
Como dos materiales termoplásticos ampliamente utilizados. en impresión 3D , PVA y HIPS tienen sus propias ventajas debido a sus diferentes propiedades. 92% y solubilidad en agua súper fuerte, PVA se ha convertido en un material de soporte de oro para impresión 3D de metales , molduras de resina de alto rendimiento y más. Puede soportar la suspensión con precisión de micras y puede disolverse en un baño de agua en el procesamiento posterior para lograr una extracción no destructiva. Sin embargo, su alta fragilidad y su mala resistencia a la temperatura limitan su uso directo como componente funcional. Centrándonos en la fabricación funcional, Impresión 3D HIPS es ideal para moldes de inyección , prototipos de componentes automotrices , y componentes estructurales ligeros , con resistencia al corte entre capas y resistencia al impacto de 15-20 MPa.
Aunque ambos son Consumibles de proceso FDM , se complementan entre sí en solubilidad, propiedades mecánicas y adaptabilidad de la cadena. Esta diferencia está impulsando la impresión 3D hacia una nueva era de Fabricación híbrida multimaterial.
¿Qué son PVA y HIPS en la impresión 3D?
El PVA es un polímero soluble en agua polimerizado a partir de monómeros de alcohol polivinílico y se utiliza ampliamente como ayuda o adhesivo en la impresión 3D. Es hidrófilo, soluble en agua, no tóxico, se funde a alta temperatura (Tm) (aproximadamente 230°C) y se ablanda cuando se calienta a 60-80°C. El PVA tiene una alta resistencia a la tracción (alrededor de 50-70 MPa), pero es frágil y tiene una débil resistencia al impacto. Los microbios del suelo pueden descomponerse naturalmente en agua y dióxido de carbono y regresar a la naturaleza sin tratamiento industrial (degradación acelerada en condiciones de compost industrial).
2.HIPS (poliestireno de alto impacto)
HIPS es un material de poliestireno modificado que puede mejorar la resistencia al impacto agregando agentes endurecedores como el caucho de estireno butadieno. Generalmente se utiliza para Componentes funcionales o validación de prototipos. en impresión 3D. HIPS tiene una resistencia a los golpes de 10-20 kJ/m2, mucho mayor que el PVA, y una buena estabilidad térmica (hasta 100 °C en uso prolongado).
Debe disolverse en un disolvente de limoneno (aceite esencial natural de cítricos) y el proceso requiere control de temperatura (unos 70 grados centígrados). El disolvente es volátil y requiere operación de ventilación. La producción de HIPS depende de materias primas petroquímicas que son difíciles de descomponer en el entorno natural. La acumulación a largo plazo puede contaminar el suelo y los cuerpos de agua y Requiere recuperación química profesional.
¿Qué se disuelve más rápido: PVA versus HIPS?
En el campo de la impresión 3D, la tasa de disolución del PVA es significativamente mayor que la del HIPS:
1.Comparación de tasas de disolución
| Indicador | PVA (alcohol polivinílico) | HIPS (poliestireno de alto impacto) |
| Medio de disolución | Agua (agua fría a 25 °C, completamente disuelta en 12 horas). | Disolvente limoneno (calentado a 70°C durante varias horas para disolverse). |
| Tasa de disolución | El más rápido (no es necesario calentarlo, puede hincharse rápidamente a temperatura ambiente). | Lento (depende de la evaporación y difusión del disolvente, requiriendo condiciones de alta temperatura). |
| Residuo | Ninguno (completamente soluble en agua). | Ninguno (el limoneno es reciclable, pero el costo del solvente es relativamente alto). |
2. Diferencias en los mecanismos de disolución.
PVA (alcohol polivinílico):
- Estructura molecular: Contiene grandes cantidades de grupos hidroxilo (-OH), que se unen a las moléculas de agua a través de enlaces de hidrógeno sin romper los enlaces químicos del proceso de disolución.
- Soporte de impresión 3D: Después de imprimir, disolver en agua fría, ablandar en 5-10 minutos y retirar completamente en 12 horas (p. ej. soporte dental ).
- Limpieza rápida de prototipos: No se requiere pulido mecánico para reducir el riesgo de dañar el modelo.
