
Как два широко используемых термопластических материала в 3D-печати , ПВА и УППС имеют свои преимущества из-за разных свойств. 92% и сверхсильная растворимость в воде, ПВА стал золотым вспомогательным материалом для 3D печать металлом , высокоэффективное формование смолы и многое другое. Он может поддерживать суспензию с точностью до микрона и может растворяться на водяной бане при последующей обработке для достижения неразрушающего удаления. Однако его высокая хрупкость и плохая термостойкость ограничивают его прямое использование в качестве функционального компонента. Фокусируясь на функциональном производстве, БЕДРА 3D-печать идеально подходит для литьевые формы , прототипы автомобильных компонентов , и легкие конструктивные элементы , с межслойной прочностью на сдвиг и ударопрочностью 15-20МПа.
Хотя оба Расходные материалы для процесса FDM Они дополняют друг друга по растворимости, механическим свойствам и адаптируемости цепи. Эта разница подталкивает 3D-печать к новой эре. гибридное производство из нескольких материалов.
Что такое PVA и HIPS в 3D-печати?
ПВА представляет собой водорастворимый полимер, полимеризованный из мономеров поливинилового спирта, и широко используется в качестве вспомогательного средства или клея при 3D-печати. Он гидрофильен, растворим в воде, нетоксичен, плавится при высокой температуре (Тпл) (около 230°С) и размягчается при нагревании до 60-80°С. ПВА имеет высокую прочность на разрыв (около 50-70 МПа), но хрупкий и слабую ударопрочность. Почвенные микробы могут естественным образом разлагаться на воду и углекислый газ и возвращаться в природу без промышленной обработки (ускоренная деградация в условиях промышленного компоста).
2.HIPS (Ударопрочный полистирол)
HIPS — это модифицированный полистирольный материал, который может улучшить ударопрочность за счет добавления упрочнителей, таких как бутадиен-стирольный каучук. Обычно его используют для проверка функциональных компонентов или прототипа в 3D-печати. УППС имеет ударопрочность 10-20 кДж/м2, что намного выше, чем у ПВС, и хорошую термическую стабильность (до 100 °С при длительном использовании).
Его необходимо растворить в растворителе лимонена (натуральное эфирное масло цитрусовых), а процесс требует контроля температуры (около 70 градусов по Цельсию). Растворитель летуч и требует вентиляции. Производство УППС зависит от нефтехимического сырья, которое трудно разлагается в естественной среде. Длительное накопление может привести к загрязнению почвы и водоемов и требует профессионального химического восстановления.
Что растворяется быстрее: ПВА или УПС?
В области 3D-печати, скорость растворения ПВС значительно выше, чем у УПП:
1.Сравнение скоростей растворения
| Индикатор | ПВА (поливиниловый спирт) | HIPS (Ударопрочный полистирол) |
| Растворяющая среда | Вода (холодная вода 25°C, полностью растворяется за 12 часов). | Лимоненовый растворитель (нагревают при 70°C в течение нескольких часов для растворения). |
| Скорость растворения | Самый быстрый (не требует нагрева, может быстро набухать при комнатной температуре). | Медленный (зависит от испарения и диффузии растворителя, требует высоких температурных условий). |
| Остаток | Нет (полностью растворим в воде). | Нет (лимонен подлежит вторичной переработке, но стоимость растворителя относительно высока). |
2. Различия в механизмах растворения
ПВА (поливиниловый спирт):
- Молекулярная структура: Содержит большое количество гидроксильных групп (-OH), которые связываются с молекулами воды посредством водородных связей, не разрушая химических связей в процессе растворения.
- Поддержка 3D-печати: после печати растворить в холодной воде, размягчить в течение 5-10 минут и полностью удалить через 12 часов (например, стоматологическая поддержка ).
- Быстрая очистка прототипа: Механическая полировка не требуется, чтобы снизить риск повреждения модели.
