Anodizado

Forma una densa capa de óxido duro con resistencia a la corrosión y aislamiento eléctrico; admite colores naturales/negros/personalizados, ideal para arquitectura de alta gama y electrónica de precisión.
Proporcione extrusiones de aluminio personalizadas de alto rendimiento con una precisión de hasta ±0,02 mm, logre una entrega rápida en 7 días a través de líneas de producción profesionales, equilibrando la resistencia estructural y la consistencia de los lotes para escenarios industriales de alto nivel.





LS Manufacturing ofrece soluciones de extrusión de aluminio de ultraprecisión, con muestras listas en 3 a 7 días y una tolerancia de ±0,01 mm, respaldadas por la producción de más de 500 000 piezas en más de 80 máquinas y calidad certificada ISO 9001:2015.

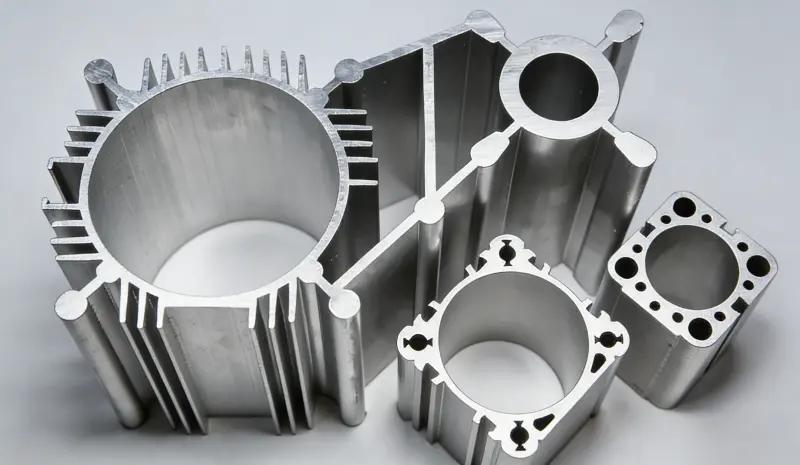
Proporcione servicios de extrusión de aluminio personalizados, adecuados para la producción de prototipos, pruebas de lotes pequeños y producción en masa, lo que permite la formación precisa de perfiles de aluminio de sección transversal compleja y de múltiples especificaciones.
El centro de fabricación está equipado con 80 líneas de extrusión inteligentes (tonelaje 450T-4000T), capaz de manejar eficientemente necesidades de extrusión de diferente complejidad y lotes; Todas las líneas cuentan con la certificación ISO 9001:2015 para garantizar una calidad estable y constante.
Personalizable en forma y especificaciones, se adapta a escenarios como marcos de equipos de automatización industrial y piezas electrónicas de disipación de calor de precisión, así como a campos populares como perfiles de puertas y ventanas, estructuras de soporte de electrodomésticos y marcos de estantes para almacenes.
LS Manufacturing proporciona perfiles de aluminio estándar y personalizados para sus proyectos, combinando alta calidad y adaptabilidad del proceso para equilibrar las necesidades de rendimiento y costos.
Cuando los perfiles estándar no cumplen con los requisitos de función, costo o diseño, la personalización es la solución ideal.
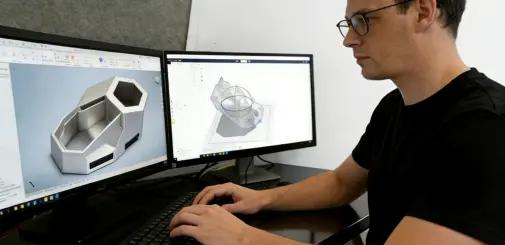
Los servicios de extrusión de aluminio totalmente personalizados de LS Manufacturing le permiten especificar la forma, el color, el acabado superficial y los parámetros del material del perfil, adaptándose con precisión a las características del proyecto.
Nuestro equipo técnico revisa sus dibujos, confirma la viabilidad del proceso y selecciona el flujo de trabajo de producción óptimo para ofrecer resultados de alta calidad con plazos de entrega cortos.


