
Услуги по штамповке металла испытывают давление со стороны производителей оригинального оборудования (OEM), стремящихся снизить стоимость сложных деталей, что поднимает вопрос: « Как работает гидроформовка ?». Суть в том, что традиционная штамповка приводит к концентрации напряжений и утонению стенок более чем на 25% при глубокой вытяжке, а высокие затраты на оснастку повышают цену при производстве средних и мелких партий.
Именно поэтому мы предлагаем услуги высокоточной гидроформовки , использующие точное гидравлическое давление до 15 000 PSI для объединения различных деталей в одно изделие, сформированное гидравлическим способом. Это позволяет повысить эффективность использования материала на 20% , устранить проблемы со сваркой и снизить амортизационные расходы на оснастку. Читайте дальше, чтобы узнать, как технические знания LS Manufacturing делают гидроформовку наиболее выгодным и экономически эффективным решением для вас.

Гидроформовка: краткое справочное руководство по снижению затрат для производителей оригинального оборудования (OEM).
| Фактор затрат | Преимущества гидроформования | Влияние на прибыль OEM-производителей |
| Инвестиции в оборудование | Штамповка с использованием отдельных штампов против штамповки с использованием комплектов штампов. | Снижает первоначальные инвестиционные затраты на оснастку на 40-60% , что приводит к сокращению объема производства, при котором достигается точка безубыточности. |
| Использование материалов | Создает детали сложной геометрии, используя цельный листовой металл, полученный методом гидроформовки . | Это приводит к высокой эффективности использования материалов при одновременном снижении стоимости материалов на единицу продукции. |
| Вторичные операции | Формирование деталей, близких к окончательной форме, с элементами, включенными в технологический процесс. | Позволяет избежать ненужных вторичных операций, таких как механическая обработка, сварка и сборка . |
| Объединение частей | Изготовление цельных деталей для замены многокомпонентной сборки. | Уменьшает количество деталей, а следовательно, и трудозатраты на сборку и проверку деталей. |
| Интеграция наших процессов | Данный процесс включает в себя гидроформовку с пробивкой и обрезкой в штампе . | Облегчает процесс формования, объединяя все этапы в один процесс. |
| Результат: снижение общих затрат. | Сочетает в себе экономическую эффективность инструментов, материалов и рабочей силы. | Снижает общую стоимость владения по сравнению с процессами штамповки и литья. |
Решение нашей дорогостоящей проблемы сложных металлических штампованных компонентов для OEM-производителей заключается в революционном изменении этого процесса. Гидроформовка снижает затраты на оснастку, отходы материала и последующую обработку. Она обеспечивает значительное снижение затрат, позволяет интегрировать компоненты и помогает ускорить выход на рынок с новыми, конструкционными компонентами. С нашей помощью вы можете быть уверены, что достигнете идеального баланса функциональности, веса и доступности в ваших производственных процессах.
Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
В интернете тысячи статей по теме штамповки металла , но что делает нашу статью особенной? Мы — профессионалы, которые действительно работают в этой области, а не академические писатели или бизнес-консультанты. Наша мастерская — это сложное место, где мы работаем с высокопрочными материалами и выполняем прецизионную обработку компонентов OEM-производителей по сниженным ценам. А наши знания основаны на реальном опыте и соответствуют отраслевым анализам Deloitte Insights .
Это основа нашей стратегии в области гидроформовки . За годы работы в этой сфере мы разработали технологию формовки сложных и бесшовных деталей из алюминия или нержавеющей стали с использованием контролируемого давления жидкости, что позволяет сэкономить более 20% по сравнению с операциями штамповки. Именно это практическое понимание, полученное благодаря соблюдению сроков производства и требований к качеству, позволяет нам решать задачи, поставленные в рамках производственной аналитики, предоставляемой Gardner Business Media .
Наши рекомендации основаны на опыте работы в этой отрасли. Эти советы проверены на практике, с использованием охлаждающих жидкостей, металлической стружки и в ходе проверок, а не на теоретических занятиях. Мы знаем, как оптимизировать параметры работы для изготовления деталей методом глубокой вытяжки, используемых в автомобильной промышленности, или как эффективно выполнять гидроформовку важных компонентов аэрокосмической отрасли.
