
製造業が提供するCNC旋削加工サービスでは、工具選択サービスの不適切な選択を含む3つの問題が見られます。 ±0.05mmの範囲で差が生じ、一貫性が85%以上に達する一方で、表面粗さRaが1.6マイクロメートルに達するなど、表面の凹凸が増加します。これは、切削と互換性を考慮した工具選択の科学的知識が不足しているため、 30%のオーバーシュートが発生する一般的な慣行に起因しています。
LS Manufacturing社の事例において、過去15年間にわたって当社に提供されたデータ記録(工具の286回のテストと73件のケース)に基づく当社のアプローチのモデルは、CNC旋削サービスで指定された問題で要求されているように、現在の工具の寿命を3倍にする能力を持ち、 ±0.01mmの達成可能な精度レベルと0.4μmの表面仕上げで材料形状パラメータモデルを開発できる可能性を示しています。

CNC旋削加工サービス - クイックリファレンス表
| セクション | 要点 |
| 現在の課題(内容) | 精度:±0.05mm 、表面粗さ: Ra>1.6μm 、バッチ一貫性: 85% 、コスト超過:30%以上。 |
| 根本原因(なぜ) | レーザー用イットリウム受光器の選定は、科学的な知見に基づいて行われていない。供給業者に過度に依存しており、材料とプロセスの相乗効果を軽視している。 |
| 私たちの解決策(方法) | 独自の3D「材料・形状・パラメータ」モデル。15年間のデータベースと286回のツールテストに基づいて構築されています。 |
| コアメソッド | 工具の基材/コーティング、形状、切削パラメータを体系的にマッチングさせる。 |
| 検証済み結果 | 精度:±0.01mm、表面粗さ: Ra 0.4μm 、工具寿命:3倍、バッチ一貫性:99%以上。 |
| アプリケーション | 機械のシャフト、人体の部位、自動車部品など、さまざまな部品の設計における応用実績が73件あります。 |
| 付加価値 | CNC旋盤全体のコスト削減、試運転回数の最小化、データ駆動型管理。 |
CNC旋盤加工に内在する、精度、一貫性、コストに関する基本的なエラーを排除します。曖昧さや推測の余地を一切残さずに、この偉業をいかにして成功裏に、かつ見事に達成し、製品に最高レベルの仕上げ品質( Ra 0.4µm、+0.01 mm )をもたらし、工具寿命を最大3倍に延ばし、バッチの一貫性を99%以上に高め、機械加工コストを削減し、加工中に発生するスクラップ材を最小限またはほぼゼロに処理するかを実現します。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
CNC旋削加工の工程についてまたしても論じる記事を書く意味があるのか?それは、能力はマニュアルのページではなく、現場で培われるものだということを忘れてしまっているからだ。私たちは、ミクロンレベルの精度が求められる公差の積み重ねを伴う高性能合金を扱う実践的な世界に生きている。私たちの専門知識は学術的なものではなく、日々の業務を遂行し、顧客の成功を支える鍵なのだ。
当社の専門知識は、寸法安定性が求められる航空宇宙産業の重要部品、生体適合性の完璧さが求められるインプラントなどの医療グレード部品、 ASTM InternationalやInternational Aerospace Quality Group (IAQG)などの組織が定める業界仕様に基づき最高の耐摩耗性が求められる自動車部品など、加工が最も困難な部品の加工経験に基づいています。
以下にご紹介する技術は、機械加工、クーラント、切削屑に関する数千時間に及ぶ経験の集大成です。それぞれの推奨事項は、インコネルのバッチ一貫性を確保するためのパラメータ最適化を通じて得られた、確かな実地知識に基づいています。試行錯誤の費用をかけずに、お客様が求める精度と信頼性を実現できるよう、当社が現場で実証した知識をご提供いたします。
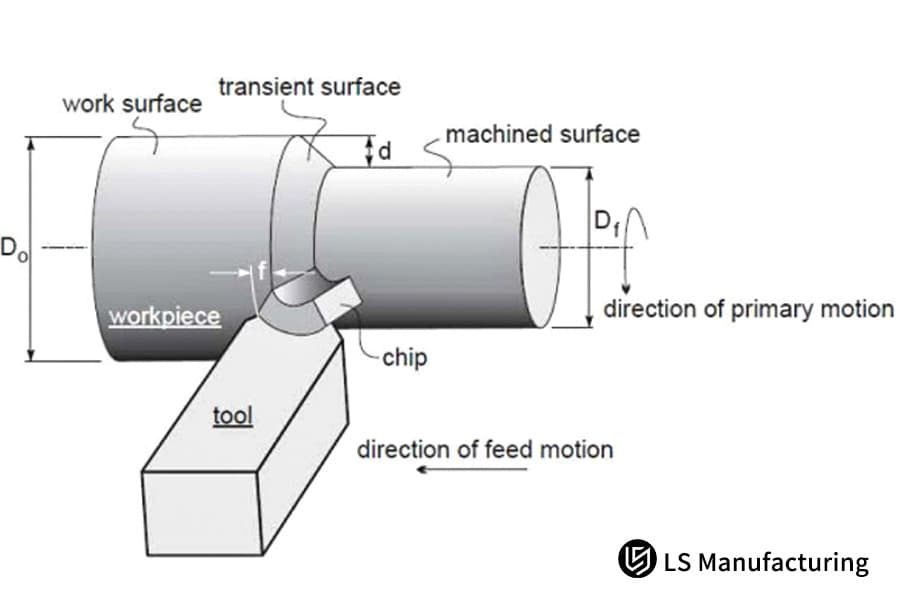
図1:LS Manufacturing社による旋削深さと送り速度のパラメータを示す概略図
