
金属プレス加工サービスは、複雑な部品のコスト削減を目指すOEMからの圧力にさらされており、「ハイドロフォーミングはどのように機能するのか?」という疑問が生じている。要するに、従来のプレス加工では応力集中が発生し、深絞り加工では25%以上の肉厚減少が生じる一方、金型費用が高額になるため、中~小ロット生産の価格が上昇してしまうということである。
そのため、当社では精密ハイドロフォーミングサービスを提供しています。このサービスでは、最大15,000 PSIの精密な油圧を利用して、複数の部品を一体成形し、材料利用率を20%向上させ、溶接の問題を解消し、金型償却コストを削減します。LS Manufacturingの技術ノウハウが、いかにハイドロフォーミングを最も有利で費用対効果の高いものにするか、ぜひ続きをお読みください。

ハイドロフォーミング:OEMコスト削減クイックリファレンス
| コスト要因 | ハイドロフォーミングの利点 | OEMの収益への影響 |
| 工具投資 | 単一金型を使用したスタンピングと、マッチングされた金型セットを使用したスタンピング。 | 初期工具投資コストを40~60%削減できるため、損益分岐点となる生産量も減少する。 |
| 材料利用 | 一枚の板金からハイドロフォーミング加工によって複雑な形状の部品を作成します。 | その結果、材料利用率が高くなり、単位当たりの材料コストを低く抑えることができる。 |
| 二次的な手術 | 成形工程に特徴点を組み込んだニアネットシェイプ部品を成形する。 | 機械加工、溶接、組み立てなどの不要な二次加工を回避します。 |
| 部品統合 | 複数部品の組み立てを、一体成形部品に置き換える。 | 部品点数を減らすことで、部品の組み立てや検査にかかる人件費を削減できる。 |
| 当社のプロセス統合 | このプロセスは、ハイドロフォーミングと金型内穿孔・トリミングを組み合わせたものです。 | すべてを一つの工程に統合することで、成形プロセスを容易にします。 |
| 結果:総コストの削減 | 工具、材料、労働力のコスト効率を総合的に考慮した。 | プレス加工や鋳造加工に比べて、総所有コストを削減できます。 |
複雑なOEM金属プレス部品のコスト高という課題に対する解決策は、その製造プロセスを革新するハイドロフォーミングにあります。ハイドロフォーミングは、金型コスト、材料の無駄、および後処理を削減します。これにより、大幅なコスト削減が可能になり、部品の統合も容易になり、斬新な構造部品で市場参入を加速できます。当社のサポートがあれば、生産プロセスにおいて機能性、重量、そして価格の最適なバランスを実現できることをお約束します。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
金属プレス加工に関する記事はインターネット上に数千件も存在しますが、私たちの記事が特別な理由はどこにあるのでしょうか?私たちは学術論文の執筆者や経営コンサルタントではなく、実際にこの分野で働くプロフェッショナルです。私たちの工場は、高強度材料の取り扱いや、OEM部品の精密加工を低コストで行うなど、厳しい作業環境にあります。そして、私たちの知識は、デロイト・インサイトによる業界分析と合致した、実体験に基づいています。
