<本体>
| パラメータ |
砂型鋳造 |
インベストメント キャスティング |
| ISO 8062 グレード範囲 |
CT8~CT13 |
CT4~CT7 |
| 25 mm あたりの直線公差 |
±0.5 ~ 1.5 mm |
±0.1 mm |
| 代表的な表面仕上げ (Ra) |
12.5 ~ 50 μm |
1.6 ~ 6.3 µm (インベストメント鋳造の表面品質を定義します) |
| 一次欠陥リスク |
収縮、コアシフト、砂の混入 |
気孔率、シェルの亀裂 (金属鋳造欠陥の防止によって規制されます) |
| 検査方法 |
手動測定、テスト部品 CMM |
自動 CMM とインライン光学測定 |
<ブロック引用>
手作業による検査サイクルを必要とせずに、鋳造品が図面公差に準拠していることが保証されます。 自動 CMM とインライン光学検査は CAD を利用してすべての寸法を確認し、 スクラップ率を 1% 未満 に抑え、二次検査費用を削減します。これにより、 確実に金属鋳造の見積もりを作成できるようになりました。 SPC を通じた金属鋳造品質プロトコルにより、サプライ チェーンが安定します。
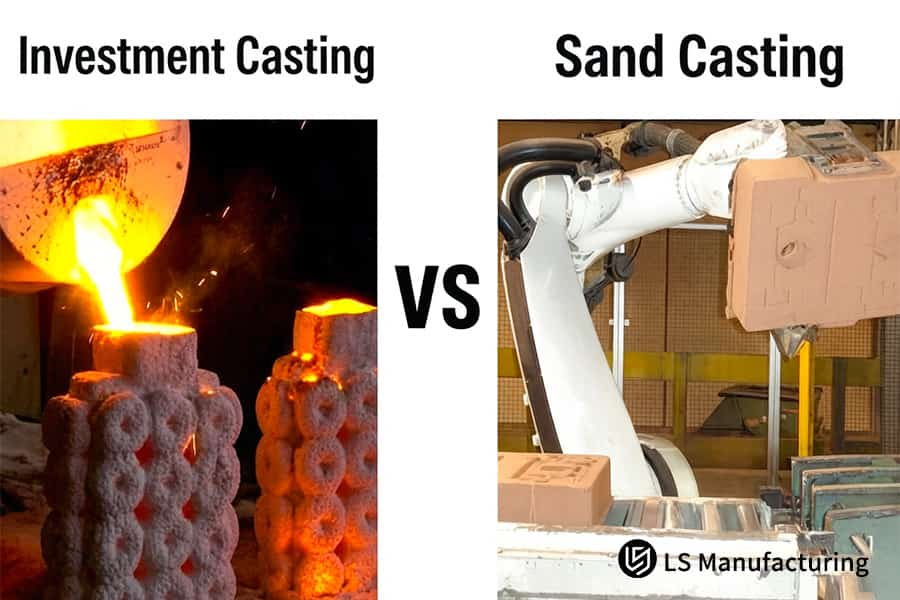
図 3: インベストメント鋳造は複雑なワックス パターンを形成しますが、砂型鋳造ではロボット アームを使用して重い中子を配置します。
二次的な CNC 加工要件により、カスタム金属鋳造サービスのワークフローにおける隠れたコストがどのように増加するのでしょうか?
