Изготовление изделий методом литья под давлением начинается с того, что инженеры изучают принцип работы этого метода для достижения идеальной герметизации, но часто остается незамеченным важный фактор, приводящий к производственным сбоям: разница в термическом расширении вызывает трещины, которые часто приводят к провалу испытаний по стандартам IP67/IP68 , поскольку лишь немногие поставщики обладают возможностью учитывать физические взаимодействия в этом производственном процессе и обеспечивать необходимую точность контроля на микронном уровне .
Наше решение заключается в самом производственном процессе – от проектирования с учетом технологичности изготовления (DFM) и моделирования до 100% онлайн-тестирования на герметичность. Решение проблемы склеивания на границе раздела заключается в тщательном управлении параметрами литья под давлением , что позволяет нам создавать прочное герметичное соединение. Мы рассмотрим всю производственную цепочку.
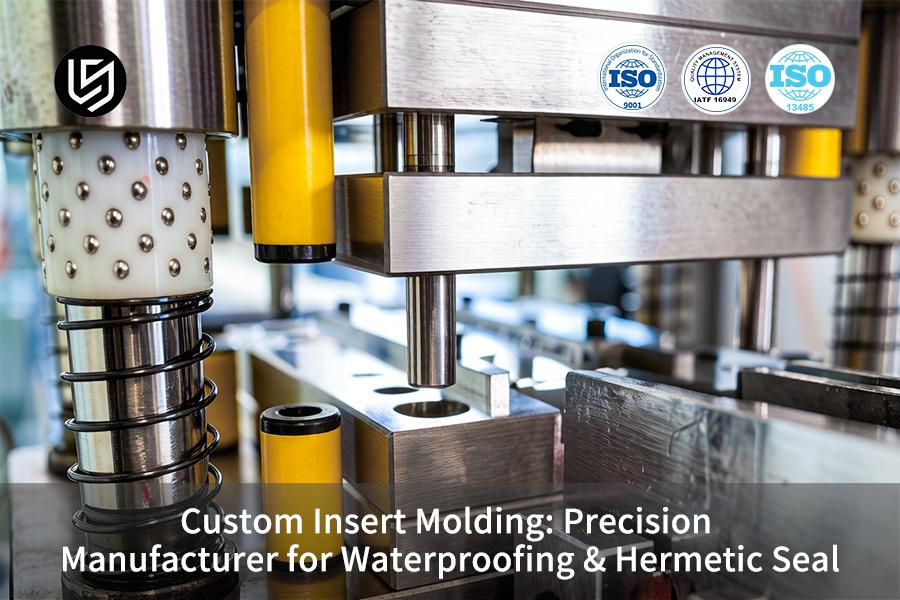
Изготовление вставок на заказ: краткое руководство по герметичным уплотнениям.
| Техническая задача | Решение для прецизионного формования | Результаты оценки герметичности |
| Целостность соединительной линии | Наука о совместимости материалов и методы обработки поверхности вставок (например, травление, гальваническое покрытие ). | Обеспечивает образование молекулярных связей, эффективно устраняя любые пути утечки в местах соединения материалов. |
| Бесшовная инкапсуляция | Оптимизация скорости и давления впрыска, правильная техника вентиляции пресс-формы. | Обеспечивает полное герметичное закрытие вставки без пустот и зазоров, образовавшихся в процессе литья полимерной вставки . |
| Управление термическим стрессом | Надлежащий контроль температуры пресс-формы и предварительный нагрев подложек для компенсации усадки материала . | Предотвращает образование микротрещин в клеевом шве из-за термических напряжений при использовании. |
| Точность позиционирования при вставке | Высокоточная пресс-формовочная оснастка и роботизированная установка вставок, проверенные системой машинного зрения. | Обеспечивает точное позиционирование вставок, что приводит к равномерной толщине инкапсуляции. |
| Валидация наших процессов | Проверка на герметичность с помощью гелия или проверка на снижение давления, проводимая на деталях, изготовленных на заказ. | Сертифицированные испытания, подтверждающие соответствие сборки требуемым герметичным характеристикам (например, менее 1x10^-6 см³/сек ). |
| Результат: Монолитное уплотнение | Обеспечивает окончательную сборку, не требующую дальнейшей обработки. | Герметизация выполняется за один этап , что позволяет избежать затрат и сложностей, связанных с повторными операциями по герметизации. |
Основные выводы:
- Фундаментальное значение имеет склеивание: единственный способ добиться истинной герметичности — это молекулярное соединение между вставкой и полимером .
- Технологический процесс ведет к совершенству: чтобы исключить образование пустот во время литья под давлением и извлечения изделия из пресс-формы, необходимы идеально выверенныепараметры процесса литья с закладными элементами и вентиляция .
