Die kundenspezifische Einlegetechnik beginnt damit, dass Ingenieure herausfinden wollen, wie die Einlegetechnik funktioniert, um eine perfekte Abdichtung zu erreichen. Ein entscheidender Faktor für Herstellungsfehler wird dabei jedoch oft übersehen: Unterschiede in der Wärmeausdehnung führen zu Rissen, die wiederum häufig zu einem Versagen bei IP67/IP68 -Tests führen, da nur wenige Lieferanten in der Lage sind, die physikalischen Wechselwirkungen in diesem Herstellungsprozess zu bewältigen und die notwendige mikrometergenaue Kontrolle zu gewährleisten .
Unsere Lösung liegt im Produktionsprozess selbst – von der fertigungsgerechten Konstruktion (DFM) und Simulation bis hin zur 100% igen Online-Dichtheitsprüfung. Unsere Lösung für das Problem der Grenzflächenverklebung liegt in der sorgfältigen Steuerung unserer Injektionsparameter , die eine absolut hermetische Abdichtung ermöglicht. Wir werden die gesamte Produktionskette analysieren.
Kundenspezifische Einlegeformteile: Kurzanleitung für hermetische Abdichtung
| Technische Herausforderung | Präzisionsformlösung | Ergebnis der Dichtungsleistung |
| Integrität der Klebefuge | Werkstoffverträglichkeitswissenschaft und Techniken zur Oberflächenbehandlung von Einsätzen (z. B. Ätzen, Galvanisieren ). | Es wird eine molekulare Bindung hergestellt, wodurch jegliche Leckwege an den Materialübergängen wirksam beseitigt werden. |
| Hohlraumfreie Verkapselung | Optimierung von Einspritzgeschwindigkeit und -druck, geeignete Formentlüftungstechnik. | Gewährleistet die vollständige Umhüllung des Einsatzes ohne Hohlräume oder Lücken beim Polymer- Einsatzformverfahren . |
| Thermisches Stressmanagement | Richtige Formtemperaturregelung und Vorwärmen der Substrate, um die Materialschrumpfung auszugleichen . | Vermeidet die Entstehung von Mikrorissen in der Klebefuge durch thermische Spannungen im Gebrauch. |
| Positionierungsgenauigkeit | Hochpräzise Werkzeugkonstruktion und robotergestützte Platzierung der Einsätze, verifiziert durch ein Bildverarbeitungssystem. | Gewährleistet die präzise Positionierung der Einsätze und damit eine gleichmäßige Verkapselungsdicke. |
| Unsere Prozessvalidierung | Helium-Lecktest oder Druckabfalltest an Serienteilen. | Zertifizierte Prüfungen, die belegen, dass die Baugruppe die erforderlichen hermetischen Spezifikationen erfüllt (z. B. weniger als 1x10^-6 cm³/s ). |
| Ergebnis: Monolithische Versiegelung | Ermöglicht die Endmontage, die keiner weiteren Bearbeitung bedarf. | Die hermetische Abdichtung erfolgt in einem einzigen Arbeitsgang , wodurch die Kosten und Komplikationen sekundärer Abdichtungsvorgänge vermieden werden. |
Wichtigste Erkenntnisse:
- Verbindung ist grundlegend: Die einzige Möglichkeit, eine wirklich hermetische Abdichtung zu erreichen, besteht in einer molekularen Verbindung zwischen dem Einsatz und dem Polymer .
- Der Prozess treibt die Perfektion voran: Um sicherzustellen, dass sich beim Einspritzen und Entformen keine Lufteinschlüsse bilden, benötigen Sie perfekteProzessparameter für das Insert Molding sowie eine optimale Entlüftung .
- Genauigkeit ermöglicht Gleichmäßigkeit: Die korrekte Positionierung des Einsatzes im Mikrometerbereich ist entscheidend für eine gleichbleibende Abdichtung.
- Prüfen statt annehmen: Die Dichtheit muss objektiv gemessen und quantifiziert werden; eine rein visuelle Prüfung reicht nicht aus.
Warum Sie diesem Leitfaden vertrauen sollten? Praktische Erfahrungen von LS Manufacturing-Experten
Es gibt zahlreiche Artikel, die die theoretischen Aspekte des Einlegeverfahrens behandeln. Wir bieten Ihnen hier etwas anderes. Dieser Leitfaden wurde von unserem Team verfasst, das täglich dichte Dichtungen herstellt. Darüber hinaus entsprechen unsere Verfahren zur molekularen Bindung und Prozessverifizierung exakt den international anerkannten Normen der Internationalen Elektrotechnischen Kommission (IEC) .
Wir fertigen unsere Produkte so, dass deren Integrität gewährleistet sein muss; dies gilt beispielsweise für unsere implantierbaren medizinischen Neurostimulatoren, Gehäuse für Tiefseeinstrumente und Brennstoffzellen für die Luft- und Raumfahrttechnik . Die in diesen Bereichen unerlässliche Zuverlässigkeit zwingt uns zur Verwendung von Materialien, die den Standards der Underwriters Laboratories (UL) entsprechen.
Unsere Expertise basiert auf zahlreichen Formgebungszyklen. Wir lernen gleichermaßen von Dichtungen, die 10.000 Zyklen erfolgreich bestanden haben, wie von solchen, die den Druckprüfungen nicht standhalten. Wir haben den exakten Vorbehandlungsprozess für den Einsatz, die Konstruktion für einen optimalen Anguss ohne Bindenähte auf Metall und die präzisen Prozessbedingungen für porenfreie und maximale Haftung perfektioniert. Dank unseres fundierten Wissens vermeiden Sie Fehler bei der Konstruktion und Fertigung solcher Dichtungen und erreichen sofort die gewünschte Dichtheit.