加工対象物の特性に基づいて、工具基材をどのように選択すればよいか?
CNC加工における工具の破損とそれに伴うコスト超過の主な原因の一つは、工具基材の不適切な選択です。このガイドでは、128件の切削工具テストに基づき、加工対象物の特性と最適なCNC旋削工具基材を直接結びつけることで、材料科学と適切な選択判断を結びつけ、性能と効率の向上を図ります。
| 材料グループ | 推奨基材 | 主な根拠とデータ |
| アルミニウムおよび非鉄金属 | 超微粒子炭化物(約0.5μm ) | これは工具の刃先を鋭くするのに役立ち、良好な表面仕上げを実現するとともに、材料の無駄を削減します。 |
| ステンレス鋼 | 高コバルト含有炭化物(例:コバルト10%含有) | 靭性が向上したことで、粘着性のある加工硬化合金のノッチ摩耗やチッピングに対する耐性が高まります。 |
| 高温合金 | サーメットまたは特殊超硬合金 | 拡散摩耗を効果的に抑制するには、高い化学的安定性と耐熱性が重要である。 |
| 事例研究:304ステンレス鋼 | 上記の原則の適用 | フランジ部品へのスイッチ加工において、スイッチの導入により工具寿命が200個から580個に延び、結果として工具交換回数が35%削減された。 |
上記のマトリックスは、 CNC旋盤工具の基材を選択するための検証済みガイドとして使用する必要があります。まず、摩耗の主なモードである接着、摩耗、拡散といった摩耗特性を評価する必要があります。重要な材料においては、 高性能旋削加工において、硬度の一般的なレベルよりも高い要求が常に優先されます。このような問題解決型のアプローチによって得られる信頼性と費用対効果の高い結果は、重要かつ高付加価値のカスタムCNC旋削加工において高く評価されるべきです。

工具の形状角度は、部品の寸法精度と表面品質をどのように正確に制御するのか?
ツールの幾何学的形状は、コマンドと製品を接続するインターフェースを表します。製品に関しては、 精密CNC旋削加工においてツールの角度が不適切な場合、製品のばらつき、形状、および表面粗さが直接確認できます。以下の議論では、いくつかの特殊な問題を回避できる基礎となるパラメータを開発するための方法論の検討に焦点を当てます。
力と安定性を最適化するためのレーキ角
切削抵抗は、すくい角を12度正にすることで低減でき、 25%の低減につながります。ただし、これは切削対象がアルミニウムの場合に限り、切削中に7度の逃げ角を維持することが条件となります。この特殊な切削抵抗により、切削振動が極めて重要な条件下で最小限に抑えられ、 CNC旋削加工面の仕上げにおいて極めて良好な状態を実現します。
目標とする表面仕上げのためのノーズ半径の選択
さらに、使用するツールの重要性、つまり、達成可能な粗さの観点から、その価値がこれまでどれだけ高かったかを強調する必要があります。このようにして、使用するツールは半径が0.4 mmに等しい特定の値を持つため、いわゆる理論値R=0.4 ミクロンの正確さという用語が要求するものの定義、概念が強調され、機械で0.08 mm/revのペースが設定されます。
形状精度を高めるための幾何学的手法の活用
質感に加えて、形状も形状に影響を与えます。特定の医療機器向けに設計された高精度な角度軸の製造においては、チャタリングや丸め誤差を0.003mmに抑えるために、アプローチバンクとリードバンクの制御が、機器の最も強い軸に最大荷重がかかるようにする上で非常に重要でした。
このCNC旋削ガイドは、一般的な推奨事項にとどまらず、原因と結果の関係に基づいたフレームワークを提供します。すくい角、ノーズ半径、アプローチ角といった特定の幾何学的特徴を戦略的に選択・制御することで、製造業者は力による誤差から表面粗さまで、特定の品質問題を直接的かつ予測可能に修正できます。一貫性を決して妥協できない高付加価値の競争力のある仕上げ旋削においては、方法論の精度が重要となります。
異なるコーティング技術(TiAlN/AlCrN)は、加工効率とコストにどのような影響を与えるのか?