- Точность обеспечивает однородность: правильное позиционирование вставки с точностью до микрона имеет решающее значение для обеспечения надежного уплотнения.
- Проверяйте, а не делайте поспешных выводов: герметичность следует объективно измерять и количественно оценивать; полагаться только на визуальную проверку недостаточно.
Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
Существует множество статей, посвященных теоретическим аспектам литья под давлением . Мы же предлагаем вам нечто иное. Это руководство написано нашей командой, которая ежедневно производит герметичные уплотнения. Более того, наши методы молекулярного соединения и проверки процесса точно соответствуют международно признанным стандартам, разработанным Международной электротехнической комиссией (IEC) .
Мы производим нашу продукцию таким образом, чтобы гарантировать ее целостность; это касается наших имплантируемых нейростимуляторов, корпусов глубоководных приборов и топливных элементов, используемых в аэрокосмической технике . Требуемая в таких областях надежность обязывает нас использовать материалы, соответствующие стандартам, установленным Underwriters Laboratories (UL) .
Наш опыт накоплен благодаря многочисленным циклам формования, и мы учимся как на примере уплотнения, успешно прошедшего 10 000 циклов испытаний, так и на примере другого уплотнения, не выдержавшего проверки давлением. Мы довели до совершенства процесс предварительной обработки вставки, конструкцию оптимального литникового канала без стыковых линий на металле, а также точные условия процесса для нулевого образования пустот и максимальной адгезии . Наши ценные знания помогут вам избежать ошибок в проектировании и производстве такого уплотнения и добиться герметичности сразу же.

Рисунок 1: Инжекционная машина впрыскивает расплавленный термопластик в металлическую оснастку под высоким давлением зажима.
Почему миниатюрные электронные устройства не проходят испытания по стандарту IP68 без точного межфазного соединения?
Герметичность по стандарту IP68 в миниатюрных электронных устройствах может нарушаться из-за зазоров, образующихся вследствие дифференциального расширения материалов. Ключ к решению этой проблемы заключается в идеальной фиксации границы раздела между металлом и пластиком . Ниже вы можете узнать больше об этой проблеме, как поставщик высокоточных изделий, изготовленных методом литья под давлением .
Анализ причин отказа: от микрозазора до пути утечки
Это приводит к ослаблению границ. Мы исследуем поверхность на микроскопическом уровне и понимаем, что недостаточная механическая фиксация является основной причиной образования капиллярных каналов под давлением. В связи с этим мы сосредоточиваемся на разработке технологии обработки металлических поверхностей , которая может улучшить механическую фиксацию за счет стимулирования проникновения полимера, тем самым обеспечивая основу для нашей услуги по литью под давлением с использованием закладных элементов .
Лазерная обработка поверхности для оптимального механического сцепления
Мы предварительно обрабатываем вставки с помощью специальной техники лазерной абляции. Это позволяет получить заданную морфологию с шероховатостью (Ra) 0,8–1,2 мкм . Контролируемая текстура, создаваемая за счет оптимизированных параметров, обеспечивающих баланс между закреплением и напряжением , создает достаточную площадь на поверхности для инфильтрации полимера, гарантируя идеальныйпроцесс формования вставки .
Синергия процессов для монолитного интерфейса
Обработанная поверхность активируется в соответствии с усовершенствованным протоколом литья под давлением . Такие параметры, как температура расплава, скорость впрыска и давление уплотнения, тщательно контролируются и регулируются, чтобы обеспечить заполнение полимером всех микрополостей, созданных до затвердевания, тем самым создавая идеальный межфазный контакт, обеспечивающий водонепроницаемость при литье под давлением .
Подтверждение работоспособности посредством ускоренных испытаний на долговечность и разрушающих испытаний.
Мы подвергли детали испытаниям на циклическое давление выше 0,5 МПа и испытаниям на термоудар в диапазоне температур от -40°C до 125°C . После испытаний микроскопический анализ с помощью СЭМ подтвердил адгезию между металлической деталью и полимером, а также отсутствие расслоения. Наша технология высокоточного литья с закладными элементами доказывает свою надежность в полевых условиях.
Мы продемонстрировали, что надежность по стандарту IP68 является результатом инженерных решений, а не заявленным преимуществом. Благодаря инженерным разработкам интерфейсов и проверке с помощью разрушающих испытаний, мы можем предложить надежное решение для литья под давлением , которое эффективно предотвращает протечки и доказывает свою надежность, поскольку устранили основные причины протечек.

Как разработка специализированного инструментария может устранить микроскопические сварочные швы?