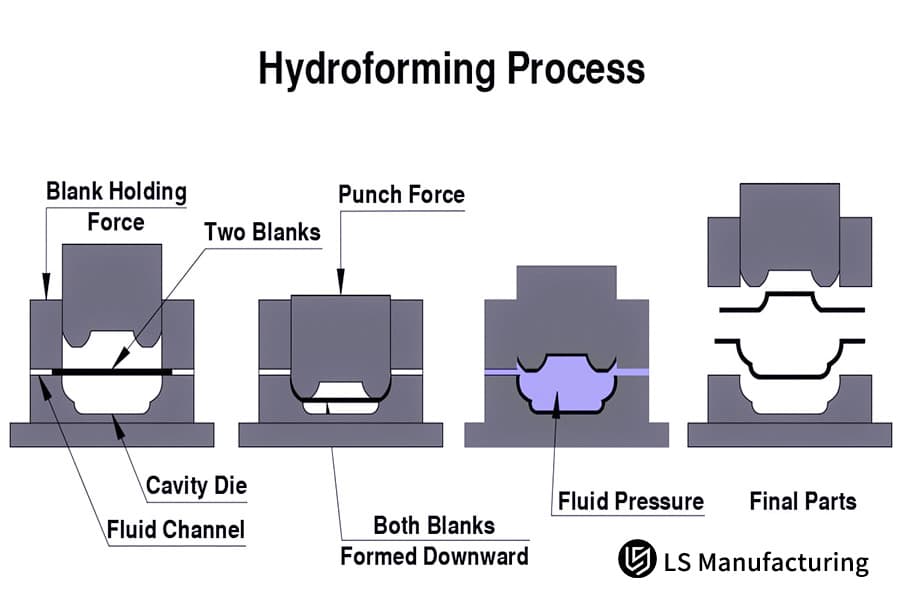
Рисунок 1: На иллюстрации показано, как трубы из нержавеющей стали 316L расширяются и встраиваются в выхлопные трубы под действием давления жидкости.
Почему стоит выбрать производителя штампованного металла с интегрированными возможностями гидроформовки?
В случае деталей, изготовленных методом глубокой вытяжки со сложной геометрией, главная задача, которую необходимо решить, — это избежать дополнительных операций и связанных с ними затрат. Наша команда в области интегрированных производственных решений проводит анализ формуемости с самого начала и выбирает наиболее подходящий метод для экономии затрат на промежуточный отжиг . Ниже вы найдете описание нашей методологии:
На ранней стадии оценки осуществимости и выбора процесса
На этапе прототипирования инженерная группа проводит анализ технологичности изготовления (DFM) . Если коэффициент вытяжки детали превышает 2,5 , моделируются два альтернативных метода – многоступенчатая глубокая гидроформовка и гидроформовка в одном цикле. Таким образом, можно выбрать более удобное решение без необходимости перепроектирования детали в ходе реализации проекта.
Решение задач формования с высоким соотношением сторон
Что касается чашеобразных корпусов глубиной более 150 мм , то для традиционной штамповки металла требуется 3-4 операции формовки с промежуточным отжигом. В случае комбинированного производства формовка будет производиться на гидроформовочном прессе мощностью 5000 тонн . Давление жидкости, используемое в процессе, обеспечивает равномерное растяжение материала за одну операцию, что позволяет обойтись без дорогостоящего промежуточного отжига.
Достижение оптимизации затрат и сроков выполнения.
Интеграция позволяет оптимизировать технологический процесс. Собственная служба гидроформовки производителя металлоштамповочных изделий обеспечит формовку заготовки на высокоточной прессовой линии с последующей гидроформовкой без какой-либо внешней транспортировки. Оптимизация технологического процесса позволит сэкономить ценное время и сократить затраты при производстве больших объемов изделий методом гидроформовки .
Повышение структурной целостности и стабильности.
