O serviço de moldagem por inserção personalizada começa com os engenheiros buscando entender como a moldagem por inserção funciona para obter uma vedação perfeita, mas um fator crucial de falha na fabricação muitas vezes passa despercebido: as diferenças de expansão térmica resultam em rachaduras, que causam frequentes falhas nos testes IP67/IP68 , já que poucos fornecedores têm a capacidade de lidar com a interação física nesse processo de fabricação e a precisão de controle micrométrico necessária.
Nossa solução reside no próprio processo de produção – desde o projeto para manufatura (DFM) e simulação até o teste de vazamento 100% online. Nossa solução para o problema de adesão na interface está no gerenciamento cuidadoso dos parâmetros de injeção , o que nos permite criar uma vedação hermética sólida. Vamos dissecar toda a cadeia de produção.
Moldagem por Inserção Personalizada: Guia Rápido de Vedação Hermética
| Desafio Técnico | Solução de Moldagem de Precisão | Resultado do desempenho de vedação |
| Integridade da Linha de Títulos | Ciência da compatibilidade de materiais e técnicas de tratamento de superfície de insertos (por exemplo, corrosão, revestimento ). | Estabelece ligações moleculares, eliminando eficazmente quaisquer caminhos de fuga nas junções dos materiais. |
| Encapsulamento sem espaços vazios | Otimização da velocidade e pressão de injeção, técnica adequada de ventilação do molde. | Garante o encapsulamento completo do inserto, sem vazios ou lacunas resultantes do processo de moldagem do inserto de polímero. |
| Gestão do estresse térmico | Controle adequado da temperatura do molde e pré-aquecimento dos substratos para compensar a contração do material . | Evita a formação de microfissuras na linha de colagem devido às tensões térmicas durante o uso. |
| Precisão de posicionamento de inserção | Ferramentas de moldagem de alta precisão e posicionamento robótico de insertos verificados por sistema de visão. | Garante o posicionamento preciso dos insertos, resultando em uma espessura de encapsulamento consistente. |
| Validação do nosso processo | Teste de vazamento de hélio ou teste de queda de pressão realizado em peças de produção. | Testes certificados demonstrando que a montagem atende às especificações herméticas exigidas (por exemplo, menos de 1x10^-6 cc/seg ). |
| Resultado: Vedação Monolítica | Fornece montagem final que não requer processamento adicional. | A vedação hermética é concluída em uma única etapa , evitando assim o custo e as complicações de operações de vedação secundárias. |
Principais conclusões:
- A adesão é fundamental: A única maneira de obter uma vedação verdadeiramente hermética é através de uma ligação molecular entre o inserto e o polímero .
- O Processo Leva à Perfeição: Para garantir que não se formem vazios durante a injeção e a desmoldagem, você precisade parâmetros de processo de moldagem por inserção e ventilação perfeitos.
- Precisão Garante Uniformidade: O posicionamento correto do inserto em escala micrométrica é vital para garantir uma vedação consistente.
- Teste, não presuma: a hermeticidade deve ser medida e quantificada objetivamente; confiar apenas em uma inspeção visual não é suficiente.
Por que confiar neste guia? Experiência prática de especialistas da LS Manufacturing.
Existem muitos artigos que abordam os aspectos teóricos da moldagem por inserção . Nós oferecemos algo diferente aqui. Este guia foi escrito por nossa equipe, que produz vedações estanques diariamente. Além disso, nossas técnicas de ligação molecular e verificação de processo estão em total conformidade com as normas internacionalmente aceitas, desenvolvidas pela Comissão Eletrotécnica Internacional (IEC) .
Produzimos nossos produtos de forma a garantir sua integridade; exemplos disso são nossos neuroestimuladores implantáveis para uso médico, invólucros para instrumentos em águas profundas e células de combustível utilizadas na tecnologia aeroespacial . A confiabilidade exigida nessas áreas nos obriga a utilizar materiais que atendam aos padrões estabelecidos pela Underwriters Laboratories (UL) .