Микроскопические сварочные швы, образующиеся в процессе литья, представляют собой серьезную проблему для герметичности, поскольку становятся путями утечки. Ниже приводится описание нашего систематического подхода, который выходит за рамки традиционных процессов изготовления оснастки и использует компьютерное моделирование для создания пресс-форм на заказ, предотвращающих возникновение таких дефектов, обеспечиваялитье герметичных уплотнительных вставок :
Прогностический анализ: моделирование потока для выявления проблемы.
- Метод: Мы используем полномасштабное 3D-моделирование Moldflow для изучения характера заполнения, давления и температуры на границе раздела полимер-металл .
- Действие: Моделирование позволяет определить возможные места образования сварочного шва и механизмы введения инструмента до его изготовления.
- Результат: Теперь прогностический анализ позволяет оптимизировать проектирование литниковых каналов и литниковых систем, что позволяет нам перейти от реактивного подхода к производству высокоточных изделий методом литья с закладными элементами .
Оптимизация литниковой системы: управление фронтом расплава
- Проблема: Традиционный метод с использованием одной литниковой системы приводит к слиянию фронтов потока в задней части вставки , что вызывает некачественные сварные швы.
- Решение: Использование многоканального управления потоком через систему горячеканального теплообменника с последовательным расположением затворов. Управление потоком осуществляется таким образом, что один единый фронт потока обволакивает вставку.
- Результат: Такая целенаправленная конструкция литья с закладными элементами обеспечивает молекулярное слияние потока полимера, предотвращая образование слабого разделительного шва.
Вакуумная вентиляция: удаление застоявшегося воздуха
- Проблема: Захваченный воздух или летучие вещества в зоне сварного шва создают мельчайшие пустоты, что приводит к низкой прочности соединения.
- Реализация: Локализованная вакуумная вентиляция осуществляется путем механической обработки пресс-формы в определенных областях, особенно вокруг вставок.
- Механизм: Перед впрыскиванием полимера запускается вакуумный насос , удаляющий воздух и обеспечивающий надлежащее заполнение полости и контакт полимера с металлом для надежного уплотнения при литье под давлением .
Синхронизация технологических процессов для монолитной конструкции
- Управление: Мы сопоставляем динамическую последовательность синхронизации открытия и закрытия клапанов со скоростью впрыска и профилем давления , которые можно точно регулировать в диапазоне ±0,5 МПа .
- Точность: Это гарантирует соединение всех фронтов расплава при идеальных температурных и давлевых условиях, что исключает образование сварочных швов .
- Валидация: проектирование процесса подтверждается и корректируется на основе эмпирических данных, полученных в результате моделирования, что является нашей основной компетенцией на заводе по производству изделий методом литья под давлением с закладными элементами .
Этот полный инженерный процесс, от прогнозирования до синхронизации процесса, доказывает, что герметичность является инженерной характеристикой, достижимой благодаря использованиюпередовых технологий литья под давлением . Устраняя источник сварочных швов, мы обеспечиваем 99,98% успешного прохождения гелиевого теста на герметичность и исключаем любые сбои в процессе производства. Для устранения микроскопических сварочных швов и обеспечения надежной герметичности, предоставьте проект вашей детали и вставки для прогнозируемого анализа потока и гарантированного расчета стоимости производства.

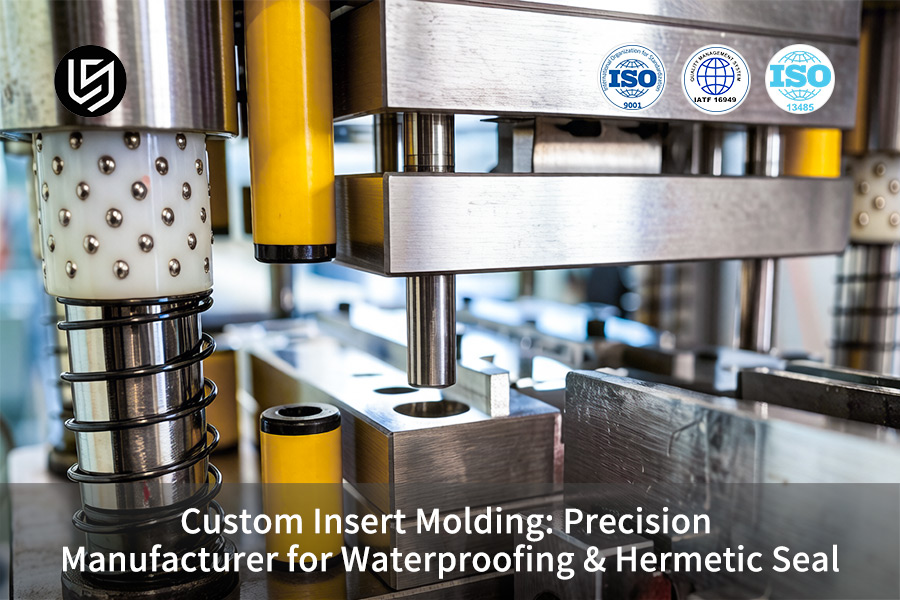
Рисунок 2: Роботизированная рука позиционирует латунную вставку в форму для водонепроницаемого литья разъема.
