
I servizi di lavorazione CNC di precisione per il settore medicale colmano questa lacuna critica tra la perfezione di laboratorio e la realtà clinica per i dispositivi di fusione spinale. Il problema fondamentale dei fornitori convenzionali di componenti medicali è che si limitano a garantire la conformità geometrica, ignorando completamente i requisiti biologici relativi alla pulizia dei pori e all'incompatibilità meccanica, elementi cruciali per prevenire risposte biologiche come l'infiammazione e lo stress-shielding . La sinergia tra le nostre tecnologie CNC a 5 assi e la produzione additiva conferisce funzionalità e sicurezza biologica alla struttura stessa dell'impianto.
La nostra tecnologia di produzione biocompatibile ha dimostrato di raggiungere risultati concreti grazie al nostro processo proprietario di ultra-finitura e bioattivazione, che riduce del 40% i livelli di ossigeno superficiale per le leghe Ti-6Al-4V ELI , triplicando al contempo la capacità di deposizione di idrossiapatite, con design a modulo gradiente per un trasferimento di carico ottimale. Scegliere i nostri servizi significa assicurarsi una polizza assicurativa completa sulle prestazioni cliniche, integrata in ogni poro, con la nostra checklist definitiva per l'audit di biointegrazione.
Lavorazioni CNC di precisione per il settore medicale: standard essenziali
| Requisito obbligatorio | Il nostro protocollo di implementazione |
| Tracciabilità completa dei materiali e dei processi | I componenti lavorati a CNC vengono fabbricati con documentazione completa (Device Master Record), dal materiale certificato al pezzo finito, in conformità con ISO 13485/FDA QSR . |
| Garanzia di biocompatibilità assoluta | La lavorazione viene eseguita utilizzando materiali qualificati (ad esempio, 316LVM, Ti-6Al-4V ELI ) in un ambiente pulito, seguita da pulizia, passivazione e validazione dell'imballaggio. |
| Precisione delle caratteristiche su scala micrometrica | Le tolleranze per gli strumenti chirurgici e gli impianti devono essere entro ±0,005 mm ; ciò si ottiene mediante torni di tipo svizzero, micro-attrezzature e misurazioni ottiche. |
| Geometrie complesse e specifiche per il paziente | La lavorazione di geometrie organiche complesse a partire da immagini mediche richiede sistemi CAM avanzati a 5 assi , nonché verifiche per garantire che l'impianto corrisponda esattamente al piano chirurgico. |
| Produzione in camera bianca validata | Le operazioni critiche in camera bianca in ambienti di classe 7/8 garantiscono che i componenti non siano contaminati, con protocolli per i test su particelle ed endotossine per i componenti che entrano in contatto con campi sterili o tessuti corporei. |
| Il nostro sistema di gestione della qualità basato sul rischio | Utilizziamo un processo di approvazione dei componenti di produzione (PPAP), il controllo statistico di processo (SPC) e un'ispezione al 100% di tutte le dimensioni critiche per la sicurezza. |
| Risultato: Conformità normativa | Non fornisce solo un componente, ma un fascicolo tecnico completo a supporto delle pratiche normative ( 510(k), marchio CE ), accelerando il percorso verso il mercato. |
| Risultato: Sicurezza del paziente senza compromessi. | Garantisce che ogni componente soddisfi i più elevati standard di sicurezza, efficacia e affidabilità , dai dispositivi diagnostici e chirurgici a quelli impiantabili. |
Affrontiamo la sfida fondamentale della lavorazione CNC nella produzione di componenti medicali, dove la precisione è sinonimo di sicurezza. Offriamo processi certificati e tracciabili che garantiscono biocompatibilità, precisione micrometrica e conformità normativa. Assicuriamo dispositivi e impianti sicuri, efficaci e affidabili, accelerando il vostro percorso verso il mercato e garantendo i migliori risultati clinici.
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
Esistono numerose fonti di riferimento sull'argomento della lavorazione meccanica; tuttavia, questa risorsa fornisce informazioni comprovate sulla lavorazione CNC di precisione di gabbie spinali in titanio per uso medicale . Non ci affidiamo alla teoria; disponiamo di un'officina dove l'integrazione ossea ottimale, nonostante problematiche quali la pulizia della struttura porosa e la schermatura dalle sollecitazioni, è la nostra priorità. Le nostre informazioni vengono create nell'officina dove realizziamo impianti medicali in cui il fallimento non è un'opzione e dove è fondamentale rispettare standard come quelli pubblicati da TWI Global .
Le nostre informazioni nascono dalla risoluzione di problemi concreti, come la prevenzione delle infiammazioni causate dai residui di polvere e la garanzia della compatibilità meccanica attraverso design a gradiente. Ogni fase viene testata rispetto a standard rigorosi, come quelli pubblicati dall'International Aerospace Quality Group (IAQG) , acquisiti grazie ad anni di produzione di successo.