これが、当社のハイドロフォーミングサービス戦略の基盤です。長年の現場経験を通じて、当社は流体の圧力制御を用いてアルミニウムやステンレス鋼から複雑で継ぎ目のない部品を成形する方法を確立し、プレス加工と比較して20%以上のコスト削減を実現しました。生産納期と品質要件を満たすことで得られたこの実践的な知見こそが、ガードナー・ビジネス・メディアが提供する製造インテリジェンスが提起する課題への対応を可能にしているのです。
私たちが提供するアドバイスは、この業界で培われたものです。これらの提案は、教室での演習ではなく、冷却液、金属切粉、検査といった実地試験で実証されています。自動車業界で使用される深絞り部品の加工において、パラメーターを微調整して最適な結果を得る方法や、重要な航空宇宙部品に効率的なハイドロフォーミング加工を施す方法を、私たちは熟知しています。
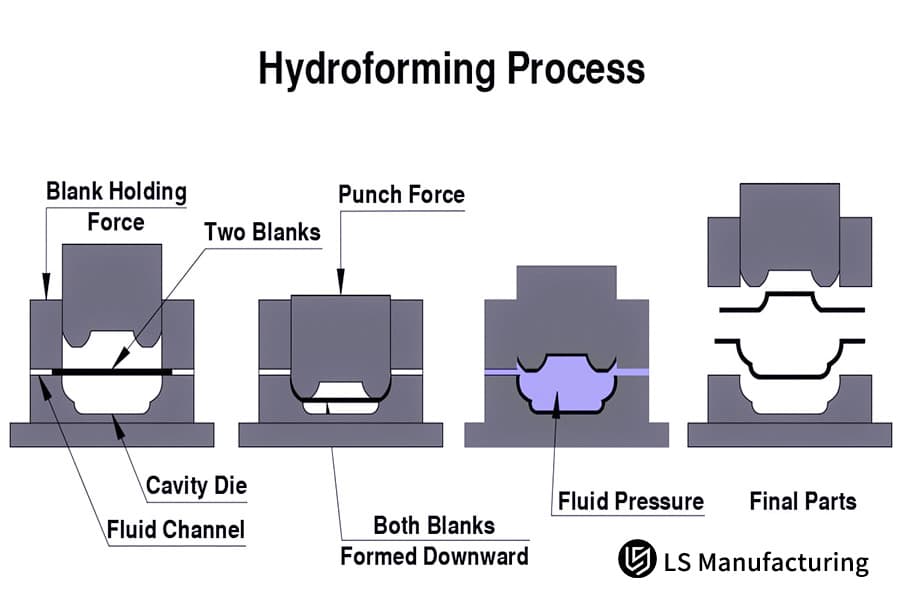
図1:流体圧力によって排気管へと拡張される316Lステンレス鋼管を図解した。
ハイドロフォーミング機能を統合した金属プレス加工メーカーを選ぶ理由とは?
複雑な形状の深絞り加工部品の場合、解決すべき主な課題は、追加工程とそれに伴う費用を回避することです。当社の統合製造ソリューションチームは、最初から成形性解析を行い、中間焼鈍コストを削減するための最適な方法を選択します。以下に、当社の方法論について説明します。
初期段階の実現可能性調査とプロセス選定
エンジニアリングチームは、試作段階で製造性設計(DFM)分析を実施します。部品の絞り比が2.5を超える場合、多段階深絞りハイドロフォーミングと1サイクルハイドロフォーミングという2つの代替方法がシミュレーションされます。これにより、プロジェクト実施中に部品を再設計することなく、より適切なソリューションを選択することが可能になります。
高アスペクト比成形における課題解決
カップ本体の深さが150mmを超える場合、従来の金属プレス加工では、中間焼鈍を含む3~4回の成形工程が必要となります。複合製造の場合、成形は5000トンのハイドロフォーミングプレスで行われます。この工程で使用される流体圧力により、1回の工程で材料を均一に伸ばすことができ、コストのかかる中間焼鈍を省略できます。
コストとリードタイムの最適化を実現する
統合により、工程最適化が可能になります。金属プレス加工メーカーの社内ハイドロフォーミングサービスでは、精密なプレスラインでブランクを成形し、その後ハイドロフォーミング加工を行うことで、外部への搬送を一切行わずに済みます。この工程最適化により、貴重な時間を節約し、大量生産のハイドロフォーミングにおけるコスト削減を実現できます。
構造的完全性と一貫性の向上
ハイドロフォーミングは、従来の絞り加工に比べて材料分布がはるかに優れています。鋭角な曲面を持つ構造ハイドロフォーミングを行う場合、流体によって発生する圧力により、金型キャビティ内で材料が適切に分布されます。これにより、肉厚が均一で高い疲労強度を持つ丈夫な部品が得られます。
上記から明らかなように、当社が特に強みを発揮するのは、エンジニアリング設計とプロセス選定の観点からの意思決定です。単に業務内容を列挙するのではなく、成形上の問題を解決するためのプロセス選定と検証を行い、お客様の部品に最適な統合製造ソリューションを提供します。

OEM向けハイドロフォーミングサービスは、金型投資を40%削減できるのか?