二次CNC 機械加工は、鋳造プロセスにおける隠れた費用の中で最大の費用となる可能性がありますが、通常、見積もり中に見落とされます。 砂型鋳造は、表面が粗く抜き勾配が大きい (1.5°~3°) ため、旋削、フライス削り、手研削を数回繰り返す必要があり、プロセスのコストが35%~60%高くなります。最初から二次プロセスを考慮したカスタム金属鋳造サービスにより、予算を節約できます:
抜き勾配角度が加工量に与える影響
砂型鋳造には1.5°~3°の抜き勾配が必要で、各加工面からより多くの材料を除去する必要があり、CNC サイクル時間が40~60%増加します。インベストメント鋳造では0.5° 未満の抜き勾配を使用できるため、二次加工操作を行わずにほぼネット形状が得られます。このプロセスでは、各表面から3 ~ 5 mm の余分な材料を除去する費用が除外され、部品あたりの金属鋳造機械加工コストの50%を節約できます。
表面粗さが仕上げパスを左右する
砂型鋳造の表面粗さはRa 12.5 ~ 50 μmの範囲で変化します。手作業によるバリ取りを伴う荒切削、中仕上げ切削、仕上げ切削に加えて、インベストメント鋳造では、荒加工を行わずに 1 回の軽い仕上げパスでRa 1.6 ~ 6.3 μmの表面粗さを実現します。 SME ベンチマークによると、砂型鋳造コストの比較によると、一般的なポンプ ハウジングの総加工時間は、同等のインベストメント鋳造よりも 2.3 倍長いことがわかります。
ネットシェイプにキャストされた重要な特徴
インベストメント鋳造では、砂型鋳造の場合に必要な穴あけやタップ加工を必要とせずに、すべての重要な穴とシール面を直接作成します。砂型鋳造のすべての穴にはドリルとリーマ加工が必要であり、砂型鋳造プロセスで垂直壁に抜き勾配が追加されます。重要な寸法の80%が印刷公差内に収まる鋳物が得られるため、治具のセットアップなしで複雑なアセンブリのカスタム鋳造ソリューションが容易になります。
DFM 分析による総コストの最適化
初期のエンジニアリング評価では、金型を作成する前に、未加工の鋳造コスト、機械加工コストの見積もり、スクラップのリスクの組み合わせが考慮されます。適切なプロセスは量と形状によって異なります。 少量 (年間 500 個未満) の場合は砂型鋳造プロセスが、 複雑な形状のインベストメント鋳造の場合は異なります。 金属鋳造 DFM アプローチによる予期せぬ事態を避けるために、文書化された方法で総コストの見積りが行われます。
<ブロック引用>
文書化されていない CNC コストは、正確に計算されていない場合、二重に支払うことになります。 抜き勾配、表面仕上げ、 ネットシェイプ能力を定量化することで、適切なプロセスを選択して総コストを削減することができます。 金属鋳造仕上げの最適化は、初期のエンジニアリング評価によるもので、同じ機能に対して二度支払うことがないことを保証します。
材料の適合性要因は、投資プロバイダーと砂型鋳造サービスプロバイダーの選択にどのような影響を及ぼしますか?
材料の適合性により、どの鋳造プロセスで欠陥のない鋳物が得られるかが決まります。 Ti-6Al-4V、インコネル 718、316L などの高融点で酸化しやすい金属には、真空溶解と不活性ガス保護が必要ですが、これはインベストメント鋳造でのみ実現できます。これにより、金属に対する投資か砂型鋳造サービスのどちらかを適切に選択できるようになります。
高温合金および反応性合金にはインベストメント鋳造が必要
<オル>
真空溶解: 酸化物や表面の脱炭を回避します。 欠陥のないチタン と超合金鋳物が得られます。
不活性ガス保護: Ar-N2 シュラウドによる大気反応を回避します。薄い鋳物は脆化しないままです。
セラミックシェルの安定性: 1600°C を超える温度にも劣化することなく耐えます。 金属鋳物の酸化制御が可能になります。
鉄合金とアルミニウム合金は砂型鋳造に適しています
- ねずみ鉄/ダクタイル鋳鉄: 融点が低い (~1200°C) ため、砂型への充填が容易です。工具コストが低く抑えられます ($800 ~ $3000)。
- 大型アルミニウム (A356): 大型部品 (50 kg) を破損することなく管理できます。部品ごとのコストは、大量生産でも経済的です。
- オープンエア注入: 物流が簡単で、サイクル タイムの短縮に役立ちます。 大量鋳造サービスのビジネス モデルが可能になります。
分光計の検証により再現性を確保
<オル>
組成チェック: すべての溶融物を数分以内にチェックします。合金仕様 (Ti-6Al-4V ELI など) の認証を取得できます。
微量元素管理: 炭素、硫黄、シリコン含有量は±0.02%に維持されています。脆性や腐食の問題はありません。
50 以上の合金ライブラリ: 標準グレードと特別グレードの仕様が利用可能です。 精密鋳造部品メーカーとしてバッチ再現性が得られます。
合金選択ガイドのプロセス選択
- 溶解温度閾値: 液相線が 1400°C であるすべての合金はインベストメント鋳造に使用する必要があります。砂の焼き付きや浸透を防ぎます。
- 酸化感受性: チタン/インコネルには真空が必要で、ステンレス鋼にはアルゴンが必要です。リスクに応じて、金属鋳造合金のスクリーニングを使用してください。
- kg あたりのコスト分析: 砂型鋳造では鉄合金が30 ~ 50% 安くなります。総着陸コストを最小限に抑えます。
<ブロック引用>
適切な材料選択により、酸化、ガスの多孔性、またはカビの反応による廃棄を回避できます。設計段階の最初に金属鋳造材料マッピングを行うと、不必要なプロセス能力コストを回避できます。 分光計検証による材料優先のアプローチにより、各鋳物が指定された設定で完璧に機能することが保証されます。

図 3: PPE を着用した鋳造作業員が、過熱したねずみ鉄を頑丈なコープ アンド ドラッグ フラスコに注ぎます。
Smart Design For Manufacturability (DFM) により、金属鋳造の見積評価中の無駄をどのように削減できますか?