Siamo disposti a condividere la nostra esperienza, non i nostri titoli accademici. Le tecniche e le strategie presentate in questo documento per l'ottimizzazione del percorso utensile e la post-elaborazione per la Ti-6Al-4V ELI sono quelle che applichiamo quotidianamente nel nostro lavoro per realizzare gabbie che funzionino in modo impeccabile in combinazione. Questo documento ha lo scopo di aiutarvi a beneficiare della nostra esperienza per garantire il successo e la sicurezza del vostro dispositivo e del vostro paziente.

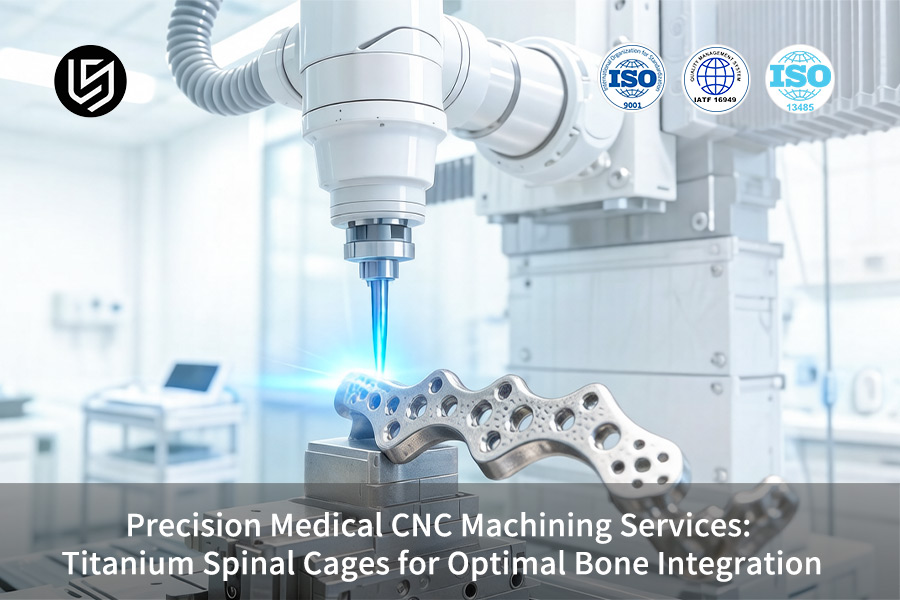
Figura 1: Lavorazione CNC di una gabbia spinale personalizzata in titanio poroso per ottimizzare l'integrazione ossea nelle procedure di fusione spinale.
Quali sono i principali fattori legati al processo produttivo che causano il fallimento dell'osteointegrazione o le complicazioni delle gabbie per la fusione spinale?
Il successo clinico a lungo termine di un impianto per fusione spinale è, in sostanza, determinato durante la fase di produzione. Questo documento presenta un approccio integrato per l'eliminazione dei fattori scatenanti di guasti legati alla producibilità, attraverso il controllo delle cause profonde dei guasti dell'impianto durante la produzione. L'approccio garantisce la scienza dei materiali, la precisione e l'integrità biomeccanica per affrontare in un unico passaggio le problematiche critiche di pulizia, stato della superficie e compatibilità meccanica:
Decontaminazione multistadio validata di strutture porose
Utilizziamo un metodo di pulizia multistadio brevettato per le strutture reticolari realizzate con la manifattura additiva. Il metodo include la rimozione delle polveri mediante solvente, l'agitazione ultrasonica pulsata e l'asciugatura sottovuoto. Il metodo è validato tramite micro-CT per garantire che tutte le particelle all'interno della struttura reticolare abbiano una massa inferiore a 5 ppm . Questo risolve uno dei principali problemi legati all'infiammazione associata agli impianti. L'impianto risulta quindi di assoluta integrità per l'osteointegrazione. La pulizia interna assoluta è un requisito imprescindibile per la produzione e la biocompatibilità .
Ingegneria di superficie controllata per una bioattività ottimale
Controlliamo con precisione lo stato superficiale del titanio. L'ossidazione termica è controllata con precisione per ottenere uno strato uniforme di ossido di titanio a livello nanometrico. Tutte le lavorazioni CNC delle gabbie spinali in titanio vengono eseguite in camera bianca per garantire l'assenza di contaminazione. Il materiale è quindi caratterizzato da uno stato superficiale più idrofilo e con maggiore capacità di assorbimento proteico, il che influenza direttamente la velocità di adesione e proliferazione degli osteoblasti, creando così un materiale ospite bioattivo.
Armonia biomeccanica tramite produzione ibrida
Raggiungiamo questo obiettivo attraverso l'utilizzo di analisi agli elementi finiti specifiche per il paziente, al fine di progettare il supporto reticolare/solido. Le interfacce critiche portanti dell'impianto vengono lavorate con precisione mediante macchine CNC con tolleranze inferiori a 10 micron. Le regioni porose dell'impianto sono realizzate tramite SLM (Selective Laser Melting). L' integrazione delle lavorazioni garantisce che la rigidità complessiva sia equivalente a quella dell'osso. La metrologia mediante lavorazione CNC viene utilizzata per validare la geometria dell'impianto su stampi master.
