
機械加工工程ものづくりの心臓部です。ただし、自分のパートに適した操作を選択するのは難しい場合があります。材料を精度とコストの要件に適切に適合させていない企業は、生産の遅延、品質の一貫性のなさ、予期せぬコストが発生する可能性があります。これらの要因はすべて、プロジェクトの全体的な成功と収益性に影響を与えます。
現在のところ、選択方法は主に経験的判断に依存しています。体系的な選定手順が欠如しているため、性能と経済性のバランスが不確実になりやすい過剰な設計やパフォーマンスの低下につながる可能性があります。本稿は、体系的な知識体系と20年の実務経験を基に、より体系的な選考を実現するための一般的な選考枠組みを提供することを目的としています。

加工工程早見表
| カテゴリ | プロセス | 材質の適合性 | 一般的な公差 (mm) | 表面仕上げ(μm) | 主な用途 | コストレベル |
|
旋回 |
金属、プラスチック |
±0.01 |
0.8~3.2 |
シャフト、ブッシュ、フランジ |
中 |
|
|
フライス加工 |
金属、プラスチック、複合材料 |
±0.01 |
0.8~3.2 |
ハウジング、ブラケット、モールド |
中~高 |
|
|
掘削 |
CNC穴あけ加工 |
金属、プラスチック |
±0.05 |
1.6-6.3 |
穴加工、タッピング、リーマ加工 |
低い |
|
研削 |
平面研削 |
硬化金属、セラミックス |
±0.002 |
0.1~0.8 |
精密な平面 |
高 |
|
放電加工 |
ワイヤー放電加工機 |
導電性材料 |
±0.005 |
0.4~1.6 |
複雑な形状、硬い材料 |
非常に高い |
|
レーザー切断 |
ファイバーレーザー |
金属、プラスチック |
±0.1 |
1.6~12.5 |
板金、薄板 |
中 |
|
ウォータージェット |
研磨ウォータージェット |
すべての素材 |
±0.1 |
3.2-12.5 |
厚い素材、熱なし |
中 |
|
添加剤 |
3D プリント |
ポリマー、金属 |
±0.1~0.3 |
6.3-25 |
試作品、複雑な部品 |
さまざま |
上の表を使用すると、読者はさまざまな加工プロセスを簡単に比較し、必要に応じて適切な加工プロセスを選択できます。材質、公差、表面粗さ、コスト要件。これは、エンジニアが利用可能なテクノロジーと経済性とのトレードオフのバランスをとりながら、利用可能な最適なオプションを決定するのに役立ちます。
このガイドが信頼できる理由LS 製造の専門家による実践的な経験
マシニング プロセスでは、理論だけでは十分ではありません。私たちの経験は以下から生まれます10年以上教室ではなく、お店の隅っこで。当社はこれまでに 50,000 個を超えるカスタム CNC 機械加工部品を製造してきました。難しい材料、厳しい公差、複雑なデザインの現実に日々直面しています。どの部分も学習体験であり、次のような情報源から学んだ原則を実際に適用することができます。ASTMインターナショナル。
当社は、公差と材料特性が死活問題となる航空宇宙産業、医療インプラント産業、高性能自動車産業向けに部品を日常的に機械加工しています。私たちの知識と経験は毎日現場でテストされ、次の要件に準拠しています。MIT オープンコースウェア およびその他の関連テキスト。
このため、このガイドの提案は、最初に犯した間違いから学び、苦労して得た経験に基づいています。教科書に載っている理論的なレッスンだけではなく、クーラント、削り粉、検査報告書で実証された実践的なアドバイスを提供します。この記事に記載されている情報は、当社が日々の品質を達成し、日常の機械加工の問題を効果的に解決するために使用しているものでもありますので、ご安心ください。

図 1: LS Manufacturing による高度な CNC 技術を使用した製造プロセスの改良
完全な機械加工プロセス ガイドにはどのようなコア知識システムを含めるべきですか?
