
Os serviços de usinagem CNC de precisão para dispositivos médicos preenchem essa lacuna crítica de conhecimento entre a perfeição em laboratório e a realidade clínica. O problema fundamental dos fornecedores convencionais de peças médicas é que eles se limitam à conformidade geométrica, ignorando completamente os requisitos biológicos de poros limpos e incompatibilidade mecânica, que são cruciais para prevenir respostas biológicas como inflamação e proteção contra estresse . A sinergia de nossas tecnologias CNC de 5 eixos e de manufatura aditiva proporciona funcionalidade biológica e segurança à própria estrutura do implante.
Nossa tecnologia de fabricação biocompatível comprovou alcançar resultados por meio de nosso processo proprietário de ultra-acabamento e bioativação, que reduz os níveis de oxigênio na superfície em 40% para ligas Ti-6Al-4V ELI , triplicando a capacidade de deposição de hidroxiapatita, com designs de módulo gradiente para transferência de carga ideal. Ao escolher nossos serviços, você garante uma apólice de seguro de desempenho clínico completa, integrada a cada poro, com nossa lista de verificação definitiva para auditoria de biointegração.
Usinagem CNC de Precisão para o Setor Médico: Normas Essenciais
| Requisito obrigatório | Nosso Protocolo de Implementação |
| Rastreabilidade completa de materiais e processos | Os componentes usinados por CNC são fabricados com documentação completa (Registro Mestre do Dispositivo), desde o material certificado até a peça acabada, em conformidade com a norma ISO 13485/FDA QSR . |
| Garantia absoluta de biocompatibilidade | A usinagem é feita a partir de materiais qualificados (por exemplo, 316LVM, Ti-6Al-4V ELI ) em um ambiente limpo, seguida de limpeza, passivação e validação da embalagem. |
| Precisão de características em microescala | As tolerâncias para instrumentos cirúrgicos e implantes devem estar dentro de ±0,005 mm ; isso é obtido por meio de tornos tipo suíço, microferramentas e medição óptica. |
| Geometrias complexas e específicas para cada paciente | A usinagem de geometrias orgânicas complexas a partir de imagens médicas exige sistemas CAM avançados de 5 eixos , bem como verificação para garantir que o implante corresponda exatamente ao plano cirúrgico. |
| Fabricação validada em sala limpa | As operações críticas em salas limpas de classe 7/8 garantem que as peças não sejam contaminadas, com protocolos para testes de partículas e endotoxinas em peças que entram em contato com campos estéreis ou tecidos corporais. |
| Nosso Sistema de Qualidade com Gestão de Riscos | Utilizamos um processo de aprovação de peças de produção (PPAP), controle estatístico de processo (CEP) , bem como inspeção de 100% de todas as dimensões críticas para a segurança. |
| Resultado: Conformidade Regulatória | Fornece não apenas uma peça, mas um dossiê técnico completo que dá suporte aos registros regulatórios ( 510(k), Marca CE ), acelerando seu caminho para o mercado. |
| Resultado: Segurança do Paciente Inabalável | Garante que todos os componentes atendam aos mais altos padrões de segurança, eficácia e confiabilidade , desde dispositivos de diagnóstico e cirúrgicos até implantáveis. |
Abordamos o desafio fundamental da usinagem CNC na fabricação de componentes médicos, onde a precisão é sinônimo de segurança. Oferecemos processos certificados e rastreáveis, que garantem biocompatibilidade, precisão em microescala e conformidade regulatória. Asseguramos dispositivos e implantes seguros, eficazes e confiáveis, acelerando sua entrada no mercado e proporcionando os melhores resultados clínicos.
Por que confiar neste guia? Experiência prática de especialistas da LS Manufacturing.
Existem muitas referências sobre o tema de usinagem; no entanto, este recurso fornece informações testadas para a usinagem CNC de precisão de cages espinhais de titânio para uso médico. Não nos baseamos em teoria; temos uma oficina onde a integração óssea ideal, apesar de questões como a limpeza da estrutura dos poros e a proteção contra tensões, é o nosso foco. Nossas informações são geradas na oficina onde fabricamos implantes médicos, onde a falha não é uma opção e deve estar em conformidade com padrões como os publicados pela TWI Global .
Nossas informações são criadas à medida que resolvemos problemas do mundo real, como a prevenção da inflamação causada por resíduos de pó e a garantia da compatibilidade mecânica por meio de designs com gradientes. Cada etapa é testada de acordo com padrões rigorosos, como os publicados pelo International Aerospace Quality Group (IAQG) , aprendidos ao longo de anos de produção bem-sucedida.