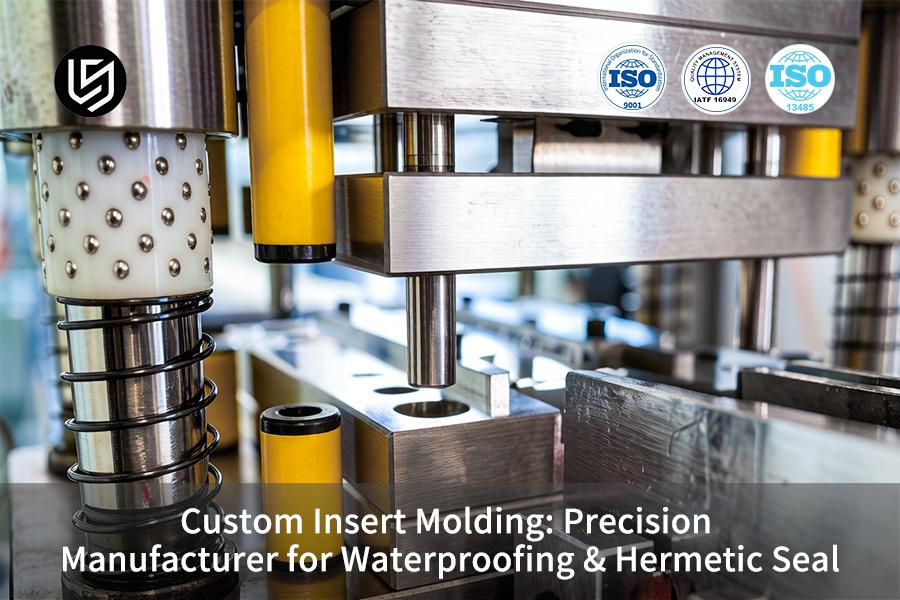
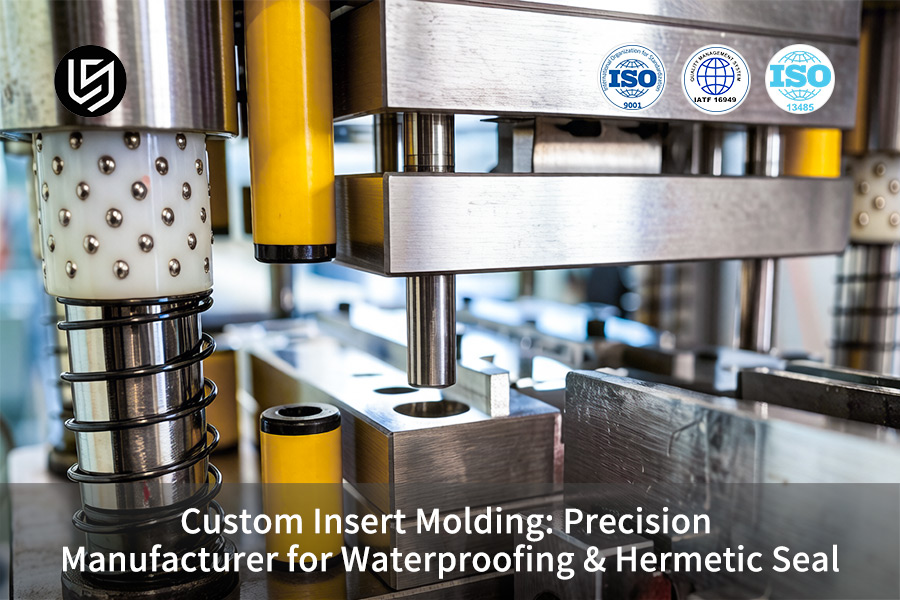
Abbildung 1: Die Spritzgießmaschine spritzt geschmolzenes thermoplastisches Material unter hohem Schließdruck in das Metallwerkzeug ein.
Warum scheitern miniaturisierte elektronische Geräte bei IP68-Tests ohne präzise Grenzflächenverbindung?
Die IP68-Dichtung miniaturisierter Elektronikgeräte kann aufgrund von Spalten, die durch unterschiedliche Materialausdehnung entstehen, versagen. Der Schlüssel zur Lösung dieses Problems liegt in der perfekten Verbindung zwischen Metall und Kunststoff . Im Folgenden erfahren Sie mehr zu diesem Thema als Anbieter von hochpräzisen Formteilen .
Analyse des Fehlers: Von Mikrospalten zu Leckagepfaden
Dies führt zu schwachen Grenzflächen. Wir untersuchen die Oberfläche mikroskopisch und stellen fest, dass die unzureichende mechanische Verzahnung die Hauptursache für Kapillarströmungen unter Druck ist. Daher konzentrieren wir uns auf die Entwicklung eines Oberflächenbehandlungsverfahrens für Metalle , das die mechanische Verzahnung durch Förderung des Polymereindringens verbessert und somit die Grundlage für unser kundenspezifisches Insert-Molding-Verfahren bildet.
Laser-Oberflächenbearbeitung für optimale mechanische Verzahnung
Wir behandeln die Einsätze mit einem speziellen Laserablationsverfahren vor. Dadurch entsteht eine vorbestimmte Morphologie mit einer Rauheit (Ra) von 0,8–1,2 μm . Die kontrollierte Textur, die durch optimierte Parameter im Gleichgewicht zwischen Verankerung und Spannung erzielt wird, bietet eine ausreichende Oberfläche für die Polymerinfiltration und gewährleistet so einen perfektenSpritzgießprozess .