Какие комбинации полимеров и металлов обеспечивают наибольшую защиту от расслоения?
Расслоение полимерно-металлического слоя под воздействием окружающей среды является одной из наиболее распространенных причин выхода продукции из строя из-за несовместимости тепловых свойств и неподходящего химического состава. В этом отчете мы представляем научный подход к выбору подходящих материалов, выходящий за рамки стандартных списков совместимости . Мы подробно рассмотрим, какие конкретные пары материалов подходят и как обработка поверхностей может обеспечить прочность межфазного соединения, превышающую прочность основного материала, в решениях для производителей водонепроницаемых изделий, изготовленных методом литья под давлением .
| Принцип отбора | Ключевые действия и измеряемые результаты |
| Основная стратегия | Придерживайтесь принципа соответствия CTE >92% и химического сродства, а не предположений. |
| Подготовка металла | Активация поверхности (лазерами или химическими процессами) обеспечивает наилучшее значение Ra 0,8-1,2 мкм, необходимое для механического крепления. |
| Полимерная рецептура | Для изготовления гидроизоляционных составов с адгезионными добавками для конкретных металлических сплавов (например, SUS316) следует использовать технологию литья под давлением с использованием специальных вставок . |
| Подтвержденное сопряжение | Специально разработанная технология PPS для пассивированной нержавеющей стали обеспечивает прочность соединения >25 МПа при термических циклах ( от -40 °C до 125 °C ). |
| Доказательство надежности | Высокоточный процесс литья под давлением с закладными элементами, подтвержденный более чем 5000 испытаниями без расслоения, что подтверждается анализом с помощью сканирующего электронного микроскопа . |
| Прогнозирующее проектирование | Метод конечных элементов (FEA) используется для прогнозирования термомеханических напряжений при проектировании процесса литья под давлением с закладными элементами, специфичного для конкретного применения . |
Используя нашу собственную базу данных проверенных комбинаций полимеров и металлов в сочетании с необходимостью применения методов исследования поверхностей, мы успешно решаем основную проблему, касающуюся прочности межфазного соединения. Наша технология литья под давлением позволяет предоставлять клиентам ощутимые, основанные на данных гарантии от расслоения, что важно для ответственных применений .
Какие диапазоны регулировки параметров предотвращают смещение компонентов?
Смещение вставок в процессе высокоскоростного литья под давлением , обычно более 0,05 мм , может привести к нарушению герметичности. В этом документе вы найдете описание методики точного контроля процесса, которая гарантирует неподвижность и отсутствие деформации вставки, обеспечивая тем самым герметичность. Решением является многоступенчатое профилирование литья под давлением с точным контролем температуры: высокоточное литье с вставками .
Многоступенчатая инжекционная калибровка для контролируемого наполнения
Односкоростной литьевой процесс больше не является предпочтительным. Напротив, он разбит на отдельные этапы. Сначала используется очень медленная скорость впрыска ( <10 мм/сек ) для заполнения полости до достижения вставки, но без какого-либо импульса. Затем скорость впрыска резко увеличивается для заполнения оставшейся полости пресс-формы. Этот высокоточный процесс литья с вставками использует гидродинамику, чтобы гарантировать, что вставка не будет смыта потоком расплавленного материала, что является нашей услугой по литью с вставками для OEM-производителей .
Синергия температуры пресс-формы и давления упаковки
Температура напрямую влияет на вязкость и текучесть. Мы поддерживаем высокую, стабильную температуру пресс-формы (обычно >100°C для конструкционных пластмасс) с допуском ±1°C , чтобы обеспечить оптимальное обтекание расплава вокруг вставки. Последующее давление прижима подается в виде низкого, устойчивого импульса, а не резкого скачка. Такое сочетание минимизирует остаточные напряжения и пластическую деформацию вставки, обеспечивая надежное уплотнение благодаря нашей услуге литья под давлением с использованием вставок на заказ .
Мониторинг в реальном времени и управление с обратной связью.
Стабильность является важнейшим требованием. Датчики давления и температуры в полости интегрированы непосредственно после точки установки вставки. Такая конструкция позволяет отслеживать любые изменения процесса, обеспечивая замкнутый контур для автоматической регулировки скорости и давления впрыска по мере необходимости. Автоматизированное оборудование для литья с закладными элементами гарантирует, что каждый цикл впрыска будет одинаковым, фиксируя вставку на месте с точностью до микрон.