- 基礎: 材料と力学:の基礎知識システム内容をしっかり理解していることです。金属、プラスチック、複合材料の特性、加工、温度、圧力に対するそれらの反応、最も可能性の高い故障モードとリスク軽減は、あらゆる問題の基礎となるべきです。知識システム。そうすれば、次のアプリケーションは材料がどのように反応するかを予測し、故障のリスクを最小限に抑えるための最適な動作パラメータを生成できるようになります。
- 設備と工具の習熟:利用可能な旋盤、フライス盤などの適切なリスト5軸CNC加工機能はガイドで定義する必要があります。さらに、利用可能なツールの形状、基材、コーティング、およびツールの使用目的もカバーする必要があります。これにより、リソースとタスクの正確なマッチングが可能になり、効果的な目標の実現が可能になります。プロセスの選択。
- 最適化されたパラメーターと操作:個々の操作 (フライス加工、旋削加工など) ごとに、送り、速度、切込み深さ、およびクーラントを指定します。の加工プロセスガイド材料除去率、工具寿命、表面仕上げに基づいた推奨パラメータが含まれています。完全な加工プロセスガイドナレッジベースとアプリケーション戦略が含まれます。
完璧な加工プロセスガイド情報リソースと実践的な経験の組み合わせになります。それはエンジニアにインテリジェントなフレームワークを提供するでしょう。プロセスの選択これにより、生産を最適化し、生産性を大幅に向上させることができます。品質と収益性。

さまざまな種類の機械加工プロセスの特徴と適用可能なシナリオは何ですか?
製造現場では多様なサービスが提供されます 加工プロセスの種類、それぞれにユニークな特徴特定の用途に適したものにするアプリケーションシナリオ。どのタイプの機械加工サービスを使用するかを決定するときは、必要な材料、形状、公差、および体積を考慮する必要があります。ここでは加工工程の見分け方を紹介します。
| プロセスの種類 | 主な特徴 | 典型的なアプリケーションシナリオ |
|
旋回 |
回転軸に関して正確、円筒形、良好な仕上げ |
シャフト、ブッシュ、フランジ、回転部品 |
|
フライス加工 |
多用途3D加工、複雑な形状、多軸機能 |
ハウジング、ブラケット、金型、角柱部品 |
|
掘削 |
穴の形成が速く、取り付けが容易で、穴を開ける場合は比較的安価です |
ファスナー穴、取り付けポイント、隙間穴 |
|
研削 |
超高精度、微細な表面仕上げ。高硬度金属の研削能力を有します |
精密なベアリング、金属切削工具、摩耗面の製造 |
|
放電加工 |
接触切断不要、複雑な形状、硬い材料 |
複雑な金型、金型、熱処理された部品 |
|
レーザー切断 |
非接触処理比較的高速な処理と小さな熱影響ゾーン |
迅速な生産板金部品そして薄い部分 |
|
ウォータージェット |
熱応力なし、あらゆる材料、厚肉部分を切断 |
複合材料、厚板材料、温度に敏感な材料 |
|
添加剤 |
複雑な形状、無駄が少なく、デザインの自由 |
試作、特注金型、高品質 |
メリット加工工程の種類多数あるため、特定のタスクでは機械加工プロセスの使用を考慮する必要があります。プロセスの選択あなたのプロジェクトに適したものは、選択した加工プロセスに関連する利点の知識とプロジェクトの適性に依存します。認識されている使用法についての知識があれば、どのようなプロジェクトでも最大限の効果を発揮できるようになります。
製品要件に基づいて最適な加工プロセスを選択するには?