Estamos dispostos a compartilhar nossa experiência prática, não nossas credenciais acadêmicas. As técnicas e estratégias apresentadas neste documento para otimização de trajetória de ferramenta e pós-processamento para ELI de Ti-6Al-4V são as que aplicamos em nosso trabalho diário para fornecer gaiolas que funcionam perfeitamente em conjunto. Este documento visa ajudá-lo a se beneficiar de nossa experiência para garantir o sucesso e a segurança do seu dispositivo e do seu paciente.

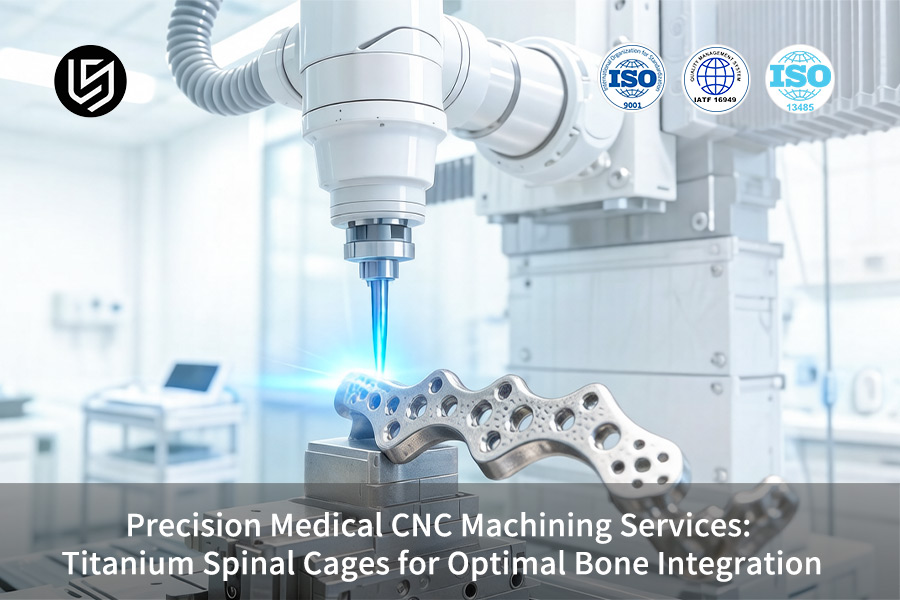
Figura 1: Usinagem CNC de gaiolas espinhais de titânio porosas personalizadas para otimizar a integração óssea em procedimentos de fusão espinhal.
Quais são os principais fatores relacionados à fabricação que causam falha na osseointegração ou complicações em gaiolas de fusão espinhal?
O sucesso clínico a longo prazo de um implante de fusão espinhal é, em essência, determinado durante a fabricação. Este documento apresenta uma abordagem integrada para a eliminação de fatores desencadeadores de falhas relacionados à fabricação, por meio do controle da causa raiz da falha do implante durante o processo produtivo. A abordagem garante ciência dos materiais, precisão e integridade biomecânica para abordar as questões críticas de limpeza, estado da superfície e compatibilidade mecânica em uma única etapa.
Descontaminação multiestágios validada de estruturas porosas
Utilizamos nosso método proprietário de limpeza em múltiplos estágios para estruturas de treliça fabricadas por manufatura aditiva. O método inclui remoção de pó assistida por solvente, agitação ultrassônica pulsada e secagem a vácuo. O método é validado por meio de microtomografia computadorizada (micro-CT) para garantir que todas as partículas dentro da estrutura da treliça tenham massas inferiores a 5 ppm . Isso supera um dos principais problemas de inflamação associada a implantes. O implante, portanto, apresenta integridade absoluta para o crescimento ósseo. A limpeza interna absoluta é um requisito indispensável para a fabricação e a biocompatibilidade .
Engenharia de superfície controlada para bioatividade ideal
Controlamos com precisão o estado da superfície do titânio. A oxidação térmica é controlada com exatidão para obter uma camada uniforme de óxido de titânio em escala nanométrica. Toda a usinagem CNC da gaiola espinhal de titânio é realizada em sala limpa para garantir a ausência de contaminação. O material é, portanto, caracterizado por apresentar um estado de superfície mais hidrofílico e com maior capacidade de adsorção de proteínas, o que influencia diretamente a taxa de adesão e proliferação de osteoblastos, criando assim um material hospedeiro bioativo.
Harmonia biomecânica através da manufatura híbrida
Conseguimos isso através do uso de análise de elementos finitos específica para cada paciente no projeto da estrutura de suporte sólida/reticulada. As interfaces críticas de sustentação de carga do implante são usinadas com precisão inferior a 10 mícrons por meio de usinagem CNC . As regiões porosas do implante são obtidas por meio de SLM (Selective Laser Melting). A integração da usinagem garante que a rigidez geral seja equivalente à do osso. A usinagem CNC metrológica é utilizada para validar a geometria do implante em ferramentas mestras.