中量生産において、金型製作コストは最大のボトルネックとなっています。本稿では、OEM向けハイドロフォーミングサービスが金型コストをどのように根本的に変革するかを探ります。ハイドロフォーミング技術では、対応する雌型金型の代わりに液体を充填したキャビティを使用するため、金型は1つしか使用しません。したがって、以下の計算で示すように、金型コストを大幅に削減できます。
コアメカニズム:一致する雌ダイの除去
- 従来の制約:従来の金属プレス加工技術では、非常にコストがかかる2つの精密に加工された金型を使用します。
- 当社の方法:当社は汎用的な加圧液体を導入することで金属成形プロセスを容易にし、それによって精密に加工された雄型金型1個のみで済むようにしました。
- 直接的な影響:これにより、重要な工具部品が半分に削減され、工具コスト最適化における主要部品が活用されます。
コスト構造分析と比較分析
- プレス加工におけるコスト要因:コストは、2 つの硬化工具鋼ダイ、機械加工、およびマッチングダイハイドロフォーミングのフィッティングへの投資によって説明されます。
- コスト計算:コストは雄型金型のみに関連しています。節約額は、一般的な数量区分( 1,000~5,000個)での比較プロセスを通じて決定されます。
- 実証済みの成果:当社プロジェクトに関する独立監査により、金型コストが40%から60%削減されることが確認されています。したがって、OEM企業は、大量生産の金属プレス加工プロセスによって得られるメリットにより、プロジェクトの初期段階からOEM部品コストを削減できます。
設計および生産効率の向上
- 設計サイクルの簡素化:設計および検証するソリッドダイが 1 つだけの場合、プロトタイプの金属プレス加工と比較して期間が短くなります。
- プロトタイピングと反復:圧力プロファイルを変更することで、より迅速かつ費用対効果の高い方法でプロセスを調整できます。
- 結果:金型製作リードタイムが約30%短縮され、設備投資効率の向上と生産開始時期の迅速化につながった。
技術的実現可能性とプロジェクトの適合性
- プロセス精度:高度なFEAシミュレーションを用いることで、当社の一体型金型設計は、流体圧力システムによる強度および表面仕上げに関するすべての要件を満たすと確信しています。
- 理想的な適用範囲:提案されたコンセプトは、金型を適合させるコストが高額になり非現実的な量産範囲の複雑な部品に最適です。
- 意思決定フレームワーク:当社では、コストモデルの比較分析を行い、対象となるすべての用途において、 OEM向けハイドロフォーミングサービスの財務上のメリットが明確になるようにしています。
上記の研究は、金型コストを最大40%削減できるのは、新しいプロセスコンセプトによるものであることを明確に示しています。当社がこれを実現できるのは、中量生産における金属成形のコスト構造を革新することに成功した実績のあるプロジェクトで培われた手法に基づいています。以下の文書は、金型コスト最適化における当社の専門知識を証明するものです。部品設計を提出して、材料効率分析を受けてください。FEAシミュレーションに裏付けられた当社のハイドロフォーミングプロセスは、量産におけるスクラップの削減と合金コストの低減を保証します。
図2:油圧プレスが機械のベースプレート用のDC04鋼板を圧延する様子。
コスト効率の高いハイドロフォーミングは、大規模生産における材料利用率をどのように向上させるのか?
大規模生産においては、材料費が部品の経済性を左右する重要な要素となります。本稿では、スクラップを体系的に削減する当社の効果的なハイドロフォーミングプロセスにおける技術的なアプローチと手法について概説します。エンジニアリング管理と実証データに基づき、材料消費量の削減を実現し、従来の金属プレス加工やスクラップ率の高い金属プレス加工と比較して明確な競争優位性を確立していることを説明します。
| 側面 | 技術的アプローチと定量化された成果 |
| 予測プロセス制御 | 高度な有限要素解析(FEA)シミュレーションを活用することで、材料の伸縮を均一化し、弱点や材料の薄化を排除します。 |
| 精密成形と廃棄物削減 | ±0.2°の厳密なスプリングバック制御により、トリム許容値を25mmから10mmまで削減できます。 |
| 文書化された事例結果(Al 6061) | ヒートシンクハウジングの設計プロジェクトにおいて、部品あたりの材料使用量を15%削減した。 |
| 統合コストインパクト | 材料効率の向上を、部品全体のコスト削減と不良品の削減に直接結びつけることを可能にする。 |
本稿では、このプロセス自体が、固定許容差の金属プレス加工における制約である、大型ブランクのハイドロフォーミングにおけるトリム許容差の必要性を排除し、材料効率を確保する方法を示します。これにより、当社は他社よりも優位に立つことができます。なぜなら、お客様の合金予算を削減し、収益に直接影響を与える方法を提供できるからです。合金予算とスクラップ率を大幅に削減するには、FEAで検証済みの当社の精密ハイドロフォーミングプロセスをご活用ください。今すぐ材料効率分析と正式なコスト削減見積もりをご依頼ください。
航空宇宙分野の厳しい公差を満たすために、カスタム金属プレス加工サービスが不可欠な理由とは?