方法加工プロセスを選択するはいくつかの要素の評価を求めており、これらの要素を評価した後にのみ最良の結果が得られます。プロセスの決定には技術的および経済的な基盤が必要です。
- 材料特性:使用される材料は、機械加工技術による切断の容易さに関しても異なります。チタンなどの一部の材料は硬い場合がありますが、EDM マシンと呼ばれる特殊な切削工具が必要です。、フライス盤/旋盤で切断できるアルミニウムなど、柔らかいものもあるかもしれません。
- 寸法精度と表面仕上げ:加工の種類は精度によって決まります。より高い精度が必要な部品には、仕上げ作業として研削やホーニングが含まれますが、荒加工にはより過酷な手順が必要になります。 T必要な表面仕上げによって、二次仕上げ手順の必要性が決まります。
- 生産量とコストの考慮事項:生産されるバッチの種類に応じて、生産プロセス全体で関連コストが発生します。大量生産を考慮すると、生産プロセス全体に最適な技術は自動機械加工を使用することになりますが、少量生産の場合は、生産プロセス全体に最も適した技術は、次のような柔軟な機械加工技術を使用することです。CNC加工。のインテリジェントな推奨事項LS Manufacturing が設計したシステムは、これらすべての要素を効果的に考慮しています。
- 幾何学的複雑さと機能のアクセシビリティ:幾何学的複雑さには、深い穴や薄い壁などが含まれる場合があります。このような幾何学的複雑さには、2 つ以上の軸による機械加工や、従来とは異なる機械加工が必要になる場合があります。フィーチャのアクセシビリティも、使用する機械加工ツールに影響を与える可能性があります。
最近では、加工工程の選択材料の特性や加工能力だけでなく、コストも重要です。上記7つのプロセスを考慮しただけ選択基準そして先進的な機能を活用して、インテリジェントな推奨事項このシステムは、技術と経済の面で最良の結果を保証することができます。 産業応用の結果によると、プロセスの適合性は次のように向上しました。25%そしてコストは次のように削減されました15-30%LSマニュファクチャリングが提供する加工プロセス最適化システムを活用した結果。
機械加工プロセスを選択するための重要な意思決定要素は何ですか?
の 加工工程の選択簡単な決断はできません。技術的および経済的側面に関していくつかの考慮が必要です。機械加工に関する選択は重要な決定であり、時間と品質の両方に影響します。
- 技術的な実現可能性の要素:材料特性、部品形状の複雑さ、必要な公差が主な要素となります。決定要因。加工材料の硬度、機械加工性、熱伝導率、表面仕上げによって、使用するプロセスが決まります。部品の形状によっては、多軸機械が必要になったり、機械のカスタム構築が必要になる場合があります。
- 経済的考慮事項: コスト分析~の重要な構成要素を形成する加工工程の選択。これには、設備投資、工具コスト、サイクル タイム、労働要件、セットアップ費用が含まれます。大量生産自動化システムが正当化される場合もありますが、少量部品ではフレキシブルなマシニング センターが好まれることがよくあります。
- 品質と性能の要件:表面仕上げ、寸法精度、機械的特性が重要な決定要素となります。このプロセスは、効率的であるだけでなく、必要な品質を提供できる必要があります。機能、再現性、および必要な機械的特性の実現も考慮する必要があります。
あ加工工程の選択戦略は、統合されたアプローチを通じて、技術的、経済的、品質に関する考慮事項を組み合わせる必要があります。これを使うと総合評価、メーカーはどちらかを決定できます。機械加工工程ニーズに最適に適合し、パフォーマンス、時間、コストの制約のバランスをとり、市場全体の競争力を高めます。
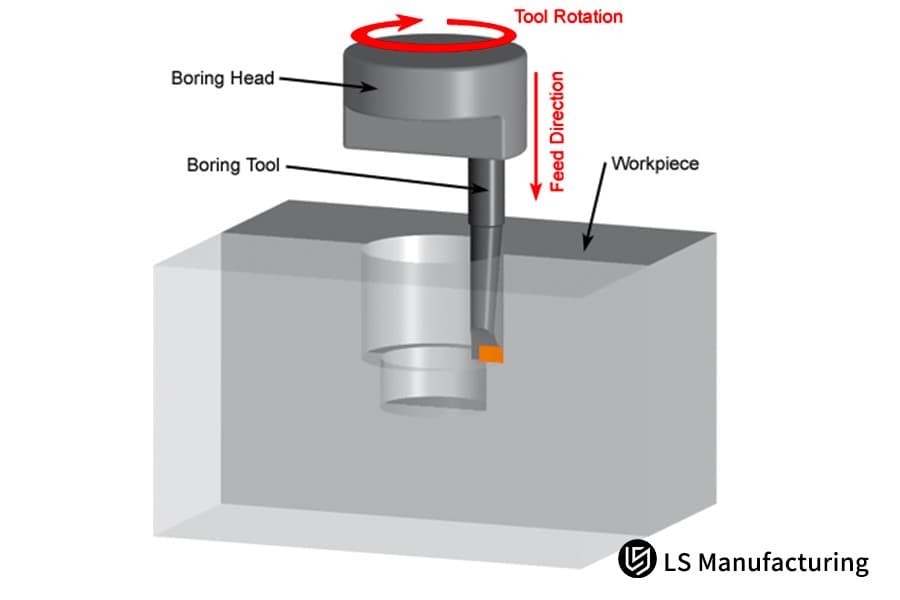
図 2: LS Manufacturing による最高のパフォーマンスを実現するための CNC ボーリング技術の分析
コストと精度の観点から、さまざまな加工プロセスを比較して選択するにはどうすればよいですか?
