
CNC旋削加工とフライス加工のどちらを選択するかは、製造業者にとって最も重要な決定事項の一つですが、多くの場合、意思決定プロセスにおいて、コスト、達成可能な精度、納期に関する明確さが欠如しています。この明確さの欠如は、複雑な部品にとって最適なプロセスを見出すための詳細な調査が行われていない意思決定プロセスに起因しています。
このソリューションは、LS Manufacturingの専門知識と経験に基づき、明確な比較を提供します。コスト要因、許容誤差、リードタイムの要因といった重要な要素を、具体的な比較例を通して評価することで、適切な意思決定に必要な洞察を提供します。

CNC旋削加工とフライス加工の比較:概要
| 側面 | CNC旋盤加工 | CNCフライス加工 |
| コアプロセス | 回転する工作物、固定された切削工具。 | 固定された工作物、回転する多点工具。 |
| 基本幾何学 | 円筒形、円錐形、または放射状の形状。 | 複雑な3D形状、平面、スロット、ポケット。 |
| 主な強み | 軸対称部品の製造における有効性。 | 複雑な形状にも対応できる優れた汎用性。 |
| 典型的な操作 | 正面加工、穴あけ、ねじ切り、溝加工。 | 形状加工、穴あけ、ポケット加工、彫刻。 |
| 主要なコスト要因 | セットアップ時間とサイクル時間、材料除去率。 | プログラミングの複雑さ、加工時間。 |
| 最適な材料利用 | 棒材、鍛造品、旋削加工済みブランク材。 | ブロック、プレート、鋳物、ニアネットシェイプ。 |
| 一般的な用途 | シャフト、ブッシング、継手、フランジ。 | ハウジング、金型、ブラケット、エンジンブロック。 |
| スピードとリードタイム | 回転部品の大量生産向けに増量。 | 状況によります。複雑なプログラミングや設定の場合は、より時間がかかる場合があります。 |
| 精密な機能 | 高い同心度と直径公差。 | 多軸CNC旋削加工やフライス加工における輪郭加工、および位置精度に最適です。 |
データに基づいた洞察によって、意思決定の麻痺を解消しましょう。 旋削加工とフライス加工という2つの加工プロセスを比較検討する際に生じるであろうあらゆる疑問に、このガイドでお答えします。コストの不確実性、精度の妥協、納期に関する懸念を解消し、プロジェクトの成功を支援します。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
旋削加工とフライス加工に関して言えば、CNCに関する研究はインターネット上で数多く見つかるでしょう。しかし、この記事は、教室や図書館ではなく、現場での生産経験に基づいた知見によって裏付けられた、他に類を見ないものです。私たちは、特殊合金の究極の旋削加工とフライス加工、そしてミクロン単位の納期を守るための試行錯誤といった現実の中で、研究を重ね、さらに重要なことに、実際に現場で活動してきました。
