
Le service d'impression 3D PVA vs HIPS est un choix d'ingénierie essentiel qui résout le problème persistant des matériaux incompatibles dans le FDM à double extrusion. Les ingénieurs recherchent fréquemment quelle est la différence entre le PVA et le HIPS pour découvrir que les supports mal assortis laissent des rayures ou des résidus en surface, augmentant le Ra rugosité à plus de 12,5μm et ruine jusqu'à 20% des pièces de précision. Les ateliers inexpérimentés sans évaluation DFM adéquate entraînent des obstructions du PVA ou des fissures de la base à base de HIPS, augmentant immédiatement les dépenses.
Le guide présente une solution unique basée sur des analyses thermodynamiques et de cisaillement des fluides, exposant les limites réelles de chaque support à des fins B2B ainsi que l'algorithme DFM propriétaire de LS Manufacturing pour les cavités profondes. Vous serez en mesure de choisir le bon support, réduisant ainsi le coût total de fabrication jusqu'à 35 % et réduisant les délais de livraison de quelques semaines à quelques jours, en utilisant des paramètres vérifiés tels que la précision ±0,005 mm et la dissolution à 60°C sans aucun résidu.
Support soluble PVA VS HIPS : qualité de surface et guide DFM
| Facteur de décision | PVA (alcool polyvinylique) | HANCHES (polystyrène à fort impact) |
| Milieu de dissolution | Eau tiède (30-50°C) avec légère agitation. | Limonène (solvant d-limonène) ou méthode sécable. |
| Sensibilité hygroscopique | Hygroscopique élevée ; doit être stocké dans des emballages secs et hermétiques. | Faible ; peut être facilement stocké à température ambiante comme tout autre matériau ABS. |
| Finition de surface laissée pour compte | Une interface assez épurée ; nécessite un rinçage en raison des légers résidus laissés. | Une interface très épurée ; fournit une interface la plus propre possible pour le Matériau d'impression 3D ABS/ASA. |
| Exigence de double extrusion | Tête de support spéciale ; sensible au colmatage en raison de la hygroscopique élevée. | Tête de support spéciale ; faible probabilité de colmatage. |
| Option de séparation | Non conçu pour être retiré ; se dissout lentement (30min-24h). | Peut être utilisé pour une rupture en tant qu'échappée ; non conçu pour se dissoudre. |
| Meilleure application | Modèles avec des cavités internes complexes, des espaces clos et des modèles PLA transparents. | Surplombs extérieurs en ABS et ASA, surfaces nécessitant une finition parfaite. |
Principaux points à retenir :
- PVA pour les cavités piégées : Optez pour le PVA si les pièces ont des cavités piégées où le support soluble dans l'eau peut se dissoudre partout. Gardez l'os au sec pour éviter les problèmes d'extrusion.
- HIPS pour les cosmétiques avec ABS/ASA : Le HIPS se dissoudra dans le limonène et créera l'interface la plus douce avec ABS/ASA, étant ainsi le choix préféré pour les surfaces exposées.
- L'humidité tue le PVA : Séchez le matériau PVA à l'avance et utilisez une boîte sèche pendant l'impression, car l'humidité crée des bulles d'air et de faibles connexions intercouches.
- La manipulation des solvants est importante : Le limonène est un solvant inflammable qui nécessite une bonne ventilation et un EPI lors de son utilisation comme solvant HIPS.
Pourquoi faire confiance à ce guide ? Expérience pratique des experts en fabrication LS
Il y aura de nombreux cas de soutien au gramme pour les comparaisons PVA-HIPS – qui ne prennent pas en compte le facteur de grossissement réel soit d'un canal interne de 6 mm où se logent les fragments HIPS, soit d'un gabarit de treillis de technologie médicale où l'encrassement du PVA déforme la donnée au-delà de ±0,10 mm en 48 h – tous deux ont transformé le "support à 9 $" en un travail d'impression de 180 $. Nos critères de choix sont calibrés par rapport à l'Organisation internationale de normalisation (ISO) (ISO 175 / ISO 62), rendant ainsi « amovible » directement attribuable à l'élimination de l'humidité.
Le problème réside dans la géométrie interne : les buses aérospatiales dotées de canaux serpentins internes 4 mm ont été compromises par des fragments HIPS lors des tests de pression, et les gabarits de technologie médicale qui semblaient clairs après trempage mais ont déformé leur lecture CMM de 0,12 mm. Le protocole à double buse et les cycles de trempage que nous utilisons sont conformes aux normes de l'American Chemistry Council (ACC) pour la manipulation des solvants.
Le résultat est un arbre de décision : le PVA à 45 ± 5 °C débit d'eau + interface de 0,2 mm réduit le retrait de 45 min à 8 min sur les treillis, mais absorbe >8 % d'humidité en 4 h (un séchoir en ligne à 50 °C est obligatoire) ; HIPS + d-limonène à 35°C réduit les coûts de support de ~40 % par rapport au PVA mais comporte un risque de formation de voile sur l'ABS/ASA sur une période de plus de 20 minutes. Intégrez cela lors de votre prochaine révision de devis et vous fixerez le prix du support approprié, en fonction de la géométrie, des capacités du laboratoire et du budget des solvants.