機械製造では、加工工程比較効率と加工品質の最適化に重要な役割を果たします。各プロセスには、次の点に関して特有の動作があります。コスト精度、だから、経済分析最良の選択肢を選択する上で非常に重要になります。
| プロセス | コストレベル | 精度範囲(μm) |
代表的な用途 |
| 旋回 | 低い | 10-50 | シャフト、シリンダー |
| フライス加工 | 中 | 5-20 | 複雑な表面 |
| 研削 | 高 | 1-5 | 高精度部品 |
| 放電加工 |
非常に高い |
1-3 | 硬質材料 |
機械加工プロセスにおける効果的な選択には、技術的側面と経済的側面の両方に関連する計算が必要です。それは次のように結論付けられ、観察されています。加工工程比較それより高いのが正しいということコスト精度。したがって、メーカーは、次の基準に基づいて製造プロセスを最適に使用できます。経済分析、最も経済的で適切な加工プロセスを選択できます。
プロセスの最適化を通じて加工結果を最大化するにはどうすればよいですか?
加工結果を最適化する~に対する総合的なアプローチが必要ですプロセスの改善とパラメータの最適化。重要な変数を最適化することで、業界は効率と品質において最大の最適化結果を達成できます。
DOE によるパラメータの最適化
実験計画法 (DOE)この技術により、さまざまなパラメータを一度に評価して、切削速度、送り速度、切込み深さに関する最適な結果を特定できます。実際、この技術は、事実に基づいて不確実性を排除し、低いテストコストで最適な加工パフォーマンスを得る科学的なプロセスです。
常時監視によるプロセス強化
格差製造工程常時監視システムを利用することで簡単に特定できるため、自動更新が行われ、スムーズな処理の継続が可能になります。摩耗率、表面仕上げ、監視システムの精度に関する知識に基づいて、メーカーは欠陥のない製品を生産できます。
より良いツールと材料の入手可能性
要件に応じて、加工作業に大きな影響を与えるために、適切な切削工具と被削材の材質を選択する必要があります。切削工具とワークの材質を相性に応じて適切に識別することで、切削工具の寿命や速度の向上、ひいてはコストの削減が可能になります。
効果的なプロセスの改善これを実現するには、科学的プロセスを組み込んだ総合的なアプローチをとる必要があります。パラメータの最適化。これにより、メーカーは必要な措置を確実に講じることができます。加工結果を最適化する。
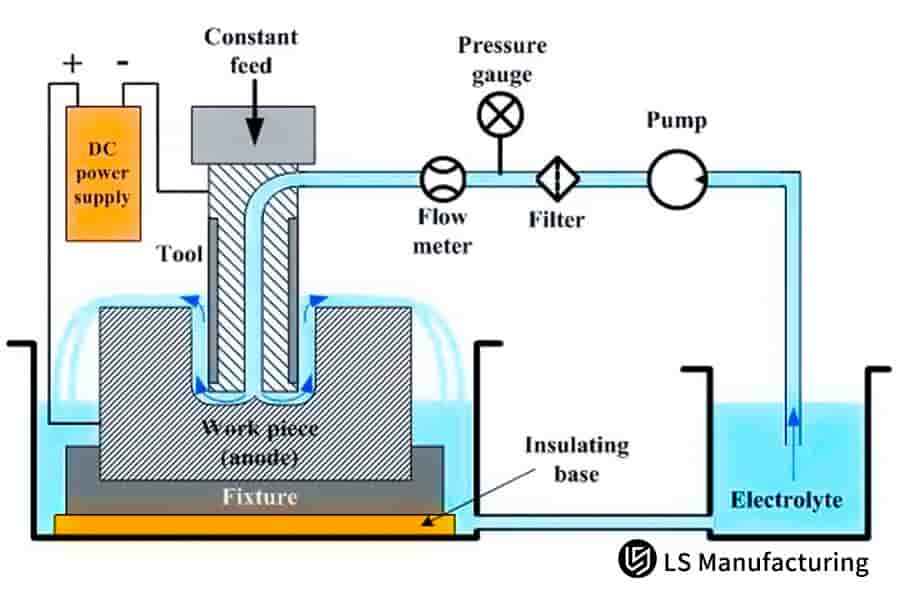
図 3: LS Manufacturing による CNC 精密操作用の電気化学システムの構成
現代の製造業における CNC 加工技術の革新的な応用にはどのようなものがありますか?