数千もの部品を製造する中で、インコネル材料の材料加工手順、振動を回避するための治具加工の最適化など、多くのことを苦労して学んできました。この文書に記載されている推奨事項はすべて、 3D Systemsなどの業界リーダーが確立した業界のベストプラクティスに関するガイダンスや、積層造形(AM)の確立された原則など、様々な課題を克服してきた経験に基づいて開発されています。
このマニュアルは、そうした知識すべてを一つの体系にまとめたものです。私たちが提供するもの、そして皆様と共有したいものは、優れたコピーと完璧なコピーを分ける要素であり、試行錯誤の過程で発生する高額なミスを防ぐのに役立ちます。本書で皆様にお読みいただく内容は、私たちが手がけるすべてのコピーに適用している具体的な知識です。
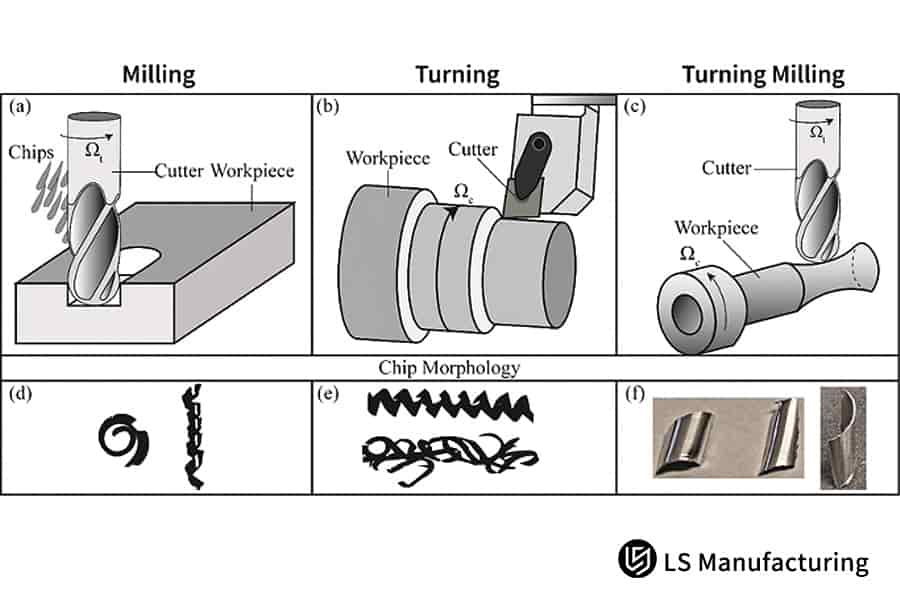
図1:LS Manufacturing社による旋削加工とフライス加工における切りくず形成の違い
CNC旋削加工とフライス加工の主な違いは何ですか?
最適な加工方法を選択することは、複雑な技術的課題であり、加工精度と費用対効果に直接影響します。したがって、本技術ノートの目的は、旋削加工とフライス加工の理論的な違いを分析することで、理論的根拠を比較することです。
| 側面 | CNC旋盤加工 | CNCフライス加工 |
| 基本原則 | 材料除去は、比較的高速( 500~3000rpm )で回転するワークピースから材料を除去する、固定された単刃切削工具によって行われます。 | 回転する多点切削工具(例えば、送り量0.1~0.5mm/歯)が、静止した工作物に対して移動する。 |
| 材料除去 | 一定の切削接触を維持することで、高い連続的な材料除去率を実現します。 | 断続的な切削を行うことで、部品の繊細な形状に対して制御された切削力で複雑な輪郭加工を可能にします。 |
| 基本幾何学 | 軸対称形状(シャフトやブッシュなど)に最適化されています。これは、CNC旋削加工とフライス加工の比較検討における重要な事例です。 | 精密旋削加工では加工できない複雑な三次元形状や空洞の加工に最適です。 |
| プロセス最適化 | 主に、濃度と表面仕上げの回転ダイナミクスの処理を扱います。 | 一般的に、 複雑なフライス加工における変形を最小限に抑えるため、ツールパスを最適化するためにシミュレーションに依存します。 |
具体的な目標を念頭に置いて選択を正当化してください。最適な旋削加工を実現するために精密旋削を重視し、複雑な形状の加工には複雑なフライス加工を使用してください。製造プロセスを選択する際には、形状の複雑さ、材料除去率、切削力などに関する具体的な要件に基づいて判断してください。この記事は、最適な高度製造生産を実現するために必要な技術的専門知識を習得するのに役立ちます。

CNC旋削加工のコストに影響を与える主な要因と、それらを最適化する方法とは?