HIPS (poliestireno de alto impacto):
- Estructura molecular: Es un polímero termoplástico que requiere la disolución de grupos estireno mediante disolventes químicos como el limoneno.
- Postprocesamiento de impresión HIPS 3D: Los componentes, que se utilizan para eliminar soportes o adhesivos internos complejos (como las capas adhesivas en la impresión 3D de metal), deben sumergirse durante horas en limonada a 70 °C.
- Limpieza de grado industrial: Adecuado para situaciones que requieren una limpieza de precisión (como fabricación de chips de microfluidos ).

¿Cuáles son las diferencias de compatibilidad entre PVA y HIPS en la tecnología de impresión 3D?
A continuación se muestra una comparación de PVA y HIPS utilizando diferentes técnicas de impresión 3D:
| Tipo de proceso | PVA (alcohol polivinílico) | HIPS (poliestireno de alto impacto) |
| SLM | ✅Material de soporte metálico (disuelto sin dejar residuos). | ❌ No aplicable (punto de fusión bajo, incapaz de soportar metal). |
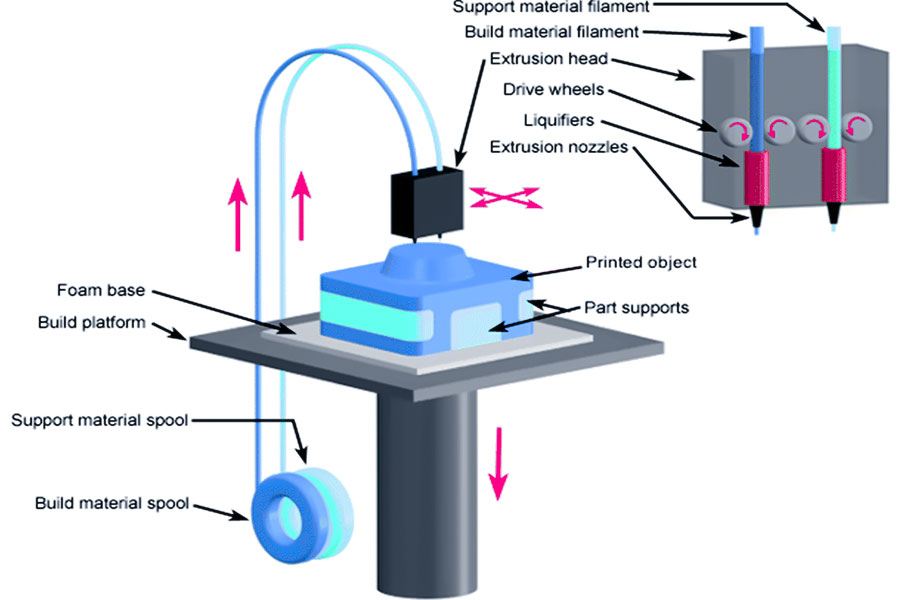
| FDM | Disponible, pero requiere un sistema de boquilla doble (junto con HIPS). | ✅ Proceso convencional (bajo costo, operación simple). |
| SLS |
✅ No hay necesidad de apoyo, superficie lisa (requiere prevención de oxidación de nitrógeno).
|
✅ No necesita soporte, preferido para partes difíciles . |
¿Cómo elegir entre PVA y HIPS para extrusión dual?
1. Análisis de principios y adaptabilidad de proceso de doble extrusión
Matriz de adaptación del tipo de proceso
| Modo de doble extrusión | Aplicabilidad del PVA | Aplicabilidad de HIPS |
| Compuesto laminado | ★★★★☆ | ★★☆☆☆ |
| Granulación por coextrusión | ★★☆☆☆ | ★★★★★ |
| Coextrusión gradiente | ★★★☆☆ | ★★★★☆ |
Compatibilidad térmica
- Temperatura de transición vítrea (Tg) inconsistente: solo 8 °C de diferencia entre PVA (87 °C) y HIPS (95 °C), lo que requiere control del proceso para lograr el anidamiento de la ventana de temperatura.