Nossa experiência foi adquirida através de inúmeros ciclos de moldagem, aprendendo tanto com uma vedação que passou com sucesso por 10.000 ciclos de teste quanto com outra que falhou nos testes de pressão. Aperfeiçoamos o processo exato de pré-tratamento para o inserto, o design para um ponto de injeção ideal sem linhas de junção no metal e as condições precisas do processo para zero vazios e máxima adesão . Nosso conhecimento, fruto de muito trabalho, ajudará você a evitar erros no projeto e na fabricação de tal vedação e a alcançar a hermeticidade imediatamente.

Figura 1: A máquina de injeção injeta termoplástico fundido na ferramenta metálica sob alta pressão de fechamento.
Por que dispositivos eletrônicos em miniatura falham nos testes IP68 sem uma ligação interfacial precisa?
A vedação IP68 em dispositivos eletrônicos em miniatura pode falhar devido a folgas formadas pela expansão diferencial dos materiais. A chave para solucionar esse problema reside na perfeita vedação da interface entre o metal e o plástico . Abaixo, você encontrará mais informações sobre esse assunto, fornecidas por um fornecedor de moldagem de alta precisão .
Desconstruindo a Falha: Da Microfenda ao Caminho do Vazamento
Isso resulta em limites frágeis. Investigamos a superfície em nível microscópico e percebemos que o travamento mecânico inadequado é a causa principal dos caminhos capilares sob pressão. Nesse sentido, focamos no desenvolvimento de uma técnica de tratamento de superfície metálica que possa aprimorar o travamento mecânico, estimulando a penetração do polímero, fornecendo assim a base para nosso serviço de moldagem por inserção personalizada .
Engenharia de Superfície a Laser para Intertravamento Mecânico Ideal
Realizamos o pré-tratamento dos insertos utilizando uma técnica especial de ablação a laser. Isso gera uma morfologia predeterminada, onde a rugosidade (Ra) é de 0,8 a 1,2 μm . A textura controlada, gerada por meio de parâmetros otimizados que equilibram ancoragem e tensão , proporciona área adequada na superfície para a infiltração do polímero, garantindoum processo de moldagem do inserto perfeito.
Sinergia de Processos para uma Interface Monolítica
A superfície tratada é ativada por meio de um protocolo avançado de moldagem por inserção . Parâmetros como a temperatura de fusão, a velocidade de injeção e a pressão de compactação são cuidadosamente monitorados e ajustados para permitir o fluxo do polímero em todas as microcavidades criadas antes da solidificação, criando assim um contato interfacial perfeito que torna a moldagem por inserção à prova d'água .
Validação por meio de testes acelerados de vida útil e destrutivos
Submetemos as peças a testes de ciclagem de pressão acima de 0,5 MPa e testes de choque térmico de -40 °C a 125 °C . Após os testes, a análise microscópica por MEV confirma a adesão entre a peça metálica e o polímero, verificando a ausência de delaminação. Nossa moldagem por inserção de extrema precisão comprova a confiabilidade em campo.
Demonstramos que a confiabilidade IP68 é resultado de engenharia, e não um benefício alegado. Por meio da engenharia de interfaces e validação via testes destrutivos, conseguimos fornecer uma solução robusta de moldagem por inserção que previne vazamentos de forma eficaz e comprova sua confiabilidade por termos abordado as causas fundamentais de vazamento.

Como o projeto de ferramentas personalizadas pode eliminar linhas de solda microscópicas?
As linhas de solda microscópicas criadas durante o processo de moldagem são um grande problema para a vedação hermética, pois se tornam vias de vazamento. A seguir, descrevemos nossa abordagem sistemática, que vai além dos processos tradicionais de ferramental e utiliza simulações computacionais para criar moldes personalizados que previnem tais defeitos, proporcionandomoldagem com insertos de vedação hermética :
Análise preditiva: Simulação do fluxo para identificar o problema
- Método: Utilizamos uma simulação completa em 3D do Moldflow para estudar o padrão de preenchimento, a pressão e a temperatura na interface polímero-metal .
- Ação: A simulação identifica possíveis locais de formação da linha de solda e mecanismos de inserção antes da fabricação das ferramentas.
- Resultado: A análise preditiva agora permite o projeto proativo de otimização de canais de injeção e distribuição, nos afastando de uma postura reativa e nos tornando um fabricante de moldagem por inserção de precisão .