スマート DFM は、工具切断前の形状の最適化により、金属鋳造の見積もりに関連する無駄を削減します。フィレット半径をR<3 mm から R≧3 mm に変更し、収縮につながる不均一な肉厚を除去し、効果的なライザー/ゲート システムを設計することで、歩留まりを 25% 以上向上させることができます。これにより、金属鋳造の見積もりが最悪のケースではなく実際の生産性を示すことが保証されます。
フィレット半径の最適化により応力集中を軽減
鋭い角はホット スポットを生じ、熱を保持し、 収縮多孔性を促進します。内外フィレットをすべてR≧3mmにすることで、液体金属が流れやすくなり、固まりやすくなります。これにより、亀裂の形成箇所が排除され、X 線撮影の拒否率も最大 40% 低下するため、金属鋳造欠陥の防止と初回通過歩留まりの向上が保証されます。
均一な肉厚により収縮欠陥を防止
部品の厚さに急激な変化が発生すると、冷却条件に差が生じるため、収縮気孔には溶接または拒否が必要になります。最小厚さと最大厚さの比率が2:1未満になるようにそのような領域を再設計すると、薄肉部分から厚肉部分への方向性凝固が確実に行われます。高価な修理にお金を費やす必要はありませんが、NDT クラス 1 規格に準拠したカスタム鋳造ソリューションを入手できます。
マグマ シミュレーションによりツーリング前に設計を検証
数値的アプローチを使用した充填および凝固解析により、金属を流し込む前に、閉じ込められた空気の位置、コールド シャットの形成、および収縮の形成が予測されます。マグマ レポートは、特定の合金に最適なゲート位置、ライザー、チルを提供します。当たり外れのアプローチの必要性を排除し、カスタム金属鋳造サービスを保証する、検証済みの設計パッケージを入手してください。
ゲート システムの効率により材料収率が向上
不適切に設計されたランナーとゲートでは、トリミングされて溶解される金属が無駄に使用されます。ゲート比を1:2:4 (スプルー:ランナー:ゲート) に最適化することで、 鋳造金属とライザー金属の重量比が60:40 から 75:25 に変化します。キャビティの充填に影響を与えることなく、 注湯サイクルごとに材料費を 15 ~ 20% 節約できます。この金属鋳造シミュレーション分析は、事前に充填パターンを決定するのに役立ちます。
<ブロック引用>
見積もりプロセスでDFM 原則を Magma シミュレーションと組み合わせて使用すると、事前に欠陥がないことが保証されます。形状の最適化により、 歩留まりが95%以上向上します。この金属鋳造の歩留り向上アプローチにより、見積もり評価がゼロリスクの製造計画に変わります。
ケーススタディ: LS Manufacturing の航空宇宙用バルブ ボディ向けカスタム インベストメント鋳造サービス: Ra 3.2 μm と 45% のコスト削減を達成
北米の航空宇宙インテグレーターは、 316L ステンレス鋼 高圧バルブ ボディのコストの上昇に直面しました。砂型鋳造では、1 個あたり 420 ドルのコストで生の鋳物を製造しました。 Ra 25 μm 仕上げには 4 回の CNC サイクルと手動研磨が必要で、 スクラップ率は18% 、単価は 780 ドル になりました。 金属鋳造プロセスの最適化が実行されました:
クライアント チャレンジ
バルブ本体には、複雑な内部流路と密着シールが必要でした。砂型鋳造ではRa 25 μm の表面仕上げと3 ~ 5 mm の許容差が得られ、手動研磨とともに 4 回の CNC 操作が必要でした。機械加工段階で発生した気孔により18%の不合格が発生し、 その結果6~8 週間の納期遅れが生じました。
LS 製造ソリューション
このグループは、水溶性コアを備えたセラミック シェル シリカ ゾルインベストメント鋳造を使用しました。修正されたパーティング ラインにより、3 回の CNC 操作を必要とせずに複雑な流路の鋳造が容易になりました。チタンの脱酸素により微細孔が減少しました。この金属鋳造により、内部機能を備えたニアネット シェイプが作成されました。
結果と値
表面粗さはRa 2.8 ~ 3.2 μm まで低減されました。重要な穴は±0.05 mmの公差を満たしていました。さらに 3 つの機械加工作業が省略されました。コストは780 ドルから 429 ドルに削減されました (45%削減)。リードタイムが60% 削減されました。航空宇宙の気密性と疲労基準に関して流路のテストが成功しました。