Nossa autoridade é comprovada pela nossa capacidade de correlacionar parâmetros específicos do processo, como frequência ultrassônica ou temperatura de oxidação , a resultados biológicos quantificados. Abordamos o problema fundamental de como combinar técnicas avançadas de usinagem CNC com técnicas de manufatura aditiva para oferecer um sistema biomecânico verificado, projetado desde o início para alcançar a osseointegração, em vez de apenas um produto manufaturado.

Como projetar e fabricar uma estrutura porosa ideal que promova o crescimento ósseo para gaiolas de fusão espinhal?
Para promover o crescimento ósseo em gaiolas de fusão espinhal, precisamos projetar uma estrutura em treliça que seja não apenas biologicamente permissiva, mas também mecanicamente adequada . Neste documento, discutimos nossa abordagem rigorosa para projetar, otimizar e, principalmente, fabricar tais estruturas, a fim de garantir que nosso produto final usinado por CNC reproduza com precisão nossos critérios de desempenho biológico e mecânico pretendidos.
Otimização de parâmetros por meio de simulação biomecânica
- Porosidade e tamanho de poros direcionados: Com a análise de elementos finitos (FEA), obtemos porosidade específica do local ( 60-80% ) e poros alvo na faixa de 300-700 µm para implantes de integração óssea .
- Interconectividade garantida: Nossas ferramentas de design asseguram 100% de interconexão dos poros, o que é fundamental para a vascularização.
- Mimetismo mecânico: O módulo de nossas estruturas é comparável ao do osso hospedeiro, evitando assim a proteção contra tensão.
Seleção de células unitárias para desempenho direcionado
- Estrutura Primária de Suporte de Carga: A célula unitária de diamante é empregada como nossa estrutura de treliça primária devido à sua alta resistência e permeabilidade para zonas de fusão.
- Bioatividade periférica aprimorada: Células unitárias giroidais são empregadas para aumentar a bioatividade nas áreas periféricas do implante .
- Integração híbrida perfeita: as estruturas em treliça e as regiões usinadas por CNC são integradas de forma harmoniosa.
Garantindo a fidelidade dimensional do arquivo à peça.
- Design para Compensação de Manufatura Aditiva: Um banco de dados proprietário pré-ajusta os diâmetros das hastes no CAD para compensar os efeitos da poça de fusão na manufatura aditiva de implantes .
- Pós-processamento validado: Uma receita controlada de polimento químico garante a limpeza uniforme dos amortecedores sem erosão crítica.
- Verificação metrológica: Verificação das métricas críticas de porosidade por meio de tomografia computadorizada de microfoco (micro-CT) para garantir que estejam dentro de 10% do valor projetado.
Nossa autoridade deriva da nossa capacidade de controlar todo o processo, do digital ao físico. Unimos o projeto ideal de estruturas porosas para gaiolas espinhais às realidades da fabricação por meio de projeto compensado, usinagem CNC híbrida e verificação. A estrutura em treliça que produzimos é, portanto, biomecanicamente sólida e biologicamente eficaz como um arcabouço.
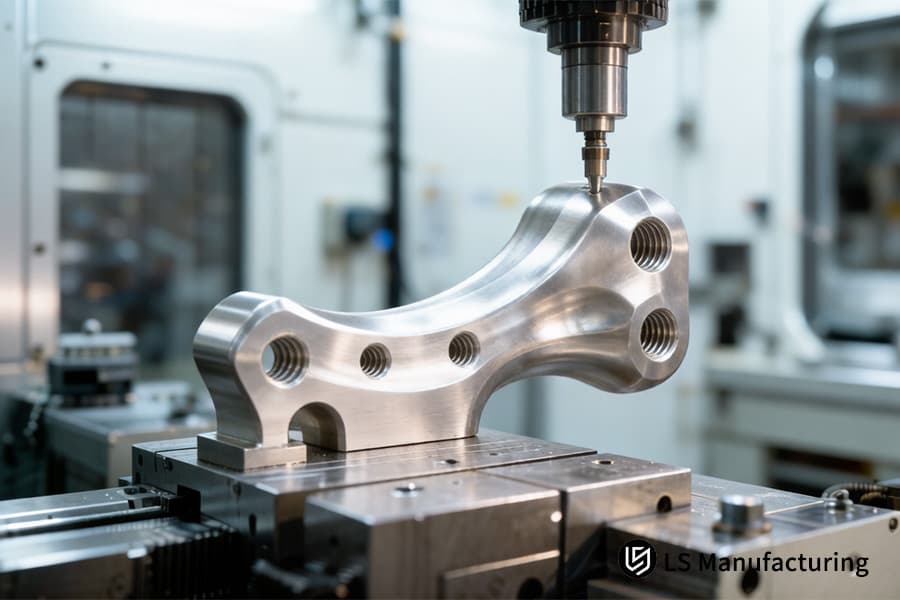
Figura 2: Usinagem ativa de uma gaiola espinhal de liga de titânio em uma sala cirúrgica para implantação ortopédica médica.
