剤をリサイクルでき、VOC の排出を削減できます。 家庭用ユーザーにとって、自分で対処するのは危険です。
3.PVAとPLAの互換性はありますか?
PVA と PLA の適合性は、熱膨張係数の違いによって制限されます (PVA: 5.3 ×10^-5°C、PLA: 4.7×10^-5°C)。 サスペンション構造を印刷する場合、スパンが50mmを超えると、温度による膨張差により層間接着不良が発生する場合があります。
4.HIPS 3D プリンティングが射出成形金型の作成に適しているのはなぜですか?
HIPS は適度な硬さ (モース硬度 5 ~ 6)、熱安定性 (ガラス転移温度は約 95 °C) で、表面を鏡面処理することができます。 LS が開発した HIPS に特化した印刷プロセスと多軸カップリング加工技術を組み合わせることで、金型の複雑な表面を正確に再現できます。
リソース

