
Precision medical CNC machining services address this critical knowledge gap between lab perfection and clinical reality for spinal fusion devices. The fundamental problem with conventional medical parts suppliers is that they only achieve geometrical conformance, while completely disregarding biological requirements for clean pores and mechanical incompatibility, which are critical for preventing biological responses such as inflammation and stress-shielding. The synergy of our 5-axis CNC and additive technologies provides biological function and safety to the implant’s very structure.
Our bio-compatible manufacturing technology has been proven to achieve results through our proprietary ultra-finishing and bio-activation process, which reduces surface oxygen levels by 40% for Ti-6Al-4V ELI alloys, while tripling hydroxyapatite deposition capability, with gradient modulus designs for optimal load transfer. Selecting our services means securing a complete clinical performance insurance policy, integrated into every pore, with our definitive bio-integration audit checklist.
Precision Medical CNC Machining: Essential Standards
| Mandatory Requirement | Our Implementation Protocol |
| Full Material & Process Traceability | CNC machining components are manufactured with complete documentation (Device Master Record), from certified material through finished part, in accordance with ISO 13485/FDA QSR. |
| Absolute Biocompatibility Assurance | Machining is done from qualified materials (e.g., 316LVM, Ti-6Al-4V ELI) in a clean environment, followed by cleaning, passivation, and packaging validation. |
| Micro-Scale Feature Accuracy | Tolerances for surgical instruments and implants must be within ±0.005mm; this is achieved through Swiss-type lathes, micro-tooling, and optical measurement. |
| Complex, Patient-Specific Geometries | Machining complex, organic geometries from medical images requires advanced 5-axis CAM systems, as well as verification to ensure that the implant matches the surgical plan exactly. |
| Validated Cleanroom Manufacturing | Critical cleanroom operations in Class 7/8 environments ensure parts are not contaminated, with protocols for particles and endotoxin testing for parts touching sterile fields or body tissues. |
| Our Risk-Managed Quality System | We utilize a production part approval process (PPAP), statistical process control (SPC), as well as 100% inspection of all safety-critical dimensions. |
| Result: Regulatory Compliance | Delivers not just a part, but a complete technical file supporting regulatory filings (510(k), CE Mark), accelerating your path to market. |
| Result: Uncompromised Patient Safety | Assures every component meets the highest standards of safety, effectiveness, and reliability, from diagnostic, surgical, to implantable devices. |
We address the fundamental CNC machining challenge of manufacturing medical components, where precision is the equivalent of safety. We provide processes that are certified, traceable, and ensure biocompatibility, micro-scale accuracy, as well as regulatory compliance. We assure safe, effective, and reliable devices, as well as implants, accelerating your path to market while providing the best clinical outcomes.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
Many references exist on the topic of machining; however, this resource provides tested information for the precision medical CNC machining of titanium spinal cages. We don't rely on theory; we have a shop where optimal bone integration despite issues such as cleanliness of the pore structure and stress shielding is our focus. Our information is created in the shop where we make medical implants where failure is not an option and must adhere to standards such as those published by TWI Global.
Our information is created as we solve real-world problems such as preventing inflammation from powder residue and ensuring mechanical compatibility through gradient designs. Each step is tested against rigorous standards such as those published by the International Aerospace Quality Group (IAQG), learned through years of successful production.
We are willing to share our learned experience, not our academic credentials. The techniques and strategies presented in this document for toolpath optimization and post-processing for Ti-6Al-4V ELI are what we apply in our daily work to deliver cages that work seamlessly in combination. This document is intended to help you benefit from our learned experience to ensure success and safety for your device and your patient.