Nuestro sistema de aleación estándar cubre niveles de resistencia graduados, resistencia a la corrosión diferenciada y compatibilidad con diversas tecnologías de procesamiento: la solución preferida para sistemas de construcción de alta gama, componentes de precisión para automóviles y estructuras electrónicas de alta confiabilidad. ¿Necesita otros grados de aleación de aluminio para extrusión? Proporcione sus requisitos de índice de rendimiento.

Una aleación de aluminio endurecida por precipitación de resistencia media-alta con excelente resistencia a la corrosión bajo tensión y compatibilidad con el mecanizado de precisión CNC, adecuada para piezas estructurales de equipos de alta gama, componentes de soporte de carga de chasis de automóviles y escenarios que requieren un equilibrio entre resistencia y corrosión. La tasa de atenuación de la resistencia de las uniones soldadas es baja y tiene una excelente compatibilidad de ensamblaje.
Los acabados superficiales mejoran la resistencia a la corrosión/desgaste y la calidad estética de las piezas de aluminio extruido. A continuación se muestran los principales procesos de acabado de LS Manufacturing; Ofrecemos soluciones personalizadas para satisfacer las necesidades de sus escenarios de alta precisión.
Forma una densa capa de óxido duro con resistencia a la corrosión y aislamiento eléctrico; admite colores naturales/negros/personalizados, ideal para arquitectura de alta gama y electrónica de precisión.

Polvo seco de alta adherencia curado a alta temperatura; Resistente a rayones/UV/químicos, amplia gama de colores para escenarios al aire libre con condiciones climáticas adversas.

Recubrimiento uniforme sobre estructuras complejas mediante campo eléctrico; Superficie lisa y excelente resistencia a la corrosión, ideal para piezas de precisión automotrices de alta gama.

El cepillado direccional mecánico fino crea textura para ocultar rayones/huellas dactilares, ideal para productos electrónicos de consumo, electrodomésticos y molduras arquitectónicas de primera calidad.

Las perlas de vidrio de alta presión crean una superficie mate uniforme; elimina marcas de mecanizado, ideal para piezas de precisión y componentes decorativos de alta calidad.

La pintura líquida personalizada permite una combinación de colores precisa; rentable para prototipos de lotes pequeños y necesidades personalizadas de varios colores.

La tinta de alta adherencia imprime logotipos, textos y gráficos finos, ideal para paneles de control, placas de identificación y productos de marca de primera calidad.

El láser de alta precisión elimina material para realizar marcas permanentes; Bordes afilados, ideales para patrones y números de serie de piezas de precisión.
La calidad está integrada en cada paso de nuestro proceso de extrusión de aluminio. Con instalaciones de producción con certificación ISO y más de 100 máquinas de inspección y extrusión de precisión, entregamos piezas que cumplen con los estándares industriales de alto nivel en precisión y acabado superficial.




Mida dimensiones clave, incluido el ancho de la sección transversal, la altura, el espesor de la pared, la longitud total, la rectitud, la planitud y la precisión del ajuste de los orificios/ranuras; Las herramientas de inspección incluyen calibradores, micrómetros, medidores de altura y máquinas de medición de coordenadas (CMM) de alta precisión, lo que garantiza un control de tolerancia con una precisión de hasta ±0,02 mm.
Inspección de lotes completos para detectar defectos en la superficie como rayones, abolladuras, grietas, burbujas de aire, rebabas y líneas de extrusión; Se utilizan sistemas de iluminación profesionales y equipos de gran aumento para identificar problemas de superficie a nivel micro.
Si lo solicita, proporcionamos resultados de pruebas de resistencia y dureza, junto con informes de cumplimiento de RoHS y certificados de materiales; Se encuentran disponibles pruebas de rendimiento personalizadas para cumplir con los requisitos de proyectos de alto nivel.
Centrado en capacidades de personalización de alta precisión, control de calidad de extremo a extremo y sistemas de entrega eficientes, los servicios de extrusión de aluminio de LS Manufacturing brindan soluciones profesionales y confiables para diversas necesidades de perfiles complejos.
/01
Controle totalmente el acabado de la superficie (hasta Ra0,8 μm), formas complejas de perfiles irregulares, grados de materiales de aleación de gama completa y esquemas de colores personalizados, cubriendo con precisión necesidades exclusivas de especificaciones precisas para diversos escenarios, adaptándose a los requisitos de proceso diferenciados de diversas aplicaciones.
/02
La tolerancia de dimensiones clave se controla estrictamente dentro de ±0,02 mm, la tolerancia de dimensiones estándar ≤±0,05 mm, con inspección dimensional completa que cubre la sección transversal, el espesor de la pared, las tolerancias geométricas, etc., lo que garantiza que la precisión cumpla consistentemente con los requisitos de rendimiento funcional y de ensamblaje de alta precisión.