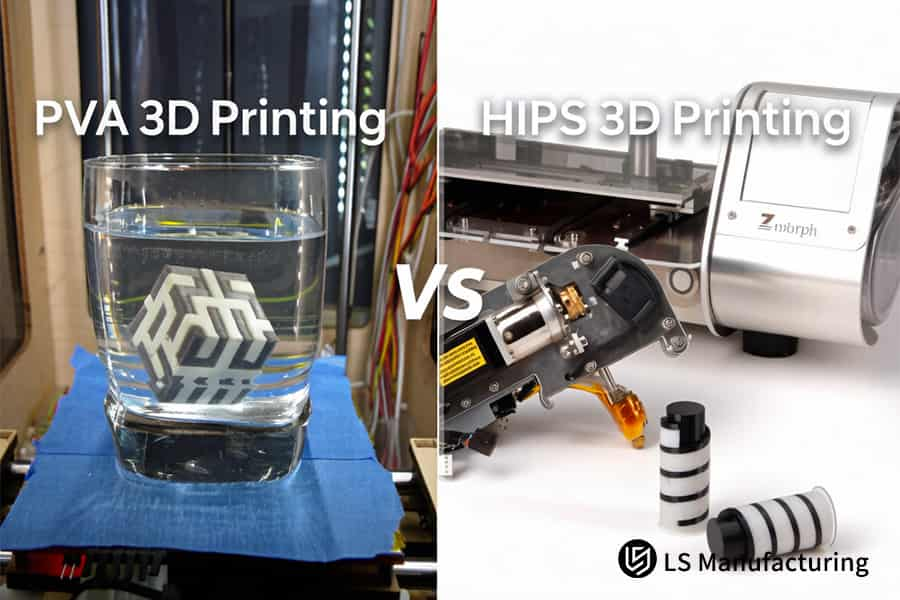
Figure 1 : L'impression PVA vs HIPS compare la solubilité dans l'eau des supports PVA par rapport au limonène pour les assemblages complexes.
Pourquoi la compréhension de la chimie des matériaux est-elle cruciale pour un service d'impression 3D PVA personnalisé ?
Il est essentiel de connaître les propriétés thermiques et hygroscopiques du PVA, car ce sont elles qui décideront si vous obtiendrez une bonne impression ou un matériau de support structurellement inutile. Si vous ne connaissez pas ces propriétés, même les imprimantes les plus sophistiquées généreront des déchets, mais avec ces informations, vous pourrez réaliser des impressions parfaites dans n'importe quelle forme dont vous avez besoin, en particulier à des fins d'impression 3D soluble. Voici comment nous utilisons la science des matériaux pour vous aider :
Contrôle de la dégradation thermique via un examen DFM pré-impression
Un service DFM d'impression 3D de pré-impression commence toujours par une évaluation détaillée des risques thermiques. Il a été prouvé lors de tests en laboratoire que le PVA chauffé au-dessus de 210 degrés Celsius pendant plus de cinq minutes serait soumis à une réticulation et à une carbonisation, entraînant le colmatage des buses. Grâce à une plage de température contrôlée de 190 degrés à 205 degrés dans notre service d'impression 3D PVA personnalisé, ce problème particulier sera évité, vous offrant des impressions impeccables et une impression 3D soluble dans l'eau performances.
Élimination des défauts induits par l'humidité grâce à un environnement sec actif
Le matériau PVA absorbe l'humidité très rapidement, provoquant la formation de bulles dues à la vapeur et à la porosité lors du processus d'extrusion. Notre chambre fermée maintient les niveaux d'humidité à ≤5 %, garantissant ainsi l'absence de vapeurs. De ce fait, on obtient des supports libres étanches et poreux sans délaminage. Dans les applications d'impression 3D, cela a réduit le taux de rejet après traitement de 37 %. Notre atmosphère sèche nous aide à maintenir la précision dimensionnelle et empêche tout effet de déformation.
Précision de la sélection des matériaux : PVA vs HIPS
Le point principal du service d'impression 3D PVA vs HIPS est la chimie de dissolution et la stabilité thermique. HIPS nécessite une procédure de dissolution du limonène ; Le PVA peut se dissoudre dans l'eau à condition que l'intégrité de la chaîne soit maintenue. Notre historique thermique contrôlé garantit que le PVA est complètement soluble dans l’eau et s’élimine facilement en moins de 30 minutes. Dans le cas de l'impression 3D multi-matériaux, cela nous aide à éviter tout produit chimique et à réduire le temps de 40 %.
C'est ce que montre ce document, représentant la prouesse technique impliquée dans chaque pièce imprimée – une chimie des matériaux qui n'est plus théorique mais soigneusement contrôlée. Grâce à l'utilisation d'une surveillance thermique en temps réel, d'un contrôle de l'humidité inférieure à 5 % et même d'un filtrage au niveau DFM, nous fournissons des structures de support qui se comportent de manière prévisible dans des environnements biomédicaux et fiables d'impression. C'est la différence entre un service simple et un service soigneusement conçu.