HIPS (Ударопрочный полистирол):
- Молекулярная структура: это термопластичный полимер, который требует растворения стирольных групп с помощью химических растворителей, таких как лимонен.
- Постобработка HIPS 3D-печати: Компоненты, используемые для удаления сложных внутренних опор или клеев (например, клеевых слоев при 3D-печати металлом), необходимо замачивать на несколько часов в лимонаде при температуре 70°C.
- Промышленная очистка: подходит для ситуаций, требующих точной очистки (например, производство микрофлюидных чипов ).

Каковы различия в совместимости между PVA и HIPS в технологии 3D-печати?
Ниже приведено сравнение ПВА и УПП с использованием различных методов 3D-печати:
| Тип процесса | ПВА (поливиниловый спирт) | HIPS (Ударопрочный полистирол) |
| УУЗР | ✅Металлический опорный материал (растворяется без остатка). | ❌ Неприменимо (низкая температура плавления, не поддерживает металл). |
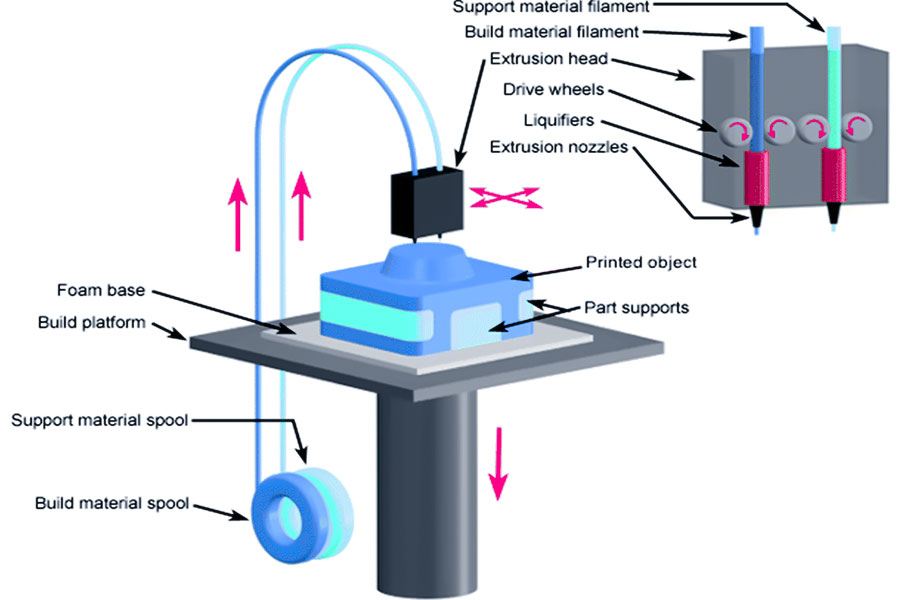
| ФДМ | Доступен, но требует системы с двумя форсунками (в сочетании с HIPS). | ✅ Основной процесс (низкая стоимость, простота эксплуатации). |
| СЛС |
✅ Нет необходимости в поддержке, гладкая поверхность (требуется предотвращение окисления азота).
|
✅ Нет необходимости в поддержке, желательно для жесткие части . |
Как выбрать между ПВА и УПС для двойной экструзии?
1. Анализ принципов и адаптируемости процесс двойной экструзии
Матрица адаптации типа процесса
| Режим двойной экструзии | Применимость ПВА | Применимость системы HIPS |
| Ламинированный композит | ★★★★☆ | ★★☆☆☆ |
| Коэкструзионное гранулирование | ★★☆☆☆ | ★★★★★ |
| Градиентная коэкструзия | ★★★☆☆ | ★★★★☆ |
Термическая совместимость
- Непостоянная температура стеклования (Tg): разница между ПВС (87°С) и УПП (95°С) составляет всего 8°C, что требует контроля процесса для достижения вложенности температурных окон.