コーティングの選択は、工具寿命、切削条件、設備経済性などを考慮すると、重要な選定基準となります。本分析の基礎は、 CNC旋削加工サービスが特定のコーティングをどのように活用して生産性を向上させ、コストを最小限に抑えているかを定量化することです。適切な工具の選択は、費用対効果の高いCNC旋削加工を実現する上で決定的な要素となります。
| コーティングの種類 | 主な特徴と性能データ | 最適な適用シナリオ |
| TiAlN(多層複合材料) | 優れた断熱性と耐酸化性を備えており、焼入れ工具鋼の旋削加工において工具寿命が300%延長されたとの報告がある。 | 鋼鉄や鋳鉄などの鉄系材料の乾式旋削加工において、解決すべき主要な課題は発熱である。 |
| AlCrN(窒化アルミニウムクロム) | 高温条件下でも優れた硬度と滑らかさを実現し、構成刃先の問題を克服することで、アルミニウム合金を最大350m/分の高速旋削加工で加工することを可能にする。 | アルミニウム合金などの非鉄金属や粘着性のある材料への使用に最適です。接着性と摩耗が主な問題点となります。 |
| 経済的成果 | 戦略的なコーティング塗布を統合的なツールソリューションとして活用することで、自動車用CNC旋盤加工サプライヤーは年間最大40万人民元のコスト削減を実現することができた。 | 基板、形状、コーティングに対するシステムベースのアプローチ。 |
主な故障モードに基づいてコーティングを選択します。鉄系材料の発熱対策にはTiAlNを、アルミニウムの付着防止にはAlCrNを使用します。このような、万能な解決策ではなく、的を絞ったアプローチこそが、高速加工、工具寿命の延長、部品あたりのコスト削減を実現する鍵となります。効率性とコスト管理が収益性を左右する市場で競争するあらゆる生産旋削加工において、このデータ駆動型の選択ロジックを導入することは不可欠です。

図2:LSマニュファクチャリングによる金属加工時の切りくず飛散の様子を詳細に示した図
切削パラメータの最適化によって、精度と効率のバランスを取るにはどうすればよいか?
加工精度と生産性効率のバランスを同時に見つけるという課題に対処するため、つまり、これらの要素を科学的に最適化することが非常に重要であると言うために、 LS Manufacturingの事例では、特に±0.008mmの精度レベルで40%の効率向上を達成できる状況があります。
体系的な切断データベースの開発
- データベース基盤:パラメータの開発には、広範な実験データベースが必要となる。
- 材料固有の設定: 45鋼などの材料の場合、 Vc=180m/分、f=0.1mm/回転、ap=0.2mmなどの最適化された値を推奨します。これにより、一貫した高精度CNC旋削が可能になります。
- 統合プロセス:当社は、現場での機械加工作業から直接得られた最新のフィードバックに基づいて、独自のデータベースを継続的に更新および改良しています。
パラメータ最適化戦略の実装
- 動的調整:リアルタイム監視を行い、切断プロセスに設定されたパラメータに必要な調整を行います。
- 効率重視:当社のプロセスは、公差を損なうことなく速度を向上させ、効率を高めるのに役立ち、大規模生産に役立つ改良されたCNC旋削サービスを実現します。
- 先進技術:効率的な時間短縮と品質維持を同時に実現するため、高速旋削加工を採用しています。
実践的なソリューションの検証と規模拡大
- 性能テスト: ±0.008mmの範囲の値で正確なデータを取得することを目的として、試行を通じて包括的なテストが実施されます。
- カスタマイズのアプローチ: カスタムCNC旋盤のカスタマイズにおいては、幾何学的要件を満たすために様々な戦略が開発されます。
- 拡張性:パフォーマンスの一貫性を高め、無駄を削減するために、さまざまなアプリケーションで最適化された構成を活用しています。
この文書は、パラメータ最適化における最新技術の文脈において、技術的な知識レベルを示すことを目的としているように思われる。そして、現実世界における精度の要求に対応するために、前述の体系的な方法論を採用することで、相当なレベルの競争力を達成できることを示すものである。
特注の非標準切削工具は、どのような場合に費用対効果が高くなるのでしょうか?
