
在人类文明漫长的历史中,金属铸造技术无疑扮演着举足轻重的角色。从古代简朴的青铜器皿到现代工业中复杂精密的机械部件,金属铸造作为一种古老而充满活力的制造工艺,见证了人类科技进步的辉煌历程。这项技术不仅深刻地影响着我们的生产方式,也极大地丰富了人类社会的物质文化。那么,金属铸造究竟是如何运作的呢?今天,龙盛团队将带领大家进入金属铸造的知识海洋,一探究竟。
什么是金属铸造?
金属铸造是一种制造工艺,它将熔融金属倒入模具中,以制造三维金属零件。模具包含所需几何形状的型腔,熔融金属冷却后凝固形成零件。
“铸造”一词也指通过铸造工艺制造的零件,这项工艺的历史可以追溯到6000年前。历史上,铸造工艺一直被用于制造复杂而庞大的零件,而这些零件如果采用其他制造工艺则难以制造或成本过高。
对于复杂几何形状的零件,铸造是首选工艺,因为它比数控加工等其他工艺更经济高效且流程更简单。但由于铸造交货速度快、生产能力强,它也被广泛用于制造最简单的形状。如今,铸造产品的应用如此广泛,以至于无论身处何种环境,都无法避免使用铸造产品。铸造金属产品的例子包括发动机缸体、消防栓、电动机、工具、交通信号灯、人孔、管道、阀门和各种配件。
金属铸造的优点和缺点是什么?
金属铸造作为一种历史悠久的金属成形工艺,在现代制造业中发挥着至关重要的作用。它不仅能够生产形状复杂、尺寸精确的金属零件,而且材料利用率高,成本效益好。然而,金属铸造也存在一些固有的挑战和局限性。
金属铸造的优点
- 金属铸造工艺可以制造形状复杂的工件,特别是内部空腔复杂的工件,如盒子、气缸体等;
- 适应范围广泛;
- 金属铸造工艺可以利用低成本的废铁、废钢、铣削碎屑等,而且铸造设备价格相对较低。
- 金属铸造工件的尺寸和重量几乎没有限制;
- 铸件的形状和尺寸与工件非常接近。因此,金属铸造工艺减少了后续的机械加工工作量,并节省了金属材料。
金属铸造的缺点
- 铸造工艺由于生产操作相对复杂,因此更难完全控制;
- 铸造工件更容易出现铸造缺陷;
- 尺寸一致性和准确性相对较差;
- 与相同尺寸和形状的锻件相比,铸件的固有质量较弱,承载能力也低于锻件;
- 工作环境恶劣,高温、多尘、劳动强度大。
金属铸造的工作原理是什么?
金属铸造工艺是将金属熔炼成符合特定要求的液态金属,然后将其浇注到模具中。经过冷却、凝固和清理后,即可得到具有预定形状、尺寸和性能的铸件。以下是对金属铸造工艺的详细介绍:
- 模具制作:金属铸造工艺的初始步骤通常包括制作模具,该模具是最终零件的精确复制品,用于后续的模具制作。根据您的铸造需求,模具可采用多种材料制成,包括木材和塑料等耐用材料,以及一次性蜡质材料。
- 型芯设计:对于需要铸造空心结构的零件,型芯的设计至关重要。型芯是放置在模腔内的实心材料,用于确定铸件的内部几何形状。例如,在铸造管状物时,将圆柱形型芯放置在较大的圆柱形模具内,以确保铸件内部形成相应的空心结构。
- 模具成型:模具的制作方法因铸造工艺而异。永久金属模具采用数控机床进行精密加工,而砂型模具则是通过将砂混合物逐层涂覆在模型表面而制成的。模具制作是一项专业技能,涵盖从设计到成型的整个过程。
- 模具填充:将金属加热至熔融状态,然后借助重力或压力注入模腔。在重力铸造中,熔融金属自然流入模具;在高压铸造中,金属在高压下被压入模具,需要较大的锁模力以确保模具的完整性和安全性。
- 零件脱模:铸件冷却凝固后,即可从模具中取出。对于砂型铸造,这通常意味着需要破坏模具才能脱模;而对于使用永久模的铸造工艺,模具的两半可以分离,以便重复使用。
- 后处理:铸造金属零件投入使用前,可能需要进行清洁(例如去除模具残留物)和其他必要的后处理步骤,以确保零件的质量和性能。

金属铸造方法有哪些类型?