La nostra autorevolezza è comprovata dalla capacità di correlare specifici parametri di processo, come la frequenza degli ultrasuoni o la temperatura di ossidazione , a risultati biologici quantificabili. Affrontiamo il problema fondamentale di come combinare tecniche avanzate di lavorazione CNC con tecniche di produzione additiva per offrire un sistema biomeccanico verificato, progettato da zero per ottenere l'osteointegrazione, piuttosto che un semplice prodotto fabbricato.

Come si può progettare e realizzare una struttura porosa ideale che favorisca la crescita ossea all'interno delle gabbie per la fusione spinale?
Per ottenere l'integrazione ossea nelle gabbie per fusione spinale, è necessario progettare una struttura reticolare che sia non solo biologicamente permissiva, ma anche meccanicamente adeguata . In questo documento, descriviamo il nostro rigoroso approccio alla progettazione, all'ottimizzazione e, soprattutto, alla produzione di tali strutture, al fine di garantire che il nostro prodotto finale, ottenuto tramite lavorazione CNC, riproduca fedelmente i criteri di prestazione biologica e meccanica desiderati.
Ottimizzazione dei parametri tramite simulazione biomeccanica
- Porosità e dimensione dei pori mirate: con l'analisi agli elementi finiti (FEA) otteniamo una porosità specifica per il sito ( 60-80% ) e pori target nell'intervallo di 300-700 µm per gli impianti di integrazione ossea .
- Interconnettività garantita: i nostri strumenti di progettazione assicurano un'interconnessione dei pori al 100% , elemento fondamentale per la vascolarizzazione.
- Mimetismo meccanico: il modulo delle nostre strutture reticolari è paragonabile a quello dell'osso ospite, prevenendo così l'effetto di schermatura delle sollecitazioni.
Selezione della cella unitaria per prestazioni mirate
- Struttura portante primaria: La cella unitaria a diamante viene utilizzata come struttura reticolare primaria grazie alla sua elevata resistenza e permeabilità per le zone di fusione.
- Bioattività periferica potenziata: le cellule unitarie giroidi vengono impiegate per aumentare la bioattività nelle aree periferiche dell'impianto .
- Integrazione ibrida senza soluzione di continuità: le strutture reticolari e le zone solide lavorate a CNC si fondono armoniosamente.
Garantire la fedeltà dimensionale dal file al pezzo
- Compensazione per la progettazione per la produzione additiva: un database proprietario pre-regola i diametri dei montanti in CAD per compensare gli effetti del bagno di fusione nella produzione additiva di impianti .
- Post-trattamento validato: una ricetta di lucidatura chimica controllata garantisce una pulizia uniforme dei montanti senza erosione critica.
- Verifica metrologica: Verifica delle metriche critiche dei pori tramite scansione micro-CT per garantire che rientrino entro il 10% dei valori previsti in fase di progettazione.
La nostra autorevolezza deriva dalla capacità di controllare l'intero processo, dal digitale al fisico. Colmiamo il divario tra la progettazione ideale di strutture porose per gabbie spinali e le realtà della produzione attraverso la progettazione compensata, la lavorazione CNC ibrida e la verifica. La struttura reticolare che produciamo è quindi al contempo biomeccanicamente valida ed biologicamente efficace come impalcatura.
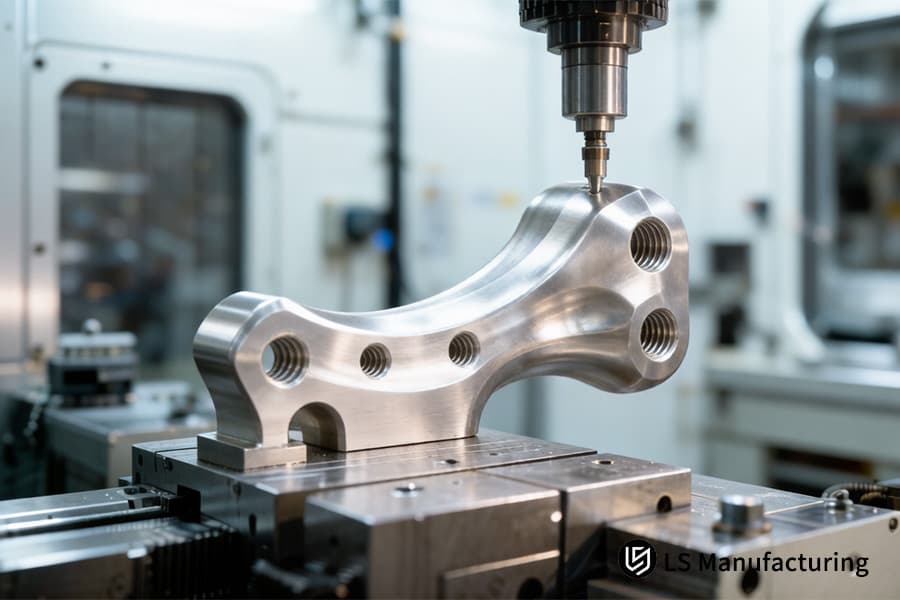
Figura 2: Lavorazione attiva di una gabbia spinale in lega di titanio in sala operatoria per impianto ortopedico.