Prozesssynergie für eine monolithische Schnittstelle
Die behandelte Oberfläche wird mithilfe eines fortschrittlichen Insert-Molding- Verfahrens aktiviert. Parameter wie Schmelztemperatur, Einspritzgeschwindigkeit und Nachdruck werden sorgfältig überwacht und angepasst, um das Einfließen des Polymers in alle vor der Erstarrung erzeugten Mikrohohlräume zu ermöglichen. Dadurch wird ein perfekter Grenzflächenkontakt hergestellt, der ein wasserdichtes Insert-Molding gewährleistet.
Validierung durch beschleunigte Lebensdauer- und zerstörende Prüfungen
Die Bauteile wurden Druckwechseltests über 0,5 MPa und Temperaturwechseltests von -40 °C bis 125 °C unterzogen. Die anschließende mikroskopische Analyse mittels Rasterelektronenmikroskopie (REM) bestätigte die Haftung zwischen Metallbauteil und Polymer und belegte das Fehlen von Delaminationen. Unser hochpräzises Spritzgießverfahren beweist seine Zuverlässigkeit im praktischen Einsatz.
Wir haben nachgewiesen, dass die Zuverlässigkeit der Schutzart IP68 auf technischer Optimierung beruht und nicht auf bloßen Behauptungen. Durch gezielte Schnittstellenentwicklung und Validierung mittels zerstörender Prüfungen bieten wir eine robuste Spritzgusslösung , die Leckagen effektiv verhindert und sich aufgrund der Behebung der grundlegenden Leckageursachen als zuverlässig erweist.

Wie lassen sich mikroskopische Schweißnähte durch kundenspezifische Werkzeugkonstruktion eliminieren?
Mikroskopisch kleine Schweißnähte, die beim Formgebungsprozess entstehen, sind ein absolutes No-Go, da sie Leckagen verursachen können. Im Folgenden wird unser systematischer Ansatz erläutert, der über traditionelle Werkzeugverfahren hinausgeht und mithilfe von Computersimulationen maßgeschneiderte Formen erstellt, die solche Defekte verhindern undso eine hermetische Dichtung beim Einspritzen gewährleisten:
Prädiktive Analyse: Simulation des Ablaufs zur gezielten Problemlösung
- Methode: Wir verwenden eine vollständige 3D-Molfflow-Simulation, um das Füllmuster, den Druck und die Temperatur an der Polymer-Metall-Grenzfläche zu untersuchen.
- Vorgehen: Die Simulation ermittelt mögliche Schweißnahtbildungsstellen und Einfügemechanismen, bevor die Werkzeuge hergestellt werden.
- Ergebnis: Die prädiktive Analyse ermöglicht nun eine proaktive Optimierung von Anguss und Verteilerkanal und führt uns von einer reaktiven zu einer präzisen Herstellung von Spritzgussteilen .
Optimierung des Angusskanals: Führung der Schmelzefront
- Herausforderung: Die herkömmliche einfache Angussführung führt dazu, dass die Strömungsfronten zur Rückseite des Einsatzes hin zusammenlaufen , was zu schlechten Schweißnähten führt.
- Lösung: Einsatz eines mehrstufigen Angusskanalsystems mit sequenziellen Ventilen. Die Angussführung erfolgt so, dass eine einzelne Strömungsfront den Einsatz umschließt.
- Ergebnis: Dieses gezielte Insert-Molding-Design gewährleistet die molekulare Verschmelzung des Polymerflusses und verhindert so die Bildung einer schwachen Trennlinie.
Vakuumunterstützte Entlüftung: Ausstoßen eingeschlossener Luft
- Problem: Eingeschlossene Luft oder flüchtige Bestandteile in der Schweißnaht führen zu winzigen Hohlräumen, die eine schlechte Haftfestigkeit zur Folge haben.
- Umsetzung: An bestimmten Stellen der Form, insbesondere um die Einsätze herum, wird eine lokale Vakuumentlüftung eingearbeitet.
- Mechanismus: Vor dem Einspritzen des Polymers wird eine Vakuumpumpe eingesetzt , die die Luft entfernt und so eine ordnungsgemäße Kavitätenfüllung und einen optimalen Polymer-Metall-Kontakt für eine zuverlässige Insert-Molding- Versiegelung gewährleistet.
Prozesssynchronisation für eine monolithische Struktur
- Steuerung: Wir korrelieren die dynamische Ventilöffnungszeitsequenz mit der Einspritzgeschwindigkeit und dem Druckprofil , die bis auf einen Bereich von ±0,5 MPa genau eingestellt werden können.
- Präzision: Dadurch wird sichergestellt, dass alle Schmelzfronten unter perfekten Temperatur- und Druckbedingungen zusammentreffen, wodurch Schweißnähte vermieden werden .
- Validierung: Das Prozessdesign wird anhand von simulationsbasierten empirischen Daten bestätigt und festgelegt, was unsere Kernkompetenz in einer Fabrik für kundenspezifisches Einlegeteilspritzgießen ist.
Dieser umfassende Entwicklungsprozess von der Prognose bis zur Prozesssynchronisation beweist, dass hermetische Eigenschaften durch den Einsatzfortschrittlicher Spritzgießtechniken gezielt erzeugt werden können. Indem wir die Ursache der Schweißnähte beheben, erreichen wir eine Helium-Dichtheitsprüfungsquote von 99,98 % und schließen jegliche Fehler im Produktionsprozess aus. Um mikroskopische Schweißnähte zu eliminieren und hermetische Abdichtungen zu gewährleisten, senden Sie uns Ihr Bauteil- und Spritzgussdesign zur Strömungsanalyse und einem garantierten Produktionsangebot.