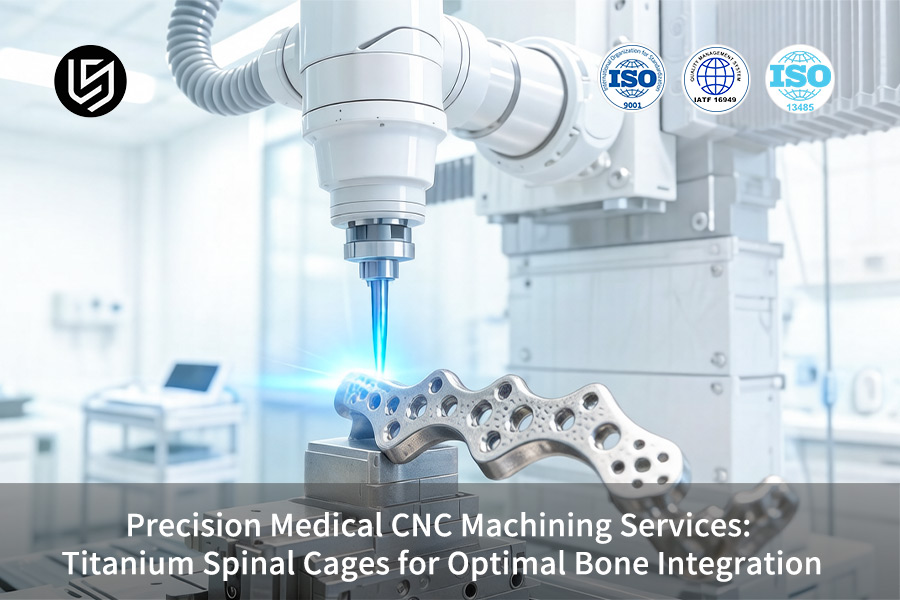
Figure 1: CNC machining a porous custom titanium spinal cages to optimize bone integration for spinal fusion procedures.
What Are The Main Manufacturing-Related Factors Causing Osseointegration Failure Or Spinal Fusion Cage Complications?
The long-term clinical success of a spinal fusion implant is, in essence, determined during manufacturing. This document presents an integrated approach to manufacturability-related failure trigger elimination through implant failure root cause control during manufacturing. The approach ensures material science, precision, and biomechanical integrity to address the critical issues of cleanliness, surface state, and mechanical compatibility in one step:
Validated Multi-Stage Decontamination of Porous Structures
We use our proprietary multi-stage cleaning method for additive manufactured lattice structures. The method includes solvent-assisted powder removal, pulsed ultrasonic agitation, and vacuum drying. The method is validated through micro-CT to ensure that all particles within the lattice structure have masses of less than 5 ppm. This overcomes one of the major issues of implant-associated inflammation. The implant is thus of absolute integrity for bone ingrowth. Absolute internal cleanliness is a non-negotiable requirement for manufacturing and biocompatibility.
Controlled Surface Engineering for Optimal Bioactivity
We precisely control the surface state of the titanium. The thermal oxidization is precisely controlled to achieve a uniform titanium oxide layer at the nanometer level. All titanium spinal cage CNC machining is done in a clean room to ensure that there is no contamination. The material is thus characterized as having a surface state that is more hydrophilic and protein adsorptive, which directly influences the rate of osteoblast attachment and proliferation, thus creating a bioactive host material.
Biomechanical Harmony via Hybrid Manufacturing
We achieve this through the use of patient-specific finite element analysis to design the lattice/solid support. The critical load-bearing interfaces of the implant are precisely machined to within sub-10-micron precision CNC machining. The porous regions of the implant are achieved through SLM. The machining integration ensures that the overall stiffness is equivalent to that of the bone. Metrology CNC machining is used to validate the geometry of the implant on master tools.
Our authority is substantiated by our ability to correlate specific process parameters, such as ultrasonic frequency or oxidation temperature, to quantified biological results. We address the fundamental problem of how to combine advanced CNC machining techniques with additive manufacturing techniques to offer a verified biomechanical system, designed from scratch to achieve osseointegration, rather than just a manufactured product.

How Can An Ideal Porous Structure That Promotes Bone Ingrowth Be Designed And Fabricated For Spinal Fusion Cages?
To achieve ingrowth for spinal fusion cages, we are required to design a lattice structure that is not only biologically permissive but also mechanically sufficient. In this document, we discuss our stringent approach to designing, optimizing, and most importantly, manufacturing such structures in order to ensure that our final CNC machining product accurately mimics our intended biological and mechanical performance criteria:
Parameter Optimization via Biomechanical Simulation
- Targeted Porosity & Pore Size: With FEA, we obtain site-specific porosity (60-80%) and target pores in the range of 300-700 µm for bone integration implants.