Otimização do Sistema de Portões: Guiando a Frente de Fusão
- Desafio: O sistema tradicional de alimentação única faz com que as frentes de fluxo se unam na parte traseira do inserto , resultando em linhas de solda de má qualidade.
- Solução: Utilização de múltiplas válvulas de controle de fluxo através de um sistema de canais quentes com válvulas sequenciais. O controle de fluxo é feito de forma que uma única frente de fluxo envolva o inserto.
- Resultado: Este design de moldagem por inserção direcionada garante a fusão molecular do fluxo de polímero, evitando a formação de uma linha de partição frágil.
Ventilação assistida por vácuo: expulsão do ar preso
- Problema: Ar ou substâncias voláteis aprisionadas na interface da linha de solda criam minúsculos vazios que resultam em baixa resistência da ligação.
- Implementação: A ventilação a vácuo localizada é usinada no molde em áreas específicas, especialmente ao redor dos insertos.
- Mecanismo: Antes da injeção do polímero, uma bomba de vácuo é acionada , removendo o ar e garantindo o preenchimento adequado da cavidade e o contato polímero-metal para uma vedação confiável na moldagem por inserção .
Sincronização de processos para uma estrutura monolítica
- Controle: Correlacionamos a sequência de temporização dinâmica da válvula com a velocidade de injeção e o perfil de pressão , que podem ser ajustados com precisão até uma faixa de ±0,5 MPa .
- Precisão: Isso garante que todas as frentes de fusão se unam sob condições perfeitas de temperatura e pressão, eliminando assim as linhas de solda .
- Validação: O projeto do processo é confirmado e definido com base em dados empíricos obtidos por meio de simulação, que é nossa principal competência em uma fábrica de moldagem por inserção personalizada .
Todo esse processo de engenharia, da previsão à sincronização do processo, comprova que as propriedades herméticas são uma característica projetada, possível graças ao uso de técnicasavançadas de moldagem por inserção . Ao abordar a origem das linhas de solda, garantimos uma taxa de aprovação de 99,98% nos testes de vazamento de hélio e eliminamos qualquer falha durante o processo de produção. Para eliminar linhas de solda microscópicas e garantir vedações herméticas, envie o projeto da sua peça e da inserção para uma análise preditiva de fluxo e um orçamento de produção garantido.

Figura 2: Um braço robótico posiciona um inserto de latão em um molde para moldagem por inserção à prova d'água de um conector.
Quais combinações de polímero/metal oferecem a maior proteção contra a delaminação?
A delaminação ambiental na interface polímero-metal é uma das causas mais comuns de falha de produtos devido a propriedades térmicas incompatíveis e composição química inadequada. Neste relatório, apresentamos uma abordagem científica para a seleção de materiais apropriados, que vai além das listas de compatibilidade padrão . Exploraremos em detalhes quais pares específicos são adequados e como o tratamento de superfícies pode proporcionar uma resistência de ligação interfacial superior à resistência do material em soluções de moldagem por inserção à prova d'água .
| Princípio de Seleção | Ação principal e resultado mensurável |
| Estratégia Central | A adesão deve ser feita por meio da correspondência de CTE >92% e afinidade química, e não por presunção. |
| Preparação de metais | A ativação da superfície (lasers ou processos químicos) proporciona o melhor Ra de 0,8 a 1,2 μm necessário para a fixação mecânica. |
| Formulação de polímero | Utilize umprocesso de moldagem por inserção personalizado para compostos impermeabilizantes com promotores de adesão para ligas metálicas específicas (por exemplo, SUS316). |
| Emparelhamento validado | A aplicação de PPS personalizado em aço inoxidável passivado resulta em uma resistência interfacial superior a 25 MPa em ciclos térmicos ( de -40 °C a 125 °C ). |
| Prova de confiabilidade | Processo de moldagem por inserção de alta precisão comprovado com mais de 5.000 testes sem delaminação, conforme análise por MEV (Microscopia Eletrônica de Varredura) . |
| Projeto preditivo | A simulação por elementos finitos (FEA) é utilizada para prever a tensão termomecânica no projeto de um processo de moldagem por inserção específico para uma aplicação . |
Ao utilizarmos nosso banco de dados proprietário de combinações comprovadas de polímero-metal, juntamente com a necessidade da ciência de superfícies, resolvemos com sucesso a principal questão relacionada à resistência da interface. Nossa tecnologia de moldagem por inserção permite fornecer aos clientes garantias tangíveis e baseadas em dados contra delaminação, o que é importante para aplicações críticas .