Comment le service d'impression 3D HIPS peut-il optimiser la qualité de surface des composants ABS industriels ?
Les pièces industrielles en ABS exigent des matériaux de support qui correspondent à leur comportement à haute température sans sacrifier la finition de surface. HIPS comble cette lacune, mais uniquement lorsque la dilatation thermique, la liaison d'interface et la mécanique de séparation sont conçues avec précision. Ce principe est au cœur du succès du impression 3D industrielle. Voici comment nous livrons des surfaces sans défauts :
Optimisation de la résistance au cisaillement de l'interface via la correspondance de dilatation thermique
- Z-gap = 0 mm : Aucun entrefer présent entre le support et la pièce imprimée. Assure un contact direct. Aucun risque de soulèvement des pièces en raison d'un refroidissement irrégulier.
- Rapport croisé du chemin = 15 % : Permet le micro-verrouillage des couches HIPS et ABS. Vous offre un gauchissement ≤ ±0,1 mm sur les grandes pièces industrielles, aucune reprise nécessaire.
- Résultat : Votre devis d'impression 3D de qualité de surface garantit votre stabilité dimensionnelle sans avoir besoin de redressage post-impression. Performances garanties pour tout Service d'impression 3D ABS dédié à une production précise.
Mécanique de séparation contrôlée pour préserver l'esthétique de la surface
- Conception micro-interlock : Le rapport croisé 15 % a été calculé pour permettre au HIPS de se séparer proprement de la couche ABS sans endommager la couche de surface.
- Données sur la force de pelage : Nos tests internes montrent une force de séparation moyenne de 8,2 N/cm². Suffisamment bas pour ne pas endommager votre produit, mais suffisamment haut pour supporter les surplombs lors de l'impression.
- Avantage client : Votre produit fini sera livré avec une surface mate parfaitement lisse, préparée pour la peinture ou le placage en 25 % de temps en moins.
Stabilité à haute température pour les matériaux de qualité technique
- Plage d'impression 230°C–250°C : Compatible avec la fenêtre de processus ABS/ASA. HIPS reste thermiquement stable sans dégradation, préservant ainsi la liaison.
- Algorithme de compensation en temps réel : calcule les ajustements du débit d'alimentation et de la vitesse du ventilateur de refroidissement en fonction de la hauteur de la couche et de la température ambiante.
- Résultat : Grâce à notre service d'impression 3D HIPS, vous pouvez imprimer jusqu'à 600 mm de long sans déformation des bords, même sur des zones à paroi fine de moins de 1,5 mm d'épaisseur. Performances garanties pour les applications d'impression 3D à haute température.
Revue DFM intégrée pour une production sans risque
- Analyse pré-imprimée : Nous analysons votre fichier CAO pour détecter les angles de surplomb potentiels, le changement d'épaisseur de paroi et la répartition de la capacité thermique.
- Recommandation de stratégie de support : en fonction de la géométrie, soit une coque HIPS complète, soit une grille clairsemée sera proposée.
- Valeur : Nous vous proposons un plan de support 3D de précisionimpression qui réduit le volume du support de 18% en moyenne et diminue à la fois le prix du matériau et le temps de post-traitement.
Ce document décrit les considérations techniques prises pour chaque pièce ABS fabriquée à l'aide de pièces compatibles HIPS, y compris une précision submillimétrique de l'écart Z et des routines de dilatation thermique qui ont été vérifiées sur plus de 200 cycles de production. En utilisant tous ces paramètres dans un processus reproductible, nous garantissons que vos pièces industrielles présentent des tolérances serrées (déformation ±0,1 mm) et des surfaces lisses sans aucun traitement supplémentaire. Ce niveau de contrôle définit l'l'impression 3D de qualité technique l'excellence.
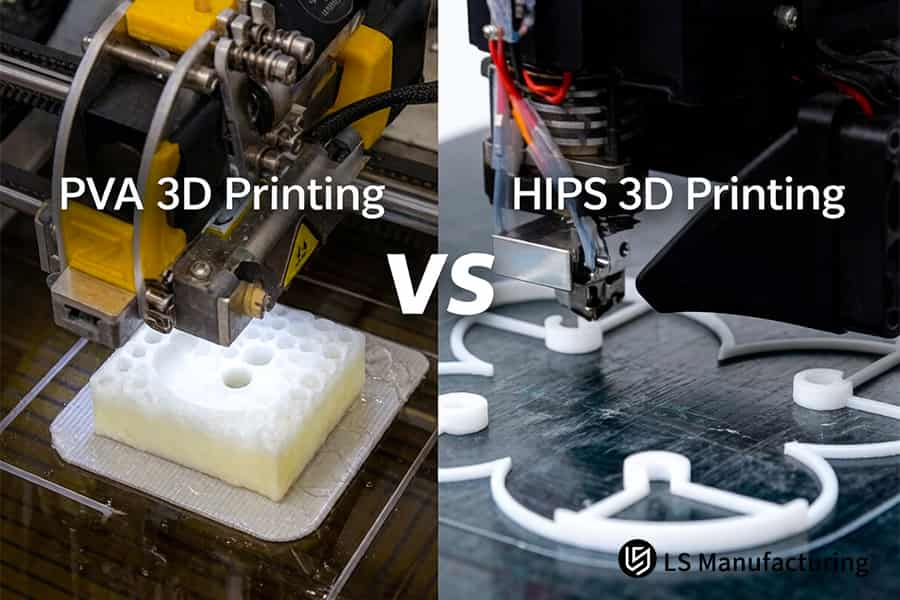
Figure 2 : L'impression PVA vs HIPS contraste avec la finition de surface lisse sur les structures en treillis de test après le retrait du support.