効果的なコスト管理にはコスト理解が不可欠であり、コスト理解はあらゆる精密プロジェクトの基礎となります。以下のセクションでは、一般的な知識にとどまらず、 CNC旋盤加工のコストに影響を与える要因(材料費、機械費、工具費、セットアップ費)を技術的なレベルで解説します。
戦略的資材管理
材料費は固定されていますが、廃棄物の量は固定されていません。最適化のため、最初の切断前に棒材の在庫に対して高度なネスティングシミュレーションを実行し、出力を最適化します。大規模生産の場合、ニアネットシェイプの鍛造材料を購入することで、原材料消費量を最大40%削減できます。これにより、CNC旋削加工のコストプロセスに直接的な影響が出ます。
プロセスパラメータの最適化
サイクルタイムは、主要なコスト要因の一つと考えられています。データベースとツールパスのシミュレーションに基づき、材料ごとに速度、送り速度、切削深さを最適化するソリューションを検討することが提案されています。例えば、ステンレス鋼部品向けの高圧クーラントを用いた加工方法では、加工速度が22%向上し、加工時間が短縮されました。
データ駆動型ツール戦略
当社では工具を消耗品ではなく、システムとして捉えています。工具摩耗率をご覧いただければ、当社の予知保全プログラムを効果的に活用することで、予期せぬ機械のダウンタイムや表面仕上げの不具合が発生しないことがお分かりいただけるでしょう。特定の超硬合金グレードに切り替えて長期間アルミニウム加工を行った結果、工具寿命が300%延長され、工具コストをより長い生産期間にわたって分散させることができた事例が記録されています。
バッチごとの運用計画
コスト効率は加工量によって異なります。試作品加工には、標準化されたセットアップ設備を使用します。大量生産の旋削加工には、工具ごとにカスタマイズされた治具を使用します。上記のセットアップを前回の自動車部品の注文に適用したところ、機械サイクルタイムを18%削減することができ、規模の経済が実現しました。この戦略は、当社のCNC加工サービスガイドに記載されています。
効果的なコスト管理には、製造を個別の工程としてではなく、統合されたシステムとして捉えることが不可欠です。上記の戦略は、パフォーマンスデータに基づいており、複雑な部品の予算編成と価格競争力を高めることを可能にします。このCNC加工サービスガイドは、あらゆる効率性が直接的に優位性につながる、高付加価値で競争力のある製造シナリオに不可欠な技術的な深みを提供します。
CNCフライス加工において、高精度制御はどのように実現されるのか?重要な技術的パラメータとは何か?
信頼性の高いサブミクロンCNCフライス加工精度を実現するためのシステムアプローチは、機械仕様だけでなく、プロセス安定性、熱特性、制御挙動など、はるかに多くの要素を含みます。その基盤となるのは、累積誤差を分離し、微細な公差を繰り返し保護することです。
基礎制御:機械、動作、および熱安定性
- システム統合:システム統合では、高解像度リニアスケールを使用することに加え、ハイデンハインなどの最新のCNC旋削およびフライス加工システムを使用することで、 ±0.005mmの精度で位置決めフィードバックを保証するクローズドループシステムを実現しています。
- 熱誤差補正:この特殊処理には、 20MPaの高圧冷却液の使用が含まれており、これによりチタン合金の加工における熱膨張誤差を0.01mmに抑えることができます。
プロセス安定性の最適化
- 工具および工具経路戦略:これは、微細粒超硬合金とAlTiNコーティングを施したカッターなどの特殊なカッターと、トロコイド切削や適応切削などのよりシンプルな切削経路技術を採用することで、カッターのたわみや振動を最小限に抑え、より小さな平均半径方向力でカッターを完全に接触させ、より滑らかな仕上がりを実現する方法です。