航空宇宙部品において、材料や形状のばらつきにより、±0.05mmの寸法安定性を維持することは困難です。当社の精密ハイドロフォーミングサービスでは、閉ループ圧力制御を採用することで、こうした不安定性を抑制しています。本稿では、航空宇宙規格の公差を満たすための当社カスタム金属プレス加工サービスの技術的手順について概説します。
リアルタイム適応型圧力制御
当社は、成形圧力を±0.1MPaの誤差範囲内で制御するフィードバックループを導入しています。これにより、高強度金属合金に存在する厚みのばらつきという問題を解決し、材料の流れを一定に保ち、従来の公差が重要なハイドロフォーミングに伴う肉厚減少の問題を防止します。
複雑な形状に対応するカスタムツーリング
当社では、製造工程における非対称マニホールドの使用に伴う問題に対処するため、専用の治具をカスタマイズして提供しています。このカスタマイズ治具を用いることで、金属の流れの方向制御を実現し、航空宇宙ハイドロフォーミング用途において、深絞り加工時の亀裂や浅絞り加工時のしわといった不具合を確実に排除します。
検証済みプロセスによる多段階成形
金属成形は複数の段階に分けられ、各段階ごとに規定の圧力が設定されます。これにより、各段階で効果的な応力緩和が確保され、高強度ハイドロフォーミングプロセスの延性限界を超えずに、製品に鋭角な曲げや角度、狭い半径を実現することが可能になります。
本研究は、航空宇宙分野の公差を達成するためには、従来の仕様を超える必要があることを示しています。当社では、圧力が動的であり、工具が部品固有のものであり、成形が複数段階で行われるという、インテリジェントかつ分析的なアプローチを採用しています。この技術的アプローチにより、ミッションクリティカルな部品の寸法精度が保証され、従来の高精度成形プロセスに代わる選択肢が提供されます。
精密ハイドロフォーミングサービスは、二次組立および溶接コストをどのように削減できるのでしょうか?
複雑な部品において、コスト高と品質低下の主な原因は、異なるプレス加工部品を溶接によって組み立てることにあります。当社が提供する精密ハイドロフォーミングサービスは、単一部品から複雑な中空部品を製造することで、この問題を解決します。本レポートでは、二次加工の削減を確実にするために採用した技術的アプローチについて説明します。
一体成形設計
- 客観的分析:既存の溶接金属プレス加工アセンブリ(通常3~5個の部品で構成)を分析し、統合をどのように実現できるかを判断する。
- 当社の技術的手法:最先端のプロセスシミュレーションを使用することで、内部通路と外部形状を1つの工程で形成するハイドロフォーミングブランクを作成し、多成分ハイドロフォーミングを排除します。
- 解決された結果:溶接治具と組み立て作業に伴う労力をすべて排除する。
モノリシックな整合性のためのプロセス実行
- 精密成形制御:ハイドロフォーミングでは、単一の密閉金型を使用することで、1回の工程で均一な延伸を実現します。
- 技術的成果:一体型の空洞部品ノードまたはマニホールドを生成することで、熱影響部(HAZ)および組立段階での金属プレス加工を排除する。
- 品質への影響:亀裂、気孔、応力集中点などの溶接欠陥のリスクを自然に排除します。
検証済みの性能とコスト成果
- 性能検証:振動疲労試験の比較により、一体成形されたハイドロフォーム製品を使用した場合、溶接された複数部品のアセンブリを使用した場合と比較して、ライフサイクル性能が40%向上することが示されています。
- 実証済みのコスト削減効果:溶接、 100%非破壊検査(NDT) 、研削、矯正工程が不要になることで、1個あたり平均22%のコスト削減が実現します。
- 総合的な価値:当社の包括的なOEM金属プレス加工ソリューションは、精密な成形に重点を置いており、生産プロセス全体を通して効率性を向上させます。
上記の文書は、当社の精密ハイドロフォーミングサービスが単なる成形技術ではなく、製造プロセス戦略を提供するものであることを証明しています。溶接に伴うコストと品質の問題に対し、当社は技術を駆使して取り組み、部品を優れた構造へと統合します。これにより、OEM企業はサプライチェーンの簡素化、部品の耐久性向上、そして二次加工の大幅な削減を実現できます。

図3:油圧プレスが5052アルミニウム板をトラックのルーフパネルに成形する様子。
OEM向け金属プレス加工ソリューションプロバイダーに求めるべき品質指標とは?