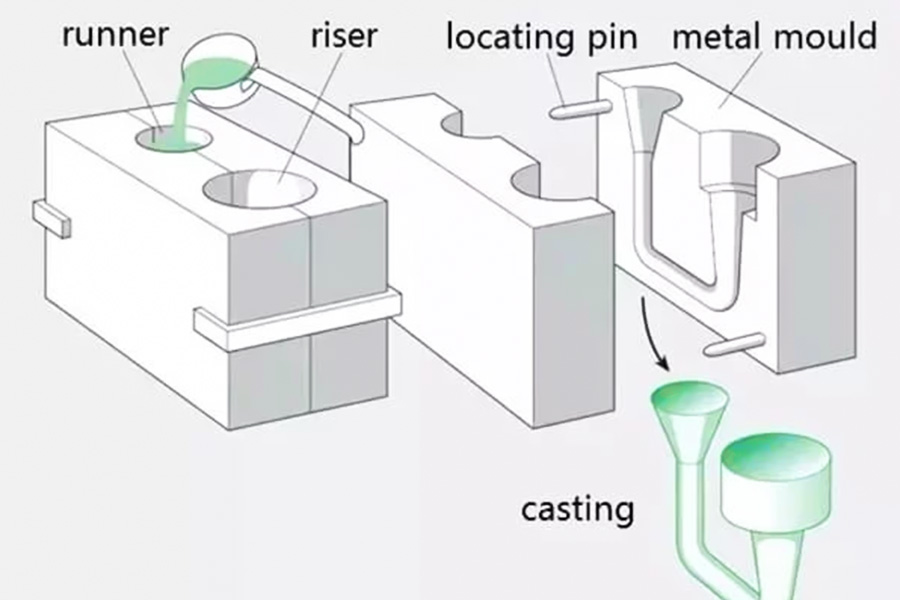
1.砂型铸造
砂型铸造是一种通用的铸造工艺,可用于铸造任何金属合金,无论是黑色金属还是有色金属。它广泛应用于工业单位的大规模生产,例如汽车金属铸造零件,如发动机缸体、缸盖、曲轴等。
该工艺使用由硅基材料制成的模具,例如天然粘结砂或合成砂,以形成光滑的模具表面。模具表面分为两部分:上模(上部)和下模(下部)。使用浇注杯将熔融金属倒入模具中,金属在模具中凝固形成最终形状。最后,去除多余的金属,完成最终的金属铸件。
2.选角
虽然砂型铸造可以熔化熔点较高的合金,但压铸法可以用来成型熔点较低的金属。将材料从固态熔化成高温熔融液体后,可以将其注入由硬化钢制成的长寿命压铸模具中。这些模具由型腔、型芯以及有时包含的嵌件组成。与塑料注射成型不同,压铸后加工侧面特征有时比使用侧向加工更为可行。压铸技术可以追溯到19世纪。
自压铸技术应用于制造业以来,我们开发了两种类型的压铸工艺供您选择。第一种是热室压铸,其机器内部内置熔炉,用于熔化材料。第二种工艺是冷室压铸,即在单独的熔炉中熔化材料,然后将熔融材料送入注塑室。压铸技术可用于航空航天和汽车零部件的大批量生产,也可用于玩具、家具和电子产品的生产。压铸服务由龙盛提供,您可以通过我们的即时报价系统获取报价。
3.精密铸造
熔模铸造,也称失蜡铸造,使用涂覆陶瓷材料的一次性蜡模,该陶瓷材料会凝固成铸件的形状。铸造过程的第一步是制作蜡模,通常由蜡或塑料制成。由于该工艺需要精确测量,多次试验和失败使得熔模铸造成为一种成本较高的制造工艺。将蜡液倒入模具中,小心取出,然后在模具上涂覆粘合剂或耐火材料,形成厚厚的外壳。此外,还需要将多个模型组装到主浇口上。外壳硬化后,将模型翻转,放入烘箱中加热以去除蜡。将熔融金属倒入剩余的外壳中,并凝固成蜡模的形状。最后,敲掉耐火外壳,即可得到成品铸件。这种铸造工艺常用于制造发电、汽车和航空航天部件。
4.离心铸造
离心铸造,也称旋铸,是一种利用离心力制造圆柱形零件的工业工艺。这种金属铸造方法使用预热的旋转模具,将熔融金属浇注其中。离心力有助于在高压下将熔融金属分散到模具内。
离心铸造分为三种类型:全离心铸造、半离心铸造和立式离心铸造。半离心铸造与全离心铸造的区别在于,它使用浇口将金属完全填充到模具中。而在全离心铸造中,由于模具的持续旋转,熔融金属会粘附在模具壁上。相比之下,立式离心铸造顾名思义,采用定向成型,其工艺流程与全离心铸造相同。
通常,离心铸造会生产出类似圆柱体的旋转形状部件,尤其适用于轴承、离合器片、活塞环和气缸套等零件。此外,将金属浇注在模具中心有助于减少气孔、缩孔和气泡等缺陷。然而,这种方法并非适用于所有类型的金属合金。
5.连铸
连铸是一种先进的铸造方法。其原理是将熔融金属连续浇注到称为结晶器的特殊金属模具中。凝固(结壳)后的铸件从结晶器的另一端连续浇注出来,然后从一端拉出,即可得到任意长度或特定长度的铸件。
6.消失模铸造法
消失模铸造与熔模铸造类似,区别在于它使用泡沫材料而非蜡作为模型。模型成型后,通过浸涂、涂覆、喷涂或刷涂等方式在其表面涂覆耐火陶瓷。然后将熔融金属浇注到模具中,形成所需的产品。
这是一种在高压下对液态或半固态金属进行凝固和流动成形,直接获得工件或坯料的方法。它具有液态金属利用率高、工艺简单、质量稳定等优点,是一种节能且具有应用前景的金属成形技术。
真空压铸是一种先进的压铸工艺,通过在压铸过程中抽出压铸模腔内的气体,消除或显著减少压铸件中的孔隙和溶解气体,从而提高压铸件的机械性能和表面质量。
10.重力压铸
这种工艺利用了我们日常生活中常见的物理定律。重力压铸的原理是:在模具型腔内涂抹涂料,倒入热金属,然后等待重力引导金属流入并向下流动,最终冷却凝固。无论是手动操作还是自动操作,这种工艺耗时都比其他工艺稍长,但成本相对较低,而且非常适合制造表面光滑的部件。如果您需要生产用于厨具、照明和汽车等行业的小型零件,重力压铸是一个不错的选择。