Como a usinagem de precisão de ligas de titânio de grau médico garante a integridade e a limpeza da superfície dos implantes?
Para se obter uma interface totalmente bioativa, é necessária integridade e limpeza absolutas da superfície. Nossa estratégia de fabricação "Superfície Biograda" envolve a eliminação de microdefeitos e impurezas para uma osseointegração previsível, resolvendo o problema fundamental de concretizar a intenção do projeto em termos de desempenho biológico.
Eliminação de microdefeitos por meio de usinagem de ultraprecisão
A base para isso é estabelecida durante os serviços de usinagem CNC de precisão para o setor médico . Nossa empresa utiliza um processo de usinagem em dois estágios para nossas peças de precisão. Primeiro, áreas críticas, como as placas terminais de dispositivos de fusão, são fresadas utilizando ferramentas de usinagem de diamante monocristalino sob condições ideais durante o estágio final. Essa usinagem CNC de ultraprecisão proporciona um acabamento superficial espelhado ( Ra ≤ 0,2 μm ). Em seguida, e mais importante, realiza-se o processo meticuloso e cuidadoso de remoção de todas as microfissuras em furos de parafusos e canais internos, utilizando métodos manuais e microscópicos.
Remoção da camada danificada e passivação
Apesar da usinagem perfeita, ainda existe uma zona afetada pela peça trabalhada. Aplicamos o processo de eletropolimento para titânio médico como um processo de dissolução anódica precisamente controlado. Ele remove com precisão a camada superficial de 10 a 30 μm , eliminando a microestrutura comprometida, microfissuras e contaminantes incrustados das etapas anteriores de usinagem CNC avançada . Também forma uma película de óxido passiva uniforme rica em Cr₂O₂, melhorando a resistência à corrosão, além de um acabamento superficial uniforme e quimicamente protegido .
Processamento ultralimpo validado em múltiplos estágios
Após o processo de eletropolimento, os componentes passam por um processo de limpeza validado, realizado em uma sala limpa Classe 10.000 . O processo inclui imersão alcalina, enxágue ácido, múltiplos enxágues com água ultrapura (UPW), agitação ultrassônica e pulverização de alta pressão, todos processos aditivos de remoção de contaminantes. A secagem final ocorre em ambiente a vácuo com fluxo laminar Classe 100. Validamos o processo de limpeza de acordo com a norma ASTM F2459, fornecendo assim níveis quantificáveis de contagem de partículas.
Este documento apresenta um processo não negociável no qual a produção CNC de precisão é apenas o ponto de partida. Nosso diferencial reside na integração e validação da sequência de processos de remoção de defeitos, refinamento eletroquímico e remoção de partículas. Não fabricamos apenas uma peça, fabricamos uma biointerface garantidamente livre de contaminantes, rastreável desde a usinagem CNC para uso médico até a embalagem em sala limpa.

Figura 3: Fabricação de gaiolas espinhais de liga de titânio biocompatíveis para implantação de fusão espinhal de precisão.
Como o módulo de elasticidade de um dispositivo de fusão pode ser controlado por meio de processos de fabricação para corresponder ao do osso hospedeiro?
A proteção contra tensão, uma discrepância significativa entre a rigidez do implante e a do osso, é uma causa conhecida de falha em artrodeses. Neste documento, descreveremos nossa abordagem de usinagem CNC para uma nova integração "Design-Material-Processo" no desenvolvimento de cages espinhais de titânio personalizadas que correspondam ao módulo de elasticidade do osso. As seções seguintes descreverão uma abordagem sistemática para alcançar uma correspondência precisa do módulo de elasticidade .