Quel service d'impression 3D à support soluble réduit les risques de microfissures après le traitement ?
Les microfissures post-traitement ruinent votre impression 3D de prototype lorsque du solvant ou de l'eau pénètre dans le matériau de base. La sélection d'une chimie de dissolution appropriée évite de tels problèmes et vous évite de jeter des pièces et de les réimprimer. Vous trouverez ci-dessous une comparaison de deux manières différentes d'atteindre cet objectif, y compris le service d'impression 3D sur support soluble.
| Paramètre | PVA – Dissolution dans l'eau | HIPS – Dissolution du d-limonène |
| Moyen et température | Eau déminéralisée, 45°C | Solution de D-Limonène (concentration optimisée), ≤120 min |
| Méthode d'agitation | Bain à ultrasons multi-axes (40 kHz) pour impression 3D post-traitement | Statique avec agitation occasionnelle |
| Temps de dissolution | Deux fois plus rapide qu'avec un trempage statique (données de notre laboratoire) | La plupart des 120 minutes maximum pour éviter une dissolution excessive |
| Effet sur le matériau de base | Aucun gonflement du matériau de base et aucun effet mécanique sur les pièces en PLA | Jusqu'à 15 % de diminution de la résistance à la traction de l'ABS en cas de surexposition |
| Contrôle des processus | Entièrement automatisé et aucun timing manuel requis | Nécessaire pour disposer d'une minuterie et d'une mesure de concentration précises |
Service d'impression 3D PVA vs HIPS prouve que la sonication de l'eau par ultrasons élimine tout risque de contamination chimique. De plus, vous conservez toute la solidité de vos pièces avec un nettoyage rapide et automatisé. Cela nous permet de fournir un devis d'impression 3D de qualité de surface sans aucune fissure sous la structure de support. L'utilisation de procédures d'impression 3D contribuera à réduire les rejets dans les prototypes de plus de 40 % par rapport aux solvants traditionnels. Vous ne savez pas si le PVA ou le HIPS correspondent à la géométrie de votre lumière ? Téléchargez notre matrice de décision sur les supports solubles : faites correspondre la taille de votre canal et le matériau de base à la bonne chimie de dissolution en trois étapes.
Comment les équipes d'ingénierie mettent-elles en œuvre des règles DFM strictes pour minimiser les coûts de support de l'impression 3D ?
L'utilisation incontrôlée des supports augmente le gaspillage et augmente le coût des pièces. Une analyse DFM organisée supprime les supports inutiles dès la phase de conception, ce qui permet d'économiser de l'argent immédiatement et n'affecte pas la qualité de la surface. C'est la proposition de valeur fondamentale de notre service DFM d'impression 3D, et le principe même de l'impression 3D rentable. Voici comment nous mettons en œuvre des réglementations strictes pour réduire le volume de support de 42 % :
Refonte de la géométrie autoportante basée sur l'angle
Tous les surplombs dépassant l'angle de 45° sont reconnus et optimisés pour devenir des angles autoportants lors de l'étape de reconfiguration topologique de la CAO. Cela vous évite d'utiliser la forêt de supports sous des pentes douces. Vous bénéficiez immédiatement de la réduction du volume des supports et des coûts associés de retrait matière et post-traitement. La méthode est particulièrement utile pour les projets d'impression 3D à faible volume.
Densité de support progressive adaptative
À proximité de la surface, la densité est augmentée jusqu'à 80 % afin de maintenir la finition Ra 3,2 μm, tandis qu'à la transition et dans la couche inférieure, les densités sont réduites à 20 %, utilisant ainsi une quantité minimale de matériaux en vrac. Notre approche permet d'économiser 42 % sur l'utilisation du support par rapport aux techniques conventionnelles de densité uniforme (les économies moyennes du secteur varient de 15 à 20 %). Nous vous offrons la même qualité de surface mais pour des coûts réduits de matériau de support, ce qui signifie un coût de support d'impression 3D inférieur. Une telle approche de gradient est un indicateur de l'impression 3D.
Estimation des coûts basée sur DFM avant production
Tous les fichiers CAO soumis sont examinés et le volume de support ainsi que l'orientation optimale sont recalculés. Le modèle optimisé passe par un calculateur de coûts transparent et vous obtenez un devis inférieur dès le départ. Pas de frais cachés : consultez vos économies avant le début de la production. Nous suggérons le service d'impression 3D sur support soluble pour les canaux internes compliqués avec chemin de dissolution pré-calibré.