11.高压铸造
这种方法充分利用了高压、高速和高温,使其成为任何行业的理想选择。高压铸造在特定的压力和流量设置下,将熔融金属快速浇注到模具中,从而生产出完美无瑕、高效且易于复制的产品。您需要密切关注机器的正确设置,以确保模具能够正确填充和冷却,并最终成型为所需的形状。高压铸造的应用范围十分广泛,从玩具制造到汽车或家电零部件的生产,无所不包。
12.低压铸造
与高压铸造技术相比,低压铸造采用相对较低的压力完成熔融金属的铸造和冷却过程。该工艺尤其适用于生产强度和耐久性要求较高的零件。在低压铸造中,金属的连续流动确保了零件形状的精确性和均匀的填充。如果您需要的零件特性包括结构复杂、表面光滑、边缘和轮廓锐利等,那么低压铸造无疑是一个值得考虑的选择。然而,如果您对薄壁设计和快速生产周期有严格的要求,低压铸造可能并非最佳方案。尽管如此,低压铸造的应用范围仍然非常广泛,从厨房用的压力饼干模具到汽车车轮,再到机械气缸盖,无所不包。
金属铸造的常见应用有哪些?
金属铸造作为一种重要的制造工艺,在实际应用中有着广泛而深入的渗透。以下详细介绍金属铸造的实际应用领域:
1. 汽车制造业
在汽车制造业中,金属铸造技术被广泛应用于生产各种汽车零部件,包括但不限于发动机缸体、缸盖、曲轴、连杆、变速箱壳体、水泵壳体、排气管和轻量化合金轮毂等。此外,它还包括其他形状复杂的零件,例如轴、齿轮、轴承等。这些零件是汽车的关键部件,需要具备高强度、高精度和长使用寿命。随着汽车制造技术的不断发展,对铸件质量的要求也越来越高,需要采用先进的工艺方法来确保其性能满足设计要求。金属铸造技术能够满足上述标准,为汽车生产行业提供了一种稳定的制造方法。
2. 航空航天工业
在航空航天领域,金属铸造技术的应用至关重要。随着现代科技的发展,航空零部件的精度和强度要求越来越高。该设备能够制造各种形状复杂、精度极高的部件,包括但不限于飞机发动机叶片、涡轮盘、涡轮喷气发动机燃烧室、发动机短舱壳体以及机身整体结构。同时,由于航空产品中的许多部件都是金属材质,因此对材料的要求也更高。这些部件需要轻量化、高强度、高稳定性以及优异的耐腐蚀性。因此,金属铸造行业是航空航天领域不可或缺的关键工艺之一。金属铸造工艺能够确保这些部件的高质量和优异性能,为航空航天工业的发展提供坚实的支撑。
3. 机械制造和电力行业
在机械制造和电力行业,金属铸造技术也得到了广泛应用。随着科技的进步,金属铸造行业发展迅速。其设备能够制造各种大型、复杂的铸件,包括但不限于机床主轴箱、回转机架、汽轮机壳体、土方电缆支架、电力电缆套管和变压器绕组框架等。随着科技的发展,特别是计算机技术在机械制造业的广泛应用,金属铸造行业发展迅猛。这些铸件需要满足高强度、耐磨性和耐高温等要求,而金属铸造技术能够满足这些标准,为机械制造和电力行业提供了一种高效的制造工具。
4. 医疗设备制造
在医疗器械生产领域,金属铸造技术也发挥着极其重要的作用。例如,医疗植入物包括假体和骨骼,这些都可以采用金属铸造方法制造。所有这些植入式器械都需要具备优异的生物相容性和机械性能,以确保患者的安全和舒适。金属铸造方法能够很好地满足这些需求,为医疗器械的生产提供了一种稳定可靠的工具。
5. 生活必需品和工业设备
此外,金属铸造技术也被广泛应用于日常生活用品和工业设备的制造。例如,水龙头、啤酒罐、煤气罐等常用设备,以及工业设备中的各种传动部件和组件,都可以通过金属铸造工艺制造。这类产品必须具备优异的耐用性和美观性,而金属铸造技术恰好能够满足这些标准,从而极大地便利了我们的日常生活和工业生产。
常见问题解答
1.金属铸造的工作原理是什么?