- 高度なワーク保持:カスタム設計された剛性の高い治具は、精密部品の高度な硬度向上や、航空機部品の薄肉部品における位置精度を低下させる不要な振動の直接的な減衰に活用されています。
予測可能な結果を得るためのパラメータ戦略
- 荒削り段階:この段階では、切削工具の力制御とともに、最適な材料除去とストック許容量の算出に関連するパラメータが重要になります。
- 仕上げ工程:この工程では加工方法が変更されます。工具による残留応力や圧力に対処するため、この工程では、複雑な曲線において重要な寸法精度と表面の完全性を実現するために、高速スピンドル回転(例えば12,000rpm以上)、小ステップオーバー(例えば0.1mm )、浅い切削(例えば0.5mm )が用いられます。
機械のフィードバックから温度平衡、工具の実際の経路に至るまで、加工システム全体をこのように制御することで、ミクロンレベルの精度を実現できます。本書で説明するこれらの基準は、実際のデータに基づいて検証されており、 高精度フライス加工の成功を測る基準となっています。
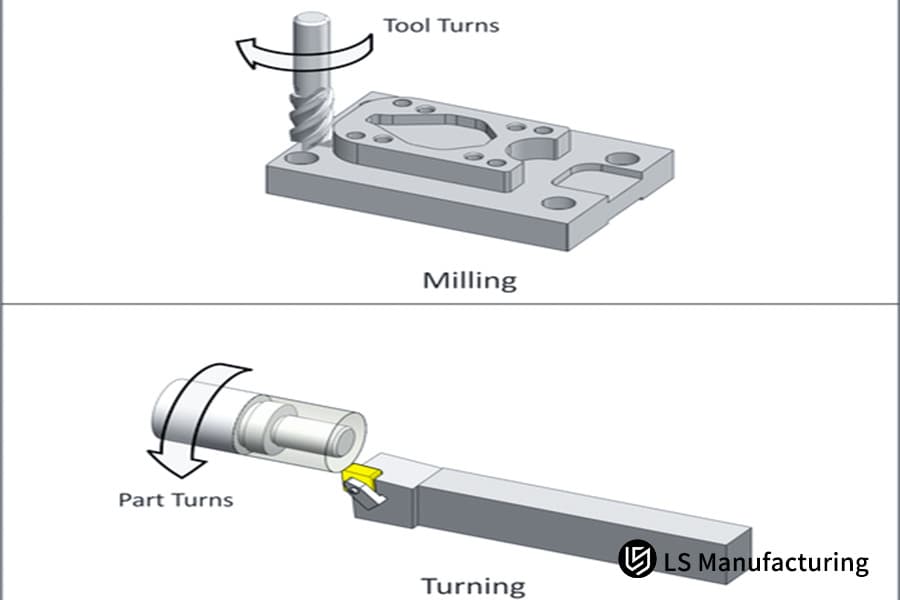
図2:LS Manufacturing社によるCNC旋削加工とフライス加工における工具回転の比較
CNC旋盤加工プロジェクトの納期を最適化するには?
プロジェクトスケジュールの短縮は、加工工程のみではなく、プロセス全体の流れを優先できるように実施する必要があります。CNC旋盤加工のリードタイムサイクルを改善することは、市場への対応力を高め、在庫コストを削減する非常に効果的な手段です。プロジェクトスケジュールを短縮する方法については、以下で説明します。
並列処理エンジニアリング
当社では、部品の製造性を向上させるために改良を重ね、工程数を最小限に抑えたプロセスを計画しています。例えば、交差穴あけ加工の場合、サブスピンドルとライブツールを活用することで、セットアップ段階で加工を完了させることができます。このアプローチにより、最近のピニオンギアプロジェクトでは3回のセットアップが不要となり、合理化された旋削加工プロセス全体の所要時間を14日から5日に短縮することができました。
動的な生産スケジューリングとモニタリング
効率性は可視性と密接に関係しています。当社のスマートスケジューリングシステムは、納期だけでなく、リアルタイムの機械と材料の可用性に基づいてリソースを割り当てます。ダッシュボード上でリアルタイムの進捗状況を確認できます。このシステムにより、複数バリエーションの部品の注文に対して2台の旋盤で同時加工が可能になり、設備稼働率が30%向上し、納期が25%短縮されました。
統合サプライチェーン&ロジスティクス
材料調達と後処理も当社のシステムの一部です。標準材料部品に必要な在庫レベルも検討・承認され、特殊合金は必要に応じて作業開始まで、事前に承認されたパートナーの施錠された箱に保管されます。二次加工であるめっきは、バッチ処理が完了した時点で開始されます。CNC旋削およびフライス加工サービスにおける当社のCNCプロセスでは、シームレスなシステム統合手順を採用しているため、引き渡しに通常2~3日かかることはありません。
データ駆動型のスケジューリングとサプライチェーン全体を通じた統合と相まって、並列処理は、リードタイムを固定見積もりから変動へと移行させる相互依存のサイクルを構築するための基盤となる。これこそが、競争力のある高付加価値精密旋削加工において、予測可能で迅速な納期を実現する鍵となる。
部品形状に基づいて旋削加工とフライス加工を科学的に選択するには?