- Guaranteed Interconnectivity: Our design tools ensure 100% interconnectedness of pores, which is critical for vascularization.
- Mechanical Mimicry: The modulus of our lattices is comparable to that of host bone, thus preventing stress shielding.
Unit Cell Selection for Targeted Performance
- Primary Load-Bearing Structure: The Diamond unit cell is employed as our primary lattice structure owing to its high strength and permeability for fusion zones.
- Enhanced Peripheral Bioactivity: Gyroid unit cells are employed to increase bioactivity in the peripheral areas of the implant.
- Seamless Hybrid Integration: The lattice structures and solid CNC machining regions are blended together smoothly.
Ensuring Dimensional Fidelity from File to Part
- Design-for-AM Compensation: A proprietary database pre-adjusts strut diameters in CAD to compensate for melt pool effects in additive manufacturing for implants.
- Validated Post-Processing: A controlled chemical polishing recipe ensures uniform cleaning of struts without critical erosion.
- Metrological Verification: Verification of critical pore metrics through micro-CT scanning to ensure that they fall within 10% of design intent.
Our authority comes from our ability to control the entire process from digital to physical. We bridge the gap between ideal porous structure design for spinal cages and the realities of manufacture through compensated design, hybrid CNC machining, and verification. The lattice structure we produce is thus both biomechanically sound and biologically effective as a scaffold.
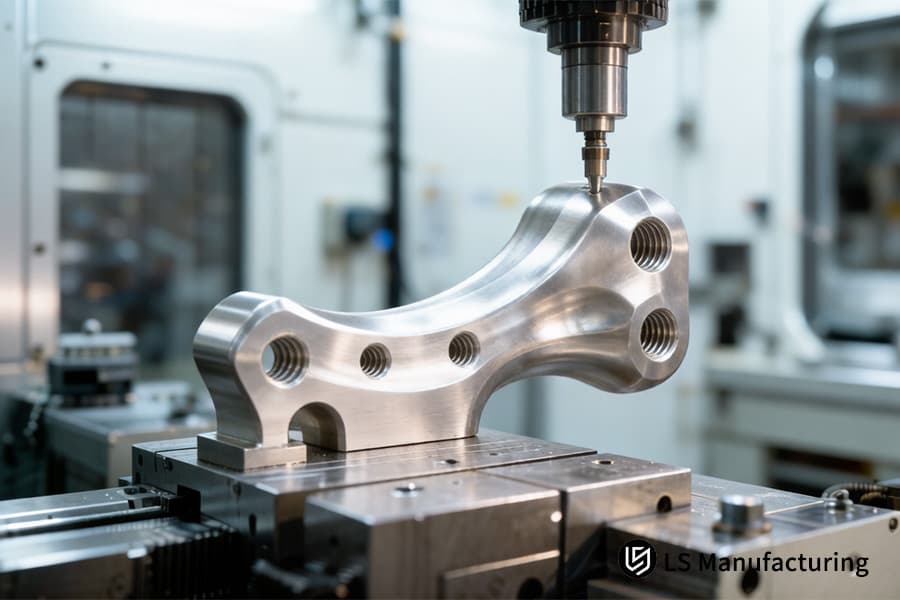
Figure 2: Actively machining a titanium alloy spinal cage in an operative room for medical orthopedic implantation.
How Does Precision Machining Of Medical-Grade Titanium Alloys Ensure The Surface Integrity And Cleanliness Of Implants?
For a fully bioactive interface to be achieved, absolute surface integrity and cleanliness are necessary. Our "Biograde Surface" manufacturing strategy involves the elimination of micro-defects and impurities for predictable osseointegration, solving the fundamental problem of realizing design intent in biological performance:
Eliminating Micro-Defects via Ultra-Precision Machining
The foundation for this is established during precision medical CNC machining services. Our company uses a two-stage machining process for our precision parts. First, critical areas such as fusion device endplates are milled using mono-crystalline diamond machining tools under optimal conditions during the final stage. This ultra-precision CNC machining provides a mirror-like surface finish (Ra ≤ 0.2μm). Next, and most importantly, is the required meticulous and deliberate process of removing all micro-tears in screw holes and internal channels using manual and microscopic methods.