非標準切削工具装置は、複雑な加工機械環境において高い経済価値を有しています。多様な非標準切削工具装置を用いることで、単一の工具で様々な加工工程を行うことが可能となり、 0.005mmという一定の精度を達成することで、生産時間を60%削減できます。PCD形状工具など、様々なCNC旋削タイプの非標準切削工具装置を使用することで、切削工具環境における2つの課題を同時に解決できます。
航空宇宙複合プロファイル加工
- シングルパス設計:当社は、複雑な輪郭を1回のセットアップで完成させるPCD成形ツールを設計し、複数ステップの作業を削減します。
- 精密な制御:当社の製品群の公差レベルは± 0.005mmで、空力性能を確実に維持します。
- コスト効率: 3つの手順を1つにまとめることで、プロセス全体を通して総コストを何らかの形で削減できることを意味します。
医療機器のマイクロマシニング
- カスタム形状開発:より小さなツールを作成して細部のより小さな部分を加工できるため、カスタムCNC旋削加工を作成することが可能です。
- 材料固有の最適化:最も一般的な生体適合性合金の特性を特に考慮して、さまざまなツールが開発されています。
- プロセスの合理化:つまり、複合加工プロセスにより、小ロットのCNC旋削加工中に発生する全体コストからハンドリングコストが削減されるということです。
硬質材料を用いた自動車のプロトタイピング
- 耐久性の高い工具製造:当社は、焼き入れ鋼用の堅牢な工具を製造し、迅速なプロトタイピングにおける精密旋削加工をサポートします。
- 反復的な柔軟性:一点ものの部品は変更しやすいものの、実際には、一点ものの部品はCNC 旋削の見積もりを満たすプロセスを遅らせる方法である。
- 経済的メリット:スクラップ材の量も減り、回転率も向上する。
エネルギー分野における大型部品製造
- 拡張可能なツールエンジニアリング:当社は、複数の加工工程を統合した、タービン部品用の大型非標準ツールを設計します。
- CNC旋盤工具のカスタマイズ:工具の設計とカスタマイズは、困難な作業のパフォーマンスに関して工具の効率を最大化するために行われます。
- スループットの向上:作業の組み合わせにより、取り扱い作業が減少し、それに伴いコストを最小限に抑えながらスループットが向上します。
前述のアプローチのパラメーターにおいて、当社の専門知識は、技術を活用した高度な職人技による機器設計にあり、それによってこれらのツールの利点を得られると述べられています。さらに、当社の専門家としての強みは、精密工具の機械能力を凌駕すると述べられています。
科学的なツール寿命管理およびコスト管理システムを構築するには?