Abbildung 2: Ein Roboterarm positioniert einen Messingeinsatz in einer Form für das wasserdichte Einpressverfahren eines Steckverbinders.
Welche Polymer/Metall-Kombinationen bieten den besten Schutz vor Delamination?
Umweltbedingte Delamination an der Polymer-Metall-Grenzfläche ist aufgrund inkompatibler thermischer Eigenschaften und ungeeigneter chemischer Eigenschaften eine der häufigsten Ursachen für Produktausfälle. In diesem Bericht stellen wir einen wissenschaftlichen Ansatz zur Auswahl geeigneter Materialien vor, der über gängige Kompatibilitätslisten hinausgeht . Wir untersuchen detailliert, welche spezifischen Materialpaare geeignet sind und wie die Oberflächenbehandlung in wasserdichten Spritzgusslösungen eine höhere Grenzflächenhaftung als die Festigkeit des Grundmaterials erzielen kann.
| Auswahlprinzip | Wichtigste Maßnahmen und messbare Ergebnisse |
| Kernstrategie | Die Einhaltung erfolgt durch Übereinstimmung von CTE >92% und chemischer Affinität, nicht durch Vermutung. |
| Metallaufbereitung | Durch Oberflächenaktivierung (Laser oder chemische Prozesse) lässt sich die für die mechanische Befestigung erforderliche optimale Rauheit Ra von 0,8-1,2 μm erzielen. |
| Polymerformulierung | Verwenden Sie einkundenspezifisches Einlegeverfahren für wasserdichte Mischungen mit Haftvermittlern für bestimmte Metalllegierungen (z. B. SUS316). |
| Validierte Paarung | Durch die Anpassung der PPS-Beschichtung an passivierten Edelstahl wird eine Grenzflächenfestigkeit von >25 MPa über thermische Zyklen ( -40 °C bis 125 °C ) erreicht. |
| Zuverlässigkeitsnachweis | Hochpräzises Insert-Molding -Verfahren, nachgewiesen durch >5.000 Tests ohne Delamination bei der SEM-Analyse . |
| Prädiktives Design | Die FEA-Simulation wird zur Vorhersage der thermomechanischen Spannungen für die Auslegung eines anwendungsspezifischen Spritzgießverfahrens eingesetzt. |
Durch die Nutzung unserer firmeneigenen Datenbank bewährter Polymer-Metall-Kombinationen in Verbindung mit oberflächenwissenschaftlichen Erkenntnissen lösen wir erfolgreich das Hauptproblem der Grenzflächenfestigkeit. Unsere Technologie für das Einlegeverfahren ermöglicht es uns, unseren Kunden konkrete, datenbasierte Garantien gegen Delamination zu bieten, was insbesondere für kritische Anwendungen von entscheidender Bedeutung ist.
Welche Parameterkontrollbereiche verhindern eine Bauteilverschiebung?
Eine Verschiebung der Einsätze während des Hochgeschwindigkeits-Spritzgießprozesses , typischerweise mehr als 0,05 mm , kann zu Dichtungsfehlern führen. In diesem Dokument finden Sie die Beschreibung einer präzisen Prozesskontrollmethodik, die sicherstellt, dass der Einsatz unbeweglich bleibt und sich nicht verformt, wodurch eine hermetische Abdichtung gewährleistet wird. Die Lösung ist ein mehrstufiges Spritzprofilverfahren mit präziser Temperaturregelung: Hochpräzisions-Einlegetechnik .
Mehrstufiges Injektionsprofiling für kontrollierte Füllung
Das Einspritzen mit einheitlicher Geschwindigkeit ist nicht mehr üblich. Stattdessen wird es in mehrere Phasen unterteilt. Zunächst wird mit sehr geringer Geschwindigkeit ( < 10 mm/s ) eingespritzt, um den Formhohlraum bis zum Einsatz zu füllen – allerdings ohne Schwung. Anschließend wird die Einspritzgeschwindigkeit deutlich erhöht, um den restlichen Formhohlraum zu füllen. Dieses präzisionsgesteuerte Einlegetechnikverfahren nutzt die Strömungslehre, um zu verhindern, dass der Einsatz durch den Fluss des geschmolzenen Materials weggespült wird. Dies ist unser OEM-Einlegetechnik-Service .
Synergie zwischen Formtemperatur und Nachdruck
Die Temperatur beeinflusst Viskosität und Fließspannung direkt. Wir halten eine hohe, stabile Werkzeugtemperatur (typischerweise >100 °C für technische Kunststoffe) mit einer Toleranz von ±1 °C aufrecht, um einen optimalen Schmelzfluss um den Einsatz zu gewährleisten. Der anschließende Nachdruck wird in einem niedrigen, anhaltenden Impuls anstatt eines starken Druckstoßes aufgebracht. Diese Kombination minimiert Eigenspannungen und plastische Verformungen des Einsatzes und gewährleistet so eine robuste Abdichtung durch unser kundenspezifisches Einlegeteil-Spritzgießen .
Echtzeitüberwachung und Regelung
Stabilität ist unerlässlich. Die Sensoren für Kavitätsdruck und -temperatur sind direkt hinter der Einlegeposition integriert. Diese Konstruktion ermöglicht die Überwachung von Prozessänderungen und einen geschlossenen Regelkreis, der die automatische Anpassung von Einspritzgeschwindigkeit und -druck gewährleistet. Die automatische Einlegetechnik sorgt für gleichbleibende Ergebnisse bei jedem Spritzvorgang und fixiert die Einlegeplatte mikrometergenau.