| Estratégia | Implementação chave e resultados quantificáveis |
| Seleção de Materiais: Ligas de Titânio Beta | O Ti-13Nb-13Zr (~60 GPa), em vez do Ti-6Al-4V (~110 GPa), tem um módulo básico mais próximo do osso cortical ( ~20 GPa ). |
| Projeto de estrutura porosa graduada | Fabricação aditiva de estruturas em treliça com densidade variável, oferecendo assim a possibilidade de projetar o gradiente do módulo desde o núcleo até a interface com o osso. |
| Tratamento térmico pós-processamento | Tratamento de solução personalizado e envelhecimento de certas ligas beta, oferecendo a possibilidade de ajustar o módulo final dentro de uma determinada faixa ( 55-80 GPa ). |
| Otimização de parâmetros de usinagem | Para a usinagem da liga de titânio beta , parâmetros específicos na usinagem CNC de precisão (velocidade, avanço, refrigeração) são otimizados para evitar o endurecimento por deformação que pode aumentar inadvertidamente o módulo de superfície. |
Essa estrutura é então traduzida em desempenho por meio de nossa abordagem orientada por dados para soluções de fabricação, desde a seleção de materiais até nossas técnicas proprietárias de usinagem CNC para seções sólidas, bem como manufatura aditiva para estruturas complexas. Nossa experiência na fabricação de implantes de titânio combina essas abordagens para fornecer aos nossos clientes métodos validados para gerenciar essa propriedade mecânica crítica, eliminando preocupações com blindagem de tensão por meio de engenharia significativa.
LS Manufacturing Orthopedic: Projeto Integrado para Produção de Dispositivos Complexos de Artrodese Cervical Anterior Porosos
Uma empresa líder em inovação ortopédica enfrentava problemas de confiabilidade com seus dispositivos de fusão cervical de última geração, que possuíam estruturas sólidas e porosas integradas. Este estudo de caso da LS Manufacturing descreve como nossa solução de fabricação monobloco por SLM (Selective Laser Melting) ajudou a superar esses problemas e a alcançar um lançamento de produto bem-sucedido.
Desafio do Cliente
O novo projeto de fabricação da gaiola ACDF do cliente, que utilizava uma haste central para estabilidade e uma estrutura de treliça 3D para o crescimento ósseo, estava apresentando inconsistências no projeto. O processo atual do fornecedor, que utilizava usinagem CNC para a haste e soldagem para a treliça 3D, estava apresentando problemas na solda, causando problemas na zona afetada pelo calor e possivelmente falta de fusão durante o processo de soldagem. Isso estava resultando em uma taxa de não conformidade de mais de 15% nos testes de fadiga e reprovação no teste de limpeza interna, que era crítico para a submissão da confiabilidade do projeto.
Solução de fabricação LS
A solução encontrada foi fornecer uma solução de manufatura aditiva holística e totalmente integrada. Toda a estrutura foi construída em uma única peça por meio de impressão SLM com pó de Ti-6Al-4V ELI de grau médico e <10 ppm de O₂ na atmosfera de impressão. A simulação prévia à construção foi utilizada para otimizar o projeto da estrutura de suporte e porosa. As operações de pós-processamento incluíram prensagem isostática a quente (HIP) para densificação, seguida por usinagem CNC de precisão das superfícies planas críticas e polimento químico. O projeto resultou em uma estrutura monobloco, eliminando assim o risco de defeitos de solda e problemas de limpeza interna associados ao processo de montagem anterior.
Resultados e Valor
O dispositivo monolítico liso foi totalmente validado, com o teste de partículas internas em conformidade com a norma ISO 13485 e desempenho de fadiga superior a 10 milhões de ciclos sob cargas fisiológicas, 50% acima do requisito. A estrutura interna validada e lavável, juntamente com o pacote de dados, foram fundamentais para o sucesso do processo de aprovação 510(k) da FDA do nosso cliente, proporcionando uma vantagem estimada de 8 meses no tempo de lançamento no mercado e consolidando a posição da LS Manufacturing como parceira estratégica para soluções complexas de implantes .
O estudo de caso demonstra como conseguimos transformar um processo de montagem propenso a falhas em um processo de usinagem CNC confiável e de alto desempenho , utilizando todas as nossas capacidades, desde a simulação e impressão em atmosfera controlada até o pós-processamento validado, para solucionar um problema crítico de integração. Isso permitiu atingir o tempo de lançamento no mercado dos dispositivos ortopédicos avançados do nosso cliente, onde a integridade estrutural e a limpeza são imprescindíveis.
Transforme seu implante de uma simples concepção em uma realidade aprovada pelo FDA com a fabricação médica de precisão integrada da LS Manufacturing.

Como verificar a biocompatibilidade e o desempenho pré-clínico de dispositivos de fusão espinhal?