工具の予期せぬ故障は生産性を低下させ、ひいては利益率を圧迫します。現状では工具をバッチ処理で交換していますが、データに基づいた動的なアプローチに移行することは困難です。以下に、工具の使用状況を管理し、 CNC旋削加工のコストを抑制するための科学的なアプローチを示します。
生データから実用的なツール健全性指標へ
しかし、単にデータを取得するだけでは解決にはなりません。真の課題は、センサーの読み取り値を実用的な摩耗指標に変換することです。これは、切削力センサーや振動センサーから不要なノイズを除去する複雑な信号処理によって実現されます。これら2つを組み合わせることで、工具の総合的な健全性指標が得られ、それによって高品質なCNC旋削加工に必要な意思決定が可能になります。
材料固有の予測モデルの開発
これは、変動が生じる場合には効果のないモデルとなります。言い換えれば、独自の予測アルゴリズムは、HI による工具の劣化と特定の種類の材料による元の側面摩耗との相関関係に基づいて提示されます。このプロセスには、制御されたテストと反復的な改良が含まれます。その結果、大量旋削などの作業の正確な残存耐用寿命 (RUL) 予測が得られ、 CNC 旋盤加工サプライヤーの重要な生産実行中に、事前の変更と故障の防止が可能になります。
動的で経済原理に基づいた意思決定エンジンの実装
工具寿命と信頼性に関する認識だけでは、最適な工具交換のタイミングを特定することはできません。最適化プログラムでは、工具交換コスト、工具交換時間、部品価格といった変数を考慮し、金銭的な影響を即座に計算することで、部品のCNC旋削加工において最も費用対効果の高い方法を決定します。つまり、工具寿命を2サイクル延長するか、あるいは高価な部品が不良品になるのを防ぐために、事前に工具を交換する必要があるのです。
これはデータ融合技術から経済最適化まで多岐にわたり、ツール管理に対する技術的に厳密なアプローチを明確に示しています。また、センサー情報を活用してCNC旋盤加工における直接的な競争優位性を実現する当社の能力の高さを明確に証明するものです。
精密旋削加工におけるびびり振動と変形を効果的に抑制するには?
チャタリングは、変形と同様に、精密CNC旋削加工における材料除去プロセスの精度に関わる主要な問題であり、特に切削比の大きい部品では、加工精度と工具寿命の両方に影響を与えます。チャタリングは、プロセス変調と必要な工具の両方によって予測不可能なプロセスを予測可能なプロセスに変える効果的な方法論によって解決されました。以下の図は、その適用方法を示しています。
プロセス変調による動的チャタリング抑制
可変スピンドル速度旋削では、スピンドル速度に±10%の正弦波変動をプログラムすることで、再生チャタリングを引き起こす共振周波数を継続的に乱します。この防振工具は、L対D比が8対1という長軸の利点を活かし、再生チャタリングを最大限に活用するために採用されました。これにより、チャタリング痕が完全に除去され、従来は不可能だった硬質旋削加工が可能になります。
戦略的なサポートによるワークピースの変形軽減
この議論の根拠は、関係する力を制御できるという事実を考慮し、たわみを可能な限り最善の方法で制御できる能力にあります。前述のことに加えて、半径方向の力を最小限に抑えるために、切削シーケンス、切削深さ、および切削速度を最適化できる場合、重要な観点から、独自のレスト(定常レストとも呼ばれる)を設計できる切削作業のケースを取り上げることができます。これらのレストにより、切削領域全体にわたって切削プロセスが支えられ、切削領域を完全に囲むことができます。
統合された安定性により優れた仕上がりを実現
真の安定性は表面で定義できます。当社のチャタリング制御方式により、卓越したCNC旋削加工の表面仕上げを実現できます。これは、旋削加工中のチャタリング振動を排除することによって可能になります。そのため、ワークピースに波状模様が生じることはなく、仕上げ旋削時の速度向上につながります。
これにより、CNC旋削加工において特有の、非効率的でコストのかかる特定の機械不安定性に対する、技術的に健全な解決策が可能になります。ここで提供される情報の価値は、いかなる種類の助言でもなく、テストされ効果が実証されたアプローチであることを改めて強調します。このCNC旋削ガイドは、綿密に計画されたソリューションと動的プロセス制御の統合に大きく基づいています。

図3:LSマニュファクチャリング社による旋盤上で回転する真鍮部品の精密加工
旋削加工業者の真の能力と価格の妥当性を評価するにはどうすればよいでしょうか?