In che modo la lavorazione di precisione delle leghe di titanio di grado medicale garantisce l'integrità superficiale e la pulizia degli impianti?
Per ottenere un'interfaccia completamente bioattiva, sono necessarie un'integrità e una pulizia superficiale assolute. La nostra strategia di produzione "Biograde Surface" prevede l'eliminazione di micro-difetti e impurità per un'osteointegrazione prevedibile, risolvendo il problema fondamentale di concretizzare l'intento progettuale in termini di prestazioni biologiche.
Eliminazione dei micro-difetti tramite lavorazione di ultra-precisione
Le basi per questo processo vengono gettate durante le lavorazioni CNC di precisione per il settore medicale . La nostra azienda utilizza un processo di lavorazione in due fasi per i nostri componenti di precisione. In primo luogo, le aree critiche, come le placche terminali dei dispositivi di fusione, vengono fresate utilizzando utensili di lavorazione in diamante monocristallino in condizioni ottimali durante la fase finale. Questa lavorazione CNC di altissima precisione fornisce una finitura superficiale a specchio ( Ra ≤ 0,2 μm ). Successivamente, e soprattutto, si procede con un processo meticoloso e accurato di rimozione di tutte le micro-lacerazioni nei fori delle viti e nei canali interni, utilizzando metodi manuali e microscopici.
Rimozione dello strato danneggiato e passivazione
Nonostante la perfetta lavorazione, rimane una zona alterata dal processo. Applichiamo il processo di elettrolucidatura al titanio medicale, un processo di dissoluzione anodica a controllo preciso. Questo processo rimuove con precisione lo strato superficiale di 10-30 μm , eliminando la microstruttura compromessa, le microfratture e i contaminanti incorporati derivanti dalle precedenti fasi di lavorazione CNC avanzata . Inoltre, forma un film di ossido passivante uniforme ricco di Cr2O2, migliorando la resistenza alla corrosione, e garantisce una finitura superficiale uniforme e chimicamente modificata .
Processo di pulizia ultra-pulito multistadio validato
Dopo il processo di elettrolucidatura, i componenti vengono sottoposti a un processo di pulizia validato, che si svolge in una camera bianca di Classe 10.000 . Il processo comprende un'immersione alcalina, un risciacquo acido, risciacqui multipli con acqua ultrasonica (UPW), agitazione ultrasonica e spruzzatura ad alta pressione, tutti processi additivi per la rimozione dei contaminanti. La fase finale di asciugatura avviene in un ambiente sottovuoto con flusso laminare di Classe 100. Il processo di pulizia viene validato secondo la norma ASTM F2459, fornendo così livelli quantificabili di conteggio delle particelle.
Questo documento presenta un processo non negoziabile in cui la produzione CNC di precisione è solo il punto di partenza. Il nostro elemento distintivo risiede nell'integrazione e nella validazione della sequenza di processi di rimozione dei difetti, affinamento elettrochimico e rimozione delle particelle. Non ci limitiamo a produrre un componente, ma realizziamo una biointerfaccia garantita priva di contaminanti, tracciabile dalla lavorazione CNC medicale al confezionamento in camera bianca.

Figura 3: Realizzazione di gabbie spinali in lega di titanio biocompatibile per l'impianto di fusione spinale di precisione.
Come si può controllare il modulo elastico di un dispositivo di fusione attraverso i processi di produzione in modo che corrisponda a quello dell'osso ospite?
Lo stress shielding, ovvero una significativa discrepanza tra la rigidità del materiale dell'impianto e quella del tessuto osseo, è una nota causa di fallimento nelle fusioni. In questo documento, descriveremo il nostro approccio di lavorazione CNC per una nuova integrazione "Progettazione-Materiale-Processo" finalizzata alla progettazione di gabbie spinali in titanio personalizzate , in modo da adattarsi al modulo elastico dell'osso. Le sezioni seguenti illustreranno un approccio sistematico per ottenere un preciso adattamento del modulo elastico .