Прецизионный инструмент для точной установки вставки
Процесс начинается с самого начала – с инструмента. Вставки точно позиционируются через пазы и опорные штифты в пресс-форме с точностью до +/-0,02 мм перед впрыском. Эта механическая точность лежит в основе контролируемого процесса впрыска , решая проблему смещения прилитье с вставками без дефектов .
Эта концепция сквозного контроля демонстрирует, что 100% герметичность является гарантированным результатом детерминированного проектирования процесса, основанного на понимании взаимосвязи скорости, давления и температуры с обратной связью в реальном времени. Таким образом, мы избегаем смещения закладной пластины и связанной с этим доработки . Другими словами, исключается необходимость вторичной обработки, обеспечиваются надежные циклы поставок и гарантируется надежность даже в самых сложных задачах высокоточной литьевой формовки с закладными пластинами .

Рисунок 3: Вставка, выполненная методом литья под давлением, позволяет заключить массив серебряных металлических контактов в черный АБС-пластик для автоматизации процесса.
Пример из практики: Спасение проекта по созданию медицинского эндоскопа без протечек.
Крупный производитель медицинских изделий столкнулся с проблемами в работе стерилизуемых рукояток эндоскопов: в месте соединения металла и пластика происходила утечка, что приводило к повреждению оптических модулей. Ниже объясняется, как возможности нашего производителя прецизионных изделий методом литья под давлением помогли решить эту проблему в области медицинских изделий, используя детерминированные методы решения:
Задача клиента
Конструкция представляла собой компактную рукоятку с клеммами из нержавеющей стали SUS316L , которые должны быть полностью заключены в корпус из полиэфирэфиркетона (PEEK) посредствомгерметизации методом литья под давлением, что позволяет выдерживать автоклавную стерилизацию при температуре до 134 °C . Однако у нынешнего поставщика возникла проблема: его детали начали отслаиваться уже после 50 циклов, что привело к более чем 30% отказов в эксплуатации и могло обойтись в миллионы долларов из-за отзывов продукции и задержек.
LS Manufacturing Solution
Наше решение предусматривало полную переработку процесса с учетом DFM (проектирование для производства). Вставки были покрыты нашим запатентованным CVD-наносиланом, обеспечивающим ковалентную связь, после чего конструкция пресс-формы была модифицирована в сбалансированную 4-канальную систему горячего литья. Рабочие условия, включавшие температуру пресс-формы 160 °C и давление впрыска 120 МПа, обеспечили полную герметизацию перед 100% испытанием гелием в потоке при давлении 0,3 МПа . Такой уровень качества гарантируется нашей услугой по изготовлению вставок на заказ для ответственных и высокопроизводительных изделий .
Результаты и ценность
Превысив требуемые 500 циклов автоклавирования без каких-либо признаков расслоения, мы успешно поставили готовую продукцию с уровнем утечки менее 1×10⁻⁷ мбар·л/с . Этот успешный проект по литью под давлением позволил нам избежать многомиллионных рисков, связанных с каждой отдельной деталью, и гарантировал получение эксклюзивного контракта на 150 000 единиц продукции благодаря проверенной технологии литья под давлением .
Этот случай является хорошей демонстрацией инженерных решений, а не типичного производственного процесса. Сосредоточившись на понимании причин отказов с помощью методов поверхностной инженерии и контролируемого производственного процесса , мы не только поставили детали, но и количественно исключили любые риски. Этот случай доказывает нашу компетентность в качестве партнера в критически важных проектах по литью под давлением, где надежность имеет первостепенное значение.
Чтобы предотвратить многомиллионные отзывы продукции и обеспечить герметичность без утечек, мы приглашаем вас проконсультироваться с нашими инженерами для проведения анализа рисков и разработки проверенного в производстве решения.

Как профессиональная оптимизация DFM снижает производственные риски?
На этапе проектирования часто возникают задержки и увеличиваются затраты, поскольку множество мелких деталей, не учтенных при проектировании, приводят к проблемам в производстве, которые невозможно решить. Наше проактивное бесплатное исследование DFM выявляет такие трудности еще на этапе проектирования изделий и устраняет их, превращая теоретические продукты в осуществимые и надежные . Это неотъемлемая особенность нашей услуги по изготовлению изделий методом литья под давлением на заказ .
Структурная целостность: предотвращение усадочных раковин и деформации.
- Выявление рисков: анализ однородности стен проводится с использованием моделирования течения плесени .
- Наши действия: Мы предлагаем внести изменения таким образом, чтобы разница в толщине стен не превышала 15% , при этом соотношение ребер к толщине стен оставалось достаточным.