Präzisionswerkzeuge für die positive Einlegepositionierung
Der Prozess beginnt ganz am Anfang – beim Werkzeug. Die Einsätze werden vor dem Einspritzen mithilfe von Taschen und Stützstiften in der Form mit einer Genauigkeit von +/-0,02 mm positioniert. Diese mechanische Präzision bildet die Grundlage für das prozessgesteuerte Einspritzen und löst das Problem der Verschiebung beimfehlerfreien Einlegeteilspritzgießen .
Dieses Konzept der durchgängigen Steuerung verdeutlicht, dass eine hundertprozentige Dichtheit durch deterministische Prozessentwicklung garantiert wird, indem das Verhältnis von Geschwindigkeit, Druck und Temperatur mit Echtzeit-Feedback erfasst wird. Dadurch vermeiden wir Verschiebungen der Einsätze und die damit verbundenen Nacharbeiten . Anders ausgedrückt: Es gibt keine Nachbearbeitung, zuverlässige Lieferzyklen und die Zuverlässigkeit ist selbst bei anspruchsvollsten Anwendungen im Bereich des hochpräzisen Einlegetechnikverfahrens gewährleistet.

Abbildung 3: Durch Einlegetechnik wird eine Anordnung silberner Metallkontakte in schwarzem ABS-Kunststoff für die Automatisierung eingeschlossen.
Fallstudie: Rettung eines medizinischen Endoskopieprojekts ohne Leckage
Ein führender Hersteller von Medizinprodukten hatte Probleme mit seinen sterilisierbaren Endoskopgriffen. An der Metall-Kunststoff-Grenzfläche traten Leckagen auf, die die optischen Module beschädigten. Im Folgenden wird erläutert, wie die Kompetenz unseres Herstellers von Präzisions-Einlegeteilen durch deterministische Problemlösungsmethoden diese Anwendung im Bereich der Medizinprodukte rettete:
Herausforderung für den Kunden
Die Baugruppe bestand aus einem kompakten Griff mit SUS316L- Anschlüssen, die durchein hermetisches Spritzgussverfahren vollständig in das PEEK-Gehäuse eingeschlossen werden mussten. Die Dichtung musste bis zu einer Autoklaviertemperatur von 134 °C beständig sein. Der bisherige Lieferant hatte jedoch ein Problem: Seine Teile lösten sich bereits nach 50 Zyklen ab, was zu über 30 % Ausfällen im Feld führte und Kosten in Millionenhöhe durch Produktrückrufe und Lieferverzögerungen verursachen konnte.
LS Fertigungslösung
Unsere Lösung erforderte eine vollständige Überarbeitung des Prozesses mittels DFM (Design for Manufacturing). Die Einsätze wurden mit unserem patentierten CVD-Nanosilan beschichtet, das eine kovalente Bindung ermöglicht. Anschließend wurde das Werkzeugdesign zu einem symmetrischen 4-Anguss- Heißkanal modifiziert. Betriebsbedingungen wie eine Werkzeugtemperatur von 160 °C und ein Einspritzdruck von 120 MPa gewährleisteten eine vollständige Verkapselung vor dem 100% igen Inline-Heliumtest bei 0,3 MPa . Dieses Qualitätsniveau wird durch unseren kundenspezifischen Einsatzformservice für kritische , risikoreiche Einsätze garantiert.
Ergebnisse und Wert
Wir haben die geforderten 500 Autoklavenzyklen ohne Anzeichen von Delamination übertroffen und Endprodukte mit Leckraten unter 1 × 10⁻⁷ mbar·l/s erfolgreich geliefert. Dieses erfolgreiche Projekt im Bereich des Einlegeverfahrens ersparte uns ein Risiko in Millionenhöhe pro Einzelteil und sicherte unserem Unternehmen dank der bewährten Anwendung des Einlegeverfahrens einen Exklusivvertrag über 150.000 Einheiten .
Dieser Fall verdeutlicht eindrucksvoll die Vorteile von Ingenieurskunst gegenüber herkömmlicher Fertigung. Durch die Fokussierung auf das Verständnis der Fehlerursachen mithilfe von Oberflächenanalyse und kontrollierten Fertigungsprozessen konnten wir nicht nur Bauteile liefern, sondern auch jegliches Risiko quantitativ eliminieren. Dieser Fall beweist unsere Kompetenz als Partner für geschäftskritische Spritzgussverfahren, bei denen Zuverlässigkeit höchste Priorität hat.
Um millionenschwere Rückrufaktionen zu vermeiden und eine absolut leckagefreie Abdichtung zu erreichen, laden wir Sie ein, sich mit unseren Ingenieuren in Verbindung zu setzen, um eine Risikoanalyse und einen praxiserprobten Lösungsvorschlag zu erhalten.

Wie senkt die professionelle DFM-Optimierung die Fertigungsrisiken?
Viele Verzögerungen und Kostensteigerungen entstehen bereits in der Konstruktionsphase, da zahlreiche unberücksichtigte Details zu unlösbaren Produktionsproblemen führen. Unsere proaktive, kostenlose DFM-Studie (Design for Manufacturing) erkennt solche Schwierigkeiten bereits bei der Produktzeichnung und behebt sie, wodurch theoretische Produkte in realisierbare und zuverlässige Produkte umgewandelt werden . Dies ist ein wesentliches Merkmal unseres kundenspezifischen Spritzgussverfahrens .
Strukturelle Integrität: Vermeidung von Einfallstellen und Verzug
- Risikoidentifizierung: Die Analyse der Wandgleichmäßigkeit erfolgt mittels Formfüllsimulationen .
- Unsere Maßnahme: Wir schlagen Änderungen vor, bei denen die Wandstärke um maximal 15 % variiert, während das Verhältnis von Rippen zu Wänden ausreichend bleibt.