| Strategia | Attuazione chiave e risultato quantificabile |
| Selezione dei materiali: leghe di titanio beta | Il Ti-13Nb-13Zr (~60 GPa) al posto del Ti-6Al-4V (~110 GPa) ha un modulo di base più vicino a quello dell'osso corticale ( ~20 GPa ). |
| Progettazione di una struttura porosa a gradiente | La produzione additiva di strutture reticolari a densità variabile offre la possibilità di progettare il gradiente del modulo elastico dal nucleo verso l'interfaccia ossea. |
| Trattamento termico post-processo | Trattamento di solubilizzazione e invecchiamento su misura di determinate leghe beta, che offre la possibilità di regolare il modulo finale entro un certo intervallo ( 55-80 GPa ). |
| Ottimizzazione dei parametri di lavorazione | Nella lavorazione delle leghe di titanio beta , specifici parametri della lavorazione CNC di precisione (velocità, avanzamento, raffreddamento) vengono ottimizzati per prevenire l'incrudimento che può inavvertitamente aumentare il modulo superficiale. |
Questo quadro di riferimento si traduce poi in prestazioni concrete grazie al nostro approccio basato sui dati per le soluzioni di produzione, dalla selezione dei materiali alle nostre tecniche proprietarie di lavorazione CNC per sezioni solide, fino alla produzione additiva per reticoli complessi. La nostra esperienza nella produzione di impianti in titanio combina questi approcci per fornire ai nostri clienti soluzioni validate per la gestione di questa proprietà meccanica critica, eliminando i problemi di stress shielding grazie a un'ingegneria di alto livello.
LS Manufacturing Orthopedic: Progetto integrato per la produzione di dispositivi ACDF porosi complessi
Un'azienda leader nell'innovazione ortopedica era afflitta da problemi di affidabilità con i suoi dispositivi di fusione cervicale di nuova generazione, caratterizzati da strutture integrate solide e porose. Questo caso di studio di LS Manufacturing illustra come la nostra soluzione di fabbricazione monoblocco SLM, progettata su misura, abbia contribuito a superare questi problemi e a realizzare un lancio di prodotto di successo.
Sfida del cliente
Il nuovo progetto di gabbia ACDF del cliente, che prevedeva l'utilizzo di un puntone centrale per la stabilità e di una struttura reticolare 3D per la crescita ossea, presentava problemi di incongruenza progettuale. Il processo attualmente utilizzato dal fornitore, che impiegava la lavorazione CNC per il puntone e la saldatura per la struttura reticolare 3D, presentava problemi di saldatura, con conseguenti anomalie nella zona termicamente alterata e una possibile mancanza di fusione durante il processo. Ciò causava un tasso di non conformità superiore al 15% nei test di fatica e il mancato superamento del test di pulizia interna, fondamentale per la presentazione della documentazione di affidabilità del progetto.
Soluzione di produzione LS
La soluzione consisteva nel fornire una soluzione di produzione additiva olistica e completamente integrata. L'intera gabbia è stata realizzata in un unico pezzo tramite stampa SLM con polvere ELI di Ti-6Al-4V di grado medicale e <10 ppm di O₂ nell'atmosfera di stampa. La simulazione preliminare è stata utilizzata per ottimizzare il design della struttura porosa. Le operazioni di post-elaborazione consistevano in un processo HIP per la densificazione, seguito da lavorazione CNC di precisione delle superfici piane critiche e lucidatura chimica. Il design prevedeva una struttura monoblocco, eliminando così il rischio di difetti di saldatura e problemi di pulizia interna associati al precedente processo di assemblaggio.
Risultati e valore
Il dispositivo monolitico liscio è stato completamente validato, con il test interno sulle particelle conforme alla norma ISO 13485 e prestazioni di fatica superiori a 10 milioni di cicli a carichi fisiologici, il 50% in più rispetto al requisito. La struttura interna validata e pulibile e il pacchetto dati sono stati determinanti per il successo del processo FDA 510(k) del nostro cliente, garantendo un vantaggio stimato di 8 mesi in termini di time-to-market e consolidando la posizione di LS Manufacturing come partner strategico per soluzioni di impianti complessi .
Il caso di studio mostra come siamo stati in grado di trasformare un assemblaggio soggetto a guasti in un processo di lavorazione CNC affidabile e ad alte prestazioni , utilizzando tutte le nostre capacità di processo, dalla simulazione alla stampa in atmosfera controllata fino alla post-elaborazione validata, per risolvere un problema di integrazione critico, garantendo tempi di commercializzazione quantificabili per i dispositivi ortopedici avanzati del nostro cliente, dove l'integrità strutturale e la pulizia sono imprescindibili.
Trasforma il tuo impianto da progetto a realtà approvata dalla FDA grazie alla produzione integrata di dispositivi medici di precisione di LS Manufacturing.

Come verificare la biocompatibilità e le prestazioni precliniche dei dispositivi per la fusione spinale?