Гидроформование обеспечивает гораздо лучшее распределение материала по сравнению с традиционной вытяжкой. При создании конструкционной гидроформовки с острым радиусом давление, создаваемое жидкостью, обеспечивает правильное распределение материала внутри полости матрицы. Это позволяет получить прочную деталь с одинаковой толщиной стенок, способную выдерживать высокие уровни усталости.
Вышеизложенное наглядно демонстрирует, что наша сильная сторона — это принятие решений с точки зрения инженерного проектирования и выбора технологических процессов. Вместо простого перечисления того, что мы делаем, мы обеспечиваем выбор и валидацию технологических процессов для решения задач формования , тем самым предлагая оптимизированные интегрированные производственные решения для ваших деталей.

Может ли использование услуг гидроформовки для производителей оригинального оборудования снизить затраты на оснастку на сорок процентов?
Наибольшим узким местом для среднесерийного производства являются затраты на подготовку оснастки. В данной статье будет рассмотрено, как услуги гидроформования для OEM-производителей полностью революционизируют затраты на оснастку. Поскольку технология гидроформования заменяет соответствующую матрицу с полостью, заполненной жидкостью, используется только одна матрица. Следовательно, затраты на оснастку могут быть значительно снижены, как показывают следующие расчеты:
Основной механизм: устранение необходимости в подходящей самке для окота.
- Традиционное ограничение: В традиционной технологии штамповки металла используются две точно фрезерованные матрицы, что обходится довольно дорого.
- Наш метод: Мы используем универсальную жидкость под давлением для облегчения процесса формовки металла , благодаря чему нам требуется лишь одна точно фрезерованная матрица.
- Прямое воздействие: Это позволяет сократить количество критически важных компонентов оснастки вдвое, используя основной компонент для оптимизации затрат на оснастку .
Анализ структуры затрат и сравнительная разбивка
- Факторы, влияющие на стоимость штамповки: Стоимость обусловлена инвестициями в две закаленные штампы из инструментальной стали, механическую обработку и подгонку деталей для гидроформовки с использованием согласованных штампов .
- Наш расчет стоимости: Стоимость зависит только от количества штамповочных матриц. Экономия определяется путем сравнения в стандартном диапазоне ( 1000–5000 деталей ).
- Документированный результат: Независимые аудиты наших проектов подтвердили экономию на затратах на оснастку в диапазоне от 40% до 60% . Таким образом, производители оригинального оборудования (OEM) могут снизить себестоимость деталей на самом начальном этапе своих проектов по сравнению с преимуществами, которые предоставляют процессы крупносерийной штамповки металла .
Повышение эффективности проектирования и производства
- Упрощенный цикл проектирования: если необходимо спроектировать и проверить только один цельнометаллический штамп, то период проектирования сокращается по сравнению с прототипированием методом штамповки металла .
- Прототипирование и итерации: существует более быстрый и экономичный способ корректировки процесса путем изменения профилей давления.
- Результат: Сроки поставки оснастки сократились примерно на 30% , что привело к улучшению использования капитала и ускорению запуска производства.
Техническая осуществимость и пригодность проекта
- Точность технологического процесса: Используя передовые методы моделирования методом конечных элементов, мы уверены, что наша цельнолитая конструкция будет соответствовать всем требованиям к прочности и качеству поверхности при работе в системах с гидравлическим давлением.
- Идеальная область применения: Предложенная концепция наиболее эффективна для сложных деталей, выпускаемых в больших объемах, где непомерная стоимость подобранных штампов делает ее нецелесообразной.
- Структура принятия решений: Мы представляем сравнительный анализ моделей затрат, гарантирующий, что финансовая выгода от наших услуг гидроформовки для производителей оригинального оборудования станет очевидной для всех соответствующих требованиям применений.
Приведенное выше исследование наглядно демонстрирует, как экономия до 40% на стоимости оснастки достигается благодаря новой концепции процесса. Наша способность достигать этого обусловлена проверенной методологией проекта, успешно изменившего динамику затрат на металлообработку в средних объемах. Следующий документ подтверждает нашу экспертизу в оптимизации затрат на оснастку . Предоставьте проект вашей детали для анализа эффективности использования материалов. Наш процесс гидроформовки , подкрепленный моделированием методом конечных элементов (FEA), гарантирует снижение брака и затрат на сплавы при серийном производстве.