- Viscosidad en estado fundido: el PVA es 1000 cP a 60 °C, 50 cP a 200 °C, 5000 cP a 180 °C y 1200 cP a 220 °C para HIPS.
2. Comparación y optimización de parámetros clave del proceso.
Estrategia de control de temperatura
| Parámetro | Ventana de proceso de PVA | Ventana de proceso HIPS | Esquema de control colaborativo de extrusión dual |
| Temperatura | 50-70 ℃ | 80-100℃ | Adopción de un molde de control de temperatura segmentado (PID independiente de tres zonas). |
| Temperatura del puerto de alimentación | 65±2℃ | 190±5℃ | Sistema de calentamiento gradual (sección de precalentamiento/sección de medición/sección de mezcla). |
Velocidad del tornillo Modelo a juego
La combinación de velocidades óptima se obtuvo mediante simulación de Moldflow:
- Tornillos laterales de PVA: 40-60 rpm (bajo cizallamiento para evitar la degradación).
- Tornillo lateral HIPS: 80-120 rpm (requisito de alta tasa de llenado).
- Control de error de sincronización: ± 0,5 rpm (controlado por servomotor en circuito cerrado).
3. Explicación de las bases para la toma de decisiones.
- Prioridad de biodegradación: El PVA tiene una tasa de degradación superior al 92% en el suelo después de 180 días (norma ASTM D6400), adecuado para su uso en envases de alimentos y películas agrícolas, etc.
- Umbral de impacto: poliestireno de alto impacto sin resistencia al impacto de muesca> 60 kJ/m 2 (GB/T 1040.2) para cumplir con condiciones de trabajo tales como parachoques de coche y carcasas de electrodomésticos.
- Necesidad de modificación híbrida: cuando un material no cumple con las propiedades de barrera (ventaja de PVA) y la resistencia mecánica (ventaja de HIPS), es necesario lograr sinergias mediante ingeniería de interfaz o modificación de terceros componentes.
¿Cómo almacenar correctamente los filamentos de PVA y HIPS?
Plan especial de almacenamiento de filamentos de PVA.
1.Ingeniería de embalaje
Embalaje compuesto multicapa:
- Capa exterior: película barrera PET/EVOH (permeabilidad al oxígeno ≤5 cm³/(m²· 24h· 0,1MPa)).
- Capa intermedia: Bolsa de papel de aluminio (barrera contra la humedad<0,1 g/ m² /24h).
- Capa interior: papel kraft recubierto de PVA (tasa de absorción de humedad <3%).
Configuración del agente a prueba de humedad:
- Colocar secador de silicona (25% ± 5% de absorción de humedad a 25°C RH 60%).
- Cada paquete de 50 kg contiene 20 g de tamiz molecular (tipo 4A).
2. Tecnologías de control ambiental.
Sistema húmedo constante:
- Con deshumidificador (temperatura de punto de rocío ≤ -10°C).
- Ventilación de sistemas de aire nuevos ≥ 10 veces por hora.
Estrategia de control de temperatura:
- Sistema de calefacción por suelo radiante con control de temperatura de partición (precisión de + 1°C).
- Umbral de alarma de alta temperatura establecido en 32°C (arranque del extractor vinculado).
Plan de almacenamiento especial de filamentos HIPS
1. Sistema de envasado de antioxidantes.
- Envasado al vacío: oxígeno residual<2% (desplazamiento de nitrógeno).
- Recubrimiento antioxidante:
- Pulverizar 0,5 µm pigmento de cobre ftalocianina espeso (≥ 500 mg/g de absorción de oxígeno) sobre sustrato de PP.
- Capa exterior de espuma EVA compuesta (conductividad térmica 0,035 W/(m.K)).
2. Diseño de protección física.
- Medidas antiestáticas: si la resistencia a tierra del bastidor de almacenamiento es inferior a 4 Ω, cúbralo con una película de PE con una resistividad superficial de 1 × 10 ^ 6 -1 × 10 ^ 8 omega.
- Estructura de protección mecánica: Estantes modulares (espaciado entre capas ≥ 30 cm para evitar deformaciones por compresión) con marcos de soporte de 3 puntos por rollo (uniformidad de distribución de presión ≥ 90%).