Removing the Damaged Layer and Passivating
Despite perfect machining, there remains a work-affected zone. We apply the process of electropolishing for medical titanium as a precisely controlled process of anodic dissolution. It precisely removes the surface layer of 10-30μm, eliminating the compromised microstructure, micro-cracks, and embedded contaminants from the previous stages of advanced CNC machining. It also forms a uniform Cr2O2-rich passive oxide film, improving corrosion resistance, as well as a uniform, chemically implant surface finishing.
Validated Multi-Stage Ultra-Clean Processing
After the process of electropolishing, the components undergo a validated cleaning process, which takes place in a Class 10,000 cleanroom. The process includes alkaline soak, acid rinse, multiple rinses of UPW, ultrasonic agitation, and high-pressure spray, all of which are additive processes of contaminant removal. The final process of drying takes place in a vacuum environment with Class 100 laminar flow. We validate the process of cleanliness as per ASTM F2459, thereby providing quantifiable levels of particulate counts.
This document presents a non-negotiable process in which precision CNC production is merely the starting point. Our differentiator is in the integration and validation of the process sequence of defect removal, electrochemical refinement, and particulate removal. We do not just manufacture a part, we manufacture a guaranteed contaminant-free biointerface, traceable from medical CNC machining to clean room packaging.

Figure 3: Fabricating biocompatible titanium alloy spinal cages for precision spinal-fusion implantation.
How Can The Elastic Modulus Of A Fusion Device Be Controlled Through Manufacturing Processes To Match That Of The Host Bone?
Stress shielding, a significant mismatch in implant and bone material stiffness, is a known cause of failure in fusions. In this document, we will outline our CNC machining approach to a novel "Design-Material-Process" integration for designing custom titanium spinal cages to match the bone elastic modulus. The following sections will outline a systematic approach to achieve a precise elastic modulus matching.
| Strategy | Key Implementation & Quantifiable Outcome |
| Material Selection: Beta Titanium Alloys | Ti-13Nb-13Zr (~60 GPa) instead of Ti-6Al-4V (~110 GPa) has a basic modulus closer to cortical bone (~20 GPa). |
| Graded Porous Structure Design | Additive manufacturing of lattice structures with varying density, thereby offering the possibility of designing the gradient of the modulus from the core towards the bone interface. |
| Post-Process Heat Treatment | Tailored solution treatment and aging of certain beta alloys, offering the possibility of tuning the final modulus within a certain range (55-80 GPa). |
| Machining Parameter Optimization | For beta titanium alloy machining, specific parameters in precision CNC machining (speed, feed, cooling) are optimized to prevent work-hardening that can inadvertently increase surface modulus. |
This framework is then translated into performance through our data-driven approach to manufacturing solutions, from material selection to our proprietary CNC machining techniques for solid sections, as well as additive manufacturing for complex lattices. Our experience in titanium implant manufacturing combines these approaches to provide our clients with validated approaches to manage this critical mechanical property, eliminating stress shielding concerns through significant engineering.
LS Manufacturing Orthopedic: Integrated Project For Complex Porous ACDF Device Production
A leading orthopedic innovation company was plagued by reliability issues with their next-generation cervical fusion devices with integrated solid and porous structures. This LS Manufacturing orthopedic case outlines how our engineered SLM one-piece fabrication solution helped overcome these problems to achieve a successful product launch:
Client Challenge
The client’s new ACDF cage manufacturing design, which used a central strut for stability and a 3D lattice structure for ingrowth, was having issues with inconsistencies in the design. The supplier’s current process, which used CNC machining for the strut and welding for the 3D lattice, was having issues with the weld, which was causing issues with the heat-affected zone and possibly a lack of fusion during the welding process. This was causing a non-conformance rate of over 15% in the fatigue testing and failing the internal cleanliness test, which was critical for the design reliability submission.