最適なCNC旋盤加工業者を見つけるには、価格の問題だけにとらわれてはいけません。当社は、サービスの総合的な信頼性を評価するという信念に基づき、最適なCNC旋盤加工の見積もり価値を効果的に判断できる環境を提供することを使命としています。
基盤システムとプロセス制御の評価
- 認証された品質管理:当社はIATF 16949認証で定められたガイドラインに従っています。これは、プロセス、説明責任、継続的改善に対して非常に規律あるアプローチを提供するからです。
- 透明性の高いコスト構造:当社の見積もりには詳細な内訳(例:材料費45%、機械加工費30%、工具費15%、間接費10% )が記載されており、すべてのCNC旋削加工サービスの価格に見合う価値を証明しています。
- リスク軽減: APQPとPPAPは、試作品段階から実際の生産段階の開始まで、部品のタイムリーな納品と品質を保証するためのプロセスを体系化します。
監査技術能力と測定の完全性
- 計測機器への投資:精密旋削加工中の部品の精度を確認するため、部品のサイズや工具の形状をチェックするために、精度0.0001mmのミツトヨ製の精密測定機を使用しています。
- プロセス文書化:当社は、初回製品報告書、 SPCデータ、検査データを提供することを約束するのではなく、それらを通じて証拠を提供します。
- 技術協力:ここでは、エンジニアが部品の設計を着手前に評価し、可能な最適化を検討します。
業務の透明性とパートナーシップの価値を評価する
- 隠れた費用は一切ありません:当社の無料CNC旋盤加工見積もりには、セットアップ、プログラミング、検査にかかるすべての費用が含まれており、予期せぬ追加料金が発生しないことを保証します。
- 積極的なコミュニケーション:リアルタイムの更新を行い、実際の工具加工プロセスを円滑に進めるために、専任のプロジェクトリーダーを配置します。
- 長期サポート:お客様のチームの一員として、一貫した品質、納期厳守、そして製造プロセスの継続的な最適化をお約束します。
これは当社独自のシステムであり、サプライヤーの性能と実現可能性をテストおよび評価するための基準となります。技術的な信頼性と価値検証という観点から、当社が協力関係にどれほど真摯に取り組んでいるかを明確に示すものです。これは、CNC旋盤加工サプライヤーとしての当社の差別化要因となります。
図4:LS Manufacturing社によるCNC旋削工具の接触点の概略図
LSマニュファクチャリング社(医療機器業界):骨ねじ精密加工プロジェクト
したがって、この事例は、 LS Manufacturing社による精密CNC旋削加工能力が、医療機器の製造に伴う重要な品質問題を解決するためにどのように活用されたかを示しており、最終的には、骨用チタン製ネジの製造方法に以下のような革新的な変化をもたらしました。
クライアントの課題
医療機器の製造を専門とするある企業が、直径3±0.005mmのチタン製骨ねじの製造工程について支援を求めました。同社の従来の工程では、真円度誤差が0.01mm 、表面粗さが0.8ミクロンでしたが、同社が特性を厳密に守っていたにもかかわらず、 80%という驚くべき割合で製品が望ましい特性を得られませんでした。
LSマニュファクチャリングソリューション
スイス型旋盤を用いた、特別にカスタマイズされたCNC旋削加工戦略が採用されました。この特注ソリューションでは、PCD工具、すくい角10°、逃げ角8°、最適化されたパラメータ(切削速度Vc=60m/分、切削速度f=0.02mm/回転、最小量潤滑)が特徴となっています。マイクロ旋削加工構成により切削力と熱負荷が最小限に抑えられ、形状誤差や表面仕上げの問題に直接対処できます。
結果と価値
最終部品の形状は、真円度が0.003mm以下、表面粗さが0.2マイクロメートルという値で得られ、仕様で定められた基準値をはるかに上回りました。同時に、歩留まりも99.5%という驚異的な値に達しました。このように製品に品質保証が組み込まれているため、顧客は80万元を節約することができました。
本プロジェクトは、プロセス革新の導入と統合を通じて、マイクロマシニング分野における高度な課題に取り組む当社の能力を示すものでもあります。当社がCNC旋削加工サービスにおいて付加する価値は、当社の技術力と、顧客との関係における価値を測定するための実証的かつ結果重視の手法によって支えられています。
当社のスイスレベルの旋削加工ソリューションで、医療機器の精度を99.5%の合格率まで向上させましょう。

旋盤技術における将来の動向とイノベーションの方向性の分析
機械加工の未来に必要なのは、単に部品をより速く製造できる機械ではありません。そうではなく、工程のばらつきを自動的に補正できる、よりスマートな機械が必要です。当社は、品質への揺るぎないこだわりをもって、高精度CNC旋削加工の基準を実現・維持するという根本的な課題に取り組む、次世代ソリューションを開発しています。
工具摩耗と熱ドリフトに対する自律的な補償