¿Qué tan seguros son HIPS y PVA?
1. Análisis de seguridad HIPS
Datos toxicológicos: Criterios de la FDA para materiales de exposición a alimentos (21 CFR § 177.1640), toxicidad oral aguda LD50 > 5000 mg/kg (ratones).
Seguridad del proceso: En la impresión de grado industrial de la empresa LS, la viscosidad de la masa fundida HIPS es estable (eficiencia de conversión de energía 10-3-10 4 Pa/s), el bloqueo de la boquilla es inferior al 0,1% y los COV no tienen emisiones significativas (consulte la norma ISO 10993-10).
Eliminación de residuos: Soportes reciclaje mecánico, Se puede reutilizar más de 5 veces cuando partículas recuperadas son triturados, degradación mecánica ≤15%.
2. Análisis de seguridad del PVA
Biocompatibilidad: Citotoxicidad de 0 (ISO 10993-5) medida por el nivel 6 de la USP, aplicable a creación de prototipos médicos .
Respetuoso con el medio ambiente: hidrólisis completa para producir ácido acético inofensivo y gas hidrógeno con un ciclo de degradación ≤7 días (agua destilada a temperatura ambiente).
Compatibilidad del proceso: Resistencia al corte entre capas ≥15 MPa cuando se usa con PLA/ABS y otros materiales Sistema de doble boquilla de la empresa LS .
¿Cuáles son las dificultades técnicas de la Impresión 3D HIPS ante estructuras grandes y complejas?
En el campo de la impresión 3D HIPS, las principales soluciones tecnológicas de la empresa LS abordan los desafíos que se encuentran comúnmente en la fabricación estructural compleja a gran escala :
1. Naturaleza Características del material HIPS Contradicciones con la impresión masiva
- Conflicto entre la tasa de contracción térmica y la precisión dimensional
La tasa de contracción lineal del material HIPS durante el curado es del 0,8% al 1,2%, mucho más alta que la del PVA. Cuando el tamaño de impresión supera los 500 mm, la tensión térmica acumulada puede causar fácilmente deformaciones, especialmente en estructuras suspendidas y áreas de paredes delgadas.
- Conflicto entre la resistencia de la masa fundida y la unión entre capas.
El índice de flujo de fusión HIPS (MI=5-15g/10min) es adecuado para impresión de alta velocidad , pero su temperatura de transición vítrea (Tg ≤90 °C) es baja y el enfriamiento entre capas es rápido, lo que lleva a una disminución de la resistencia al corte interfacial. Los resultados muestran que la fuerza de extracción entre capas es entre un 40% y un 60% menor que el valor teórico en condiciones de impresión no optimizadas.
2. El avance tecnológico central de la empresa LS
- Tecnología de control de deformación térmica:
La empresa LS utiliza un sistema de control de temperatura de circuito cerrado combinado con un diseño de cámara de calentamiento de dos zonas para controlar la diferencia de temperatura entre capas a ±3 °C, inhibiendo eficazmente la acumulación de tensión térmica a lo largo del eje Z . La tecnología reduce la deformación por alabeo de los componentes HIPS de 1 metro a menos de 0,5 mm, satisfaciendo los requisitos de precisión de ensamblaje de Componentes de precisión aeroespacial.
- Escaneo láser progresivo:
La profundidad del baño de fusión se controla con precisión (± 0,02 mm) mediante Ruta de escaneo en forma de S combinado con ajuste dinámico de potencia.
- Automatización post-tratamiento:
Campo de temperatura no uniforme de homogeneización rápida y rápida con liberación de tensión residual del 82 % lograda mediante irradiación de microondas de 2,45 GHz de 2,45 GHz.

¿Qué sistema de seguridad tiene la empresa LS?
1. Diseño de seguridad del equipo.
Precisión del control de temperatura: ± Control de circuito cerrado de 1°C para evitar el sobrecalentamiento y la descomposición de materiales (Td > 300 °C (temperatura de descomposición HIPS).
Filtración de escape: Elemento filtrante compuesto de carbón activado HEPA+estándar, eficiencia de filtración de COV>99,9%.