LS Manufacturing Solution
The solution was to provide a holistic, fully integrated additive manufacturing solution. The entire cage was built in one piece via SLM printing with medical-grade Ti-6Al-4V ELI powder and <10 ppm O₂ in the printing atmosphere. Pre-build simulation was used to optimize the design of the strut-to-porous structure. The post-process operations were HIP for densification, followed by precision CNC machining of critical planar surfaces and chem-polishing. The design was a one-piece structure, thus removing the risk of weld defects and internal cleanliness issues associated with the previous assembly process.
Results and Value
The smooth monolithic device was fully validated, with the internal particulate test being compliant with ISO 13485, and fatigue performance exceeding 10 million cycles at physiological loads, 50% above requirement. The validated, cleanable internal lattice and data package were instrumental in our client’s successful FDA 510(k) process, delivering an estimated 8-month time-to-market advantage and securing LS Manufacturing’s position as a strategic partner for complex implant solutions.
The case study shows how we were able to transform from a failure-prone assembly to a reliable, high-performance CNC machining process, utilizing our full process capabilities from simulation through controlled atmosphere printing to validated post-processing to solve a critical integration issue, delivering quantified time-to-market for our client’s advanced orthopedic devices, where structural integrity and cleanliness are non-negotiables.
Elevate your implant from design to FDA-cleared reality with LS Manufacturing's integrated precision medical manufacturing.

How To Verify The Biocompatibility And Preclinical Performance Of Spinal Fusion Devices?
Transitioning a spinal implant CNC machining from design to clinic necessitates a rigorous and data-driven validation approach. The following document presents a comprehensive test strategy for pre-clinical validation, extending beyond mere compliance to provide a predictive data package for success in a regulatory environment and among clinicians:
| Validation Pillar | Methodology & Quantifiable Output |
| Material Safety: Biocompatibility | Completing the entire ISO 10993 series in qualified labs for biocompatibility testing to provide quantitative data on pass or fail criteria for cytotoxicity, sensitization, irritation, and systemic toxicity. |
| Structural Performance: Mechanical Testing | Completing static and dynamic tests in accordance with ASTM F2077/F2267 to provide quantitative data on implant performance, such as compressive stiffness, subsidence resistance, and fatigue life to 10M cycles. |
| Functional Efficacy: Osseointegration Potential | Using in vitro cell culture models on implant surfaces to provide quantitative data on early osteogenic potential, such as cell viability (>90%), alkaline phosphatase activity, and nodule formation. |
We offer a process from the CNC machining raw material through to the validation of the implant's performance. Our service includes test planning, execution of the testing with our certified partners, and analysis of the data, providing a cohesive report that proves the safety as well as the functionality of the design. The integrated validation service offered for medical implant machining services urns regulatory requirement into competitive advantage, reducing risk for the development of complex spinal device solutions.
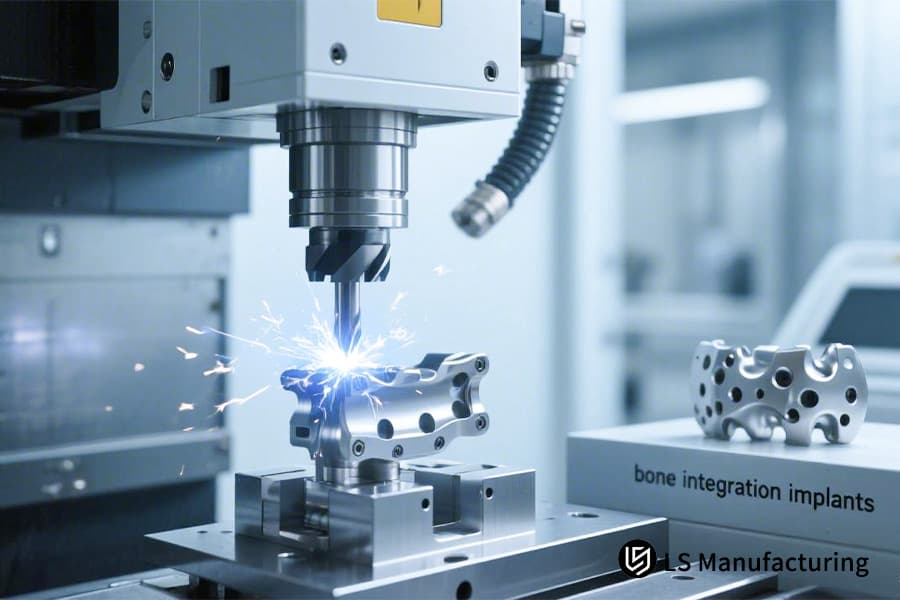
Figure 4: Executing high-precision CNC machining on biocompatible titanium alloy for neurosurgical and orthopedic implantation.