- Ergebnis: Dadurch werden Einfallstellen und innere Lufteinschlüsse vermieden, was die Dimensionsstabilität und die kosmetische Qualität für ein zuverlässiges Ergebnis beim Einlegeverfahren sicherstellt.
Formbarkeit: Sicheres Auswerfen und Erhalt der Formmerkmale gewährleisten
- Problem: Unzureichende Entformungswinkel der Dichtungsrippen und tiefen Kerne .
- Lösung: Wir empfehlen einen Mindest-Entformungswinkel von 1,5 Grad und raten zu texturabhängigen Anpassungen.
- Vorteil: Dadurch werden Beschädigungen an den Teilen beim Auswerfen vermieden und die Dichtflächen bleiben intakt. Dies ist wichtig für die Herstellung von kundenspezifischen Einlegeteilen zur Abdichtung .
Prozessoptimierung: Arbeitsabläufe erleichtern und Stress reduzieren
- Fokusbereich: Bei unserer Prozessevaluation berücksichtigen wir sowohl interne Eckpunkte als auch die Lage der Tore.
- Wichtigste Änderung: Wir empfehlen, die Abrundungsradien (z. B. von R0,2 auf R0,5 ) um die Dichtungsnuten herum zu vergrößern.
- Auswirkung: Das Ergebnis ist ein leichterer Polymerfluss, eine geringere Spannungskonzentration und eine deutliche Verbesserung der Qualität des fertigen, hochintegrierten Spritzgussteils .
Werkzeugeffizienz: Vereinfachung von Fertigung und Montage
- Zu berücksichtigen ist: Die Geometrie des Bauteils wird im Hinblick auf Werkzeugüberlegungen bewertet.
- Intervention: Es werden Designänderungen empfohlen, um die Konsolidierung von Komponenten zu reduzieren und Nebenmaßnahmen zu vereinfachen .
- Nutzen: Die Werkzeugkosten werden gesenkt und die Werkzeughaltbarkeit erhöht, was eine zuverlässige Fertigung und einen hervorragenden Indikator für den OEM-Einlegespritzguss-Service darstellt.
Dieser strukturierte DFM-Ansatz wandelt potenzielle Fehlerquellen in optimale Konstruktionsmerkmale um, noch bevor Stahl geschnitten wird. Unsere Empfehlungen bieten Lösungen für Fertigungsprobleme auf Basis der physikalischen Prinzipien der Bauteilgeometrie, Toleranzen und des Materialverhaltens . Durch unsere Zusammenarbeit beseitigen wir 90 % der Probleme, die im Fertigungsprozess auftreten.
Warum ist ein 100% automatisches Inline-Inspektionssystem zwingend erforderlich?
In der Automobilindustrie, wo Sicherheit und Fehlerfreiheit absolute Voraussetzung sind, ist eine statistische Stichprobenprüfung unzureichend. Gemäß den Anforderungen der IATF 16949 und den hohen Ansprüchen der OEMs ist eine vollautomatisierte Inline-Inspektion die einzige Möglichkeit, sicherzustellen, dass jedes einzelne Teil den Spezifikationen entspricht. Dieser Bericht beschreibt ein geschlossenes undvollständig verifiziertes Insert-Molding- System, das die Qualitätskontrolle von einer reinen Kontrollstelle in einen grundlegenden, datengesteuerten Fertigungsprozess für hochpräzises Insert-Molding umwandelt.
| Inspektionsmodul | Kernfunktion & quantifizierbarer Standard |
| Robotergestützte Bildverarbeitung | Automatische Roboterhandhabung und Bildverarbeitung prüfen jede Dimension innerhalb einer Toleranz von ±0,005 mm . |
| Automatisierte Dichtigkeitsprüfung | Der Differenzdrucktest wird zur Überprüfung von Leckagen mit einer Empfindlichkeit von 0,1 Pa bei der Validierung wasserdichter Einlegeteile eingesetzt. |
| Statistische Prozesskontrolle und Prozesssteuerung | Ein Echtzeit-Datenerfassungs- und Analysemechanismus garantiert, dass alle kritischen Parameter einen Cpk-Wert von über 1,67 aufweisen, wodurch datengestützte Entscheidungen beim Insert Molding möglich werden. |
| Vollständige Rückverfolgbarkeit | Jede Komponente verfügt über ein eigenes DMC, das ihre gesamte Produktionsgeschichte und Testergebnisse erfasst. |
| Regelung im geschlossenen Regelkreis | Das System passt die Maschinenparameter automatisch an, falls es zu Abweichungen im Prozess kommt, und gewährleistet so einenzertifizierten Spritzgießprozess . |
Eine solch intelligente und umfassende Lösung für das zentrale Problem des Kunden garantiert die absolute Gewissheit, dass jedes ausgelieferte Produkt von höchster Qualität ist. Dies ist keine bloße Annahme, sondern eine nachweisbare Tatsache. Eine solche Qualitätsgarantie ist für jeden Hersteller von Präzisions-Einlegeteilen unerlässlich. Vermeiden Sie Rückrufaktionen durch Stichproben. Um dieses Risiko vollständig auszuschließen, reichen Sie Ihre Teilekonstruktion für einen garantierten Qualitätsbericht und ein produktionsfertiges, IATF-konformes Angebot ein.