<ブロック引用>
砂型鋳物を工学的に設計されたインベストメント鋳造プロセスに置き換えることで、総コストが 50%削減され、品質が向上しました。 金属鋳造表面品質を追求することにより、Ra ≤3.2 µm という 3 つの操作を省略することができました。このような方法論により、問題が発生しやすいプロジェクトが収益性の高い生産プロセスに変わりました。
コストを 45% 削減し、気孔のスクラップを排除しながら、バルブ本体の表面仕上げ Ra 3.2 µm を達成したいと考えていますか?弊社のインベストメント鋳造ソリューションにお任せください。

グローバル調達マネージャーがカスタム鋳造ソリューションに関して LS Manufacturing と提携すべき理由
品質、効率、配送の信頼性を重視する調達管理者は、サプライ チェーン内の摩擦を軽減できるパートナーを必要としています。二重のISO 9001:2015 および IATF 16949 認証により、発注ごとに均一なプロセス管理が保証されます。以下は、機能の統合によってカスタム キャスト ソリューションがどのように可能になるかについて簡単に説明したものです。
認定された品質システムにより監査の負担を最小限に抑える
<オル>
ISO 9001:2015: 受信制御、工程内制御、およびライン終了テストの文書化された手順。サプライヤー監査の重複は必要ありません。
IATF 16949: すべての鋳物に対する自動車グレードの欠陥防止 (PFMEA、管理計画)。 Tier-1 クライアントは、PPAP 提出書類を直接承認します。
第三者による監視: 年次監査チェックにより、継続的なコンプライアンスが確保されます。納品ごとに金属鋳造の品質保証に関する文書を受け取ります。
柔軟な生産能力で全量範囲をカバー
- 自動ロストワックス ライン:0.01 kg ~ 50 kgのインベストメント鋳造を最大年間 500,000 個の量で生産します。追加の資格なしでプロトタイプから本格的な生産に移行できます。
- 樹脂砂型鋳造ワークショップ: 素早いパターン変更により50 kgを超える部品を製造します。ポンプ ハウジングと機械ベースの鋳物は予定どおりに到着します。
- 単一ソースの利便性: すべての社内プロセスにより、複数のサプライヤーの必要性が軽減されます。 精密鋳造部品メーカーとして、ベンダー管理コストを最小限に抑えます。
迅速な DFM フィードバックにより意思決定が加速されます
<オル>
24 時間対応: エンジニアリング部門が 3D モデルをレビューし、24 時間以内にゲート レイアウト、予測収量、コストの詳細を返信します。
明瞭な価格設定: 見積書には工具、鋳造、熱処理、検査が項目別に記載されています。サプライヤー間の比較は平等に行われます。
シミュレーションに基づく推奨事項: Software Magma は充填と固化を検証します。これにより、大量のキャスト サービスを驚くことなく拡張できます。
統合サプライ チェーンにより予定通りの配達を保証
- 世界的な物流ネットワーク: 貨物運送業者と連携することで、さまざまな配送オプションが提供されます。出荷スケジュールを調整することで保管コストの削減が可能です。
- リアルタイム追跡: 各注文のステータスはオンラインで確認できます。調達部門からの注文を迅速に行うために電話をかける必要はありません。
- 混載発送: 複数の部品番号が 1 つの発送に混載されます。 金属鋳造サプライ チェーンの統合により、キログラムあたりの陸揚げコストが削減されます。
<ブロック引用>
認定された二重生産金属鋳造メーカーと提携することで、冗長な監査プロセスが回避され、サプライ チェーンが簡素化され、市場投入までの時間が短縮されます。両方のラインに金属鋳造を適用することで、容量の問題が発生しません。この幅広い範囲と24 時間のエンジニアリング サービスにより、LS Manufacturing はあらゆるグローバル プログラムの単一ソース金属鋳造パートナーとなります。

図 4: カスタム金属鋳造サービスは、重機ベースの樹脂砂型鋳造用の溶鉄の取鍋を輸送します。
よくある質問
1.インベストメントと砂型鋳造の一般的な表面粗さの違いは何ですか?
