Il servizio di stampaggio a inserto personalizzato inizia con gli ingegneri che cercano di capire come funziona lo stampaggio a inserto per ottenere una tenuta perfetta, ma un fattore cruciale di fallimento della produzione spesso passa inosservato: le differenze di dilatazione termica provocano crepe, che causano frequenti fallimenti nei test IP67/IP68 , poiché pochi fornitori hanno la capacità di gestire l'interazione fisica in questo processo di produzione e la necessaria precisione di controllo micrometrico .
La nostra soluzione risiede nel processo produttivo stesso: dalla progettazione per la producibilità (DFM) e dalla simulazione fino al test di tenuta online al 100% . La nostra soluzione per la saldatura dell'interfaccia si basa sull'attenta gestione dei parametri di iniezione , che ci permette di creare una tenuta ermetica solida. Analizzeremo nel dettaglio l'intera catena produttiva.
Stampaggio a inserto personalizzato: Guida rapida alla sigillatura ermetica
| Livello tecnico | Soluzione di stampaggio di precisione | Risultato delle prestazioni di tenuta |
| Integrità della linea di adesione | Scienza della compatibilità dei materiali e tecniche di trattamento superficiale degli inserti (ad esempio, incisione, placcatura ). | Crea legami molecolari, eliminando efficacemente qualsiasi percorso di perdita nei punti di giunzione dei materiali. |
| Incapsulamento senza vuoti | Ottimizzazione della velocità e della pressione di iniezione, corretta tecnica di sfiato dello stampo. | Garantisce l'incapsulamento completo dell'inserto senza vuoti o spazi vuoti derivanti dal processo di stampaggio dell'inserto polimerico. |
| Gestione dello stress termico | Controllo adeguato della temperatura dello stampo e preriscaldamento dei substrati per compensare il ritiro del materiale . | Previene la formazione di microfratture nella linea di incollaggio dovute alle sollecitazioni termiche durante l'utilizzo. |
| Precisione di posizionamento dell'inserto | Stampaggio di alta precisione e posizionamento robotizzato degli inserti, verificati tramite sistema di visione. | Garantisce un posizionamento preciso degli inserti, con conseguente spessore di incapsulamento uniforme. |
| Validazione del nostro processo | Test di tenuta all'elio o test di decadimento della pressione eseguiti su componenti di produzione. | Test certificati che dimostrano che l'assemblaggio soddisfa le specifiche di tenuta ermetica richieste (ad esempio, inferiore a 1x10^-6 cc/sec ). |
| Risultato: Sigillo monolitico | Fornisce l'assemblaggio finale che non richiede ulteriori lavorazioni. | La sigillatura ermetica viene completata in un'unica fase , evitando così i costi e le complicazioni delle operazioni di sigillatura secondarie. |
Punti chiave:
- L'adesione è fondamentale: l'unico modo per ottenere una vera tenuta ermetica è attraverso un legame molecolare tra l'inserto e il polimero .
- Il processo guida alla perfezione: per garantire che non si formino vuoti durante l'iniezione e il distacco dallo stampo, sono necessariparametri di processo di stampaggio a inserto e ventilazione perfetti.
- La precisione garantisce l'uniformità: il corretto posizionamento dell'inserto, con una precisione al micron, è fondamentale per garantire una tenuta costante.
- Verifica, non presumere: l'ermeticità deve essere misurata e quantificata oggettivamente; affidarsi solo a un controllo visivo non è sufficiente.
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
Esistono numerosi articoli che trattano gli aspetti teorici dello stampaggio a inserto . Noi vi offriamo qualcosa di diverso. Questa guida è stata redatta dal nostro team, che produce quotidianamente guarnizioni a tenuta stagna. Inoltre, le nostre tecniche di legame molecolare e di verifica del processo sono perfettamente conformi agli standard internazionalmente riconosciuti sviluppati dalla Commissione Elettrotecnica Internazionale (IEC) .
Produciamo i nostri prodotti in modo tale da garantirne l'integrità; ne sono un esempio i nostri neurostimolatori impiantabili per uso medico, gli alloggiamenti per strumenti per immersioni in acque profonde e le celle a combustibile utilizzate nella tecnologia aerospaziale . L'affidabilità, requisito imprescindibile in questi settori, ci impone di utilizzare materiali conformi agli standard stabiliti da Underwriters Laboratories (UL) .
La nostra competenza è frutto di numerosi cicli di stampaggio, imparando tanto da una guarnizione che ha superato con successo 10.000 cicli di prova quanto da un'altra che non ha retto alle prove di pressione. Abbiamo perfezionato l'esatto processo di pretrattamento dell'inserto, il design per un punto di iniezione ottimale senza linee di giunzione sul metallo e le precise condizioni di processo per ottenere zero vuoti e la massima adesione . La nostra esperienza, maturata sul campo, vi aiuterà a evitare errori di progettazione e produzione di una guarnizione di questo tipo e a raggiungere immediatamente l'ermeticità desiderata.