/03
Basándose en el rápido desarrollo del molde + sistema de coincidencia precisa del material, el proceso de personalización estándar se entrega en un plazo de 7 días; El perfil geométrico complejo no requiere modificaciones adicionales del molde y se puede producir en 10 días, con una programación inteligente de la línea de producción que garantiza la estabilidad del progreso de la entrega.
La extrusión de aluminio es una tecnología de procesamiento de plástico que implica someter palanquillas de aluminio precalentadas a la temperatura del proceso a deformación plástica mediante matrices de formación personalizadas, obteniendo finalmente perfiles con contornos de sección transversal específicos. En LS Manufacturing, seguimos un proceso de producción profesional estandarizado y de alta precisión:
Primero, se completa la fabricación de matrices personalizadas de alta precisión (que cubre matrices sólidas, huecas, semihuecas y otras de sección transversal), luego las palanquillas de aluminio se controlan con precisión la temperatura y se precalientan al rango de proceso de 400-500 ℃; luego, de acuerdo con el grado de aleación de aluminio y el escenario de aplicación de alto nivel del producto terminado, se selecciona el proceso de extrusión apropiado (incluidos los procesos de extrusión directa/indirecta o los procesos de extrusión en caliente/frío) para garantizar que las propiedades del material y la precisión de la sección transversal del perfil cumplan con los estándares.
Después de la formación por extrusión, el perfil se somete a enfriamiento de precisión en línea, enderezamiento por estiramiento por tensión y corte de precisión de longitud fija en secuencia para obtener productos semiacabados de las dimensiones objetivo; De acuerdo con los requisitos de rendimiento y apariencia, se pueden llevar a cabo procesos como el fortalecimiento por envejecimiento (para mejorar con precisión la resistencia y la dureza), el mecanizado de precisión de la superficie (para optimizar la apariencia, la textura y las características funcionales) o el ensamblaje de componentes. Antes de la entrega, cada perfil de aluminio personalizado debe pasar por una inspección de calidad de precisión de todo el artículo y un proceso de embalaje protector estandarizado.

APLICACIONES
Todas las industrias confían en extrusiones de aluminio personalizadas por su excelente relación resistencia-peso y características de diseño flexible, adaptándose a diversos escenarios, desde estructuras de precisión hasta necesidades de peso ligero. A continuación se muestran las instrucciones principales de su aplicación.
Bastidores de equipos de precisión, estaciones de trabajo personalizadas para líneas de producción automatizadas, componentes estructurales dedicados para dispositivos inteligentes
Piezas estructurales ligeras para vehículos de nueva energía, perfiles interiores de precisión para tránsito ferroviario, bastidores de carga personalizados para vehículos especiales
Perfiles personalizados para muros cortina unificados, marcos estructurales para sistemas inteligentes de puertas y ventanas, componentes de sección transversal de precisión para decoración de edificios
Marcos de soporte dedicados para sistemas de seguimiento fotovoltaicos, piezas estructurales ligeras para equipos de energía eólica, perfiles resistentes a la corrosión para nuevas instalaciones energéticas
Gabinetes sellados para equipos electrónicos de precisión, disipadores de calor personalizados para LED de alta potencia, marcos estructurales dedicados para equipos semiconductores
Componentes estructurales de precisión para robots quirúrgicos, marcos livianos para equipos de imágenes de alta gama, gabinetes sellados para instrumentos de diagnóstico médico