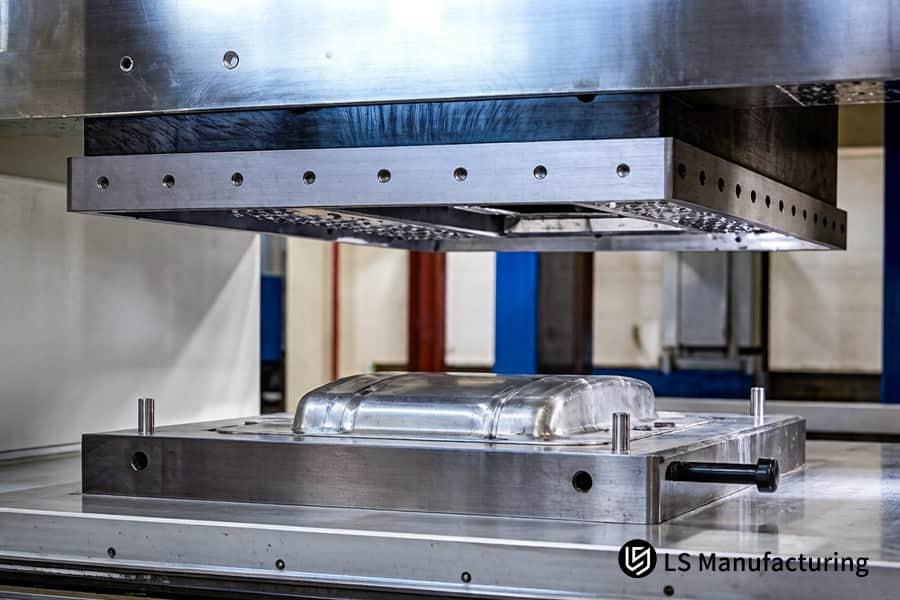
Рисунок 2: Гидравлический пресс измельчает заготовки из стали DC04 для опорных плит машин.
Каким образом экономически эффективная гидроформовка повышает использование материалов в крупномасштабном производстве?
Для крупномасштабного производства стоимость материалов будет существенным фактором, определяющим экономическую эффективность детали. Приведенная ниже информация описывает технический подход и методы, используемые в нашем эффективном процессе гидроформования , который систематически снижает количество отходов. Мы объясняем, как инженерные методы контроля и эмпирические данные показывают снижение потребления материалов, что обеспечивает явное конкурентное преимущество по сравнению с обычными услугами штамповки металла и штамповкой металла с высоким содержанием отходов .
| Аспект | Технический подход и количественно измеримый результат |
| Прогнозирующее управление технологическими процессами | Использует сложные методы моделирования методом конечных элементов для обеспечения равномерного растяжения материала , устранения слабых мест и утонения материала. |
| Точное формование и сокращение отходов | Обеспечивает точный контроль упругого восстановления с погрешностью ±0,2° , что позволяет уменьшить припуск на обрезку с 25 мм до 10 мм . |
| Задокументированный результат по делу (Al 6061) | В проекте по изготовлению корпуса радиатора удалось сократить расход материалов на 15% на деталь. |
| Комплексное влияние затрат | Позволяет напрямую преобразовать повышение эффективности использования материалов в снижение общей стоимости деталей и уменьшение количества брака. |
В данной статье показано, как сам процесс устраняет необходимость в припусках на обрезку при гидроформовке крупногабаритных заготовок , что является ограничением при штамповке металла с фиксированными припусками , и обеспечивает эффективность использования материала . Это дает нам преимущество перед конкурентами, поскольку мы предлагаем способ помочь вам сэкономить на расходах на сплавы, что напрямую влияет на вашу прибыль. Чтобы значительно сократить ваши расходы на сплавы и процент брака, воспользуйтесь нашим процессом прецизионной гидроформовки, подтвержденным методом конечных элементов (FEA). Запросите анализ эффективности использования материала и официальное коммерческое предложение по экономии средств уже сегодня.
Почему услуги по штамповке металла на заказ так важны для соблюдения жестких допусков в аэрокосмической отрасли?