A transição da usinagem CNC de um implante espinhal da fase de projeto para a clínica exige uma abordagem de validação rigorosa e baseada em dados. O documento a seguir apresenta uma estratégia de teste abrangente para validação pré-clínica , que vai além da mera conformidade, fornecendo um pacote de dados preditivos para o sucesso em um ambiente regulatório e entre os médicos.
| Pilar de Validação | Metodologia e Resultados Quantificáveis |
| Segurança dos materiais: Biocompatibilidade | Realizar a execução completa da série ISO 10993 em laboratórios qualificados para testes de biocompatibilidade , a fim de fornecer dados quantitativos sobre os critérios de aprovação ou reprovação para citotoxicidade, sensibilização, irritação e toxicidade sistêmica. |
| Desempenho estrutural: Ensaios mecânicos | Realização de testes estáticos e dinâmicos de acordo com as normas ASTM F2077/F2267 para fornecer dados quantitativos sobre o desempenho do implante, como rigidez à compressão, resistência à subsidência e vida útil à fadiga até 10 milhões de ciclos. |
| Eficácia funcional: potencial de osseointegração | Utilizando modelos de cultura de células in vitro em superfícies de implantes para fornecer dados quantitativos sobre o potencial osteogênico inicial, como viabilidade celular ( >90% ), atividade da fosfatase alcalina e formação de nódulos. |
Oferecemos um processo completo, desde a usinagem CNC da matéria-prima até a validação do desempenho do implante. Nosso serviço inclui o planejamento de testes, a execução dos testes com nossos parceiros certificados e a análise dos dados, fornecendo um relatório completo que comprova a segurança e a funcionalidade do projeto. O serviço integrado de validação oferecido para usinagem de implantes médicos transforma a exigência regulatória em vantagem competitiva, reduzindo os riscos no desenvolvimento de soluções complexas para dispositivos espinhais.
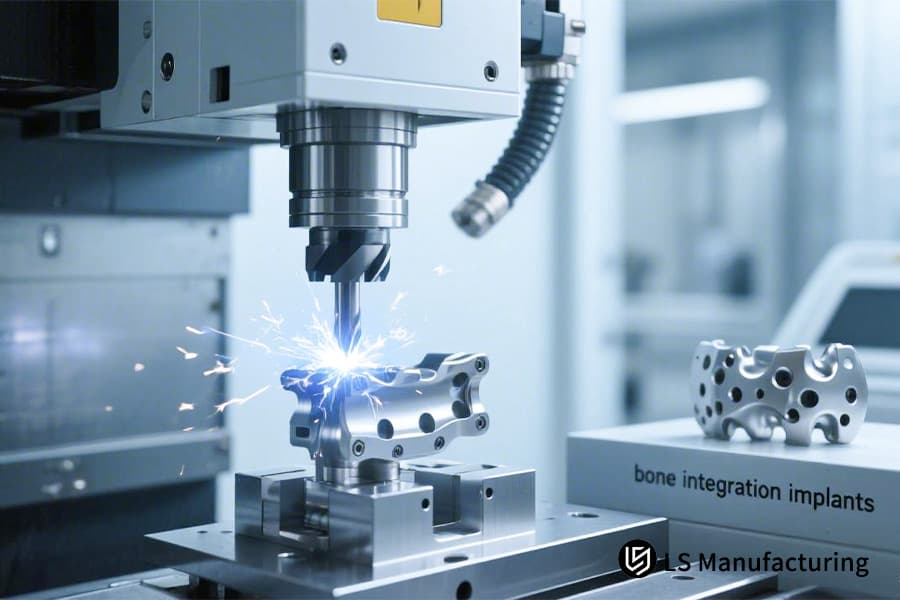
Figura 4: Execução de usinagem CNC de alta precisão em liga de titânio biocompatível para implantação neurocirúrgica e ortopédica.
Como avaliar as qualificações de um fornecedor de CNC/AM para a produção de implantes médicos?
O processo de escolha de um parceiro de usinagem CNC para implantes médicos personalizados não se resume mais a avaliar a precisão das capacidades da oficina, mas sim a garantir que se tenha avaliado e confirmado uma cultura de qualidade abrangente dentro dessa organização. A questão fundamental passa a ser como diferenciar uma simples oficina de um parceiro qualificado para a certificação como fornecedor de dispositivos médicos , o que implica realizar uma auditoria para avaliar a abrangência do seu sistema de controle de projeto, riscos biológicos e rastreabilidade.
Controle de projeto e gerenciamento de riscos segundo a norma ISO 13485
- Integridade do Arquivo Histórico de Projeto (DHF): Mantemos registros rastreáveis de todas as entradas, saídas, revisões e atividades de verificação/validação do projeto.
- Gestão Integrada de Riscos: Realização de usinagem CNC de alta precisão e análise de materiais para gerenciar eficazmente os riscos associados a partículas, falhas mecânicas e biocompatibilidade.
- Plano Diretor de Validação de Processos: Estabelecer e executar protocolos para todos os processos críticos, como implantes usinados por CNC e processamento subsequente.
Ambiente Controlado e Validação Avançada de Processos
- Operações dedicadas em salas limpas: Manutenção de um ambiente controlado de acordo com a norma ISO 7 (Classe 10.000) para todas as operações de acabamento e manuseio.