- Вязкость расплава: ПВС составляет 1000 сП при 60 °C, 50 сП при 200 °C, 5000 сП при 180 °C и 1200 сП при 220 °C для HIPS.
2. Сравнение и оптимизация ключевых параметров процесса
Стратегия контроля температуры
| Параметр | Окно процесса ПВА | Окно процесса HIPS | Схема совместного управления двойной экструзией |
| Температура | 50-70℃ | 80-100℃ | Использование сегментированной формы для контроля температуры (три зоны, независимые ПИД). |
| Температура порта подачи | 65±2℃ | 190±5℃ | Градиентная система нагрева (секция предварительного нагрева/секция дозирования/секция смешивания). |
Скорость винта Соответствующая модель
Оптимальное сочетание скоростей было получено с помощью моделирования Moldflow:
- Боковые винты из ПВА: 40–60 об/мин (низкий сдвиг для предотвращения разрушения).
- Боковой шнек HIPS: 80–120 об/мин (требуется высокая скорость наполнения).
- Контроль погрешности синхронизации: ± 0,5 об/мин (управляется серводвигателем с обратной связью).
3. Объяснение оснований принятия решения
- Приоритет биоразложения: ПВС имеет скорость разложения более 92% в почвенной среде через 180 дней (стандарт ASTM D6400), подходит для использования в упаковке пищевых продуктов, сельскохозяйственных пленках и т. д.
- Порог удара: ударопрочный полистирол без надреза, ударная вязкость>60 кДж/м 2 (GB/T 1040.2), соответствующий условиям работы, например автомобильные бамперы и корпуса бытовой техники.
- Необходимость гибридной модификации: когда материал не соответствует как барьерным свойствам (преимущество PVA), так и механической прочности (преимущество HIPS), необходимо достичь синергии за счет разработки интерфейса или модификации третьего компонента.
Как правильно хранить нити ПВА и УПС?
Специальный план хранения нити ПВА
1.Упаковочная техника
Многослойная композитная упаковка:
- Наружный слой: барьерная пленка PET/EVOH (кислородная проницаемость ≤5 см³/(м²· 24 ч· 0,1 МПа)).
- Промежуточный слой: пакет из алюминиевой фольги (влагобарьер<0,1 г/кг). м² /24ч).
- Внутренний слой: крафт-бумага с ПВА-покрытием (влагопоглощение <3%).
Конфигурация влагостойкого агента:
- Поместите силиконовый осушитель (поглощение влаги 25% ± 5% при 25°C и относительной влажности 60%).
- Каждая упаковка весом 50 кг содержит 20 г молекулярного сита (тип 4А).
2. Технологии экологического контроля
Система постоянного увлажнения:
- С осушителем (температура точки росы ≤ -10°C).
- Вентиляция новых воздушных систем ≥ 10 раз в час.
Стратегия контроля температуры:
- Регулирование температуры в перегородках системы теплого пола (точность +1°С).
- Порог срабатывания сигнализации высокой температуры установлен на 32°C (запускается связанный вытяжной вентилятор).
Специальный план хранения нити HIPS
1. Антиоксидантная упаковочная система
- Вакуумная упаковка: остаточный кислород<2% (вытеснение азота).
- Антиокислительное покрытие:
- Спрей 0,5 мкм густой фталоцианиновый медный пигмент (поглощение кислорода ≥ 500 мг/г) на полипропиленовую подложку.
- Наружный слой — композитный пенопласт EVA (теплопроводность 0,035 Вт/(м.К)).
2. Проектирование физической защиты
- Антистатические меры: Если сопротивление заземления стойки для хранения менее 4 Ом, накройте ее полиэтиленовой пленкой с поверхностным сопротивлением 1×10^6 -1×10^8 омега.
- Структура механической защиты: Модульные полки (межслойное расстояние ≥ 30 см во избежание деформации сжатия) с 3-точечными опорными рамами на рулон (равномерность распределения давления ≥ 90%).