Quais são os intervalos de controle de parâmetros que impedem o deslocamento de componentes?
O deslocamento dos insertos durante o processo de injeção de alta velocidade , tipicamente superior a 0,05 mm , pode resultar em falha de vedação. Neste documento, você encontrará a descrição de uma metodologia de controle de processo precisa, que garante que o inserto permaneça imóvel e não se deforme, assegurando assim uma vedação hermética. A solução é a moldagem por injeção multiestágios com controle preciso de temperatura: moldagem de insertos de alta precisão .
Perfil de injeção em múltiplos estágios para enchimento controlado
A injeção em velocidade única não é mais a opção preferida. Pelo contrário, o processo é dividido em etapas distintas. Primeiro, utiliza-se uma injeção em velocidade muito baixa ( <10 mm/s ) para preencher a cavidade até atingir o inserto, sem qualquer impulso. Em seguida, a velocidade de injeção é aumentada drasticamente para preencher o restante da cavidade do molde. Esse processo de moldagem com inserto, controlado com precisão, aproveita a dinâmica dos fluidos para garantir que o inserto não seja removido pelo fluxo do material fundido, o que constitui nosso serviço de moldagem com inserto para OEMs .
Sinergia entre temperatura do molde e pressão de compactação
A temperatura impacta diretamente a viscosidade e a tensão de escoamento. Mantemos uma temperatura de molde alta e estável (tipicamente >100°C para plásticos de engenharia) com uma tolerância de ±1°C para garantir o fluxo ideal do material fundido ao redor do inserto. A pressão de compactação subsequente é aplicada em um pulso baixo e sustentado, em vez de um pico de alto impacto. Essa combinação minimiza a tensão residual e a deformação plástica do inserto, garantindo uma vedação robusta por meio do nosso serviço de moldagem de insertos personalizados .
Monitoramento em tempo real e controle em circuito fechado
A estabilidade é um requisito essencial. Os sensores de pressão e temperatura da cavidade são integrados logo após o ponto de inserção do inserto. Esse design permite monitorar quaisquer alterações no processo, possibilitando um circuito fechado para garantir que a velocidade e a pressão de injeção sejam alteradas automaticamente conforme necessário. O equipamento automático de moldagem por inserção assegura que cada injeção seja idêntica, fixando o inserto no lugar com precisão micrométrica.
Ferramentas de precisão para posicionamento preciso de insertos
O processo começa desde o princípio – na ferramenta. Os insertos são posicionados com precisão através de cavidades e pinos de apoio no molde, com uma tolerância de +/−0,02 mm, antes da injeção. Essa precisão mecânica constitui a base da injeção controlada por processo , resolvendo o problema de deslocamento namoldagem com insertos sem defeitos .
Este conceito de controle de ponta a ponta ilustra que a vedação de 100% é um resultado garantido da engenharia de processos determinística, por meio da compreensão da relação entre velocidade, pressão e temperatura com feedback em tempo real. Dessa forma, evitamos o deslocamento do inserto e o retrabalho associado . Em outras palavras, não haverá processamento secundário, os ciclos de fornecimento serão confiáveis e a confiabilidade será garantida mesmo para as aplicações de moldagem por inserção de alta precisão mais exigentes.

Figura 3: A moldagem por inserção encapsula uma matriz de contatos de metal prateado dentro de plástico ABS preto para automação.
Estudo de Caso: Resgatando um Projeto de Endoscopia Médica com Zero Vazamentos
Um importante fabricante de dispositivos médicos enfrentava problemas com as alças esterilizáveis de seus endoscópios, onde ocorriam vazamentos na interface metal-plástico , danificando seus módulos ópticos. A seguir, explicamos como as capacidades de nossa fabricante de moldagem por inserção de precisão resolveram o problema nessa aplicação médica por meio de métodos determinísticos de solução de problemas:
Desafio do Cliente
O conjunto consistia em uma alça compacta contendo terminais de aço inoxidável SUS316L que precisavam ser completamente encapsulados na carcaça de PEEK por meio demoldagem por inserção com vedação hermética, capaz de suportar esterilização em autoclave a até 134 °C . No entanto, o fornecedor atual enfrentava um problema, pois suas peças se desprendiam após apenas 50 ciclos, resultando em mais de 30% de falhas em campo, o que poderia custar milhões em recalls e atrasos no produto.