Поддержание точной стабильности размеров ±0,05 мм в аэрокосмических компонентах затруднено из-за различий в материалах и геометрии. Наши услуги по прецизионной гидроформовке используют замкнутую систему регулирования давления, которая помогает компенсировать такие нестабильности. В данной статье описывается техническая процедура, лежащая в основе наших услуг по штамповке металла на заказ для удовлетворения аэрокосмических допусков :
Адаптивное управление давлением в реальном времени
Мы используем систему обратной связи, которая контролирует давление формования с точностью до ±0,1 МПа . Это позволит решить проблему колебаний толщины, существующих в высокопрочных металлических сплавах , обеспечивая стабильный поток материала и предотвращая проблемы утонения, связанные с традиционным гидроформованием с жесткими допусками .
Специализированная оснастка для сложных геометрических форм
Мы изготавливаем специализированные приспособления для решения проблем, возникающих при использовании асимметричных коллекторов в нашем производственном процессе . Благодаря этим специализированным инструментам мы обеспечиваем направленный контроль потоков металла, гарантируя устранение таких видов отказов, как растрескивание при глубокой вытяжке и образование складок в неглубоких зонах, в процессах гидроформовки в аэрокосмической отрасли.
Многостадийное формование с использованием проверенной технологии.
Формование металла будет разделено на несколько этапов с заданным давлением на каждом этапе. Это обеспечивает эффективное снятие напряжений на каждом этапе, позволяя нам создавать острые изгибы или углы и малые радиусы в наших изделиях, не выходя за рамки пластичности высокопрочных процессов гидроформования .
Данное исследование иллюстрирует необходимость выхода за рамки традиционных спецификаций для достижения аэрокосмических допусков . В нашем подходе мы использовали интеллектуальный и аналитический метод, в котором давление является динамическим, оснастка специфична для каждого компонента, а формование происходит в несколько этапов. Такой технический подход гарантирует точность размеров критически важных компонентов, предоставляя таким образом альтернативу традиционным высокоточным процессам формования .
Как услуги высокоточной гидроформовки позволяют исключить затраты на вторичную сборку и сварку?
Основной причиной повышения стоимости и снижения качества сложных деталей является сварка различных штампованных элементов. Предлагаемые нами услуги высокоточной гидроформовки решают эту проблему, поскольку мы предлагаем сложные полые детали, изготовленные из цельного куска металла. В этом отчете представлено объяснение технического подхода, принятого для обеспечения сокращения вторичных технологических процессов :
Проектирование для объединения отдельных элементов
- Объективный анализ: Анализируются существующие сварные металлические штампованные узлы (обычно состоящие из 3-5 деталей ) для определения способов их консолидации.
- Наш технический метод: Используя самые современные методы моделирования процессов, мы создаем гидроформованную заготовку, которая формирует внутренние каналы и внешние элементы за один этап, исключая многокомпонентную гидроформовку .
- Решенная проблема: устранение всех сварочных приспособлений и трудозатрат на сборку.
Выполнение процессов для обеспечения монолитной целостности
- Точный контроль формования: Благодаря гидроформованию, процесс обеспечивает равномерное растяжение за один этап с использованием одной герметичной матрицы.
- Технический результат: Создание монолитного полого компонента или узла, что исключает зоны термического воздействия (ЗТВ) , а также штамповку металла на этапе сборки.
- Влияние на качество: Естественным образом исключает любой риск возникновения дефектов сварных швов, таких как трещины, пористость и точки концентрации напряжений .
Подтвержденные показатели эффективности и стоимости
- Проверка эксплуатационных характеристик: Сравнения, проведенные в ходе испытаний на вибрационную усталость, показывают, что использование цельнолитых изделий, изготовленных методом гидроформовки, увеличивает срок службы на 40% по сравнению с многокомпонентными узлами , сваренными между собой.
- Документированная экономия: За счет исключения необходимости сварки, 100% неразрушающего контроля (НК) , шлифовки и выпрямления достигается средняя экономия в размере 22% на единицу изделия.
- Комплексная ценность: Наши комплексные решения для штамповки металла для OEM-производителей ориентированы на высокоточную формовку, что обеспечивает эффективность всего производственного процесса.