Насколько безопасны HIPS и PVA?
1. Анализ безопасности HIPS
Токсикологические данные: Критерии воздействия материалов FDA на пищевые продукты (21 CFR § 177.1640), острая оральная токсичность LD50 > 5000 мг/кг (мыши).
Безопасность процесса: В промышленной печати компании LS, вязкость расплава HIPS стабильна (эффективность преобразования энергии 10-3-10 4 Па/с), засорение сопла составляет менее 0,1%, значительные выбросы ЛОС отсутствуют (см. стандарт ISO 10993-10).
Утилизация отходов: Поддержка механическая переработка, можно использовать повторно более 5 раз, если восстановленные частицы измельчаются, механическая деградация ≤15%.
2. Анализ безопасности ПВА
Биосовместимость: Цитотоксичность 0 (ISO 10993-5) по уровню 6 USP, применимо к медицинское прототипирование .
Экологичность: полный гидролиз с образованием безвредной уксусной кислоты и газообразного водорода с циклом разложения ≤7 дней (дистиллированная вода при комнатной температуре).
Совместимость с технологическими процессами: Межслойная прочность на сдвиг ≥15 МПа при использовании с ПЛА/АБС и другие материалы Система двойных сопел компании LS .
Каковы технические трудности 3D-печати HIPS при работе с большими и сложными конструкциями?
В области 3D-печати HIPS основные технологические решения компании LS решают часто встречающиеся проблемы. в крупносерийном сложном конструкционном производстве :
1. Характеристики материала Nature HIPS Противоречия с массовой печатью
- Конфликт между скоростью термической усадки и точностью размеров.
Линейная усадка материала HIPS во время отверждения составляет 0,8–1,2%, что намного выше, чем у ПВА. Когда размер отпечатка превышает 500 мм, накопленное тепловое напряжение может легко вызвать деформацию, особенно в подвесных конструкциях и тонкостенных помещениях.
- Конфликт между прочностью расплава и межслоевым соединением
Индекс текучести расплава HIPS (MI=5-15 г/10 мин) подходит для высокоскоростная печать , но его температура стеклования (Tg ≤90 °C) низкая, а межслоевое охлаждение быстрое, что приводит к снижению межфазной прочности на сдвиг. Результаты показывают, что сила отделения между слоями на 40–60 % ниже теоретического значения при неоптимизированных условиях печати.
2. Основной технологический прорыв компании LS
- Технология контроля термодеформаций:
Компания LS использует замкнутую систему регулирования температуры в сочетании с двухзонной конструкцией камеры нагрева для контроля разницы температур между слоями до ±3 °C, эффективно препятствуя накоплению термическое напряжение вдоль оси Z . Эта технология снижает деформацию коробления 1-метровых компонентов HIPS до менее чем 0,5 мм, удовлетворяя требованиям точности сборки прецизионные компоненты для аэрокосмической промышленности.
- Прогрессивное лазерное сканирование:
Глубина плавильной ванны точно контролируется (± 0,02 мм) с помощью S-образный путь сканирования в сочетании с динамической регулировкой мощности.
- Автоматизация постобработки:
Быстрая быстрая гомогенизация в неоднородном температурном поле со сбросом остаточного напряжения 82%, достигнутая микроволновым облучением 2,45 ГГц с частотой 2,45 ГГц.

Какая система безопасности у компании LS?
1. Проектирование безопасности оборудования
Точность контроля температуры: ± Регулирование с обратной связью 1°C для предотвращения перегрева и разложения материалов (Td > 300°C (температура разложения HIPS).
Фильтрация выхлопных газов: стандартный композитный фильтрующий элемент с активированным углем HEPA+, эффективность фильтрации летучих органических соединений>99,9%.
База данных совместимости материалов: На основе облачной платформы LS, Параметры материала обновляются в режиме реального времени для автоматического соответствия безопасным интервалам печати.