金属铸造工艺是将金属熔炼成符合特定要求的液态金属,然后将其浇注到模具中。经过冷却、凝固和清理后,即可得到具有预定形状、尺寸和性能的铸件。
2.金属铸造过程的五个主要步骤是什么?
金属铸造工艺的五个主要步骤是:① 模具准备:根据所用材料,铸造模具可分为砂型、金属模、陶瓷模、泥模、石墨模等;根据使用次数,可分为一次性模具和半永久性模具;根据使用次数,可分为永久性模具和永久性模具。② 熔化和浇注:铸造金属(铸造合金)主要包括铸铁、铸钢和铸造有色合金。③ 铸件凝固和冷却:金属在铸造模具中冷却凝固,形成所需的铸件形状。④ 铸件处理:铸件处理包括去除型芯和铸件表面的异物、去除冒口、铲除毛刺、接缝和其他凸起物,以及热处理、成形、防锈处理和粗加工。⑤ 铸件检验:对铸件进行质量检验,确保其符合设计要求。检验内容包括尺寸精度、表面质量、内部缺陷等。
3.对于初学者来说,最好的金属铸造方法是什么?
对于初学者而言,最佳的金属铸造方法取决于学习目的、可用资源以及所需铸件的复杂程度和性能要求。但总的来说,砂型铸造是一种相对简单易学的铸造方法。砂型铸造成本低、操作相对简便,并且可以生产各种形状和尺寸的铸件。此外,砂型铸造还具有良好的灵活性和适应性,可以根据需要进行修改和调整。
4.哪些行业最常使用金属铸造?
金属铸造广泛应用于众多行业,其中应用最广泛的行业包括汽车制造、机械制造、航空航天和电力设备制造。这些行业对铸件的质量和性能要求很高,并且需要生产大量形状和尺寸复杂的铸件。金属铸造能够满足这些要求,并在这些行业中发挥着至关重要的作用。
概括
金属铸造作为一种古老而重要的制造工艺,在现代工业中仍然发挥着不可替代的作用。随着科技的不断进步,金属铸造工艺也在不断创新发展,以适应日益复杂多样的生产需求。无论是传统的砂型铸造,还是各种特殊铸造方法,金属铸造凭借其独特的工艺特点和广泛的应用领域,为现代机械制造业的发展做出了重要贡献。

📞电话:+86 185 6675 9667
📧邮箱:info@lsrpf.com
🌐网站: https://lsrpf.com/
免责声明
本页面内容仅供参考。LS Manufacturing 服务声明:对于信息的准确性、完整性或有效性,不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商会通过 LS Manufacturing 网络提供性能参数、几何公差、特定设计特性、材料质量和类型或工艺。买方有责任自行核实。如需零件报价,请明确这些部分的具体要求。请联系我们了解更多信息。
LS制造团队
LS Manufacturing是一家行业领先的公司,专注于定制化制造解决方案。我们拥有超过20年的经验,服务过5000多家客户,专注于高精度CNC加工、钣金制造、 3D打印、注塑成型、金属冲压以及其他一站式制造服务。
我们工厂拥有超过100台最先进的五轴加工中心,并通过了ISO 9001:2015认证。我们为全球150多个国家和地区的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能在24小时内以最快的速度满足您的需求。选择LS Manufacturing,意味着选择高效、优质和专业。
欲了解更多信息,请访问我们的网站: www.lsrpf.com 。