Il passaggio dalla fase di progettazione alla fase clinica di un impianto spinale realizzato con macchine CNC richiede un approccio di validazione rigoroso e basato sui dati. Il presente documento illustra una strategia di test completa per la validazione preclinica , che va oltre la semplice conformità per fornire un pacchetto di dati predittivi di successo in un contesto normativo e tra i clinici.
| Pilastro della validazione | Metodologia e risultati quantificabili |
| Sicurezza dei materiali: biocompatibilità | Completamento dell'intera serie ISO 10993 presso laboratori qualificati per i test di biocompatibilità, al fine di fornire dati quantitativi sui criteri di superamento o non superamento per citotossicità, sensibilizzazione, irritazione e tossicità sistemica. |
| Prestazioni strutturali: prove meccaniche | Esecuzione di test statici e dinamici in conformità con le norme ASTM F2077/F2267 per fornire dati quantitativi sulle prestazioni dell'impianto, quali rigidità a compressione, resistenza all'abbassamento e durata a fatica fino a 10 milioni di cicli. |
| Efficacia funzionale: potenziale di osteointegrazione | Utilizzo di modelli di coltura cellulare in vitro su superfici implantari per fornire dati quantitativi sul potenziale osteogenico precoce, come la vitalità cellulare ( >90% ), l'attività della fosfatasi alcalina e la formazione di noduli. |
Offriamo un processo completo, dalla lavorazione CNC della materia prima fino alla validazione delle prestazioni dell'impianto. Il nostro servizio comprende la pianificazione dei test, l'esecuzione degli stessi con i nostri partner certificati e l'analisi dei dati, fornendo un report esaustivo che dimostra la sicurezza e la funzionalità del progetto. Il servizio di validazione integrato offerto per la lavorazione di impianti medicali trasforma i requisiti normativi in un vantaggio competitivo, riducendo i rischi nello sviluppo di soluzioni complesse per dispositivi spinali.
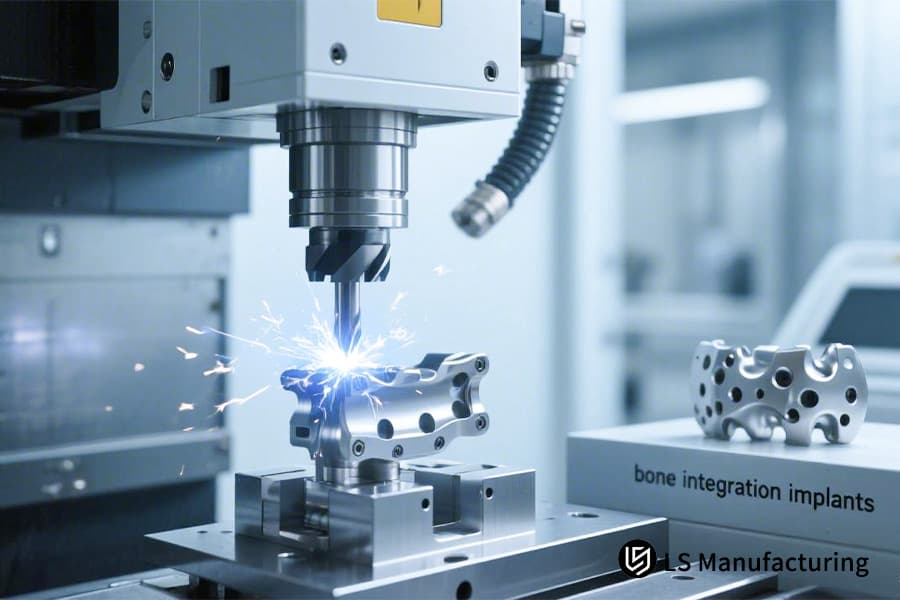
Figura 4: Esecuzione di lavorazioni CNC di alta precisione su lega di titanio biocompatibile per impianti neurochirurgici e ortopedici.
Come valutare le qualifiche di un fornitore di macchine CNC/produzione additiva per la produzione di impianti medicali?
Il processo di selezione di un partner per la lavorazione CNC di impianti medicali personalizzati non si limita più alla valutazione della precisione delle capacità dell'officina meccanica, ma richiede anche di accertare e confermare una cultura della qualità complessiva all'interno dell'organizzazione. La questione chiave diventa quindi come distinguere una semplice officina meccanica da un partner qualificato per la fornitura di dispositivi medicali , il che implica l'esecuzione di un audit per valutare la solidità del sistema di controllo della progettazione, dei rischi biologici e della tracciabilità.
Controllo della progettazione e gestione del rischio secondo la norma ISO 13485
- Completezza del fascicolo storico di progettazione (DHF): manteniamo registrazioni tracciabili per tutti gli input, gli output, le revisioni e le attività di verifica/validazione della progettazione.
- Gestione integrata del rischio: esecuzione di lavorazioni CNC di alta precisione e analisi dei materiali per gestire efficacemente i rischi associati a particelle, guasti meccanici e biocompatibilità.
- Piano generale di convalida dei processi: Definizione ed esecuzione di protocolli per tutti i processi critici, come gli impianti lavorati con macchine CNC e le successive fasi di lavorazione.