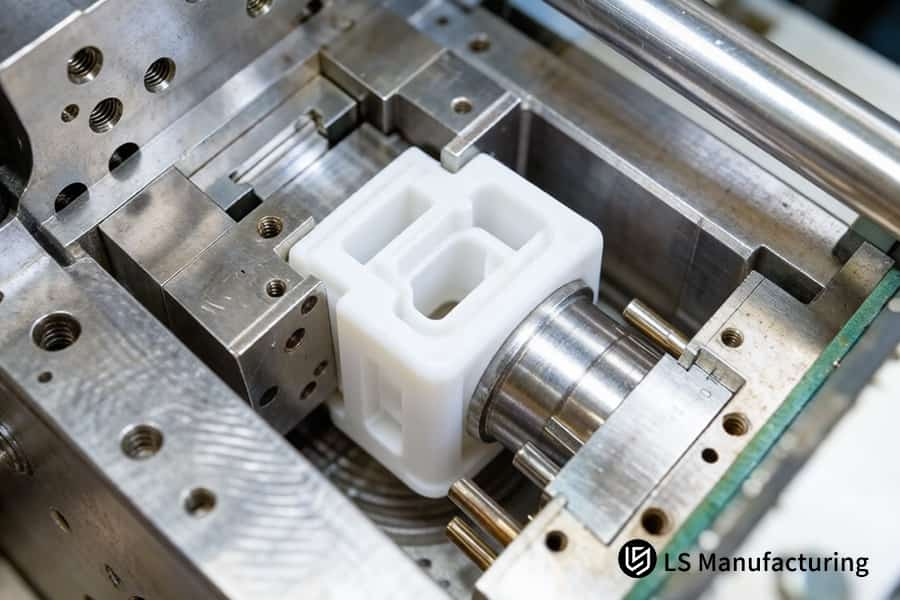
Abbildung 4: Ein Metallstab wird in das ABS-Kunststoffteil innerhalb der Stahlform für einen kundenspezifischen Spritzguss eingesetzt.
Welche Faktoren bestimmen direkt die Kosten von Mehrkavitäten-Formprojekten?
Obwohl die Teileanzahl den Preis beeinflusst, liegen die Kosten für ein zuverlässiges und hermetisches Mehrkavitäten-Formprojekt in der anfänglichen Konstruktion und Werkzeugentwicklung, die maßgeblich bestimmen, wie effizient und effektiv die Teile gefertigt werden. Um die Kosten zu verstehen, muss das Verhältnis zwischen Investition in die Form, Zuverlässigkeit und Teilekosten analysiert werden. Das Verständnis dieser Faktoren hilft, die Haupttreiber für die Preisgestaltung beim kundenspezifischen Spritzgießen zu ermitteln.
Strategische Kavitätenanzahl und Auswahl des Formstahls
Die optimale Kavitätenanzahl (z. B. 8 vs. 16 ) ermitteln wir mittels einer Lebenszyklusanalyse, die Werkzeugkosten und Produktionsvolumen gegeneinander abwägt. Bei Projekten mit hohem Produktionsvolumen ist der Einsatz hochwertiger Stähle wie gehärtetem S136 gerechtfertigt, da dies eine Lebensdauer von Millionen Zyklen gewährleistet und die Investition in die komplexen Werkzeuge für das Umspritzen schützt. Dadurch werden kostspielige Werkzeugreparaturen während der Produktion vermieden und eine gleichbleibende Teilequalität sichergestellt, was die effektiven Kosten pro Teil direkt senkt.
Präzisionsformendesign für die automatisierte Produktion
Kosteneffizienz erfordert Automatisierung. In unseren Werkzeugkonstruktionen setzen wir auf Robotik und ein hochpräzises Führungssystem. So erreichen wir durch automatisiertes Einlegen der Einsätze eine Genauigkeit von ±0,005 mm , die für die hohen Ausbeuten und damit für eine wirtschaftliche Serienfertigung im Spritzgussverfahren unerlässlich ist. Ungenauigkeit führt zu Ausschuss und Stillstandszeiten und macht somit alle Kosteneinsparungen zunichte.
Sekundärverarbeitungsintegration zur Leistungssteigerung
Oftmals benötigen die hermetisch verschlossenen Teile Nachbearbeitungsprozesse. Unsere Kostenkalkulation berücksichtigt explizit alle notwendigen Folgeprozesse, um sicherzustellen, dass das fertige Teil von vornherein alle geforderten Eigenschaften erfüllt , ohne dass nachträglich zusätzliche Kosten anfallen – dies ist grundlegend für eine erfolgreiche Partnerschaft im Bereich kundenspezifischer Spritzgussdienstleistungen .
Prozessoptimierung für nachhaltige Effizienz
Die niedrigen Kosten resultieren aus einer gleichbleibenden, unterbrechungsfreien Fertigung. Wir wenden von Anfang an die Prinzipien des wissenschaftlichen Spritzgießens und der geschlossenen Prozesssteuerung an. Dies gewährleistet Zykluszeitabweichungen und minimiert Materialverschwendung. Dadurch sind die Stückkosten über den gesamten Lebenszyklus des Fertigungsprozesses hinweg planbar, was unseren Wert als Anbieter von kundenspezifischen Spritzgussteilen ausmacht.
Dieser Ansatz geht über die reine Kostenkalkulation pro Teil hinaus und verfolgt eine integrierte Gesamtbetriebskostenbetrachtung (TCO). Durch die gemeinsame Entwicklung einer optimalen Kavitätenanzahl und die Automatisierung von Werkzeug und Prozess für eine lange Lebensdauer können wir die größte Herausforderung bei der Kostenreduzierung bewältigen und gleichzeitig die für geschäftskritische Spritzgussanwendungen erforderlichen Qualitätsstandards von Null Fehlern gewährleisten.