製造パートナーを評価するには、単なる基準遵守ではなく、客観的な基準が必要です。ミッションクリティカルな部品の真の品質保証は、プロセスの透明性と測定にかかっています。以下の文書では、金属プレス加工メーカーが自社の主張を裏付けるために作成すべき品質指標とレポートを一覧にしています。この文書は、高度なOEM向け金属プレス加工ソリューションの潜在的なパートナーを評価する際に活用できます。
| 品質次元 | 必須指標および報告基準 |
| 工程能力(SPC) | 全生産工程においてCpk ≥ 1.33を示す統計的プロセス管理(SPC)チャートを提供し、高cpkハイドロフォーミングの固有の安定性を証明する。 |
| 寸法検証 | CMMデータを使用して、初回製品検査(FAI)および定期的な工程内検査報告書を全て提供し、すべての重要な設計公差への準拠を検証する。 |
| 材料完全性検証 | 応力分布図と残留応力解析レポートは、ハイドロフォーミングの性能認証において重要な要素です。 |
| 包括的なドキュメント | 出荷ごとに、認証済み材料報告書、SPCデータ、検査記録などを含む完全なデータパッケージを提供し、データ駆動型ハイドロフォーミング規格を実証する。 |
このソリューションにより、サプライヤーの評価は単なる建前ではなく、測定可能なものとなります。当社はすべてのプロジェクトにおいて、これに関する必要な情報をすべて提供することで、OEM企業が直面する監査の負担を軽減します。これにより、当社のOEM向け金属プレス加工ソリューションが、認証済み製品を製造し、サプライチェーンのリスクを低減するように設計されていることを、お客様に明確に伝えることができます。
カスタム金属プレス加工サービスにおけるDFMを最適化し、迅速なプロトタイピングを実現するにはどうすればよいでしょうか?
迅速かつ信頼性の高いラピッドプロトタイピングを実現するには、金型製作を開始する前に製造上の制約を克服する必要があります。当社が採用しているDFM最適化プロセスは、設計プロセス中に専門知識を蓄積し、複数回の反復作業を必要とせずに設計を製造可能な部品に変換することで、このニーズに対応します。以下は、当社のカスタム金属プレス加工サービスで使用される手順です。
早期関与と形成可能性分析
評価はRFQ(見積依頼)段階から開始され、当社独自のデータベースを使用して、成形比率(LDR) 、材料流量などの重要なパラメータを分析します。この事前分析により、しわや裂け目が発生しやすい問題のある形状が明らかになり、実際の試作段階のハイドロフォーミングの前に修正を行う機会が得られます。
流体成形のための幾何学的最適化
重要な点のひとつは、ハイドロフォーミングの均一圧力特性に適合するよう部品の形状を設計することです。材料の移動を容易にし、薄肉化を防ぐために、角を大きくするなど、特定の方向に形状変化を誘導します。当社のDFM(設計製造性)に基づいたハイドロフォーミングプロセスは、部品が本質的にハイドロフォーミングに適していることを保証します。
ドロービーズの戦略的応用
複雑で非対称な形状の場合、金型内にドロービードを戦略的に設計・配置します。これらの機能は成形サイクル中の材料供給を制御し、伸張分布を管理することで不良を解消します。この技術により、難易度の高い試作品の初回成功率が60%から95%以上に向上し、複雑な設計のハイドロフォーミングに対する直接的なエンジニアリングソリューションが実証されました。
反復処理の加速のための統合フィードバック