How To Evaluate A CNC/AM Supplier's Medical Implant Production Qualifications?
The process of choosing a CNC machining partner for custom medical implants is no longer just about assessing precision in machine shop capabilities, but rather ensuring that one has assessed and confirmed an overall quality culture within that organization. The key issue becomes how to separate a simple machine shop from a medical device supplier qualification-ready partner, which means performing an audit to assess the depth of their system in controlling design, biological risks, and traceability:
Design Control & Risk Management Under ISO 13485
- Design History File (DHF) Completeness: We maintain traceable records for all design inputs, outputs, reviews, and verification/validation activities.
- Integrated Risk Management: Performing thorough high-precision CNC machining and material analysis to effectively manage risks associated with particulate, mechanical failure, and biocompatibility.
- Process Validation Master Plan: Establishing and executing protocols for all critical processes, such as CNC-machined implants and subsequent processing.
Controlled Environment & Advanced Process Validation
- Dedicated Cleanroom Operations: Maintaining a controlled environment of ISO 7 (Class 10,000) for all finishing and handling operations.
- Comprehensive Process Qualification: Not only validating the machine itself, but the entire process from feedstock to cleaning for a given implant family.
- Statistical Process Control (SPC): Utilizing real-time monitoring and control charts for precision CNC machining of critical implant features to achieve Cp/Cpk > 1.33.
Full Device History Record (DHR) & Change Control
- Material-to-Part Traceability: The ability to have a unbroken chain of traceability from certified raw material lot (e.g., Ti-6Al-4V ELI bar stock) to each serialized implant part.
- Structured Engineering Change Order (ECO): A review cycle is required for any changes to ensure design, risk, and regulatory filing impacts before implementation.
- Non-Conformance & CAPA System: The ability to have strong non-conformance and corrective action systems in place for any non-conformance, which is directly related to the ISO 13485 quality system management review.
This framework is important because it focuses on key audit points that go beyond mere certificates and into the operation. Our strategy shows that it is possible to have a qualified partner that must design solutions where advanced CNC machining is part of the quality ecosystem.
Why Must One Choose LS Manufacturing In The Field Of Spinal Fusion That Affects Patients' Entire Lives?
For spinal fusion, an implant is a permanent biomechanical part. The challenge is to take a design and turn it into a device that provides lifelong osseointegration and mechanical integrity. This requires a manufacturer that doesn't just execute machining, but rather one that designs and develops solutions. LS Manufacturing is a true medical device manufacturing partner, taking shared responsibility for clinical and regulatory success from concept through launch:
From Clinical Requirement to Manufacturable Design
We take biological and mechanical requirements and turn them into precise specifications that are producible. In our spinal implant machining project, this meant working together to establish the surface texture of a titanium alloy for bone ongrowth and then determining the precision CNC machining and post-process requirements necessary to achieve this specification, thus making the design input both manufacturable and validatable.
A Controlled Ecosystem for Biocompatibility & Performance
The performance is based on a contaminant-free and validated process chain. We have an ISO 7 clean room for all finishing operations. We utilize multi-axis CNC machining, which has validated toolpaths and coolant control to prevent embedded impurities. The lots go through ionic testing and mechanical validation, including fatigue testing to 10 million cycles, per ASTM F1717. The in vitro data will support the in vivo lifetime requirement.
Complete Traceability & Regulatory-Ready Documentation
We develop the device history record and design history file concurrent with the manufacturing process. For every implant, we document the entire chain from raw material certificate, advanced CNC machining parameters, and cleaning and sterilization lots. This creates an unbroken chain, turning a component into a fully documented medical device.