のCNC加工プロセス製造分野に革命をもたらし、デジタル制御システムを使用したプロセスの精度をもたらしました。現在の技術の進歩により、従来の機械加工では考えられないほど、複雑な形状を高精度に実現できるようになりました。の統合革新的なアプリケーションでデジタル製造は、航空宇宙部品から医療機器に至るまで、業界の生産への取り組み方を変革しました。
ターンミルマシニングセンター
この装置で実行できるのは、旋削とフライス加工のプロセス1台のマシンで。それは革新的なアプリケーションこの手法を使用すると、部品の取り扱いとセットアップ時間が短縮されるためです。この装置は、機械を未加工から完成品まで変更することなく、複雑な部品の加工を実行できます。このプロセス全体を通じて部品が固定位置に維持されるため、この技術は正確であると言えます。
高速加工
切削工具だけでなくスピンドル技術を応用することで、CNC加工工程物質を効果的に除去する能力があります。この機械加工プロセスは、その速度と精度により、金型および金型の機械加工だけでなく、航空宇宙用アルミニウムの機械加工にも最適です。機械加工プロセスは、その利点により非常に有益なプロセスです。
デジタルツインテクノロジー
ここで提示される概念または概念は、デジタル製造これにより、製造プロセス自体を開始する前に、機械加工プロセスのシミュレーションが確実に可能になります。上記すべてにより、セットアップ プロセスに関連するコストが最小限に抑えられることが保証されます。一方、誤差は最小限に抑えられれば、物質的な損失はまったくありません。それは製品の製造中に発生した可能性があります。
アディティブおよびサブトラクティブのハイブリッド製造
を実行することでオブジェクトを作成することができます。3D プリンティングと CNC 加工プロセス、ニアネットシェイププロパティの追加機能を備えた積層造形によってオブジェクトを作成し、最後に次の実行によってオブジェクトを修正します。CNC 加工オペレーション。の革新的なアプリケーションは、機械加工では製造するのが難しい内部の詳細を備えた部品を作成するのに非常に便利で適切であることがわかります。両方の世界が提供する最高のもの、つまり複雑さと精度を活用することが可能になります。
実際、ここで言及しておく必要があるのは、上記の点は、CNC加工プロセスに比べて着実に発生しているデジタル製造したがって、メーカーは前例のないレベルの精度、速度、複雑さを達成することができました。この点において、前述の点とは別に、CNC加工とりわけデジタル製造の発展において極めて重要な役割を果たすことになるでしょう。
高精度の機械加工プロセスはどのようにして厳しい品質要件を満たすことができるのでしょうか?