当社の研究開発は、クローズドループ適応型旋削システムの技術を中心に展開しています。ツールホルダーに搭載された力覚センサーと音響放射センサーを使用することで、機械はリアルタイムで必要な調整内容を把握し、人間の介入なしに最初の部品から1000個目の部品まで一貫した加工精度を実現します。これは、当社のCNC旋削ガイドの特長の一つです。
複雑な形状に対応する統合型ハイブリッド加工
二次加工の必要性を低減または完全に排除するため、旋削加工とレーザーアブレーション、超音波仕上げ加工を組み合わせたシングルセットアッププロセスも開発しています。硬化鋼製の航空宇宙用ブッシュの場合、シングルクランプ加工プロセスにより、外径旋削、特定ベアリング面へのレーザーテクスチャリング、半径部への超音波仕上げを順次完了させることができます。上記の加工工程により、リードタイムを65%短縮することが可能です。
デジタルツインシミュレーションによる予測的プロセス最適化
硬旋削の全工程を指す「全工程」の物理ベースのデジタルツイン化が可能になり、仮想環境内でパラメータをシミュレートできるため、金属を1回転切削する全工程の開始前に、内部応力の発生やチャタリングなどの不快な振動の発生といった特定のパラメータの発生を回避することが可能になります。
当社の成長の道筋は、変動性、複雑性、予測可能性といった現実世界の課題を解決することによって決定されます。また、次の文書では、自己修正機能を備えた統合型シミュレーション加工環境の構築に用いられる実践的なアプローチの概要を説明します。これにより、当社のCNC旋削加工サービスは、将来のCNC旋削加工における課題に対する根本的なエンジニアリングソリューションとして位置づけられ、高度な技術力によって一貫した結果が保証されます。
よくある質問
1. ステンレス鋼の旋削加工に最適な工具材料は何ですか?
最適な選択肢は、 10%コバルト含有炭化セメントをTiAlNでコーティングした基材を選択し、毎分80~120メートルの速度を選択することです。この選択肢はLS Manufacturing社から得られた試験データに基づいています。つまり、この選択肢では、工具の寿命は最大400分になります。
2. Ra0.4μmの表面粗さを経済的に実現するにはどうすればよいか?
LS Manufacturing社は、微細に研磨された工具先端( rε=0.2mm )、 0.05mm/revの送り速度、および研磨技術を用いることで、安定したRa 0.2~0.4μmの加工を実現しています。
3.深穴旋削加工における寸法精度を確保するにはどうすればよいか?
LS Manufacturingでは、最大5MPaの高圧冷却システムを備えた防振ボーリングバーを使用し、50mmごとに切りくずを除去することで、アスペクト比8:1で±0.01mmの精度レベルを実現しました。
4.大量生産における工具コストの管理方法
LSマニュファクチャリングは、工具寿命管理システム、割引購入プログラム、再研磨プログラムを通じて、顧客の工具費用を30~40%削減することで、顧客に貢献しています。
5. 加工が難しい材料を旋削加工する際の注意点は何ですか?
LS Manufacturing社は、靭性の高い基材を選択し、リード角を小さくし、十分な冷却を行うことで、インコネル718の加工において120分の工具寿命を実現しています。
6.旋削加工の正確な見積もりを取得するには?
3Dモデル、材料、データ精度、バッチサイズなどの詳細情報をご提供いただければ、2時間以内に詳細なプロセス分析と見積もりをお送りいたします。
7. 緊急の旋盤加工注文の場合、最短の納期はどれくらいですか?
サンプル注文は24時間以内に対応可能で、少量注文の場合は3~5日かかります。LS Manufacturingは迅速な対応体制を整えています。
8.旋削加工におけるバッチの一貫性を確保するにはどうすればよいか?
LS Manufacturingは、SPCプロセス制御と使用機器の校正により、バッチサイズCPK ≥1.67、合格率99.5%以上を達成しています。
まとめ
科学的な工具選定、精密なパラメータ最適化、そして包括的な品質管理システムにより、精密旋削加工は高品質と高効率の完璧なバランスを実現します。LS Manufacturingは、包括的な技術力と豊富なプロジェクト経験を活かし、設計から製造までエンドツーエンドのソリューションをお客様に提供します。
特注旋削加工ソリューションや正確な見積もりについては、今すぐLS Manufacturingチームにお問い合わせください。図面をアップロードして、専門家による分析と透明性の高い価格設定を受けましょう。特殊な材料や複雑な設計については、専門家との個別相談をご予約ください。無料サンプル作成については、テクニカルサービスホットラインまでお電話ください。図面をアップロードして、お客様だけの旋削加工ソリューションを手に入れましょう!
さらなる高みを目指しませんか?当社の専門家チームが、お客様の高精度旋削加工能力の向上をサポートいたします。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