This document describes a methodology in which the manufacturing process is an extension of the design control process. The partnership creates the engineered, documented, and validated foundation, which de-risks the path to market. This proven integration of technical rigor with quality systems is the definitive answer for why choose LS Manufacturing for mission-critical spinal applications.
FAQs
1. How long does it take from the design freeze to obtaining the fused prototype that can be used for preclinical testing?
For medium complexity designs, this cycle generally takes between 8 to 12 weeks. This includes process feasibility analysis, tooling, first-piece manufacturing, post-processing, and basic testing. However, this cycle may be longer for complex porous structures and for those requiring special surface treatments.
2. What level of dimensional accuracy and surface roughness can you achieve for the titanium alloy spinal fusion device?
For CNC processing features, dimensional tolerance could be as accurate as ±0.025mm, and the surface roughness for key mating surfaces could be ≤0.4μm. For porous structures created using SLS, the tolerance for diameters of holes could be within ±0.05mm, and the deviation for pillar diameters could be <10%. Surface roughness could also be reduced using electrolytic polishing.
3. How can we ensure that the interior of the porous fusion device is absolutely clean, with no any processing residues left?
We follow the routine process of "post-installation powder removal - multi-slot chemical cleaning - high-pressure water jetting - ultrasonic deep cleaning - vacuum drying," and we carry out the cleanliness test at various stages of the process (weight method, particle count, etc.). We can provide reports on the cleaning process (IQ, OQ, PQ) as well as the cleanliness test reports of the samples.
4. If there are any manufacturability or potential performance risks in our design, will you bring them to our attention?
Yes. We offer design and development input service based on ISO 13485. We shall take part at the conceptual phase, and detailed reports shall be provided concerning the manufacturability, including the printability of the structure, the possibility of support removal, the cleanability of the dead corners, as well as the stress concentration. These suggestions are of vital importance.
5. Does the company offer a complete project management service from prototype manufacturing to assistance with registration?
We could offer you our services as your 'contract design and manufacturing organization', and we could provide you with support in each phase from design transformation, process development, design freeze, pilot production, performance verification, and the preparation of technical documents (DHF, DMR), which could greatly shorten your product launch time.
6. What is the minimum order quantity (MOQ)? Does it support prototyping with a single piece?
We fully support the process of prototype development and design iteration. The minimum order quantity (MOQ) could be as low as 1-5 pieces. This is particularly important for the development of medical equipment, where verification tests and animal experiments are required.
7. Do you support the use of other implant-grade materials other than Ti-6Al-4V ELI?
Fully support. We can process pure titanium material (Gr. 2, Gr. 4), Ti-6Al-7Nb, and different beta-type titanium alloys, such as Ti-15Mo-5Zr-3Al. In addition, we have research experiences in processing degradable metals, including magnesium alloys.
8. How to initiate a new collaboration for a spinal fusion device project?
Please provide us with your initial design concept, performance requirements, and target market after signing the confidentiality agreement. You can also directly request a instant quote by uploading your design files. Our medical project team will start a preliminary feasibility check within 5 working days and set up a technical meeting to discuss the detailed procedure with you.
Summary
Manufacturing a titanium alloy spinal component per the blueprint is simply the beginning. Precision medical manufacturing is a system, integrating biocompatibility, biomechanics, and traceability into all processes. It requires a partner who is both a metal processing expert and a regulatory-savvy practitioner, adept at translating multidisciplinary expertise into batches that can survive the rigors of review.
If you are seeking a partner to help you identify the boundaries of manufacturing quality and regulatory compliance for the latest generation of spinal fusion systems, please submit your design concept or performance challenges. The medical CNC machining solutions team at LS Manufacturing shall initiate a thorough "Analysis of Implant Manufacturability and Preclinical Validation Pathway" on your behalf. With our engineering perspective informed by regulatory guidance, we shall evaluate all aspects of your design relevant to safety and effectiveness.
Partner with LS Manufacturing for medical-grade titanium spinal cages engineered to ensure true osseointegration and patient safety.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