Приведенный выше документ доказывает, что наши услуги по прецизионной гидроформовке представляют собой стратегию производственного процесса, а не просто технологию формования. Решая проблему стоимости и качества, связанную со сваркой, мы используем технологии, объединяя детали в превосходную конструкцию . Это дает производителям оригинального оборудования возможность упростить цепочку поставок, повысить долговечность деталей и добиться значительного сокращения вторичных процессов .

Рисунок 3: Гидравлический пресс придает алюминиевому листу марки 5052 форму панелей крыши грузовика.
Какие показатели качества следует предъявлять к поставщикам решений для штамповки металла от имени OEM-производителей?
Для оценки производственного партнера необходимы объективные стандарты, а не простое соответствие требованиям. Истинное обеспечение качества критически важных компонентов зависит от прозрачности процесса и возможности измерения результатов. В следующем документе перечислены показатели качества и отчеты, которые производитель штампованных металлических изделий должен предоставлять для подтверждения своих заявлений. Этот документ может быть использован для оценки потенциальных партнеров для сложных задач OEM-производства в области штамповки металла :
| Размер качества | Основные показатели и стандарты отчетности |
| Технологическая производительность (SPC) | Предоставьте диаграммы статистического контроля процессов (SPC), демонстрирующие значение Cpk ≥ 1,33 на протяжении всего производственного цикла, подтверждающие присущую гидроформованию стабильность при высоком значении Cpk . |
| Проверка размеров | Предоставлять полные отчеты о первичном контролье образцов (FAI) и периодические отчеты о ходе производства с использованием данных КИМ, подтверждающие соответствие всем критическим допускам конструкции. |
| Проверка целостности материалов | Карты распределения напряжений и отчеты об анализе остаточных напряжений — ключевые элементы для подтверждения эффективности гидроформования . |
| Полная документация | Предоставлять полный пакет данных по каждой отгрузке, включая сертифицированные отчеты о материалах, данные статистического контроля процессов и протоколы проверок, подтверждающие соответствие стандартам гидроформования, основанным на данных . |
Это решение гарантирует, что оценка поставщиков перестанет быть просто риторикой и станет измеримой. Это позволяет нам снизить нагрузку на OEM-производителей, связанную с проведением аудитов, поскольку мы предоставляем всю необходимую информацию по этому вопросу во всех наших проектах. Таким образом, мы ясно даем понять нашим клиентам, что наши решения для штамповки металла OEM-производителям разработаны для производства сертифицированной продукции и снижения рисков в цепочке поставок.
Как оптимизировать DFM (проектирование, разработка и производство) для услуг по штамповке металла на заказ, чтобы обеспечить быстрое прототипирование?
Быстрое и надежное прототипирование зависит от преодоления производственных ограничений до начала операций по изготовлению оснастки. Используемый нами процесс оптимизации DFM решает эту задачу, формируя экспертные знания в процессе проектирования и преобразуя проекты в технологичные компоненты без необходимости многократных итераций. Ниже описаны этапы, используемые в наших услугах по штамповке металла на заказ :
Анализ на ранних этапах взаимодействия и возможности формирования
Оценка начинается на этапе запроса предложений (RFQ), где мы используем нашу собственную базу данных для анализа таких важных параметров, как коэффициент формования (LDR) и поток материала. Превентивный анализ выявляет проблемные геометрические формы, которые в значительной степени подвержены образованию складок и разрывов, и предоставляет возможности для модификации до фактического этапа гидроформования прототипа .
Геометрическая оптимизация для гидроформования
Одним из главных аспектов является проектирование формы детали с учетом равномерного распределения давления при гидроформовке . Мы направляем изменения в определенных направлениях, например, увеличиваем углы, чтобы облегчить перемещение материала и избежать его утонения. Наш процесс гидроформовки, основанный на принципах DFM (проектирование для технологичности), гарантирует, что деталь изначально пригодна для гидроформовки.