Solução de fabricação LS
Nossa solução exigiu a revisão completa do processo por meio de DFM (Design for Manufacturing). Os insertos foram revestidos com nosso nano-silano CVD patenteado, que proporciona ligação covalente, e o projeto da ferramenta foi modificado para um sistema de canais quentes balanceado com 4 entradas . As condições operacionais, incluindo temperatura do molde a 160 °C e pressão de injeção a 120 MPa, garantiram o encapsulamento total antes do teste de hélio em linha a 0,3 MPa . Esse nível de qualidade é garantido pelo nosso serviço de moldagem de insertos personalizados para aplicações críticas de alta precisão .
Resultados e Valor
Ultrapassando o requisito de 500 ciclos de autoclave sem qualquer sinal de delaminação, entregamos com sucesso produtos finais com taxas de vazamento inferiores a 1×10⁻⁷ mbar·l/s . Este projeto bem-sucedido de moldagem por inserção nos poupou milhões de dólares em riscos por peça individual e garantiu que nossa empresa conquistasse um contrato exclusivo de 150.000 unidades por meio da comprovada execução da técnica de moldagem por inserção .
Este caso é uma excelente demonstração de engenharia em vez de manufatura típica. Com foco na compreensão do modo de falha por meio da ciência de superfícies e de um processo de fabricação controlado , não apenas entregamos as peças, como também eliminamos qualquer risco de forma quantitativa. Este caso comprova nossa competência como parceiros em moldagem por inserção de missão crítica, onde a confiabilidade é prioridade absoluta.
Para evitar recalls milionários e alcançar uma vedação sem vazamentos, convidamos você a consultar nossos engenheiros para uma análise de risco e uma proposta de solução comprovada em produção.

Como a otimização profissional do DFM reduz os riscos de fabricação?
Muitos atrasos e aumentos de custos ocorrem na fase de projeto, pois muitos pequenos detalhes que não são considerados levam a problemas de produção insolúveis. Nosso estudo proativo e complementar de DFM (Design for Manufacturing) detecta essas dificuldades durante a fase de desenho dos produtos e as corrige, transformando produtos teóricos em produtos viáveis e confiáveis . Essa é uma característica intrínseca do nosso serviço de moldagem por inserção personalizada .
Integridade estrutural: prevenção de marcas de afundamento e empenamento.
- Identificação de riscos: A análise da uniformidade das paredes é realizada por meio de simulações de fluxo de molde .
- Nossa ação: Propomos modificações para que as paredes variem em no máximo 15% , mantendo-se, ao mesmo tempo, as proporções entre nervuras e paredes dentro dos limites adequados.
- Resultado: Isso evita marcas de afundamento e vazios internos, garantindo estabilidade dimensional e qualidade estética para um resultado confiável de moldagem por inserção .
Moldabilidade: Garantindo a ejeção segura e a integridade das peças.
- Problema: Ângulos de inclinação inadequados das nervuras de vedação e núcleos profundos .
- Solução: Nossa recomendação é ter um ângulo de inclinação mínimo de 1,5 graus e sugerimos modificações dependendo da textura.
- Benefício: Isso evitará danos às peças durante a ejeção e manterá as superfícies de vedação intactas, o que é importante para a fabricação de moldagem por inserção personalizada para impermeabilização .
Otimização de Processos: Facilitando o Fluxo e Reduzindo o Estresse
- Área de foco: Consideramos os cantos internos, bem como a localização dos portões, em nossa avaliação de processo .
- Alteração importante: Recomendamos aumentar o raio de concordância (por exemplo, de R0,2 para R0,5 ) ao redor das ranhuras de vedação.
- Impacto: O resultado é um fluxo de polímero mais fácil, menor concentração de tensão e melhorias substanciais na qualidade da peça finalmoldada por inserção de alta integridade .
Eficiência de ferramentas: simplificando a fabricação e a montagem.
- Consideração: A geometria da peça é avaliada para fins de ferramental.