- Результат: Это предотвращает образование усадочных раковин и внутренних пустот, обеспечивая стабильность размеров и эстетическое качество для надежного результата литья под давлением .
Формовочная способность: обеспечение безопасного извлечения и целостности элементов.
- Проблема: Недостаточные углы тяги уплотнительных ребер и глубоких сердечников .
- Решение: Мы рекомендуем установить угол наклона не менее 1,5 градуса и внести корректировки в зависимости от текстуры поверхности.
- Преимущество: Это позволит избежать повреждения деталей во время извлечения и сохранить целостность уплотнительных поверхностей, что важно для изготовления вставок для гидроизоляции по индивидуальному заказу .
Оптимизация процессов: облегчение потока и снижение стресса
- Область внимания: При оценке процесса мы учитываем как внутренние углы, так и расположение ворот.
- Ключевое изменение: Мы рекомендуем увеличить радиусы скругления (например, с R0,2 до R0,5 ) вокруг уплотнительных канавок.
- Результат: Облегчается течение полимера, снижается концентрация напряжений и существенно улучшается качество конечнойвысокопрочной детали, полученной методом литья под давлением с закладными элементами.
Повышение эффективности оснастки: упрощение производства и сборки.
- Примечание: геометрия детали оценивается с учетом требований к оснастке.
- Вмешательство: Рекомендуются изменения в конструкции для уменьшения объединения компонентов и упрощения побочных действий .
- Преимущество: Снижаются затраты на пресс-формы и повышается их долговечность, что обеспечивает надежное производство и является отличным показателем качества услуг по литью под давлением для OEM-производителей .
Этот структурированный подход к проектированию с учетом технологичности производства (DFM) преобразует потенциальные проблемы в оптимальные конструктивные решения задолго до начала резки стали. Наши рекомендации предлагают решение проблем технологичности производства, основанное на физике геометрии детали, допусках и поведении материала . Благодаря нашему сотрудничеству мы устраняем 90% проблем, возникающих в процессе производства.
Почему обязательна полностью автоматизированная система поточного контроля?
В автомобильной промышленности, где безопасность и отсутствие дефектов являются абсолютно необходимыми, статистическая выборка недостаточна. В соответствии с требованиями IATF 16949 и требовательными производителями оригинального оборудования (OEM), 100% автоматизированная поточная инспекция — единственный способ гарантировать соответствие каждой детали техническим характеристикам. В этом отчете описывается замкнутая иполностью проверенная система литья под давлением , которая преобразует контроль качества из точечного контроля в фундаментальный процесс производства, основанный на данных, для высокоточного литья под давлением .
| Модуль контроля | Основная функция и количественно измеримый стандарт |
| Роботизированная система визуального контроля | Автоматизированная роботизированная система обработки и визуального контроля проверяет каждый параметр с точностью до ±0,005 мм . |
| Автоматизированное тестирование на герметичность | В случае проверки водонепроницаемости формованных вставок, для обнаружения любых утечек с точностью до 0,1 Па используется метод испытания на перепад давления. |
| SPC и управление технологическими процессами | Механизм сбора и анализа данных в режиме реального времени гарантирует, что значение Cpk для всех критически важных параметров будет больше 1,67 , что позволяет принимать решения по литью с закладными элементами на основе данных . |
| Полная отслеживаемость | Каждый компонент имеет отдельный DMC, в котором отслеживается вся история его производства и результаты испытаний. |
| Коррекция с обратной связью | Система автоматически корректирует параметры оборудования в случае любых отклонений от технологического процесса, гарантируя тем самымсертифицированный процесс литья под давлением с закладными элементами . |
Такое продуманное и всеобъемлющее решение важнейшей проблемы, стоящей перед клиентом, гарантирует абсолютную уверенность в высоком качестве каждого отгружаемого изделия. Это будет не просто предположение, а проверяемый факт. Такая гарантия качества крайне важна для любого производителя прецизионных изделий, изготовленных методом литья под давлением . Прекратите рисковать отзывами продукции с помощью статистической выборки. Чтобы полностью исключить этот риск, предоставьте проект вашей детали для гарантированного отчета о качестве и готового к производству коммерческого предложения, соответствующего требованиям IATF.