Стратегическое применение бусин для вытягивания
Для сложных асимметричных форм мы стратегически проектируем и размещаем вытяжные валики внутри инструмента. Эти элементы контролируют подачу материала во время цикла формования, управляя распределением растяжения для предотвращения сбоев. Эта технология позволила повысить процент успешного изготовления сложных прототипов с 60% до более чем 95% , демонстрируя прямое инженерное решение для гидроформования сложных конструкций .
Интегрированная обратная связь для ускорения итераций
Каждый цикл обеспечивает точные измерения и измерения деформаций. В нашем систематическом подходе мы интегрируем эту информацию в непрерывный процесс моделирования CAD/CAM. Это позволяет быстро вносить корректировки, сокращая время, необходимое для разработки продукта . Следовательно, требуется меньше итераций прототипа для получения окончательного варианта, пригодного для производства.
Описанный выше подход наглядно демонстрирует, что оптимизация DFM требует серьезной, научной и прогнозной инженерной работы. Мы решаем проблему длительных циклов разработки продукции за счет проактивного включения технологических знаний и проектирования с учетом технологичности производства, используя итеративный процесс, который замыкает цикл разработки на основе данных. Таким образом, наши услуги по штамповке металла на заказ снижают риски, гарантируя предсказуемость и быструю обработку заказов в рамках наших услуг быстрого прототипирования .
Рисунок 4: На схеме показано, как лист нержавеющей стали марки 304 формуется в панели кузова автомобиля методом гидроформовки.
Пример из практики: Компания LS Manufacturing производит гидроформовку автомобильных впускных коллекторов первого уровня для автомобилей.
В этом рассказе описывается, как компания LS Manufacturing смогла решить серьезную проблему, возникшую с высокоэффективной выхлопной системой, используемой в автомобильной промышленности. После обнаружения проблем с термической усталостью в нашей сварной конструкции мы внедрили новый продукт для гидроформовки, разработанный специально для этого проекта. В приведенном ниже примере описывается проблема, наше решение и результаты, полученные в результате устранения причины отказа выпускного коллектора двигателя .
Задача клиента
Выпускной коллектор из нержавеющей стали 304L от поставщика первого уровня неоднократно разрушался во время испытаний на термическую усталость при температуре 1050°C из-за образования трещин вокруг зон термического воздействия (ЗТВ) сварных швов, что приводило к стабильному браку в размере 8% . Процесс штамповки металла, зависящий от сборки, стал серьезным препятствием для разработки платформы двигателя заказчика, демонстрируя неэффективность высокотемпературной гидроформовки в таких условиях.
LS Manufacturing Solution
Мы модифицировали компонент для гидроформовки по индивидуальному заказу из труб из нержавеющей стали. Изготовление включало использование сжатой жидкости для расширения трубы внутри прецизионной формы, при этом коэффициент расширения поддерживался ниже 1,4 , что позволяло избежать чрезмерного утонения. Следовательно, сварных швов не было, а это означало, что естественное наличие зоны термического влияния и других концентраторов напряжений, которые приводили к разрушению в первоначальной сегментированной конструкции, полученной методом гидроформовки, больше не представляло проблемы.
Результаты и ценность
Новая конструкция гидроформованного коллектора продемонстрировала 2000 часов термических циклов без образования трещин. Благодаря отсутствию сварки, последующих технологических операций и отходов, цена детали снизилась на 12,50 долларов . Для заказчика это привело к ежегодной экономии более 250 000 долларов .
Это доказывает нашу способность преодолевать основные ограничения в производстве с помощью технологического проектирования. Заменив процесс гидроформования, зависящий от сборки, на технологию точного формования, мы смогли продемонстрировать значительные преимущества как с точки зрения производительности, так и экономии. Это подчеркивает способность компании предлагать решения, которые являются одновременно технически значимыми и ценными для конкретных применений в автомобильной промышленности .
Для решения проблем, связанных с термической усталостью выпускных коллекторов, сотрудничайте с нами, чтобы получить решение по гидроформовке без сварки , гарантирующее долговечность и снижение затрат. Запросите подтверждение производительности и официальное коммерческое предложение.

Часто задаваемые вопросы
1. В чем заключается основное преимущество использования услуг компании LS Manufacturing по штамповке металла с точки зрения затрат?