- Intervenção: Recomenda-se alterações no projeto para reduzir a consolidação de componentes e simplificar ações secundárias .
- Valor: Os custos de moldagem são reduzidos e a durabilidade dos moldes é aumentada, criando uma fabricação confiável e um excelente indicador de serviço de moldagem por inserção para OEMs .
Essa abordagem estruturada para DFM transforma falhas potenciais em características de projeto otimizadas muito antes de qualquer corte de aço ser iniciado. Nossas recomendações oferecem uma solução para problemas de fabricação com base na física da geometria da peça, tolerâncias e comportamento do material . Por meio de nossa colaboração, eliminamos 90% dos problemas encontrados durante o processo de fabricação.
Por que um sistema de inspeção em linha 100% automático é obrigatório?
Na indústria automobilística, onde a segurança e a ausência de defeitos são requisitos absolutamente imprescindíveis, a amostragem estatística é inadequada. De acordo com os requisitos da norma IATF 16949 e as exigências das montadoras, a inspeção em linha 100% automatizada é a única maneira de garantir que cada peça esteja dentro das especificações. Este relatório descreve um sistemade moldagem por inserção em circuito fechado e totalmente verificado , que transforma o controle de qualidade de um ponto de controle em um processo fundamental de fabricação orientado por dados para moldagem por inserção de alta precisão .
| Módulo de Inspeção | Função principal e padrão quantificável |
| Inspeção por Visão Robótica | O manuseio robótico automático e a inspeção visual verificam cada dimensão com uma tolerância de ±0,005 mm . |
| Teste automatizado de vazamentos | O teste de diferencial de pressão é utilizado para detectar qualquer vazamento com sensibilidade de 0,1 Pa no caso de validação de moldagem por inserção à prova d'água . |
| SPC e Controle de Processos | Um mecanismo de coleta e análise de dados em tempo real garante que todos os parâmetros críticos terão um Cpk superior a 1,67 , possibilitando assim decisões de moldagem por inserção baseadas em dados . |
| Rastreabilidade completa | Cada componente vem com um DMC (Número de Controle de Desenvolvimento) exclusivo que rastreia todo o seu histórico de produção e resultados de testes. |
| Correção em circuito fechado | O sistema ajusta automaticamente os parâmetros da máquina em caso de qualquer desvio no processo, garantindo assim um processode moldagem por inserção certificado . |
Uma solução tão inteligente e abrangente para o problema crucial enfrentado pelo cliente garante a absoluta certeza de que cada produto enviado será de alta qualidade. Não será uma mera suposição, mas um fato verificável. Essa garantia de qualidade é essencial para qualquer fabricante de moldagem por inserção de precisão . Pare de arriscar recalls com amostragem estatística. Para eliminar completamente esse risco, envie o projeto da sua peça para um relatório de qualidade garantida e uma cotação pronta para produção, em conformidade com as normas IATF.
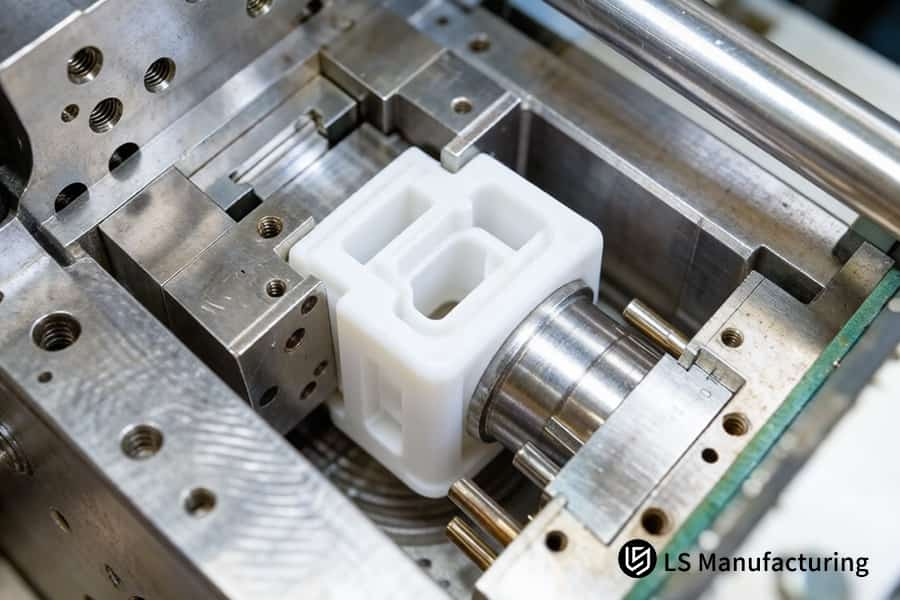
Figura 4: Uma haste metálica é inserida na peça de plástico ABS dentro do molde de aço para um serviço de moldagem por inserção personalizado.