各サイクルで正確な測定値とひずみ値が得られます。当社独自の体系的なアプローチでは、この情報を連続的なCAD/CAMシミュレーションプロセスに組み込みます。これにより迅速な調整が可能になり、製品開発に必要な時間を短縮できます。結果として、製造に適した最終設計に至るまでにプロトタイプを作成する回数を減らすことができます。
上記のアプローチは、 DFM最適化には真剣かつ科学的で予測的なエンジニアリング作業が必要であることを明確に示しています。当社は、プロセス知識を積極的に取り入れ、製造性を考慮した設計を行うとともに、データを用いて開発活動のループを閉じる反復プロセスを採用することで、製品開発期間の長期化という課題を解決します。このようにして、当社のカスタム金属プレス加工サービスはリスクを低減し、迅速なプロトタイピングサービスにおける予測可能性と短納期を保証します。
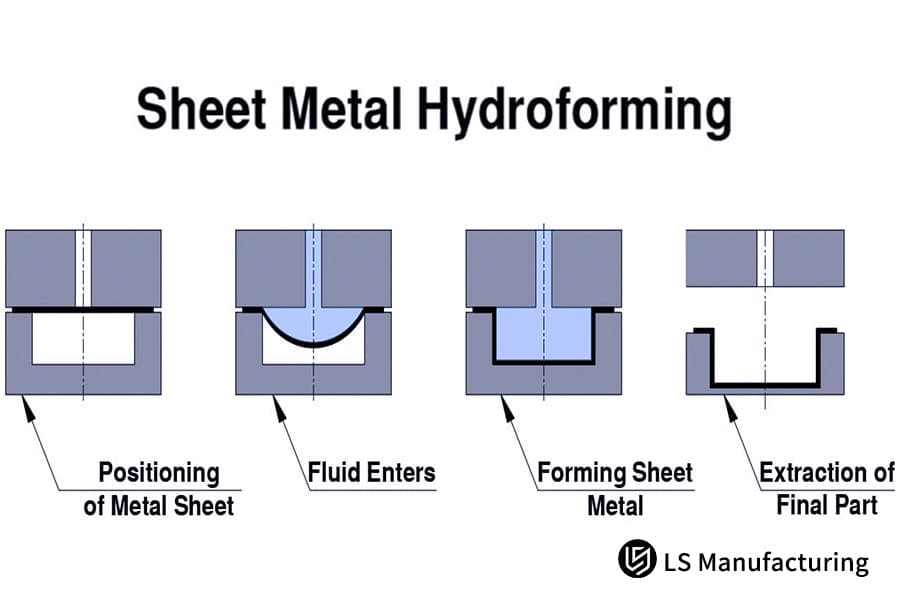
図4:この図は、304ステンレス鋼板をハイドロフォーミングによって自動車のボディパネルに成形する様子を示しています。
事例研究:LSマニュファクチャリング社製自動車部品ティア1エンジンマニホールドのカスタムハイドロフォーミング
これは、 LS Manufacturingが自動車業界で使用される高性能排気システムで発生した深刻な問題にどのように対処したかを示す事例です。溶接構造に熱疲労の問題が見つかったため、このプロジェクト向けに新しいカスタムハイドロフォーミング製品を開発しました。以下に、問題の概要、当社の解決策、そしてエンジンマニホールドの故障モードに対処することで得られた結果について説明します。
クライアントの課題
ティア1サプライヤーから供給された304Lステンレス鋼製排気マニホールドアセンブリは、1050℃までの熱疲労試験中に溶接部の熱影響部(HAZ)周辺に亀裂が発生し、繰り返し破損したため、 8%の不良品が継続的に発生した。アセンブリに依存する金属プレス加工プロセスは、顧客のエンジンプラットフォーム開発を遅らせる深刻なボトルネックとなり、このような条件下では高温ハイドロフォーミングが機能しないことを露呈した。
LSマニュファクチャリングソリューション
ステンレス鋼管を用いたカスタムハイドロフォーミング用に部品を改造しました。製造工程では、加圧流体媒体を用いて精密な金型内でチューブを膨張させ、膨張率を1.4以下に維持することで過度の肉厚減少を回避しました。その結果、溶接箇所がなくなり、当初の分割型ハイドロフォーミング構造で破損の原因となっていた熱影響部(HAZ)やその他の応力集中箇所が問題にならなくなりました。
結果と価値
新設計のハイドロフォーム成形マニホールドは、2000時間の熱サイクル試験において、亀裂の発生を一切示さずに良好な性能を発揮しました。溶接工程とその後の加工工程、そしてスクラップの発生を削減したことで、部品価格は12.50ドル低下しました。これにより、顧客は年間25万ドル以上のコスト削減を実現しました。
これは、プロセスエンジニアリングによって製造における基本的な制約を克服できる能力を当社が有していることを証明しています。組立工程に依存したハイドロフォーミングプロセスを精密な成形技術に変更することで、性能とコスト削減の両面で優れたメリットを実現できました。これは、当社が自動車業界の特定の用途において、技術的に適切かつ価値のあるソリューションを提供できる能力を持っていることを示しています。
排気マニホールドの熱疲労問題を解決するために、耐久性とコスト削減を保証する溶接不要のハイドロフォーミングソリューションを提供する当社と提携しませんか。性能検証と正式な見積もりをご依頼ください。