Наше главное преимущество заключается в интеграции гидроформовки , что обеспечивает примерно 30% экономии материалов и 45% снижение затрат на оснастку. Это значительно снижает стоимость одной детали и общий бюджет проекта по сравнению со стандартными методами штамповки.
2. Как ваши услуги по гидроформовке для производителей оригинального оборудования обрабатывают высокопрочные материалы, такие как сталь DP600?
Мы точно контролируем упругое восстановление в современных металлах, таких как сталь DP600, используя специализированные прессы сверхвысокого давления и специально подобранные параметры процесса. Это обеспечивает исключительную точность размеров и структурную целостность критически важных автомобильных конструктивных и защитных элементов .
3. Можно ли снизить себестоимость оригинальных запчастей, перейдя от литья к гидроформовке?
Да. Гидроформовка позволяет получать более легкие и прочные цельные детали, требующие минимальной дополнительной механической обработки, что обычно снижает себестоимость более чем на 20% по сравнению с литьем. Это также улучшает соотношение прочности к весу и общие эксплуатационные характеристики детали для вашего применения.
4. Каков типичный минимальный объем заказа (MOQ) для услуг по штамповке металла на заказ в компании LS Manufacturing?
Наши услуги по гидроформовке на заказ позволяют экономично производить от 100 до 50 000 единиц продукции за счет снижения затрат на оснастку. Этот гибкий диапазон идеально подходит как для прототипирования, так и для среднесерийного производства, оптимизируя затраты для различных объемов проектов.
5. Как вы гарантируете качество своих услуг по высокоточной гидроформовке?
Мы гарантируем качество благодаря 100% ультразвуковому контролю толщины стенок и подробным отчетам о проверке на координатно-измерительной машине (CMM). Эта строгая проверка обеспечивает соответствие каждой детали точным техническим характеристикам и неукоснительному соблюдению жестких автомобильных стандартов качества IATF 16949.
6. Какие проектные файлы необходимы для получения коммерческого предложения на решения по штамповке металла для OEM-производителей?
Для получения подробной сметы , пожалуйста, предоставьте 3D CAD-файлы в формате STEP или IGES. Наши инженеры проведут всесторонний анализ технологичности производства (DFM) и предоставят официальное предложение с экспертной оценкой в течение 24 часов .
7. Подходит ли экономически эффективная гидроформовка для деталей больших размеров?
Да. Наши высокопроизводительные прессы позволяют изготавливать крупные, сложные детали длиной до 2,5 метров . Это делает данный процесс очень подходящим и экономически эффективным для изготовления крупногабаритных конструкционных элементов аэрокосмической отрасли, автомобильных рам и промышленных изделий.
8. Как быстро компания LS Manufacturing сможет начать мой проект?
После окончательного утверждения проекта мы изготавливаем оснастку и поставляем первую партию готовых к производству образцов в течение 3-4 недель . Этот быстрый срок, примерно на 25% быстрее среднего, значительно сокращает общее время выхода вашего продукта на рынок.
Краткое содержание
Выбор производителя штампованных металлических изделий , способного оптимизировать процессы и затраты, является первостепенной задачей для выживания в условиях жесткой конкуренции. Точная гидроформовка позволяет значительно сэкономить средства и повысить эффективность не только за счет увеличения прочности деталей на 25% , но и за счет сокращения количества пресс-форм, оптимизации использования материалов и исключения вторичной сварки. Компания LS Manufacturing , опираясь на техническую экспертизу и принятие решений на основе данных, является лидером в области изготовления сложных высокоточных металлических компонентов на заказ.
Прекратите тратить бюджет на неэффективные традиционные методы производства! Почему бы не использовать более разумное решение для вашего следующего проекта? Нажмите кнопку «Получить предложение» ниже, чтобы отправить ваши 3D-модели уже сегодня. Наша команда экспертов проведет всестороннюю оценку технологичности производства (DFM) и предоставит конкурентоспособное предложение, основанное на ваших конкретных производственных требованиях. Давайте вместе используем передовую технологию гидроформования LS Manufacturing, чтобы обеспечить вашей продукции явное конкурентное преимущество!
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