Cuando las palanquillas de aluminio cortadas se precalientan, un ariete accionado hidráulicamente las empuja hacia un troquel personalizado con presión controlada con precisión de aproximadamente 45 MN (≈10 000 000 de libras). El troquel puede presentar una apertura estándar (por ejemplo, redonda/cuadrada) o una cavidad compuesta con forma personalizada diseñada para escenarios de alto nivel.
Los perfiles extruidos se enfrían uniformemente en una mesa de enfriamiento de circuito cerrado con temperatura controlada y luego se cortan en longitudes precisas mediante láser según los requisitos del cliente. Para aplicaciones de alta resistencia, como las aeroespaciales y militares, el tratamiento térmico de envejecimiento puede mejorar aún más la dureza y la estabilidad mecánica de los perfiles de aluminio.
La extrusión de aluminio se divide en extrusión en caliente y extrusión en frío, cada una adaptada a diferentes requisitos de escenarios de alto nivel:
Extrusión en caliente: Permite la alimentación continua de palanquillas de aluminio de gran volumen para un conformado eficiente a baja presión, adecuado para la producción por lotes de secciones transversales grandes y complejas en equipos de alta gama.
Extrusión en frío: Produce componentes de precisión con un acabado superficial de hasta Ra0,8μm, con excelente resistencia a la oxidación y propiedades mecánicas, ideales para piezas estructurales de alta precisión en los campos médico y de semiconductores.
En el proceso de extrusión en caliente, las palanquillas de aluminio primero se cortan con precisión a dimensiones de tolerancia a nivel de micras y luego se precalientan a 350-580 ℃ en un horno dedicado con temperatura controlada (ablandando el metal mientras lo mantiene sólido para evitar el engrosamiento del grano).
Peso ligero de alta resistencia: La excelente relación resistencia-peso reduce significativamente las cargas estructurales para equipos de alta gama.
Protección contra la corrosión nativa: La densa capa de óxido natural proporciona resistencia a largo plazo a medios corrosivos para condiciones de trabajo duras.
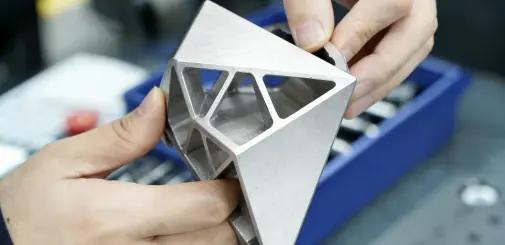
Conformación de secciones transversales complejas integradas: Secciones transversales irregulares de múltiples cavidades formadas en un solo proceso, lo que reduce los pasos de ensamblaje posteriores.
Utilización eficiente de materiales: Utilización de material un 30 % mayor que el mecanizado de aluminio macizo, lo que optimiza los costes generales.
Conjunto modular compatible: Compatible con interfaces de ranura en T de precisión para un montaje modular rápido y actualizaciones de dispositivos inteligentes.
Reciclaje de circuito cerrado con bajas emisiones de carbono: Los materiales 100 % reciclables y renovables se alinean con los objetivos de sostenibilidad de fabricación de alta gama.
Preinversión en moldes de alta precisión: Los moldes de precisión personalizados requieren un diseño profesional, menos rentable para lotes pequeños.
Reconstrucción de moldes para iteración de secciones transversales: Los cambios de contorno requieren nuevos moldes, lo que limita la flexibilidad para iteraciones frecuentes.
Generación de chatarra de procesamiento de precisión: Chatarra menor producida durante el recorte de alta precisión, que requiere sistemas de reciclaje profesionales.
Limitación de tamaño dependiente del tonelaje: El tamaño máximo del perfil está restringido por el tonelaje del equipo; las secciones extragrandes necesitan líneas personalizadas.
Control de variación de superficie multilínea: Las sutiles diferencias en la textura de la superficie entre líneas requieren un posprocesamiento para lograr una consistencia de alta calidad.
Atenuación de resistencia a altas temperaturas: La resistencia de la aleación disminuye a temperaturas elevadas, lo que requiere una compensación de rendimiento específica del escenario.