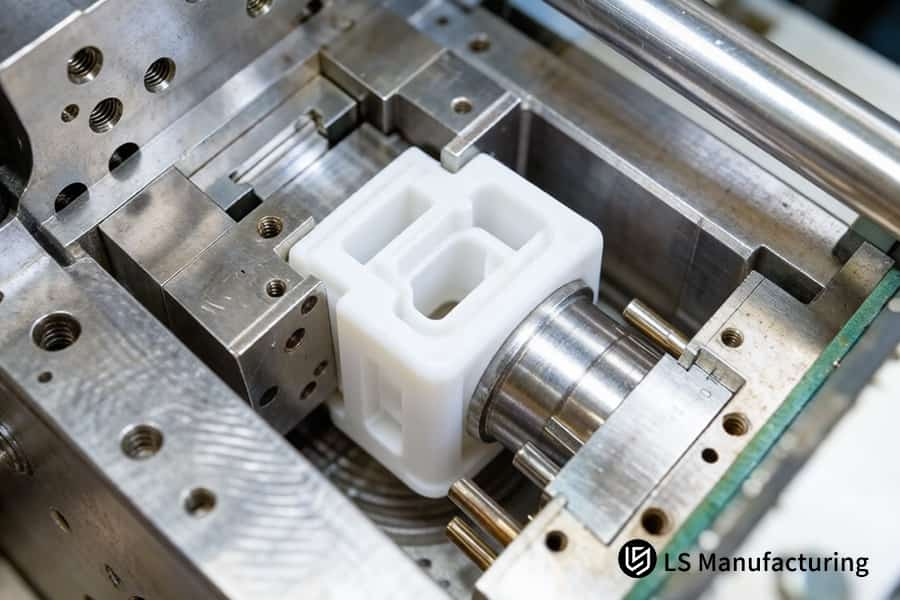
Рисунок 4: Металлический стержень вставляется в деталь из АБС-пластика внутри стальной формы для изготовления деталей методом литья под давлением с закладными элементами.
Какие факторы напрямую влияют на стоимость проектов по изготовлению многогнездных литьевых форм?
Хотя количество деталей влияет на цену, стоимость надежной и герметичной многогнездной пресс-формы определяется первоначальными инженерными и инструментальными затратами, которые определяют эффективность и результативность производства деталей. Для понимания затрат необходимо оценить компромисс между инвестициями в пресс-форму, ее надежностью и стоимостью деталей. Понимание этих факторов помогает выявить основные причины для определения оптимальной цены на литье под давлением с закладными элементами :
Стратегический выбор количества полостей и стали для пресс-форм.
Оптимальное количество полостей (например, 8 или 16 ) определяется на основе анализа жизненного цикла, в котором учитывается баланс между стоимостью оснастки и объемом производства. Для крупносерийных проектов оправдано использование высококачественной стали, такой как закаленная S136, обеспечивающей долговечность на миллион циклов и защищающей инвестиции в сложную оснастку для литья под давлением . Это предотвращает дорогостоящий ремонт пресс-форм в середине производственного процесса и поддерживает стабильное качество деталей, напрямую снижая эффективную стоимость одной детали.
Точное проектирование пресс-форм для автоматизированного производства
Для повышения экономической эффективности необходима автоматизация. В наших конструкциях пресс-форм мы используем робототехнику и высокоточную направляющую систему. Таким образом, мы автоматизировали загрузку вставок , обеспечивая точность ±0,005 мм , что крайне важно для высокой производительности, необходимой для экономически эффективного серийного производства методом литья под давлением. Низкая точность приводит к потерям и простоям, а следовательно, сводит на нет все преимущества в плане снижения затрат.
Интеграция вторичной обработки для повышения производительности
Зачастую герметично закрытые детали требуют дополнительных процессов после формования. Наша методология расчета стоимости явно включает в себя все необходимые вторичные процессы, чтобы гарантировать, что готовая деталь будет соответствовать всем требуемым характеристикам с самого начала , без дополнительной платы за последующее производство — это имеет основополагающее значение для установления эффективного партнерства в сфере услуг по изготовлению деталей методом литья под давлением на заказ .
Оптимизация процессов для обеспечения устойчивой эффективности
Низкая стоимость обусловлена стоимостью стабильного, бесперебойного производства. Мы применяем принципы научного литья и замкнутого цикла управления процессом с самого первого дня. Это гарантирует отсутствие колебаний времени цикла и минимизирует потери материалов, что делает стоимость детали предсказуемой на протяжении всего жизненного цикла производственного процесса, определяя нашу ценность как поставщика услуг по литью с закладными элементами на заказ .
Этот подход выходит за рамки упрощенного расчета стоимости за деталь и предполагает интегрированную философию общей стоимости владения (TCO). Благодаря совместной разработке, направленной на оптимизацию количества полостей и автоматизацию пресс-формы и процесса для обеспечения долговечности, мы можем преодолеть основное препятствие в снижении затрат, сохраняя при этом стандарты качества без дефектов, необходимые для критически важных применений в литье под давлением .
Часто задаваемые вопросы
1. Каков минимальный объем заказа для ваших услуг по изготовлению вставок на заказ?