インベストメント鋳造の表面品質はRa 1.6~6.3 µmですが、砂型鋳造の場合はRa 12.5~50です。 μ メートルです。 LS Manufacturing の精密投資プロセスでは、二次加工がほとんど必要とされないニアネットシェイプの表面により、 研磨後の作業の 90% が削減されます。
2. LS Manufacturing の精密インベストメント鋳造サービスを使用して鋳造できる合金はどれですか?
ステンレス鋼 (304、316、17-4 PH)、チタン合金 (Ti-6Al-4V)、ニッケル基超合金 (インコネル 718、625)、アルミニウム (A356、6061) を鋳造します。 LS Manufacturing の材料組成は、MTR 認証 (EN 10204 3.1) を取得した100% 発光分光計を使用して検証されています。
3.新しいプロジェクトの砂型鋳造とインベストメント鋳造の金型コストはどのように比較されますか?
砂型鋳造パターンの費用は 800 ~ 3,000 米ドルで、投資用ワックスの型の費用は 3,000 ~ 15,000 米ドルです。 LS Manufacturing では、設計の確認に役立つように、金型費用なしで1 ~ 50 個の 3D ワックス プロトタイピング パーツを作成できます。
4. LS Manufacturing はカスタム鋳造部品に対してどのような寸法公差を保証できますか?
CT4 ~ CT7 はインベストメント鋳造 (25 mm あたり±0.1 mm) で、CT8 ~ CT13 は砂型鋳造で達成されます。 LS Manufacturing での各ロットの CMM による検査は、CAD モデルの公称寸法と照合された寸法値を含む完全なレポートに含まれています。
5.体積は砂型鋳造とインベストメント鋳造の選択にどのような影響を及ぼしますか?
少量生産および/または大型部品 (5 kg 以上) は、パターンのコストが低いため砂型鋳造に適していますが、中大量生産 (500 個以上) の場合は、ネット形状に近いため CNC 加工と材料スクラップを大幅に削減できるため、インベストメント鋳造による製造が有益です。
6.インベストメント鋳造では二次加工なしで複雑な内部チャネルを製造できますか?
はい、可溶性セラミックコアを利用し、LS Manufacturing は複雑な内部流体チャネルを肉厚 1.5 mm まで鋳造し、二次穴あけは不要です。これにより、複数の機械加工インサートや EDM 操作が必要となる複雑な冷却通路や油圧回路が可能になります。
7. LS Manufacturing から競争力のある金属鋳造の見積もりをどれくらい早く受け取ることができますか?
3D CAD ファイル (STEP/IGES) を受け取った後、LS Manufacturing は 詳細な見積もりと DFM エンジニアリング レビューを 24 時間以内に提供します。これには、希望する鋳造技術に応じた抜き勾配角度、ゲート、ライザー、サイクル タイムが含まれます。
8. LS Manufacturing では、鋳造コンポーネントに対してどのような後処理表面処理オプションを提供していますか?
LS Manufacturing では、均一な表面を作成するショット ブラストを提供しています。電解研磨により明るい仕上がりになります。腐食に対する保護を強化するための不動態化。陽極酸化処理により耐摩耗性が向上します。粉体塗装により、すべてのカスタム鋳物に耐久性のある色仕上げが施されます。
概要
インベストメント鋳造と砂型鋳造のどちらを選択するかを決めるには、表面仕上げ、寸法精度、CNC 機械コストなどのコストを考慮する必要があります。 LS Manufacturing は、数十年にわたる経験、金型流動解析、ISO/IATF 認証を活用して、部品の仕様、材料、数量に応じてコスト効率の高いオプションを提供します。
表面仕上げの問題や加工コストについてサポートが必要ですか? [無料見積もりを取得] をクリックして 3D CAD ファイルをアップロードすると、当社の上級エンジニアが24 時間以内に個別の見積もりを提供します。
📞電話番号: +86 185 6675 9667
📧メールアドレス: info@lsrpf.com
🌐ウェブサイト:https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS マニュファクチャリング サービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。必須部品の見積もり これらのセクションの具体的な要件を確認してください。詳細についてはお問い合わせください。
LS 製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は 5,000 を超える顧客と 15 年以上の経験があり、高精度CNC 加工、板金製造、3D プリンティング、に重点を置いています。 href="https://www.lsrpf.com/injection-molding">射出成形、金属スタンピング、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロ意識を意味します。
詳細については、次の Web サイトをご覧ください:www.lsrpf.com


Gloria
ラピッドプロトタイピングとラピッドマニュファクチャリングのエキスパート
CNC機械加工、3Dプリント、ウレタン鋳造、ラピッドツーリング、射出成形、金属鋳造、板金、押出成形を専門としています。

Got thoughts or experiences to share? We'd love to hear from you!