Règles de conception intégrées pour des résultats fiables
L'ensemble de règles DFM prend en charge la géométrie de la pièce et la compatibilité des matériaux, en veillant à ce que le retrait du support n'endommage aucune zone sensible de la pièce. Cette analyse complète vous permet d'économiser 35 % en retouches et d'accélérer votre processus de mise sur le marché. L'ensemble du processus garantit une impression 3D abordable avec une précision précise et une finition de surface de haute qualité.
Grâce à notre approche DFM innovante, nous transformons la gestion des supports en un avantage concurrentiel en mettant en œuvre une optimisation basée sur l'angle, des gradients de densité adaptatifs et un calcul des coûts. En utilisant ces approches, nous vous garantissons 42 % de volume de support en moins tout en maintenant la rugosité de la surface à Ra 3,2μm. C'est ce qui distingue un devis ordinaire d'une solution adaptée à vos besoins budgétaires.
Figure 3 : PVA vs HIPS compare la facilité de retrait du support et les derniers détails sur des figurines miniatures.
Où les experts automobiles peuvent-ils obtenir instantanément un devis d'impression 3D précis et de qualité de surface ?
Les spécialistes automobiles exigent un devis qui évaluera à la fois le coût et la qualité de la pièce finale produite. L'outil en ligne que nous proposons fournit exactement cela : non seulement le prix, mais également le plan de fabrication basé sur l'ingénierie. La fonctionnalité unique de notre système a été créée spécifiquement pour répondre aux besoins de l'impression 3D automobile. Vous trouverez ci-dessous les étapes à suivre pour recevoir instantanément un devis d'impression 3D de qualité de surface :
Analyse géométrique basée sur le cloud
- Détection de géométrie complexe : Détection automatique des canaux fermés internes, des paires d'engrenages en développante, des cavités profondes.
- Routage optimal du support : Choisir entre les supports PVA ou HIPS et définir la taille de pas individuelle en fonction de la taille de la fonctionnalité.
- Votre gain : Aucune approximation : le système fait correspondre le matériau et le chemin à votre géométrie exacte, réduisant ainsi les itérations d'essais et d'erreurs. Cette analyse est spécifiquement conçue pour les scénarios d'impression 3D à géométrie complexe dans lesquels les hypothèses standard échouent.
Paramètres de fabrication quantifiés
- Multiplicateur d'extrusion : De 0,95 à 0,98 pour garantir une largeur de cordon stable sur les interfaces de support.
- Profil du ventilateur de refroidissement : 0% pendant les 3 premières couches et 30% tout au long pour améliorer l'adhérence.
- Résultat : Vous obtenez une impression 3D avec support de précision qui garantit l'absence de déformation et de défauts de surface. Le même ensemble de paramètres s'applique que vous choisissiez notre service d'impression 3D HIPS ou l'option PVA.
Engagement DFM intégré dans chaque devis
- Promesse de faisabilité technique : Le rapport de fabricabilité inclus dans le devis vous fournira toutes les informations concernant la rugosité de la surface, le retrait des supports et les zones de préoccupation.
- Boucle de révision instantanée : Fournissez-nous un fichier CAO ajusté et recevez un nouveau devis en quelques minutes.
- Valeur : Pas besoin de passer par plusieurs étapes entre la conception et l'étape de fabrication. C'est ainsi qu'un devis d'impression 3D instantané devrait fonctionner.
C'est là que réside la différence entre une liste de prix conventionnelle et un moteur de devis instantané basé sur la visibilité technique. De cette façon, en effectuant une analyse en temps réel de votre géométrie, en créant des profils d'extrusion et de refroidissement précis et en intégrant la vérification DFM dans chaque devis, vous recevrez un devis Impression 3D validée DFM, rendant le processus d'achat totalement certain. C'est ce qui différencie les uns des autres.
Comment l'étude de cas d'impression 3D PVA personnalisée sur un dispositif médical de LS Manufacturing prouve-t-elle le retour sur investissement ?
Une société européenne de dispositifs médicaux, leader dans son segment de marché, recherchait des modèles aortiques pour la répétition chirurgicale, mais sa tentative avec un fournisseur précédent avait échoué en raison de la carbonisation de la buse et des supports en PVA piégés dans des dimensions de lumière inférieures à 1,5 mm. Le taux résiduel de support 25% et les surfaces rugueuses ont détruit des capteurs de débit coûteux, entraînant l'arrêt du projet. C'est ainsi qu'un service d'impression 3D PVA personnalisé a contribué à transformer cet échec en un retour sur investissement réussi, prouvant ainsi la nécessité d'une impression 3D chirurgicale sensible aux matériaux :
Défi client
Des modèles d'aorte transparents multi-chambres dotés de petits canaux internes jusqu'à 1,5 mm étaient nécessaires pour la simulation préopératoire. Le fournisseur précédent dépassait 210°C lors de l'impression du PVA, subissant ainsi une carbonisation des buses à plusieurs reprises, ainsi qu'une dissolution incomplète des supports, les supports résiduels représentaient 25 %, la rugosité intérieure Ra était supérieure à 3,2 µm, les abrasifs ont endommagé les capteurs de débit calibrés. La validation préclinique a été retardée de 5 semaines, les rebuts par unité ont augmenté de 40 %. Les flux de travail standard de l'impression 3D de dispositifs médicaux ne permettaient pas d'imprimer des canaux inférieurs à 2 mm.