- Qualificação abrangente do processo: Não se trata apenas de validar a máquina em si, mas todo o processo, desde a matéria-prima até a limpeza, para uma determinada família de implantes .
- Controle Estatístico de Processo (CEP): Utilização de monitoramento em tempo real e gráficos de controle para usinagem CNC de precisão de características críticas de implantes para atingir Cp/Cpk > 1,33 .
Registro completo do histórico do dispositivo (DHR) e controle de alterações
- Rastreabilidade do material à peça: a capacidade de ter uma cadeia ininterrupta de rastreabilidade desde o lote de matéria-prima certificada (por exemplo, barra de Ti-6Al-4V ELI ) até cada peça de implante serializada.
- Ordem de Alteração de Engenharia Estruturada (ECO): É necessário um ciclo de revisão para quaisquer alterações, a fim de garantir que os impactos no projeto, nos riscos e nos registros regulatórios sejam avaliados antes da implementação.
- Sistema de Não Conformidades e Ações Corretivas e Preventivas (CAPA): A capacidade de implementar sistemas robustos de não conformidades e ações corretivas para qualquer não conformidade, o que está diretamente relacionado à revisão da gestão do sistema de qualidade ISO 13485 .
Essa estrutura é importante porque se concentra em pontos-chave de auditoria que vão além de meros certificados e abrangem a operação em si. Nossa estratégia demonstra que é possível contar com um parceiro qualificado que deve projetar soluções onde a usinagem CNC avançada faça parte do ecossistema de qualidade.
Por que escolher a LS Manufacturing na área de fusão espinhal, que afeta a vida inteira dos pacientes?
Para a fusão espinhal, um implante é uma parte biomecânica permanente. O desafio é pegar um projeto e transformá-lo em um dispositivo que proporcione osseointegração e integridade mecânica ao longo da vida. Isso exige um fabricante que não apenas execute a usinagem, mas que projete e desenvolva soluções. A LS Manufacturing é uma verdadeira parceira na fabricação de dispositivos médicos , assumindo a responsabilidade compartilhada pelo sucesso clínico e regulatório, desde a concepção até o lançamento.
Da necessidade clínica ao projeto de fabricação
Transformamos requisitos biológicos e mecânicos em especificações precisas e viáveis para a produção. Em nosso projeto de usinagem de implantes espinhais , isso significou trabalhar em conjunto para definir a textura superficial de uma liga de titânio para o crescimento ósseo e, em seguida, determinar os requisitos de usinagem CNC de precisão e pós-processamento necessários para atingir essa especificação, tornando o projeto de entrada tanto fabricável quanto validável.
Um ecossistema controlado para biocompatibilidade e desempenho.
O desempenho é baseado em uma cadeia de processos validada e livre de contaminantes. Possuímos uma sala limpa ISO 7 para todas as operações de acabamento. Utilizamos usinagem CNC multieixos , que possui trajetórias de ferramenta validadas e controle de fluido de corte para evitar impurezas incorporadas. Os lotes passam por testes iônicos e validação mecânica, incluindo testes de fadiga de até 10 milhões de ciclos , conforme a norma ASTM F1717 . Os dados in vitro darão suporte ao requisito de vida útil in vivo.
Rastreabilidade completa e documentação pronta para conformidade regulatória.
Desenvolvemos o histórico do dispositivo e o arquivo de histórico do projeto simultaneamente ao processo de fabricação. Para cada implante, documentamos toda a cadeia, desde o certificado da matéria-prima, passando pelos parâmetros avançados de usinagem CNC , até os lotes de limpeza e esterilização. Isso cria uma cadeia ininterrupta, transformando um componente em um dispositivo médico totalmente documentado .
Este documento descreve uma metodologia na qual o processo de fabricação é uma extensão do processo de controle de projeto. A parceria cria a base projetada, documentada e validada, que reduz os riscos no caminho para o mercado. Essa integração comprovada de rigor técnico com sistemas de qualidade é a resposta definitiva para a pergunta: por que escolher a LS Manufacturing para aplicações críticas na área da coluna vertebral?
Perguntas frequentes
1. Quanto tempo leva desde o congelamento do projeto até a obtenção do protótipo fundido que pode ser usado para testes pré-clínicos?
Para projetos de complexidade média, esse ciclo geralmente leva de 8 a 12 semanas. Isso inclui análise de viabilidade do processo, ferramental, fabricação da primeira peça, pós-processamento e testes básicos. No entanto, esse ciclo pode ser mais longo para estruturas porosas complexas e para aquelas que exigem tratamentos de superfície especiais.