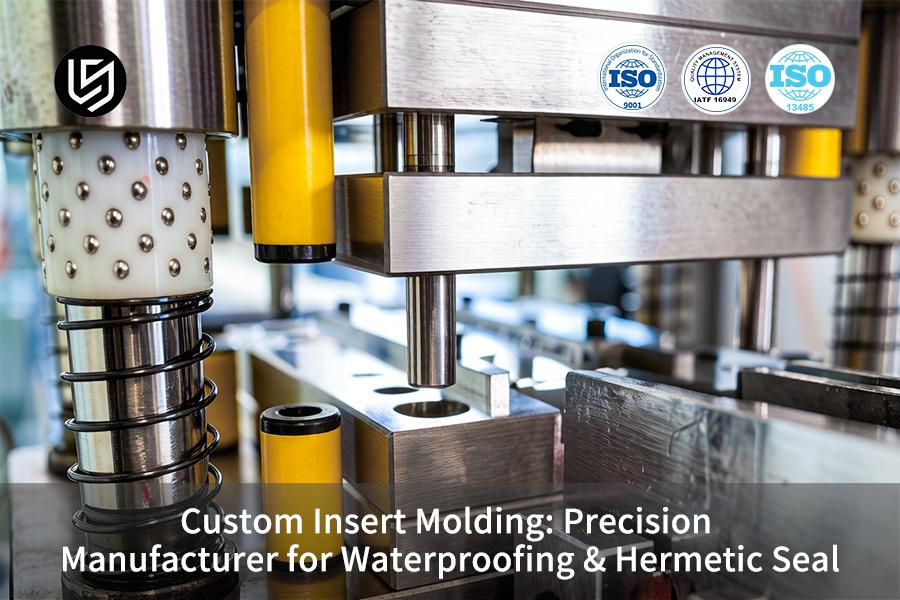
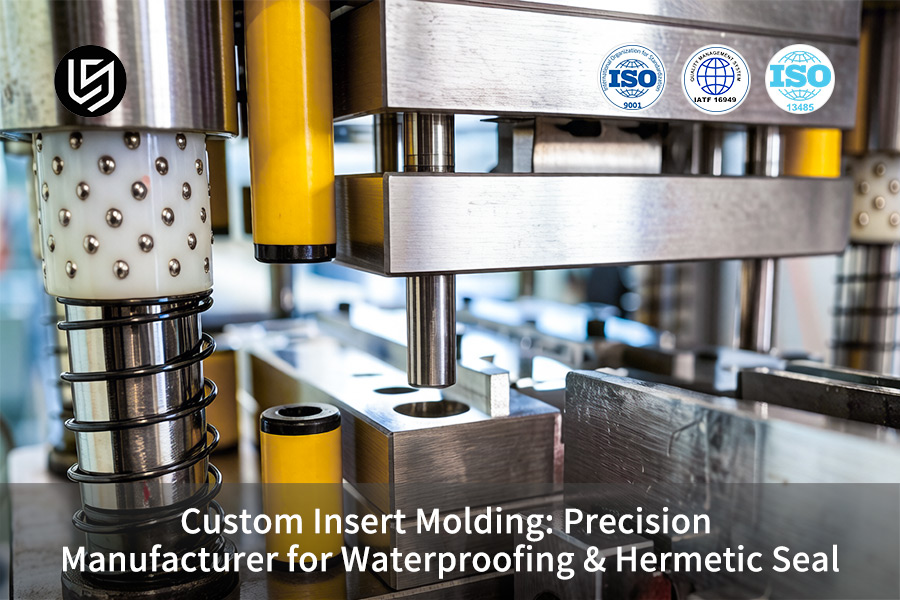
Figura 1: La macchina per lo stampaggio a iniezione inietta materiale termoplastico fuso nello stampo metallico sotto un'elevata pressione di serraggio.
Perché i dispositivi elettronici miniaturizzati non superano i test IP68 senza un'interfaccia di incollaggio precisa?
La tenuta IP68 nei dispositivi elettronici miniaturizzati può fallire a causa di fessure formate dalla dilatazione differenziale dei materiali. La chiave per risolvere questo problema consiste nel perfetto bloccaggio dell'interfaccia tra metallo e plastica . Di seguito, in qualità di fornitore di stampaggio di alta precisione , puoi trovare maggiori informazioni su questo argomento.
Decostruire il guasto: dal micro-spazio al percorso di perdita
Ciò si traduce in confini deboli. Analizzando la superficie a livello microscopico, ci rendiamo conto che l'inadeguato incastro meccanico è la causa principale dei percorsi capillari sotto pressione. A tal proposito, ci concentriamo sullo sviluppo di una tecnica di trattamento superficiale del metallo in grado di migliorare l'incastro meccanico favorendo la penetrazione del polimero, fornendo così la base per il nostro servizio di stampaggio a inserti personalizzato .