Quais fatores determinam diretamente o custo de projetos de moldagem multicavidades?
Embora a quantidade de peças afete o preço, o custo de um projeto de molde multicavidades confiável e hermético reside na engenharia inicial e no projeto da ferramenta, que ditam a eficiência e a eficácia da produção das peças. Para entender os custos, é preciso avaliar a relação entre o investimento feito no molde, a confiabilidade e o custo da peça. A compreensão desses fatores ajuda a desvendar os principais determinantes para fornecer um orçamento de moldagem por inserção personalizada .
Contagem estratégica de cavidades e seleção do aço para moldes
Determinamos o número ideal de cavidades (por exemplo, 8 em vez de 16 ) por meio de uma análise do ciclo de vida, equilibrando o custo das ferramentas com o volume de produção. Projetos de alto volume justificam o uso de aços premium, como o S136 temperado, garantindo durabilidade de milhões de ciclos e protegendo o investimento em ferramentas complexas de moldagem por inserção . Isso evita reparos dispendiosos no molde durante a produção e mantém a qualidade consistente das peças, reduzindo diretamente o custo efetivo por peça.
Projeto de moldes de precisão para produção automatizada
A eficiência de custos exige automação. Em nossos projetos de moldes , incorporamos robótica e um sistema de guia de alta tolerância. Dessa forma, automatizamos o carregamento de insertos , o que permite atingir uma precisão de ±0,005 mm , crucial para as altas taxas de rendimento necessárias para tornar a produção de moldagem por inserção em grande volume economicamente viável. Baixa precisão resulta em desperdício e tempo de inatividade, anulando, portanto, todos os ganhos em termos de redução de custos.
Integração de Processamento Secundário para Desempenho
Muitas vezes, as peças hermeticamente seladas necessitam de processos pós-moldagem. Nossa metodologia de cálculo de custos incorpora explicitamente quaisquer processos secundários necessários para garantir que a peça final atenda a todas as características exigidas desde o início , sem custos adicionais na pós-produção — isso é fundamental para estabelecer uma parceria eficaz em serviços de moldagem por inserção personalizados .
Otimização de processos para eficiência sustentável
O baixo custo é o custo de uma fabricação consistente e ininterrupta. Aplicamos os princípios da Moldagem Científica e do controle de processo em circuito fechado desde o primeiro dia. Isso garante que não haja variação no tempo de ciclo e minimiza o desperdício de materiais; portanto, tornando o custo por peça previsível ao longo de todo o ciclo de vida do processo de fabricação, o que define nosso valor como fornecedor de moldagem por inserção personalizada .
Essa abordagem vai além da simples cotação por peça, adotando uma filosofia integrada de Custo Total de Propriedade (TCO). Por meio do projeto conjunto para otimização do número de cavidades e automação do molde e do processo para maior longevidade, podemos superar o principal obstáculo na redução de custos, mantendo os padrões de qualidade de zero defeitos necessários para aplicações de moldagem por inserção de missão crítica .
Perguntas frequentes
1. Qual é a quantidade mínima de encomenda para os seus serviços de moldagem por inserção personalizada?
A quantidade mínima de encomenda (MOQ) para a produção regular do nosso serviço de moldagem por inserção personalizada é de 1.000 peças por lote. Além de oferecermos uma capacidade flexível de produção experimental que nos permite fornecer produtos de moldagem por inserção de alta precisão em pequenas quantidades (a partir de 100 peças ), possibilitamos que as equipes de engenharia testem projetos de vedação à prova d'água com nível IP68 na fase de desenvolvimento.