Nuestro control de tolerancia sigue los estándares de doble certificación ISO 9001+AS9100: las tolerancias de dimensiones críticas pueden alcanzar ±0,02 mm y las tolerancias de dimensiones regulares se mantienen estables dentro de ±0,05 mm. Las tolerancias de alta precisión requieren soporte de moldes de precisión y procesos de inspección completos, lo que aumenta la inversión en producción; Igualaremos el esquema de tolerancia óptimo para usted en función de sus necesidades reales de ensamblaje para evitar costos de precisión innecesarios.
Ofrecemos soluciones de conexión mecánica de perfiles de acero: fijación sin soldadura mediante soportes de esquina, tornillos metálicos o abrazaderas/conectores mecánicos especializados, adecuados para requisitos de marco de equipos de alta gama. Además, las soluciones combinadas de sujetadores mecánicos y adhesivos estructurales también pueden reemplazar la soldadura; Los perfiles de acero tienen mayor resistencia pero una complejidad de ensamblaje ligeramente mayor, mientras que las extrusiones de aluminio aún tienen ventajas fundamentales en cuanto a la conveniencia del ensamblaje.
La determinación del espesor de la pared requiere consideraciones profesionales integrales: • Grado de aleación: las aleaciones blandas necesitan un mayor espesor de pared para garantizar la resistencia, mientras que las aleaciones de alta resistencia pueden adaptarse a diseños de paredes delgadas. • Diseño de perfiles: las estructuras con canales profundos, curvas o tramos sin soporte requieren paredes más gruesas para mejorar la estabilidad. • Capacidad de la prensa: El tonelaje y el tamaño del equipo de extrusión limitan el límite de formación de las secciones transversales. • Acabado de superficies: Los procesos de anodizado o recubrimiento pueden requerir un espesor de pared mínimo para evitar la deformación. • Tolerancia dimensional: los límites de tolerancia estrictos generalmente requieren un aumento del espesor de la pared para garantizar la consistencia del procesamiento. Equilibraremos la resistencia, el peso y el costo de manera óptima durante la fase de diseño.
El espesor de pared típico recomendado es de 1,0 mm a 3,0 mm: • Piezas estructurales o portantes: se recomienda un espesor de pared ≥2,0 mm para garantizar resistencia y rigidez. • Piezas ligeras o decorativas: un espesor de pared de ≈1,0 mm es suficiente El espesor de pared mínimo factible está limitado por la aleación, la complejidad de la sección transversal y la capacidad del equipo; la elección final debe equilibrar los requisitos mecánicos, el peso y el costo según el escenario de aplicación real.
Brindamos servicios de producción de prueba en lotes pequeños y creación de prototipos de alta precisión, que pueden producir piezas de muestra para pruebas y verificación antes de la producción en masa. Los servicios de creación de prototipos pueden ayudarle a: • Verifique el ajuste y el funcionamiento antes de comprometerse con grandes cantidades • Confirmar que las dimensiones y tolerancias cumplen con los requisitos técnicos. • Evaluar acabados superficiales y propiedades de materiales. • Optimice las soluciones de diseño en las primeras etapas del desarrollo para reducir los riesgos posteriores.
Los costos están determinados por factores centrales: • Tipo de material: Los diferentes grados de aleación de aluminio tienen diferencias de costos significativas; Las aleaciones comunes como 6061/6063 son más baratas que los metales especiales. • Tamaño de la pieza: los perfiles más grandes requieren más material y equipos de mayor tonelaje, lo que genera mayores costos. • Complejidad del diseño: las secciones transversales complejas requieren moldes de precisión personalizados y las tolerancias estrictas aumentan el tiempo de inspección y procesamiento. • Otros factores que afectan el precio: volumen de pedidos (los pedidos más grandes tienen costos unitarios más bajos), tipo de acabado superficial, costos de herramientas y matrices para perfiles nuevos Puede proporcionar dibujos y especificaciones y le daremos una cotización precisa basada en sus necesidades reales.