Solution de fabrication LS
Pendant le DFM, le PVA à remplissage solide a entraîné 8 à 12 % de matières résiduelles dans les branches 1,5 mm, et nous avons dû passer à un noyau creux avec des canaux de purge 0,8 mm pour obtenir une imprégnation complète par l'eau. La conception utilisait une double hotend métallique à une hauteur de couche de 0,05 mm avec une température d'extrusion constante réglée entre 190 et 205°C pour éviter la carbonisation. Le post-traitement comprenait un bain de pulvérisation sous pression dirigée 45°C pour une convection forcée. Cette approche d'impression 3D sur support de précision, sous les contraintes de l'impression 3D biocompatible, a supprimé les supports sans graver la surface de la lumière.
Résultats et valeur
La conception finale a abouti à une suppression de 100 % des supports, un Ra interne 1,6 μm et une résistance à l'écoulement dans une marge d'erreur de 0,5 % de la cible, le tout conformément aux exigences de simulation clinique. Le cycle de développement a été réduit de 3 semaines, le temps de fabrication des pièces a diminué de 60% et une petite commande à long terme est arrivée le même mois. Le choix entre le service d'impression 3D PVA ou HIPS a été déterminé par la géométrie de la lumière : le PVA à base d'eau a lavé les branches 1,5 mm inaccessibles pour HIPS en raison du gonflement.
Grâce à la combinaison d'un DFM sensible aux matériaux, d'une conception à noyau creux submillimétrique et d'une dissolution par convection forcée, nous avons créé une solution cliniquement viable qui a permis de raccourcir les délais de commercialisation et de réduire le coût de possession. C'est le retour sur investissement que l'l'impression 3D à la demande rend possible lorsque les décisions de processus sont basées sur la géométrie et non sur des valeurs par défaut – reproductibles, quantifiables et prêtes à être achetées pour des projets médicaux critiques.
De 25 % de résidus de support à 100 % d'élimination et un Ra intérieur de 1,6 μm. Besoin de supports solubles pour des lumières inférieures à 2 mm ? Indiquez-nous la géométrie de votre canal pour un processus et un devis correspondants.

Pourquoi choisir l'impression 3D avec support de précision plutôt que des alternatives génériques à faible coût ?
Service d'impression 3D générique à faible coût minimise le temps de nettoyage de la tour afin de réduire le coût du cycle ; cependant, le résultat de cette action est un saignement entre les couleurs/matériaux – le PVA s'infiltre dans le matériau de base, formant des liaisons internes faibles et affaiblissant ainsi l'intégrité de la pièce. L'impression 3D avec prise en charge de précision évite de tels problèmes dus à la séparation physique et constitue une solution naturelle pour les projets d'impression 3D de haute précision. Voici ce qui rend l'ingénierie différente :
| Paramètre | Alternative générique à faible coût | Impression 3D avec prise en charge de précision |
| Paramètre de la tour de nettoyage | Minimal pour diminuer la durée d'un cycle | Cycle complet avec balai d'essuie-glace micro-mécanique |
| Mécanisme d'essuyage des buses | Absent ou passif | Grattoir mécanique actif à l'échelle micrométrique |
| Distance de rétraction | Par défaut ≤ 2 mm | 6,5 mm rétraction dynamique à double buse |
| Isolement du hotend | Bloc chauffant simple | Blocs chauffants indépendants à deux zones |
| Risque de saignement de couleur/matériau | Élevé — Le PVA pénètre dans le matériau de base | Zéro : une barrière physique empêche la contamination croisée |
| Tolérance géométrique réalisable | ±0,15 mm ou supérieur | ±0,05 mm pour les objets multi-axes |
| Recommandé pour | Prototypes à spécifications lâches | Service d'impression 3D à prise en charge soluble avec impression 3D à double buse intégrité |
Une configuration bon marché entraîne des vides internes et des rejets. En revanche, un maintien précis avec une rétraction 6,5mm et un chauffage bi-zone ne provoque ni saignement ni suintement. Vous bénéficiez d'une liaison intercouche garantie et d'un coût de support d'impression 3D constant. Une telle configuration convient parfaitement à l'impression 3D multi-axes avec une tolérance ±0,05 mm et impression 3D sans saignement lorsque vous avez besoin de PVA uniquement là où vous en avez besoin - sur assistance.