Base de datos de compatibilidad de materiales: Basado en la plataforma en la nube LS, Los parámetros del material se actualizan en tiempo real para coincidir automáticamente con intervalos de impresión seguros.
2. Procedimientos de control de calidad
- Inspección entrante: Informe de inspección de terceros para cada envío (SGS/RoHS/REACH).
- Monitoreo de procesos: la máquina está equipada con sensores incorporados para monitorear indicadores clave como la presión de fusión y el contenido de oxígeno.
- Certificación de producto terminado: las piezas complejas deben pasar 12 pruebas de confiabilidad, como impacto de martillo y corrosión por niebla salina.
Resumen
En el campo de la impresión 3D, PVA y HIPS son dos consumibles de uso común para diferentes escenarios de aplicación con ventajas de rendimiento únicas. El PVA se utiliza ampliamente debido a su alta transparencia y excelente solubilidad. Soporta suspensión en impresión 3D de metal complejo y puede eliminarse fácilmente por solubilidad en agua después de la impresión. La impresión 3D HIPS, por otro lado, se centra más en la producción de productos terminados funcionales, con buena resistencia al impacto y suavidad de la superficie , adecuado para la creación rápida de prototipos de piezas prototipo, modelos educativos e incluso moldes de inyección de bajo coste.
Además, un HIPS alto requiere control de temperatura durante la impresión y el uso de boquillas especiales para garantizar la estabilidad del estado fundido. Los dos presentan un marcado contraste en cuanto a degradabilidad y resistencia mecánica: el PVA es ecológico pero frágil, mientras que el HIPS es duradero pero difícil de biodegradar.
Descargo de responsabilidad
El contenido de esta página es sólo para fines informativos. Serie LS No se hacen representaciones ni garantías de ningún tipo, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que los parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad del material y tipo o mano de obra que el proveedor o fabricante externo proporcionará a través de la red de Longsheng. Esta es responsabilidad del comprador. Solicite cotización de repuestos para determinar los requisitos específicos para estas piezas. por favorContáctenosMás informaciónEFormación .
Equipo LS
LS es una empresa líder en la industria Centrarse en soluciones de fabricación personalizadas. Con más de 20 años de experiencia sirviendo a más de 5000 clientes, nos enfocamos en la alta precisión Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación y cuenta con la certificación ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea producción de bajo volumen o personalización en masa, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. elegir Tecnología LS Significa elegir eficiencia, calidad y profesionalidad.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com
Preguntas frecuentes
1.¿Se pueden utilizar juntos PVA y HIPS?
Está estrictamente prohibido mezclar. Si se utiliza tecnología de soporte soluble en agua, el PVA se endurece en contacto con el limoneno (comúnmente utilizado en el reprocesamiento de HIPS), lo que da como resultado estructuras de soporte insolubles e incluso daña la superficie del HIPS.
2. ¿HIPS es respetuoso con el medio ambiente?
HIPS contiene una estructura de anillo de benceno y el reciclaje tradicional requiere pirólisis o descomposición química. Con los equipos de destilación molecular, más del 95% de los disolventes se pueden reciclar, lo que reduce las emisiones de COV. Para los usuarios domésticos, afrontarlo por su cuenta es arriesgado.
3.¿Compatibilidad entre PVA y PLA?
La compatibilidad del PVA con el PLA está limitada por las diferencias en los coeficientes de expansión térmica (PVA: 5,3 × 10^-5°C, PLA: 4,7×10^-5°C). Cuando se imprime una estructura de suspensión, si el espacio excede los 50 mm, la diferencia en la expansión debido a la temperatura puede causar que falle la adhesión de las capas intermedias.
4. ¿Por qué la impresión 3D HIPS es adecuada para fabricar moldes de inyección?
HIPS es moderadamente duro (dureza Mohs 5-6), termoestable (la temperatura de transición vítrea es de aproximadamente 95 °C) y la superficie se puede tratar para obtener un efecto espejo. El proceso de impresión especializado HIPS desarrollado por LS, combinado con su tecnología de procesamiento de acoplamiento multieje, puede replicar con precisión la compleja superficie del troquel.
Recursos
Peligros para la salud y la seguridad de la impresión 3D