El control de costos se puede lograr de manera efectiva mediante un diseño y una planificación profesionales: • Optimice el diseño estructural: mantenga el espesor de la pared uniforme (el espesor variable de la pared aumenta el costo del molde), use esquinas redondeadas en lugar de ángulos agudos, diseñe simétricamente tanto como sea posible y evite canales angostos y profundos y otras estructuras difíciles de formar. • Elija materiales estándar: dé prioridad a las aleaciones estándar como 6061/6063 sobre los metales especiales • Planificar los pedidos de manera razonable: aumentar el volumen de pedidos para distribuir los costos de herramientas y elegir tolerancias estrictas solo cuando sea necesario • Simplifique el acabado de superficies: dé prioridad a los procesos de superficie estandarizados y considere la reutilización de perfiles de matrices existentes • Bloquear el diseño temprano: cambiar los diseños después de completar el molde aumentará significativamente los costos; Recomendamos colaborar con nosotros temprano en la fase de diseño para identificar los riesgos con anticipación.
Las extrusiones de aluminio son 100% reciclables en un circuito cerrado sin perder resistencia ni calidad. Las emisiones de carbono del aluminio reciclado son sólo el 5% de las del aluminio primario, lo que puede reducir significativamente la huella de carbono; Nuestro sistema de reciclaje admite múltiples ciclos, satisfaciendo las necesidades ambientales y al mismo tiempo garantizando un rendimiento estable del producto.
Los tipos de troqueles centrales incluyen: • Troqueles Sólidos: Se utilizan para perfiles sólidos simples sin secciones huecas ni cavidades internas, con el menor costo y la mayor eficiencia. • Troqueles Huecos: Se utilizan para perfiles con secciones huecas o tubos cerrados, que requieren mandriles para formar cavidades internas, con mayor complejidad y costo. • Troqueles semihuecos: se utilizan para perfiles con secciones parcialmente cerradas (p. ej., canales en C, ángulos ranurados), con complejidad y costo entre troqueles sólidos y huecos. Encontraremos la solución de matriz óptima según sus requisitos de sección transversal.
Ofrecemos una gama completa de perfiles de precisión con ranura en T con tamaños estándar que incluyen: 10×10 mm, 20×20 mm, 30×30 mm, 40×40 mm, 45×45 mm, 50×50 mm, 60×60 mm, 80×80 mm, 100×100 mm, 160×160 mm. Estos tamaños son adecuados para escenarios de ensamblaje y bastidores de alta gama, y diferentes aplicaciones pueden seleccionar las especificaciones correspondientes según las necesidades estructurales.
El tiempo de entrega depende del tipo de proyecto: • Creación de prototipos/lotes pequeños: de 3 a 5 días (incluido el desarrollo rápido de moldes y la producción de prueba) • Producción en masa: 7-15 días (incluida la verificación del molde y la producción estable) • Proyectos personalizados complejos: deben evaluarse según el ciclo de desarrollo del molde y le proporcionaremos un cronograma de entrega preciso.
Proporcionamos soluciones de posprocesamiento personalizadas: • Fortalecimiento por envejecimiento: mejora la resistencia y dureza de la aleación, adecuado para escenarios de alta resistencia como el aeroespacial y militar. • Tratamiento superficial ultrafino: Logre un acabado superficial de Ra≤0,8μm, cumpliendo con los requisitos libres de polvo de los equipos semiconductores. • Recubrimiento especial: aumenta la resistencia a la corrosión o el aislamiento, adecuado para condiciones de trabajo duras Adaptaremos el proceso de posprocesamiento óptimo según sus necesidades de rendimiento.