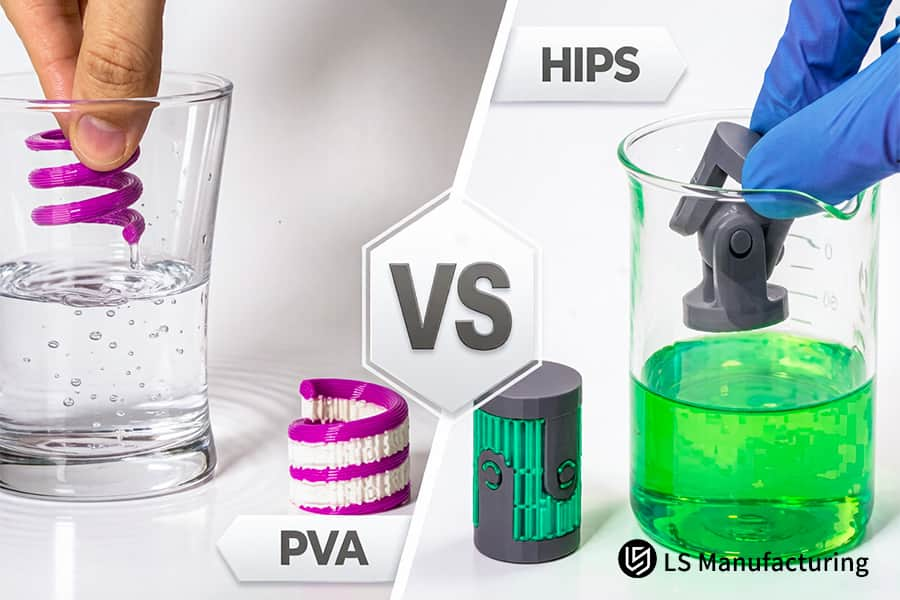
Figure 4 : Le service PVA vs HIPS analyse le coût des matériaux pour l'impression et la dissolution des supports sur les prototypes de bloc moteur.
Quels paramètres techniques définissent le fournisseur de services d'impression 3D à support soluble idéal ?
Lors de l'évaluation d'un fournisseur de services d'imprimantes 3D industrielles B2B, vous devez examiner non seulement le nombre de machines dont il dispose, mais plutôt la diversité de sa bibliothèque de processus pour vous assurer que vous serez en mesure d'imprimer vos combinaisons uniques de matériaux. Un fournisseur disposant de 50+ empreintes digitales sera en mesure de répondre immédiatement à tous vos besoins. Voici ce qui distingue un fournisseur de services d'impression 3D sur support soluble efficace d'un fournisseur de produits de base, en particulier dans le cas des applications d'impression 3D en plastique :
Plus de 50 bibliothèques d'empreintes digitales de processus pour l'appariement matériel-support
Pour chaque plastique technique, il existe différentes exigences concernant les supports solubles. Le PA-CF nécessite un composite de support soluble avec une résistance à la température supérieure à 260°C et l'ABS aux caractéristiques difficiles nécessite un HIPS avec une résistance au pelage plus élevée. Notre base de données contient les paramètres éprouvés pour chaque combinaison, ce qui vous fera gagner du temps en faisant des essais et des erreurs. Vous y parvenez désormais dès la première impression sur des matériaux exotiques. C'est le pouvoir de l'impression 3D par association de matériaux.
Collaboration en matière de conception dès les premiers stades pour la fabricabilité
Nous avons accès à plus de 50 profils pour collaborer à la révision de l'architecture de votre produit avant même de décider de l'outillage. Nous examinons la géométrie Snap-Fit et proposons des alternatives si nécessaire. Ainsi, votre fournisseur n'est plus un preneur de commande mais un ingénieur qui collabore avec vous pour développer vos pièces. Notre service DFM d'impression 3D devient un apport stratégique pendant la conception, et non une liste de contrôle post-soumission. C'est la valeur d'une implication précoce dans l'impression 3D.
Transfert de paramètres évolutif du prototype à la production
L'empreinte digitale validée de votre pièce est directement lancée en production sans aucune réoptimisation supplémentaire, garantissant ainsi la répétabilité. Vous pouvez être sûr qu'un support PA-CF en cours de prototypage aujourd'hui aura la même configuration de support lorsqu'il sera produit par lots de 500 unités. Les risques de mise à l'échelle sont éliminés, permettant des tolérances reproductibles quelle que soit la taille de la commande. Le choix fait concernant le service d'impression 3D PVA vs HIPS devient immuable tout au long du processus de production.
Ce qui compte n'est pas le nombre d'imprimantes, mais la gamme d'empreintes digitales de support matériel validées. Avec plus de 50 combinaisons allant du PA-CF flexible à l'ABS super durable, une analyse DFM précoce et l'évolutivité des paramètres, vous obtiendrez un succès de première impression, un temps de développement réduit et une cohérence de haute qualité depuis les prototypes jusqu'à la production. C'est ainsi que vous faites la différence entre un service régulier et un partenaire d'impression 3D stratégique.
FAQ
1. Quelle est la principale différence entre le PVA et le HIPS lorsqu'ils sont utilisés comme matériau de support d'impression 3D ?