CNC加工方法の選択は、コストとリードタイムに大きな影響を与える重要な技術的決定です。本章では、形状に基づいた方法選択アプローチを紹介します。このアプローチは、部品を効率的に製造するための、本格的なCNC加工サービスガイドにおける方法選択に必要なすべての要件を満たしています。
| 決定要因 | CNC旋削加工を好む | フェイバーCNCフライス加工 |
| 基本幾何学 | 主回転対称性を持つ部品(シャフト、ディスク、シリンダーなど)に特化しています。 | 複雑な3D輪郭、ポケット、または回転しない表面定義要素が関係する角柱状部品には、この処理が必要です。 |
| 機能の複雑さ | ねじ山や穴など、中心軸を持つ放射状の特徴。 | 間違いなく複雑な側面であり、複雑な表面、アンダーカット、複雑な形状などが注目を集め、旋削加工とフライス加工の違いを際立たせている。 |
| 寸法スケール | 一般的に直径500mm以下の加工において非常に効率的であり、大量生産の回転加工にも常に適しています。 | 部品の回転に影響されないため、平面部品やコンポーネントの広い領域と局所的な領域の両方で機能します。 |
| 構造上の考慮事項 | 立体形状の旋削加工に好ましい方法です。薄肉部品の場合、加工中にびびり振動が発生する場合は、特別な旋削加工が必要になることもあります。 | このような技術は、特に薄肉加工や構造加工において、精密な切削力が必要となるため、非常に有利である。 |
最良の選択肢は、まず主要な対称性を評価し、次に二次的な特徴を評価することです。ハイブリッドコンポーネントに関しては、マルチタスクマシンにおける複合プロセスの必要性を判断する必要があります。このような効果的なアプローチがあるからこそ、プロセス決定におけるエンジニアリング面が意味を持つようになるのです。

図3:LS ManufacturingによるCNCフライス加工および旋削加工の工程とサプライヤーの選定
LSマニュファクチャリングが精密機械加工において独自の技術的優位性を持つ理由は?
高精度旋削・フライス加工におけるリーダーシップは、従来の機械加工の枠を超え、プロセス技術の最適化と制御システムの統合に関する専門知識の開発へと必然的に発展します。LS Manufacturingが優位性を獲得する秘訣は、「総合的な手法」によって機械の安定性、ツーリングシステム、測定技術といった主要な課題に効果的に対処し、以下の主要項目のほとんどにおいて業界標準を20%以上上回る性能を実現している点にあります。
比類なき安定性を実現する高度なプロセス制御
当社は、振動をリアルタイムで抑制するために、アクティブダンピング技術を加工センターやスピンドルに組み込んでいます。社内テストでは、当社の特許取得済みフィードバックループにより、従来の技術では表面仕上げがRa 0.8ミクロンである複雑な航空機材料に対して、 Ra 0.2ミクロンの表面仕上げを実現できることが実証されています。当社のプロセスは歪みを防止します。熱パターンのモデリングと最大20MPaでの綿密に計画された冷却を組み合わせることで、ワークピースの熱安定性を長時間のサイクルで±0.005mmに保証できます。これは、 精密加工の比較において重要な要素となります。
独自の工具と社内イノベーション
- 特許取得済みのツーリングソリューション:社内で設計・製造された振動減衰ツールホルダーは、チタンなどの難削材の工具寿命を最大40%延長し、精度や表面仕上げに影響を与えることなく積極的な切削条件を促進します。