2. Como garantir um desempenho sem vazamentos em condições de alta pressão?
Realizamos validação cruzada de 100% em nossos produtos usando testadores de vazamento de pressão diferencial em linha avançados e detectores de vazamento de espectrometria de massa de hélio altamente sensíveis, garantindo que a taxa de vazamento crítica para cada componente hermético personalizado permaneça abaixo do limite rigoroso de 1×10⁻⁷ mbar·l/s .
3. A LS pode auxiliar na seleção de materiais para dispositivos biomédicos?
Sim. Nossa equipe de engenharia pode analisar diretamente seus desenhos de projeto e recomendar combinações de materiais — como resinas biocompatíveis como PEEK e TPU de grau médico combinadas com metal SUS316L passivado — otimizando a polaridade e a expansão térmica para atender aos rigorosos requisitos regulamentares, como os estabelecidos pelo FDA.
4. Quais os níveis de tolerância específicos que seu equipamento pode atingir para sensores em miniatura?
Aproveitando máquinas de moldagem por injeção totalmente elétricas de última geração e recursos internos de fabricação de moldes CNC, podemos controlar tolerâncias dimensionais críticas com precisão microscópica — até ±0,005 mm — para garantir um encaixe geométrico perfeito para aplicações de vedação.
5. Como você protege a propriedade intelectual do cliente durante o processo de revisão do desenho?
Assinamos um rigoroso Acordo de Confidencialidade Mútua (NDA) antes de recebermos quaisquer desenhos CAD . Além disso, armazenamos todos os arquivos de projeto em servidores seguros, criptografados e offline, e implementamos protocolos de células de produção isoladas para garantir que seus projetos proprietários permaneçam totalmente protegidos.
6. Qual é o prazo de entrega típico para um molde personalizado e amostras?
Nosso prazo padrão para projetar e fabricar um molde de injeção de insertos de alta precisão e múltiplas cavidades é de 18 a 25 dias úteis . Forneceremos um relatório DFM (Design for Manufacturability - Projeto para Fabricação) gratuito em até 48 horas e enviaremos as amostras iniciais T1 via DHL para sua validação.
7. Como você resolve a incompatibilidade do coeficiente de expansão térmica (CTE) entre metal e plástico?
Utilizamos técnicas automatizadas de microgravação a laser ou agentes de acoplamento químico de silano para pré-tratar o substrato metálico, criando uma estrutura microscópica de intertravamento mecânico. Isso absorve eficazmente as tensões térmicas estruturais em uma faixa de temperatura de -40 °C a +125 °C , prevenindo assim a delaminação interfacial.
8. Vocês oferecem avaliações DFM gratuitas para projetos de impermeabilização?
Certamente. Cada consulta enviada à LS Manufacturing recebe um relatório DFM profissional detalhado, com várias páginas, e uma proposta de orçamento , meticulosamente elaborados por nossos engenheiros de moldes seniores. Este relatório abrange uma ampla gama de critérios de avaliação críticos, incluindo uniformidade da espessura da parede, ajustes no posicionamento dos pontos de injeção projetados para evitar linhas de solda e ângulos de saída.
Resumo
A moldagem por inserção é uma disciplina sistemática que envolve dinâmica de fluidos, modificação microscópica da superfície e correspondência de parâmetros em nível micrométrico — não se trata apenas de uma simples sobremoldagem. Sob as exigências do grau de proteção IP68, qualquer falha oculta no material, molde ou processo pode levar a uma falha na produção em massa. A LS Manufacturing combina engenharia experiente, linhas automatizadas e detecção de vazamentos em linha para eliminar o risco de delaminação, fornecendo componentes selados de nível industrial para clientes dos setores médico, automotivo e de hardware.
Não enfrente custos elevados com devoluções devido a vazamentos após o início da produção. Deixe que os especialistas em moldagem por inserção garantam a segurança do seu projeto desde o início. Se você está desenvolvendo um novo produto ou enfrentando problemas com a qualidade dos fornecedores, clique abaixo para enviar seus arquivos CAD 3D (STEP/IGS). Em até 48 horas , nossa equipe de engenharia fornecerá um relatório DFM completo e gratuito (avaliado em US$ 500) e uma solução de moldagem à prova d'água/hermética sob medida para maximizar o retorno sobre o investimento.
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção, estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com .