Häufig gestellte Fragen
1. Wie hoch ist die Mindestbestellmenge für Ihre kundenspezifischen Spritzguss-Dienstleistungen?
Die reguläre Mindestbestellmenge für unsere kundenspezifische Spritzgussfertigung beträgt 1.000 Stück pro Produktionslauf. Neben flexiblen Testfertigungsmöglichkeiten, die es uns erlauben, hochpräzise Spritzgussprodukte auch in kleinen Mengen (ab 100 Stück ) zu liefern, ermöglichen wir Entwicklungsteams, wasserdichte Dichtungen gemäß Schutzart IP68 bereits in der Entwicklungsphase zu testen.
2. Wie gewährleisten Sie absolute Dichtheit unter Hochdruckbedingungen?
Wir führen eine 100% ige Kreuzvalidierung unserer Produkte mit Hilfe von fortschrittlichen Inline-Differenzdruck-Leckprüfgeräten und hochempfindlichen Helium-Massenspektrometer-Leckdetektoren durch, um sicherzustellen, dass die kritische Leckrate für jede kundenspezifische luftdichte Komponente unter dem strengen Schwellenwert von 1×10⁻⁷ mbar·l/s bleibt.
3. Kann LS bei der Materialauswahl für biomedizinische Geräte helfen?
Ja. Unser Ingenieurteam kann Ihre Konstruktionszeichnungen direkt prüfen und Materialkombinationen empfehlen – beispielsweise biokompatible Harze wie PEEK und medizinisches TPU in Kombination mit passiviertem SUS316L-Metall – wobei die Polarität und die Wärmeausdehnung optimiert werden, um strenge regulatorische Anforderungen, wie sie beispielsweise von der FDA festgelegt werden, zu erfüllen.
4. Welche spezifischen Toleranzwerte kann Ihre Ausrüstung für Miniatursensoren erreichen?
Durch den Einsatz modernster vollelektrischer Spritzgießmaschinen und eigener CNC-Formenfertigungskapazitäten können wir kritische Maßtoleranzen mit mikroskopischer Präzision – bis hinunter zu ±0,005 mm – kontrollieren und so eine perfekte geometrische Passform für Dichtungsanwendungen gewährleisten.
5. Wie schützen Sie das geistige Eigentum Ihrer Kunden während des Zeichnungsprüfungsprozesses?
Wir unterzeichnen eine strenge, gegenseitige Geheimhaltungsvereinbarung (NDA), bevor wir CAD-Zeichnungen erhalten. Darüber hinaus speichern wir alle Konstruktionsdateien auf verschlüsselten, sicheren Offline-Servern und setzen isolierte Produktionszellenprotokolle ein, um den vollständigen Schutz Ihrer firmeneigenen Konstruktionen zu gewährleisten.
6. Wie lange dauert die Anfertigung einer kundenspezifischen Form und von Mustern in der Regel?
Unsere Standardlieferzeit für die Konstruktion und Fertigung einer hochpräzisen Mehrkavitäten-Spritzgießform beträgt 18 bis 25 Werktage . Innerhalb von 48 Stunden erhalten Sie von uns einen kostenlosen DFM-Bericht (Design for Manufacturability) und wir senden Ihnen die ersten T1-Muster per DHL zur Freigabe zu.
7. Wie geht man mit der Diskrepanz zwischen Wärmeausdehnungskoeffizient (CTE) von Metall und Kunststoff um?
Wir verwenden automatisiertes Mikrolaserätzen oder chemische Silan-Haftvermittler zur Vorbehandlung des Metallsubstrats und erzeugen so eine mikroskopische, mechanisch verzahnte Struktur. Diese absorbiert effektiv thermische Spannungen im Temperaturbereich von -40 °C bis +125 °C und verhindert dadurch eine Grenzflächenablösung.
8. Bieten Sie kostenlose DFM-Prüfungen für Abdichtungskonzepte an?
Selbstverständlich. Jede Anfrage an LS Manufacturing wird mit einem detaillierten, mehrseitigen DFM-Bericht und einem Angebotsvorschlag versehen, der von unseren erfahrenen Werkzeugbauingenieuren sorgfältig erstellt wird. Dieser Bericht umfasst eine breite Palette kritischer Bewertungskriterien, darunter die Gleichmäßigkeit der Wandstärke, Anpassungen der Angussplatzierung zur Vermeidung von Schweißnähten und Entformungsschrägen.
Zusammenfassung
Das Einlegeverfahren ist eine systematische Disziplin, die Fluiddynamik, mikroskopische Oberflächenmodifizierung und Parameterabstimmung im Mikrometerbereich umfasst – und nicht nur einfaches Umspritzen. Bei den Anforderungen der Schutzart IP68 kann jeder noch so kleine Fehler im Material, der Form oder im Prozess zu einem Produktionsausfall führen. LS Manufacturing kombiniert langjährige Ingenieurserfahrung, automatisierte Fertigungslinien und eine lückenlose Inline-Leckageerkennung, um das Risiko von Delaminationen auszuschließen und industrietaugliche, abgedichtete Komponenten für Kunden aus der Medizin-, Automobil- und Hardwarebranche zu liefern.
Vermeiden Sie kostspielige Rücksendungen aufgrund von Undichtigkeiten nach Produktionsbeginn. Sichern Sie Ihr Projekt frühzeitig mit den Experten für Spritzguss . Entwickeln Sie ein neues Produkt oder haben Sie Probleme mit der Lieferantenqualität? Klicken Sie unten, um Ihre 3D-CAD-Dateien (STEP/IGS) hochzuladen. Innerhalb von 48 Stunden erhalten Sie von unserem Kernteam einen kostenlosen, detaillierten DFM-Bericht (im Wert von 500 US-Dollar) sowie eine maßgeschneiderte Lösung für wasserdichte und luftdichte Spritzgussteile – für maximale Rentabilität.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