- 最適化パラメータライブラリ:ここには、数千回の加工データから構築された独自の切削データベースが格納されています。材料と形状の組み合わせに合わせて最適化された送り速度、切削速度、切削経路を直接使用することで、試行錯誤に費やす時間を最小限に抑えることができます。
統合品質保証エコシステム
- 計測主導型プロセス:精度は発生源でチェックされます。工程内プロービングと工程後のCMM検査は最終チェックではなく、統合されたフィードバック機構です。これらのシステムからのデータは、加工パラメータをリアルタイムで直接調整し、精度を高めるための閉ループを構築します。
- 認証されたシステムの厳格性:当社の品質管理システムはISO 9001:2015の認証を受けており、材料自体の認証から最終検査報告書に至るまで、すべてのコンポーネントのトレーサビリティと再現性を保証します。
包括的な技術提携
当社の価値は、共同エンジニアリングにも及びます。徹底したDFM分析に基づき、包括的な旋削・フライス加工ソリューションを提供します。共同作業段階を経て、工具適合性、薄肉部のたわみ、公差の累積といった課題を、通常は生産前に解決することで、お客様のコスト削減とリードタイム短縮を実現します。
プロセス制御、独自開発の工具、統合計測、技術提携といった密接に関連する要素は、予測可能で優れた成果を生み出す、まとまりのあるシステムとして機能します。実際、このアプローチは、複雑な要求事項を製造可能なものへと変える、リスクが高く重要な状況下において、 CNC旋削フライス加工サプライヤーの選定を成功させるために、高度な技術力と信頼性を提供します。
CNC加工サプライヤーを選定する際に考慮すべき重要な基準は何ですか?
単なる見積もりにとどまらず、より包括的な評価を行うためには、技術力、プロセス能力、そしてパートナーシップにおける信頼性を備えた、資格のあるサプライヤーを選定する必要があります。以下のセクションの概要は、 CNC旋削フライス加工サプライヤーの選定にも構造を与え、プロジェクトの成功に以下の点で影響を与えます。
技術力とプロセス検証
設備リストではなく、技術力に基づいて監査を実施してください。能力を確認するには、過去に完了した類似プロジェクトの技術プロセス詳細を精査し、達成された公差や表面仕上げ、加工材料などを確認してください。有能なサプライヤーであれば、一般的な主張ではなく、具体的な事例研究を通して、旋削加工とフライス加工における包括的な能力を容易に実証できるはずです。
品質システムおよびプロセス管理の証拠
品質システムが生産システムにどの程度組み込まれているかを評価するには、最近の生産サイクルでプロセスが安定した状態にあることを示す統計的プロセス管理図や、適合レベルを一覧にしたFAIR(初回合格報告書)などの文書を要求する。これにより、システムが欠陥を検出するだけでなく、未然に防ぐものであることが確認でき、これは信頼性の高いCNC加工サービスガイドの推奨事項の要となる。
迅速な対応力と協調的な問題解決能力
プロジェクト管理とコミュニケーションプロセスを評価します。見積もりプロセスでは、部品を最適化するために、製造性設計(DFM)分析のコメントがすべて提供されているかどうかを評価します。真のパートナーは、最初から技術的に関与し、単純なRFQを協力的なエンジニアリングの議論に変えてプロジェクトのリスクを軽減し、 精密旋削加工とフライス加工におけるパートナーシップ。