精密機械加工工程の観点から考慮すべき非常に重要な領域です。品質要件製造業が持っているもの。精密機械加工は、精度などの優れた特性を備えた高品質の部品を作成するために適用されるプロセスです。
- 高度な機器と技術: 現代の精密機械加工は、最先端の CNC 機械、多軸マシニング センター、EDM (放電加工) システムに依存しています。これらのテクノロジーは、温度と湿度を制御した管理された環境で機能し、生産プロセス全体を通じてミクロンレベルの精度を維持し、バッチ全体で一貫した品質を保証します。
- 総合的な品質管理システム:優れた精密加工が必要な高品質な制御システムそのバックボーンとして。それは、三次元測定機、光学コンパレータ、表面粗さ測定機などによる、加工のさまざまな段階でのワークの検査を意味します。 SPC システムにより、生産パラメータを常に管理下に置くことができ、瞬時に調整して生産性を維持することができます。品質要件。
- 材料の選択とプロセスの最適化:適切な材料とその加工方法の選択は、多くの場合、最終製品の結果に重要な役割を果たします。加工ツール、速度、送り、およびクーラントの使用量加工中の熱変形を防ぐために最適化されることがよくあります。
- 重要な産業でのアプリケーション:該当するアプリケーションの一部精密CNC加工プロセスこれには、航空宇宙工学アプリケーション、医療機器分野でのアプリケーション、自動車アプリケーション、電子産業でのアプリケーションが含まれます。タービン、医療機器、半導体で使用されるブレードを含む前述の用途の場合、その用途は本質的に非常に厳しいものになります。
- 継続的な改善と認証:大手企業は、認定を受けることとは別に、継続的改善に関連する手順に従っています。ISO9001およびAS9100。精密機械加工工程仕様が機器の校正、オペレーターのトレーニング、およびプロセスの検証に関する手順に関する限り、要件を満たしているか、それを超えています。
精密機械加工工程さまざまな製造プロセスを高精度な制御・位置決め・動作制御で実現する高精度製造技術のこと。厳しく管理することで、品質要件製造工程において、ミクロンレベルの精度航空宇宙、半導体、自動車などのハイテク産業の部品製造に採用されています。

図 4: LS Manufacturing による最も効果的な高精度 CNC 手法の選択
LS Manufacturing 航空宇宙産業: エンジン タービン ブレード向けのマルチプロセス機械加工ソリューション
精度、強度、軽さの三拍子が同時に要求される航空宇宙分野において、LSマニュファクチャリングを提供した多工程加工解決策製造上の大きな問題を解決した航空エンジン用のブレードを製造している顧客に。
クライアントの課題
大手航空宇宙メーカーは、顧客の要求に応える高温合金タービンブレードの製造に苦労していました。 T既存のソリューションは単一プロセス ソリューションであり、複雑なプロファイル精度と優れたプロファイルの両方を提供することができませんでした。表面仕上げ。その結果、上記の問題により製品の合格率は85%にとどまり、製造コストが高くつき、納期が長くなってしまいました。
LS製造ソリューション
私たちは荒加工用のブレードを回転させるための完全なソリューションをお客様に提案しました。5軸フライス加工精密なプロファイリングと仕上げ用の研磨が可能です。当社のご提案により、お客様は各工程に最適なパラメータを制御することができるため、最高の形状精度、表面粗さ、加工時間を実現することができます。
結果と価値
一貫加工の導入により、部品の合格率が向上しました。99.2%全体の処理時間は次のように短縮されました。30%。当社の卓越したパフォーマンスは、お客様の年間処理コストを大幅に削減できるだけでなく、200万人民元しかしそれは私たちとの間の戦略的パートナーシップの形成にもつながりました。
LS Manufacturing のようなサプライヤーが最先端のマルチプロセスの用途を見つけることができること CNC工作機械既存の製品が存在する場合、製造が困難な航空宇宙部品を製造する理想的とは言えないレガシー マシンすでに現場で機能していたはずだということは、品質、生産性、コスト削減の向上につながるイノベーションをサポートする同社の能力について多くを物語っています。
当社の機械加工プロセス ソリューションを使用して、航空宇宙コンポーネントを次のレベルに引き上げます。

科学的機械加工技術管理システムを確立するにはどうすればよいですか?