よくある質問
1. LS Manufacturingに金属プレス加工サービスをご依頼いただく主なコストメリットは何ですか?
当社の最大の強みは、ハイドロフォーミング技術の統合にあります。これにより、材料費を約30% 、金型費用を約45%削減できます。これは、従来のプレス加工方法と比較して、部品あたりのコストとプロジェクト全体の予算を大幅に削減します。
2. 御社のOEMハイドロフォーミングサービスは、DP600鋼のような高強度材料をどのように扱っていますか?
当社は、特殊な超高圧プレスとカスタマイズされたプロセスパラメータを用いて、DP600鋼などの先進金属におけるスプリングバックを精密に制御します。これにより、自動車の重要な構造部品や安全部品において、卓越した寸法精度と構造的完全性を確保します。
3. 鋳造からハイドロフォーミングに切り替えることで、OEM部品のコストを削減できますか?
はい。ハイドロフォーミング加工により、軽量かつ高強度な一体成形部品が製造でき、二次加工の必要性を最小限に抑えることができます。これにより、鋳造品と比較して単位コストを20%以上削減できます。また、強度対重量比が向上し、用途に応じた部品全体の性能も向上します。
4. LS Manufacturingにおけるカスタム金属プレス加工サービスの一般的な最小注文数量(MOQ)はどれくらいですか?
当社が提供するカスタムハイドロフォーミングサービスは、金型コストの削減により、 100個から50,000個までの経済的な生産に対応します。この柔軟な対応範囲は、試作品製作から中規模生産まで幅広く対応し、様々なプロジェクト規模におけるコスト最適化を実現します。
5.貴社は精密ハイドロフォーミングサービスの品質をどのように保証していますか?
当社は、 100%超音波肉厚検査と包括的なCMM検査レポートを通じて品質を保証します。この厳格な検証により、すべての部品が精密な仕様を満たし、厳格なIATF 16949自動車品質基準に一貫して準拠していることが保証されます。
6. OEM向け金属プレス加工ソリューションの見積もりを取得するには、どのような設計ファイルが必要ですか?
詳細な見積もりをご希望の場合は、STEPまたはIGES形式の3D CADファイルをご提出ください。弊社のエンジニアが包括的な製造性設計(DFM)分析を実施し、専門家のフィードバックを添えた正式な提案書を24時間以内にご提供いたします。
7.費用対効果の高いハイドロフォーミングは、大型部品に適していますか?
はい。当社の高容量プレス機は、長さ2.5メートルまでの大型で複雑な部品を成形できます。そのため、大型の航空宇宙構造部品、自動車フレーム、および産業用途に非常に適しており、費用対効果にも優れています。
8. LS Manufacturingは私のプロジェクトをどれくらい早く開始できますか?
最終設計承認後、金型を製作し、 3~4週間以内に量産準備完了の試作品第1弾を納品いたします。この迅速な納期は平均よりも約25%速く、製品の市場投入までの時間を大幅に短縮します。
まとめ
競争の激しい業界で生き残るためには、コストを最適化できる金属プレス加工メーカーを選ぶことが不可欠です。精密ハイドロフォーミングは、部品強度を25%向上させるだけでなく、金型の削減、材料使用量の最適化、二次溶接の排除などにより、大幅なコスト削減と効率向上を実現する加工方法です。LS Manufacturingは、高度な技術力とデータに基づいた意思決定に支えられ、複雑で高精度な金属部品のカスタム製造におけるリーダー企業です。
非効率的な従来型の製造方法に予算を費やすのはもうやめましょう!次のプロジェクトには、よりスマートな製造ソリューションを導入してみませんか?下の「見積もり依頼」ボタンをクリックして、3Dモデルを今すぐ送信してください。当社の専門家チームが、包括的な製造性設計(DFM)評価と、お客様の具体的な生産量要件に基づいた、非常に競争力のある見積もりをご提供いたします。LS Manufacturingの先進的なハイドロフォーミング技術を活用して、お客様の製品に明確な競争優位性をもたらすために、ぜひご協力ください!
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