2. Que nível de precisão dimensional e rugosidade superficial você pode alcançar para o dispositivo de fusão espinhal de liga de titânio?
Para recursos de usinagem CNC, a tolerância dimensional pode ser tão precisa quanto ±0,025 mm , e a rugosidade superficial para superfícies de contato chaveadas pode ser ≤0,4 μm . Para estruturas porosas criadas usando SLS, a tolerância para diâmetros de furos pode ser de ±0,05 mm , e o desvio para diâmetros de pilares pode ser <10% . A rugosidade superficial também pode ser reduzida usando polimento eletrolítico.
3. Como podemos garantir que o interior do dispositivo de fusão poroso esteja absolutamente limpo, sem quaisquer resíduos de processamento?
Seguimos o processo padrão de "remoção de pó pós-instalação - limpeza química em múltiplos canais - jateamento de água de alta pressão - limpeza ultrassônica profunda - secagem a vácuo" e realizamos testes de limpeza em várias etapas do processo ( método de pesagem, contagem de partículas, etc. ). Podemos fornecer relatórios sobre o processo de limpeza ( IQ, OQ, PQ ), bem como relatórios de testes de limpeza das amostras.
4. Se houver algum risco de fabricação ou de desempenho potencial em nosso projeto, vocês nos informarão?
Sim. Oferecemos serviços de projeto e desenvolvimento com base na norma ISO 13485. Participaremos da fase conceitual e forneceremos relatórios detalhados sobre a viabilidade de fabricação, incluindo a imprimibilidade da estrutura, a possibilidade de remoção de suportes, a facilidade de limpeza dos cantos mortos e a concentração de tensões. Essas sugestões são de vital importância.
5. A empresa oferece um serviço completo de gerenciamento de projetos, desde a fabricação do protótipo até o auxílio no registro?
Podemos oferecer nossos serviços como sua 'organização de projeto e fabricação por contrato', fornecendo suporte em cada fase, desde a transformação do projeto, desenvolvimento do processo, congelamento do projeto, produção piloto, verificação de desempenho e preparação de documentos técnicos (DHF, DMR), o que pode reduzir significativamente o tempo de lançamento do seu produto.
6. Qual é a quantidade mínima de encomenda (MOQ)? É possível criar protótipos com uma única peça?
Apoiamos integralmente o processo de desenvolvimento de protótipos e iteração de design. A quantidade mínima de encomenda (MOQ) pode ser de apenas 1 a 5 peças . Isso é particularmente importante para o desenvolvimento de equipamentos médicos, onde são necessários testes de verificação e experimentos com animais.
7. Você apoia o uso de outros materiais de grau implante além do Ti-6Al-4V ELI?
Oferecemos suporte completo. Podemos processar titânio puro (Grupo 2, Grupo 4), Ti-6Al-7Nb e diferentes ligas de titânio do tipo beta, como Ti-15Mo-5Zr-3Al . Além disso, temos experiência em pesquisa no processamento de metais degradáveis, incluindo ligas de magnésio.
8. Como iniciar uma nova colaboração para um projeto de dispositivo de fusão espinhal?
Após a assinatura do acordo de confidencialidade, por favor, nos envie seu conceito inicial de design, requisitos de desempenho e mercado-alvo. Você também pode solicitar um orçamento instantâneo enviando seus arquivos de design. Nossa equipe de projetos médicos iniciará uma análise preliminar de viabilidade em até 5 dias úteis e agendará uma reunião técnica para discutir o procedimento detalhado com você.
Resumo
Fabricar um componente espinhal de liga de titânio de acordo com o projeto é apenas o começo . A fabricação de precisão para dispositivos médicos é um sistema que integra biocompatibilidade, biomecânica e rastreabilidade em todos os processos. Ela exige um parceiro que seja tanto especialista em processamento de metais quanto um profissional experiente em regulamentações, capaz de traduzir conhecimento multidisciplinar em lotes que resistam aos rigorosos testes de aprovação.
Se você busca um parceiro para ajudá-lo a identificar os limites de qualidade de fabricação e conformidade regulatória para a última geração de sistemas de fusão espinhal, envie seu conceito de projeto ou desafios de desempenho. A equipe de soluções de usinagem CNC para o setor médico da LS Manufacturing iniciará uma " Análise de Fabricabilidade do Implante e Caminho de Validação Pré-Clínica " completa em seu nome. Com nossa perspectiva de engenharia, embasada em diretrizes regulatórias, avaliaremos todos os aspectos do seu projeto relevantes para a segurança e eficácia.
Faça parceria com a LS Manufacturing para obter gaiolas espinhais de titânio de grau médico, projetadas para garantir verdadeira osseointegração e segurança do paciente.
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com .