Ambiente controllato e convalida avanzata dei processi
- Operazioni dedicate in camera bianca: Mantenimento di un ambiente controllato di classe ISO 7 (Classe 10.000) per tutte le operazioni di finitura e movimentazione.
- Qualificazione completa del processo: non solo la convalida della macchina stessa, ma l'intero processo, dalla materia prima alla pulizia, per una determinata famiglia di impianti .
- Controllo statistico di processo (SPC): utilizzo di grafici di controllo e monitoraggio in tempo reale per la lavorazione CNC di precisione di elementi critici dell'impianto al fine di ottenere Cp/Cpk > 1,33 .
Cronologia completa del dispositivo (DHR) e controllo delle modifiche
- Tracciabilità dal materiale al componente: la capacità di avere una catena di tracciabilità ininterrotta dal lotto di materia prima certificata (ad esempio, barra di Ti-6Al-4V ELI ) a ciascun componente dell'impianto serializzato.
- Ordine di modifica ingegneristica strutturato (ECO): è necessario un ciclo di revisione per qualsiasi modifica al fine di garantire l'impatto sulla progettazione, sui rischi e sulle procedure di registrazione normativa prima dell'implementazione.
- Sistema di gestione delle non conformità e delle azioni correttive e preventive (CAPA): la capacità di disporre di solidi sistemi di gestione delle non conformità e di azioni correttive per qualsiasi non conformità, direttamente correlata alla revisione del sistema di gestione della qualità ISO 13485 .
Questo quadro di riferimento è importante perché si concentra su punti chiave di audit che vanno oltre le semplici certificazioni e si addentrano nelle operazioni. La nostra strategia dimostra che è possibile avere un partner qualificato in grado di progettare soluzioni in cui la lavorazione CNC avanzata è parte integrante dell'ecosistema della qualità.
Perché scegliere LS Manufacturing nel campo della fusione spinale, un settore che influenza la vita dei pazienti in modo determinante?
Nell'ambito della fusione spinale, un impianto rappresenta una componente biomeccanica permanente. La sfida consiste nel trasformare un progetto in un dispositivo che garantisca osteointegrazione e integrità meccanica a vita. Ciò richiede un produttore che non si limiti alla lavorazione meccanica, ma che progetti e sviluppi soluzioni. LS Manufacturing è un vero partner nella produzione di dispositivi medici , condividendo la responsabilità del successo clinico e normativo, dall'ideazione al lancio sul mercato.
Dalle esigenze cliniche alla progettazione producibile
Prendiamo i requisiti biologici e meccanici e li trasformiamo in specifiche precise e realizzabili. Nel nostro progetto di lavorazione di impianti spinali , ciò ha significato collaborare per definire la texture superficiale di una lega di titanio per favorire la crescita ossea e quindi determinare i requisiti di lavorazione CNC di precisione e di post-elaborazione necessari per raggiungere tale specifica, rendendo così il progetto sia producibile che validabile.
Un ecosistema controllato per la biocompatibilità e le prestazioni
Le prestazioni si basano su una catena di processo validata e priva di contaminanti. Disponiamo di una camera bianca ISO 7 per tutte le operazioni di finitura. Utilizziamo macchine CNC multiasse con percorsi utensile validati e controllo del refrigerante per prevenire la presenza di impurità. I lotti vengono sottoposti a test ionici e validazione meccanica, inclusi test di fatica fino a 10 milioni di cicli , secondo la norma ASTM F1717 . I dati in vitro supporteranno il requisito di durata in vivo.
Tracciabilità completa e documentazione conforme alle normative.
Sviluppiamo la documentazione storica del dispositivo e il fascicolo di progettazione contemporaneamente al processo di produzione. Per ogni impianto, documentiamo l'intera catena, dal certificato delle materie prime ai parametri di lavorazione CNC avanzata , fino ai lotti di pulizia e sterilizzazione. Questo crea una catena ininterrotta, trasformando un componente in un dispositivo medico completamente documentato .
Questo documento descrive una metodologia in cui il processo di produzione è un'estensione del processo di controllo della progettazione. La collaborazione crea le basi ingegnerizzate, documentate e validate, che riducono i rischi lungo il percorso verso il mercato. Questa comprovata integrazione tra rigore tecnico e sistemi di qualità è la risposta definitiva al perché scegliere LS Manufacturing per applicazioni spinali critiche.
FAQ
1. Quanto tempo intercorre tra la fase di "congelamento" del progetto e l'ottenimento del prototipo finale utilizzabile per i test preclinici?
Per progetti di media complessità, questo ciclo richiede generalmente dalle 8 alle 12 settimane. Comprende l'analisi di fattibilità del processo, la realizzazione degli stampi, la produzione del primo pezzo, la post-elaborazione e i test di base. Tuttavia, questo ciclo può essere più lungo per strutture porose complesse e per quelle che richiedono trattamenti superficiali speciali.
2. Quali livelli di precisione dimensionale e rugosità superficiale è possibile raggiungere per il dispositivo di fusione spinale in lega di titanio?