このデータ駆動型かつ構造化された分析は、価格重視から価値とリスク要因重視へとパラダイムシフトをもたらす上で極めて重要です。これらの視点を戦略的に活用することで、複雑かつ高付加価値の製造要件に対応できる専門知識とパートナーシップに裏付けられた方法で、CNC旋削フライス加工サプライヤーの選定が確実に行われるようになります。
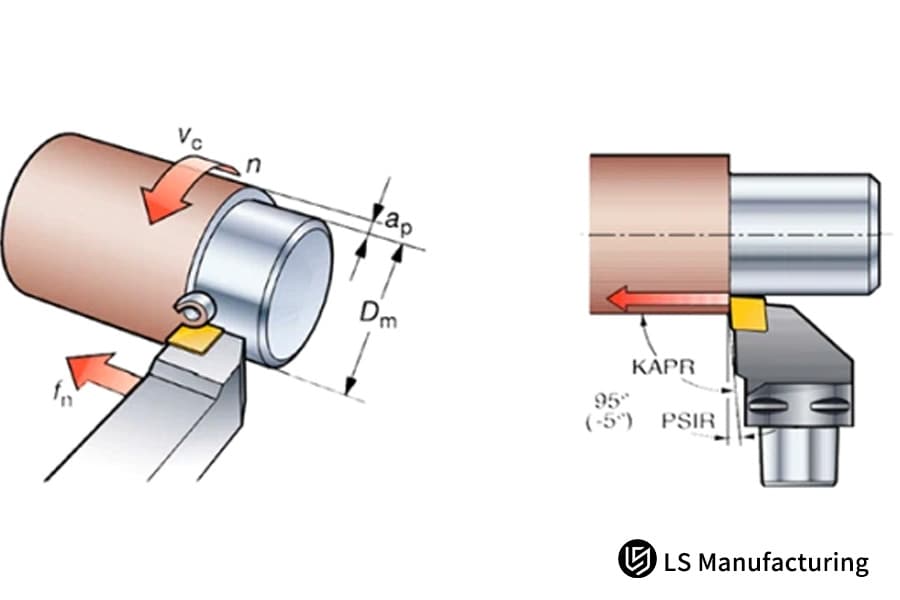
図4:LS ManufacturingによるCNC旋削加工とフライス加工のパラメータおよびツールパス比較図
LSマニュファクチャリング航空宇宙部門:チタン合金製コンプレッサーブレードのカスタム機械加工
特にこのプロジェクトでは、LS Manufacturingが航空業界の顧客向けに高精度な精密機械加工を行ったことが実証され、 CNC旋削加工やフライス加工サービスにおける高品質を実現するだけでなく、さらに以下の点においても当社のプロ意識が際立っています。
クライアントの課題
大手航空宇宙開発機関の一つが、Ti-6Al-4V製のコンプレッサーブレード50セットを必要としていた。しかし、 ±0.03mmというプロファイル公差を達成するのは困難だった。そのため、従来の精密旋削加工やフライス加工では、ワークピースの熱応力変形により35%の不良率が生じた。これは試作機の試験スケジュールに悪影響を及ぼし、プロジェクトコストが40%増加、結果としてプロジェクトが6週間遅延することになった。
LSマニュファクチャリングソリューション
当社は高精度5軸フライス加工に注力しています。専用の可変ヘリックスエンドカッティングミルを用いた段階的な荒加工および仕上げ加工プロセスを採用しました。120バールの高圧クーラントシステムと、1500rpmの主軸回転速度および0.3mm/歯の送り速度という厳選されたパラメータ設定を組み合わせることで、加工の成功に貢献しました。このような組み合わせにより、あらゆる精密加工の比較において重要な考慮事項である変形の問題を直接的に軽減することができました。
結果と価値
このプロジェクトは10日間で完了し、クライアントの当初の目標である15日間よりも33%短縮されました。最終部品検査では、プロファイル精度が±0.02mmであることが確認され、仕様を33%上回りました。最適化されたプロセスにより不良品が排除され、クライアントの単位コストが20%削減されました。この高精度フライス加工における信頼性の向上により、エンジンの検証サイクルが1か月短縮され、戦略的なプロセスエンジニアリングがCNCフライス加工のコストと市場投入までの時間を直接的に削減できることが実証されました。
この事例は、極めて困難な製造課題に対する当社の体系的な手法を典型的に示しています。高度なプロセスシミュレーション、パラメータ最適化、および動的制御を統合することで、複雑な仕様を信頼性の高い高歩留まり生産へと変換します。CNC旋削加工における高度な精度とフライス加工の専門知識こそが、ミッションクリティカルな高精度航空宇宙部品の製造における当社の独自の価値を決定づけるものです。
実績のある当社の航空宇宙機械加工ソリューションで、比類のない精度を実現し、納期を短縮しましょう。

よくある質問
1. 大量生産には、CNC旋削加工とフライス加工のどちらがより適していますか?