2. Процедуры контроля качества
- Входной контроль: отчет о проверке третьей стороной для каждой партии (SGS/RoHS/REACH).
- Мониторинг процесса: машина оснащена встроенными датчиками для контроля ключевых показателей, таких как давление расплава и содержание кислорода.
- Сертификация готовой продукции: сложные детали должны пройти 12 испытаний на надежность, таких как удар молотком и коррозия соляным туманом.
Краткое содержание
В области 3D-печати PVA и HIPS — это два широко используемых расходных материала для различных сценариев применения с уникальными преимуществами в производительности. ПВА широко используется из-за его высокой прозрачности и отличной растворимости. Он поддерживает подвеску при сложной металлической 3D-печати. и может быть легко удален благодаря растворимости в воде после печати. С другой стороны, 3D-печать HIPS больше ориентирована на выпуск функциональной готовой продукции с хорошей ударопрочностью и гладкость поверхности , подходящий для быстрого прототипирования деталей прототипов, учебных моделей и даже недорогих литьевых форм.
Кроме того, высокий HIPS требует контроля температуры во время печати и использования специальных насадок для обеспечения стабильности состояния расплава. Эти два материала резко контрастируют по способности к разложению и механической прочности: ПВА экологически чист, но хрупок, а УППС прочен, но с трудом поддается биологическому разложению.
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. Серия ЛС Никаких заявлений или гарантий любого рода, явных или подразумеваемых, не делается в отношении точности, полноты или достоверности информации. Не следует предполагать, что параметры производительности, геометрические допуски, конкретные конструктивные особенности, качество и тип материала или качество изготовления, которые сторонний поставщик или производитель предоставит через сеть Longsheng. Это ответственность покупателя Запросите цену на запчасти определить конкретные требования к этим деталям. пожалуйстаСвяжитесь с намиУзнайте большеEFFormation .
Команда ЛС
LS — ведущая компания отрасли Сосредоточьтесь на индивидуальных производственных решениях. Имея более чем 20-летний опыт обслуживания более 5000 клиентов, мы уделяем особое внимание высокой точности. обработка с ЧПУ , Изготовление листового металла , 3D-печать , Литье под давлением , штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами и сертифицирован по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или массовая индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбирать ЛС Технология Это означает выбор эффективности, качества и профессионализма.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com
Часто задаваемые вопросы
1.Можно ли использовать ПВА и УПС вместе?
Смешивание строго запрещено. Если используется технология водорастворимой основы, ПВС перекрестно затвердевает при контакте с лимоненом (обычно используемым при переработке УППС), что приводит к образованию нерастворимых структур носителя и даже к повреждению поверхности УППС.
2.Является ли HIPS экологически чистым?
УППС имеет бензольную кольцевую структуру, и традиционная переработка требует пиролиза или химического разложения. С помощью оборудования для молекулярной дистилляции более 95% растворителей можно переработать, что снижает выбросы ЛОС. Для бытовых пользователей бороться с ней самостоятельно рискованно.
3.Совместимость ПВА и ПЛА?
Совместимость ПВС с ПЛА ограничена различиями в коэффициентах теплового расширения (ПВС: 5,3×10^-5°C, PLA: 4,7×10^-5°C). При печати подвесной конструкции, если пролет превышает 50 мм, разница в расширении из-за температуры может привести к нарушению межслойной адгезии.
4. Почему 3D-печать HIPS подходит для изготовления литьевых форм?
УППС умеренно твердый (твердость 5-6 по шкале Мооса), термостабильный (температура стеклования около 95 °С), поверхность можно обрабатывать до зеркального эффекта. Специализированный процесс печати HIPS, разработанный LS, в сочетании с технологией обработки многоосных соединений позволяет точно воспроизводить сложную поверхность штампа.
Ресурсы
Опасности для здоровья и безопасности 3D-печати