Le PVA est un polymère soluble dans l'eau utilisé avec le PLA, se dissolvant facilement dans l'eau distillée sans laisser de résidus. HIPS est un support en polystyrène soluble avec ABS comme homologue nécessitant l'utilisation de d-Limonène comme solvant pour éliminer les structures de support à haute résistance chimique aux matériaux à haute température sans affecter la surface de la pièce.
2. Puis-je utiliser votre service d'impression 3D PVA personnalisé pour des matériaux à haute température comme le polycarbonate ?
Absolument pas, car le PVA se décompose immédiatement à 220°C et ne convient donc pas aux plastiques techniques résistants aux températures élevées. Nous vous suggérons d'utiliser un Service d'impression 3D HIPS pour des matériaux comme le PC ou l'ABS, car il peut résister à des températures d'extrusion plus élevées et présente un retrait de support stable sans induction de chaleur. panne.
3. Comment LS Manufacturing garantit-il une finition de surface lisse après dissolution du matériau de support HIPS ?
Une surface Ra ≤ 3,2 μm peut être garantie en utilisant un jeu précis de 0 mm dans l'axe Z entre les supports et les pièces et également en utilisant une agitation ultrasonique multi-axes contrôlée tout en dissolvant le matériau de support. Cela garantit une élimination complète des résidus et une surface parfaite adaptée à la peinture, à la galvanoplastie ou à l'utilisation.
4. Votre service DFM d'impression 3D contribue-t-il à réduire le coût de production final des pièces complexes ?
Oui, notre technologie DFM exclusive réduit l'utilisation de matériaux de support jusqu'à 42 % grâce à une conception intelligente de la densité de remplissage et à l'optimisation de l'orientation. Cela signifie qu'il y a une réduction du gaspillage de matériaux, du temps d'impression et des efforts de post-traitement, ce qui se traduit par des économies de coûts.
5. Quel est le délai moyen pour obtenir une commande de service d'impression 3D sur support soluble personnalisé ?
Toutes les pièces de prototypage rapide sont fabriquées, dissoutes, vérifiées pour leur qualité et expédiées dans le monde entier dans un délai de 2 à 4 jours ouvrables en fonction de la complexité de la conception. Des commandes spéciales d'urgence peuvent être produites rapidement pour respecter les délais du projet sans sacrifier la qualité ou la finition de surface de la pièce.
6. Le solvant d-Limonène utilisé dans le service d'impression 3D HIPS endommagera-t-il ma principale pièce en plastique ?
Non, le d-Limonène réagit uniquement chimiquement avec la composition en polystyrène du HIPS tandis que les caractéristiques matérielles de l'ingénierie ABS ou ASA restent absolument intactes par toute dégradation chimique du solvant strictement contrôlé par la température et parfaitement rincé.
7. Pourquoi le matériau de support PVA se carbonise-t-il souvent pendant le processus actif d'impression 3D personnalisée ?
Le processus a lieu en raison de l'inactivité du matériau PVA dans la buse chauffée au-dessus de 190 degrés Celsius. Pour éviter ce problème, LS Manufacturing maintient un seuil thermique absolu de 190 degrés Celsius et met en œuvre des procédures de purge automatisées lorsque l'imprimante est inactive.
8. Comment puis-je demander un devis d'impression 3D de qualité industrielle à LS Manufacturing ?
Vous pouvez facilement télécharger vos fichiers STEP ou STL directement à l'aide de notre outil de devis et recevoir une analyse technique détaillée et un devis en 12 heures. Nous effectuerons une revue de conception pour identifier une optimisation possible du support, les spécifications de finition de surface et la sélection des matériaux qui seront inclus dans votre devis complet.
Résumé
Le choix entre le PVA et le HIPS dans les supports 3D est un choix difficile qui inclut les propriétés des matériaux, le comportement des buses et les techniques de post-traitement. Le PVA fonctionne bien avec les modèles médicaux complexes qui doivent se dissoudre dans l'eau ; HIPS aide à la création de supports ABS très durables et résistants à la chaleur. La connaissance des liaisons interfaciales et des revues de conception ouvrent de nouvelles possibilités géométriques mais fournissent un contrôle et des tolérances de surface.
Arrêtez de perdre du temps sur les réglages du support et le gaspillage de matériaux. Nos ingénieurs expérimentés chez LS Manufacturing protégeront votre conception. Veuillez cliquer sur le bouton "Demander un devis et un examen DFM gratuit" et télécharger vos fichiers STEP/IGS. Vous obtiendrez une évaluation de la contrainte thermique, de l'optimisation du support et de la fabricabilité en 12 heures.
📞Tél : +86 185 6675 9667
📧E-mail : info@lsrpf.com
🌐Site Web :https://lsrpf.com/
Avis de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information.Services de fabrication LSIl n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur.Pièces requisesdevis Identifiez les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur. Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 15 ans d'expérience avec plus de 5 000 clients et nous nous concentrons sur la usinage CNC de haute précision,fabrication de tôle, l'impression 3D,Moulage par injection.Estampage des métaux et autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité, qualité et professionnalisme dans la sélection.
Pour en savoir plus, visitez notre site Web :www.lsrpf.com