軸対称部品の大量生産には、コスト効率の良い旋削加工が適しています。一方、複雑な部品や少量生産には、フライス加工が適しています。LS Manufacturingでは、意思決定に役立つコスト計算ツールも提供しています。
2. CNCフライス加工の精度と安定性をどのように確保していますか?
LS Manufacturing社は、機械の校正にあたり、切断装置の最適化を通じて、精度偏差が0.01mm未満のRenishaw製プローブを使用し、切断パラメータが正確であることを確認しています。
3. CNC旋盤加工で実現可能な最小穴径はどれくらいですか?
使用する工具にもよりますが、加工可能な最小穴径は0.5mmです。適合性に関する追加情報も提供されます。旋削加工とフライス加工の違いを理解することで、精密な穴加工に適した加工方法を選択することができます。
4. 配送遅延の一般的な原因は何ですか?また、どのようにすれば遅延を回避できますか?
原因としては、機器の故障や不適切な工程などが挙げられますが、LS Manufacturing社は予防保全と冗長なスケジュール管理によって、 98%の納期遵守率を保証しています。
5. LS Manufacturingは顧客の知的財産をどのように保護していますか?
当社では、機密保持契約(NDA)の締結と暗号化されたデータ管理システムを導入し、設計図面のセキュリティを維持することで、過去に漏洩の記録が残らないようにしています。これは、 CNC旋削加工、フライス加工、その他の加工を含むあらゆる種類のプロジェクトに適用されます。
6.複雑な部品の加工には追加費用がかかりますか?
部品の複雑さに応じて、LS Manufacturingは価格見積もりを提供いたします。複雑な部品の場合、10~20%の割増料金が発生する場合がありますが、当社のプラットフォームを通じて正確なカスタム見積もりを取得できます。DFM最適化によりコストを削減でき、旋削加工とフライス加工の違いを比較して、コストの観点からより良い方法を選択できます。
7. サプライヤーの加工能力を検証するにはどうすればよいですか?
LS Manufacturingの事例紹介と設備リストをご覧ください。LS Manufacturingは、現場訪問やサンプル加工レポートの提供も行っており、CNC旋削加工とフライス加工の違いを実際に確認できます。
8. LS Manufacturingは小ロットのカスタマイズに対応していますか?
実際、最小注文数量は1個で、少量生産品向けに無料のDFM解析も提供しています。
まとめ
上記の記事では、CNC旋削加工とCNCフライス加工のコスト、精度、リードタイムの違いについて詳細な分析を行いました。LS Manufacturingからの情報に基づき、この記事では、科学的な意思決定力を機械加工サービスに適用することで、プロジェクト遂行時の効率性が向上することを示しました。課題やジレンマに直面した際は、LS Manufacturingをソリューションプロバイダーまたはビジネスパートナーとしてご検討ください。
今すぐ行動を起こしましょう!「無料見積もりを取得」をクリックするか、図面をアップロードして、LS Manufacturingの専門家による個別評価を受けてください。お客様の加工計画の最適化、リードタイムの短縮、コスト削減をお手伝いいたします。ご関心のあるお客様は、直接訪問して当社の専門能力をご確認いただけます。
今すぐお客様専用のCNC旋削・フライス加工最適化レポートを入手しましょう!当社の専門家が最適な方法を見つけ出し、コスト削減と納期短縮を実現します。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