機械加工技術の科学的管理システムを確立する必要があります。プロセス管理製品の品質と加工の効率を保証するために、精密機械加工の特性と統合されています。
標準化されたシステムフレームワーク
良い標準化されたシステムスムーズな工程管理にはフレームワークが必須です。これには、プロセス文書、作業指示、標準化された操作手順が含まれます。このシステムは、原材料から最終検査まで部品のすべてのステップを包括的にカバーする必要があり、明確に定義された品質パラメーターを備えている必要があります。
精密機械加工工程
洗練されたものであることが重要です精密機械加工プロセスミクロンスケールの精度を達成したい場合に採用されます。これは、適切な機械の選択、適切な切断パラメータ、および適切な環境条件で構成されます。これらのプロセスは、品質要件ただし、変動や欠陥は最小限に抑えられます。
継続的改善の仕組み
のためのシステム継続的な改善効果的なプロセス管理には必ず存在する必要があります。これには、プロセス内での問題の分析と解決が伴います。それは組織が達成できるようにする必要がありますミクロンレベルの精度生産にかかるコストを削減します。
品質管理の統合
を保証する品質管理手順があります。品質要件満たされています。これらは、統計的プロセス制御、校正、および合格基準を通じて実行できます。監視システムが必要です精密機械加工プロセスこれにより、標準プロセスからの差異を識別できるようになります。
パフォーマンスの測定と最適化
重要業績評価指標を開発することにより、プロセス管理管理のための重要なパフォーマンス指標を使用すると、システム効率に関する客観的な評価が可能になります。管理のための主要業績評価指標で確立される要素は、サイクル タイム、初回通過歩留まり、装置の使用状況、および部品あたりのコストです。
科学的な機械加工工程管理システム組み合わせる標準化されたシステム高度なフレームワーク精密機械加工プロセス一貫した成果を達成するためにミクロンレベルの精度。埋め込むことで継続的な改善原則と厳格さ品質要件組織全体を通じて、メーカーは業務効率を高め、変動を減らし、市場での競争上の優位性を維持できます。
よくある質問
1. 適切な材料は他の材料とどのような点で異なりますか?
弊社提案システムでは、素材に応じて最適な加工をご提案させていただきます。材質がアルミ材の場合は高速を推奨いたします。フライス加工。材質がステンレス材の場合はミルターン加工を推奨いたします。
2. 少量の場合に経済的で効率的なプロセスは何ですか?
柔軟なプロセスをご提案いたします。リソースを共有することで、少量のコストを削減できます。20-30%。
3. 新しいプロセスの技術的な実現可能性と経済性をどのような方法で検証することができますか?
したがって、そのためのプロセステストとコスト分析を実施します。当社のプロセス ソリューションが実際に効果的で費用対効果が高いことをサンプルを通じて検証します。プロジェクトの詳細なコスト評価が必要な場合は、即時オンライン見積もり今すぐ、設計の経済性を検証してください。
4. 製造が難しい部品に対する特定のプロセスの組み合わせはありますか?
部品の構造特性に基づいたさまざまなプロセス組み合わせプログラムの設計作業と、設計された部品が高品質であることを確認するためのプロセス シミュレーションが行われます。
5. プロセスの変更に関連する品質リスクを防ぐにはどうすればよいですか?
私たちは非常に厳格な変更管理プロセスに従っています。検証テストの後、品質に関する限り、変更されたプロセスが管理されていることを確認できます。
6. 加工プロセスのトレーニングと最適化の支援を提供できますか?
当社はプロセスとプロセスの最適化のための完全なトレーニング システムを備えており、会社のプロセス技術の向上を支援できることに留意してください。
7. 加工精度と費用のバランスはどうすればよいですか?
バリューエンジニアリング分析プロセスを適用することで、過剰処理と精度不足の両方に対する費用対効果の観点から、この 2 つの間の最適点に到達します。
8. プロセス変更における主な考慮事項は何ですか?
提供するエンドツーエンドのサービスとりわけ、機器の選択や要員のトレーニングなどのプロセス変更に対応します。これにより、プロセス変更のシームレスな実装が保証されます。
概要
科学的なプロセスの選択と管理によって、高生産性と高品質な生産を実現できます。業界の経験と技術知識、およびサプライヤーの知識を備えた LS Manufacturing は、自社の製造プロセスを強化し、ビジネスを成長させるために使用できるプロセス ソリューションを顧客に提供します。
LS Manufacturing のプロセス専門家に今すぐ連絡して、無料のプロセス ソリューション評価がどのように機能するかを体験してください。 LS Manufacturing が約束するのは、お客様に提供できることです。プロフェッショナルな CNC 加工ソリューションプロセスを確実に成功させるための支援。
今すぐ無料のプロセス ソリューション評価を取得して、生産プロセスを最適化し、最大 30% のコスト削減と 25% のプロセス互換性の向上をお楽しみください。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト:https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社を超える顧客と20年以上の経験があり、高精度CNC機械加工に重点を置いており、板金製造、3Dプリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。www.lsrpf.com。