Per le lavorazioni CNC, la tolleranza dimensionale può raggiungere una precisione di ±0,025 mm e la rugosità superficiale delle superfici di accoppiamento principali può essere ≤0,4 μm . Per le strutture porose create con SLS, la tolleranza per i diametri dei fori può essere entro ±0,05 mm e la deviazione per i diametri dei pilastri può essere <10% . La rugosità superficiale può essere ulteriormente ridotta mediante lucidatura elettrolitica.
3. Come possiamo garantire che l'interno del dispositivo di fusione poroso sia assolutamente pulito, senza alcun residuo di lavorazione?
Seguiamo la procedura standard di "rimozione della polvere post-installazione - pulizia chimica multi-fessura - lavaggio ad alta pressione con getto d'acqua - pulizia profonda a ultrasuoni - asciugatura sottovuoto" ed effettuiamo test di pulizia in varie fasi del processo ( metodo ponderale, conteggio delle particelle, ecc .). Possiamo fornire report sul processo di pulizia ( IQ, OQ, PQ ) e report dei test di pulizia dei campioni.
4. Se il nostro progetto presenta rischi di producibilità o potenziali rischi prestazionali, ci segnalerete?
Sì. Offriamo un servizio di consulenza per la progettazione e lo sviluppo basato sulla norma ISO 13485. Parteciperemo alla fase concettuale e forniremo report dettagliati sulla fattibilità produttiva, inclusa la stampabilità della struttura, la possibilità di rimuovere i supporti, la pulibilità degli angoli morti e la concentrazione delle sollecitazioni. Questi suggerimenti sono di vitale importanza.
5. L'azienda offre un servizio completo di gestione del progetto, dalla produzione del prototipo all'assistenza per la registrazione?
Possiamo offrirvi i nostri servizi come vostra "organizzazione di progettazione e produzione a contratto" e fornirvi supporto in ogni fase, dalla trasformazione del progetto, allo sviluppo del processo, al congelamento del progetto, alla produzione pilota, alla verifica delle prestazioni e alla preparazione della documentazione tecnica (DHF, DMR), il che potrebbe ridurre significativamente i tempi di lancio del vostro prodotto.
6. Qual è la quantità minima d'ordine (MOQ)? È possibile realizzare prototipi anche con un singolo pezzo?
Sosteniamo pienamente il processo di sviluppo del prototipo e di iterazione del design. La quantità minima d'ordine (MOQ) può essere di soli 1-5 pezzi . Ciò è particolarmente importante per lo sviluppo di apparecchiature mediche, dove sono richiesti test di verifica ed esperimenti su animali.
7. Sostenete l'utilizzo di materiali per impianti diversi dalla lega Ti-6Al-4V ELI?
Supporto completo. Siamo in grado di lavorare titanio puro (Gr. 2, Gr. 4), Ti-6Al-7Nb e diverse leghe di titanio di tipo beta, come Ti-15Mo-5Zr-3Al . Inoltre, vantiamo esperienza nella ricerca e nella lavorazione di metalli degradabili, comprese le leghe di magnesio.
8. Come avviare una nuova collaborazione per un progetto relativo a un dispositivo per la fusione spinale?
Dopo aver firmato l'accordo di riservatezza, vi preghiamo di fornirci il vostro concept di design iniziale, i requisiti di prestazione e il mercato di riferimento. Potete anche richiedere un preventivo immediato caricando direttamente i vostri file di progetto. Il nostro team di progetti medicali avvierà una verifica preliminare di fattibilità entro 5 giorni lavorativi e organizzerà un incontro tecnico per discutere con voi la procedura dettagliata.
Riepilogo
La produzione di un componente spinale in lega di titanio secondo il progetto è solo l'inizio . La produzione di dispositivi medici di precisione è un sistema che integra biocompatibilità, biomeccanica e tracciabilità in tutti i processi. Richiede un partner che sia al contempo esperto nella lavorazione dei metalli e un professionista competente in materia di normative, in grado di tradurre competenze multidisciplinari in lotti che possano superare i rigorosi controlli.
Se state cercando un partner che vi aiuti a definire i limiti della qualità di produzione e della conformità normativa per i sistemi di fusione spinale di ultima generazione, vi preghiamo di sottoporci il vostro progetto o le vostre problematiche prestazionali. Il team di soluzioni di lavorazione CNC medicale di LS Manufacturing avvierà per vostro conto un'approfondita " Analisi di fattibilità dell'impianto e percorso di validazione preclinica ". Grazie alla nostra prospettiva ingegneristica, basata sulle linee guida normative, valuteremo tutti gli aspetti del vostro progetto rilevanti per la sicurezza e l'efficacia.
Collabora con LS Manufacturing per ottenere gabbie spinali in titanio di grado medicale, progettate per garantire una vera osteointegrazione e la sicurezza del paziente.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