Стандартный минимальный объем заказа для нашей услуги по изготовлению изделий методом литья под давлением составляет 1000 штук за цикл. Помимо гибкой возможности проведения пробных производственных циклов, позволяющей нам поставлять высокоточные изделия, изготовленные методом литья под давлением, в небольших количествах (от 100 штук ), мы предоставляем инженерным группам возможность тестировать конструкции с водонепроницаемой герметизацией уровня IP68 на этапе разработки.
2. Как гарантировать отсутствие утечек в условиях высокого давления?
Мы проводим 100% перекрестную проверку нашей продукции с использованием современных встроенных тестеров герметичности по перепаду давления и высокочувствительных гелиевых масс-спектрометров, гарантируя, что критическая скорость утечки для каждого изготовленного на заказ герметичного компонента остается ниже жесткого порогового значения 1×10⁻⁷ мбар·л/с .
3. Может ли LS помочь в выборе материалов для биомедицинских устройств?
Да. Наша инженерная команда может напрямую проанализировать ваши проектные чертежи и порекомендовать сочетания материалов — например, биосовместимые смолы, такие как PEEK и медицинский TPU, в сочетании с пассивированным металлом SUS316L — оптимизируя соответствие полярности и коэффициента теплового расширения для соответствия строгим нормативным требованиям, таким как требования FDA.
4. Какие конкретные уровни допуска может обеспечить ваше оборудование для миниатюрных датчиков?
Благодаря использованию высококлассных полностью электрических литьевых машин и собственных возможностей по изготовлению пресс-форм с ЧПУ, мы можем контролировать критически важные допуски по размерам с микроскопической точностью — до ±0,005 мм — для обеспечения идеальной геометрической посадки в уплотнительных изделиях.
5. Как вы защищаете интеллектуальную собственность заказчика в процессе проверки чертежей?
Перед получением любых чертежей САПР мы подписываем строгое взаимное соглашение о неразглашении (NDA). Кроме того, мы храним все проектные файлы на зашифрованных, автономных защищенных серверах и внедряем протоколы изолированных производственных ячеек, чтобы гарантировать полную защиту ваших конфиденциальных разработок.
6. Каков типичный срок изготовления пресс-формы и образцов по индивидуальному заказу?
Стандартный срок выполнения заказа на проектирование и изготовление высокоточной многогнездной литьевой формы с вставками составляет от 18 до 25 рабочих дней . В течение 48 часов мы предоставим бесплатный отчет по технологичности производства (DFM) и отправим первые образцы T1 через DHL для вашей проверки.
7. Как решить проблему несоответствия коэффициентов теплового расширения между металлом и пластиком?
Для предварительной обработки металлической подложки мы используем автоматизированное микролазерное травление или химические силановые связующие агенты, создавая микроскопическую механическую структуру с блокировкой. Это эффективно поглощает структурные термические напряжения в диапазоне температур от -40°C до +125°C , предотвращая тем самым расслоение на границе раздела.
8. Предоставляете ли вы бесплатные обзоры DFM-проектов для гидроизоляционных работ?
Безусловно. К каждому запросу, отправленному в LS Manufacturing, прилагается подробный многостраничный профессиональный отчет по проектированию с учетом технологичности изготовления (DFM) и коммерческое предложение , тщательно подготовленные нашими ведущими инженерами-конструкторами пресс-форм. Этот отчет охватывает широкий спектр критически важных критериев оценки, включая равномерность толщины стенок, корректировку расположения литниковых каналов для предотвращения образования сварных швов и углы уклона.
Краткое содержание
Литье с закладными элементами — это систематический процесс, включающий гидродинамику, микроскопическую модификацию поверхности и подбор параметров на микронном уровне, а не простое литье с наложением. В условиях класса защиты IP68 любой скрытый дефект материала, пресс-формы или процесса может привести к сбою в массовом производстве. Компания LS Manufacturing сочетает в себе опыт инженеров, автоматизированные линии и 100% встроенную систему обнаружения утечек для исключения риска расслоения, поставляя герметичные компоненты промышленного класса для клиентов из медицинской, автомобильной и аппаратной отраслей.
Не сталкивайтесь с дорогостоящими возвратами из-за протечек после начала производства. Доверьте свой проект экспертам по литью под давлением на ранних этапах. Если вы разрабатываете новый продукт или испытываете проблемы с качеством продукции у поставщиков, нажмите ниже, чтобы загрузить ваши 3D CAD-файлы (STEP/IGS). В течение 48 часов наша команда инженеров предоставит вам бесплатный подробный отчет по проектированию с учетом технологичности производства (DFM) (стоимость 500 долларов США) и индивидуальное решение по водонепроницаемому/воздухонепроницаемому литью для максимальной окупаемости инвестиций.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением, штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