Ingegneria laser delle superfici per un interblocco meccanico ottimale
Pretrattiamo gli inserti utilizzando una speciale tecnica di ablazione laser. Questa tecnica genera una morfologia predeterminata, con una rugosità (Ra) compresa tra 0,8 e 1,2 μm . La texture controllata, ottenuta attraverso parametri ottimizzati che bilanciano ancoraggio e sollecitazione , fornisce un'area superficiale adeguata per l'infiltrazione del polimero, garantendoun processo di stampaggio dell'inserto perfetto.
Sinergia di processo per un'interfaccia monolitica
La superficie trattata viene attivata mediante un protocollo avanzato di stampaggio a inserto . Parametri come la temperatura di fusione, la velocità di iniezione e la pressione di compattazione vengono attentamente monitorati e regolati per consentire il flusso del polimero in tutte le microcavità create prima della solidificazione, creando così un contatto interfacciale perfetto che rende lo stampaggio a inserto impermeabile .
Validazione tramite test di durata accelerati e test distruttivi
Abbiamo sottoposto i componenti a test di cicli di pressione superiori a 0,5 MPa e a test di shock termico da -40 °C a 125 °C . Dopo i test, l'analisi microscopica al microscopio elettronico a scansione (SEM) conferma l'adesione tra la parte metallica e il polimero, verificando l'assenza di delaminazione. Il nostro stampaggio a inserti di estrema precisione dimostra l'affidabilità sul campo.
Abbiamo dimostrato che l'affidabilità IP68 è il risultato di un'attenta progettazione, non un semplice vantaggio dichiarato. Grazie all'ingegneria delle interfacce e alla validazione tramite test distruttivi, siamo in grado di offrire una soluzione di stampaggio a inserto robusta che previene efficacemente le perdite e si dimostra affidabile avendo affrontato le cause fondamentali delle stesse.

In che modo la progettazione personalizzata degli utensili può eliminare le linee di saldatura microscopiche?
Le microscopiche linee di saldatura create durante il processo di stampaggio sono un vero e proprio nemico dell'ermeticità, poiché diventano vie di fuga per le perdite. Di seguito, una descrizione dettagliata del nostro approccio sistematico, che va oltre i tradizionali processi di stampaggio e utilizza simulazioni computerizzate per creare stampi personalizzati che prevengono la formazione di tali difetti, garantendouno stampaggio con inserti di tenuta ermetica :
Analisi predittiva: simulare il flusso per individuare il problema
- Metodo: Utilizziamo una simulazione Moldflow 3D completa per studiare il modello di riempimento, la pressione e la temperatura all'interfaccia polimero-metallo .
- Azione: La simulazione individua i possibili siti di formazione della linea di saldatura e i meccanismi di inserimento prima della realizzazione degli utensili.
- Risultato: L'analisi predittiva ci consente ora di progettare in modo proattivo l'ottimizzazione dei canali di iniezione e di alimentazione, passando da un approccio reattivo a un modello di produzione di precisione tramite stampaggio a inserti .
Ottimizzazione del sistema di iniezione: guidare il fronte di fusione
- Problema: Il tradizionale sistema di iniezione a singolo canale fa sì che i fronti di flusso si fondano verso la parte posteriore dell'inserto , con conseguente formazione di linee di saldatura scadenti.
- Soluzione: Utilizzo di un sistema di alimentazione multipla tramite un sistema a canale caldo con valvole di ritegno sequenziali. L'alimentazione viene effettuata in modo tale che un singolo fronte di flusso avvolga l'inserto.
- Risultato: Questo design di stampaggio a inserto mirato garantisce la fusione molecolare del flusso polimerico, prevenendo la formazione di una linea di separazione debole.
Sfiato assistito dal vuoto: espulsione dell'aria intrappolata
- Problema: l'aria o le sostanze volatili intrappolate nell'interfaccia della linea di saldatura creano minuscoli vuoti che compromettono la resistenza del legame.
- Implementazione: Lo sfiato del vuoto localizzato viene ricavato tramite lavorazione meccanica in determinate aree dello stampo, in particolare intorno agli inserti.
- Meccanismo: Prima dell'iniezione del polimero, una pompa a vuoto entra in funzione , rimuovendo l'aria e garantendo un corretto riempimento della cavità e un contatto polimero-metallo ottimale per una tenuta affidabile dello stampaggio a inserto .
Sincronizzazione dei processi per una struttura monolitica
- Controllo: Correliamo la sequenza dinamica di temporizzazione della valvola con la velocità di iniezione e il profilo di pressione , che possono essere regolati con precisione fino a un intervallo di ±0,5 MPa .
- Precisione: Ciò garantisce che tutti i fronti di fusione si uniscano in condizioni di temperatura e pressione perfette, eliminando così le linee di saldatura .
- Validazione: La progettazione del processo viene confermata e definita sulla base di dati empirici ottenuti tramite simulazione, che rappresenta la nostra competenza principale in uno stabilimento di stampaggio di inserti personalizzati .
Questo processo ingegneristico completo, dalla previsione alla sincronizzazione del processo, dimostra che le proprietà ermetiche sono una caratteristica ingegneristica ottenibile grazie all'utilizzo di tecnicheavanzate di stampaggio a inserto . Intervenendo alla fonte delle linee di saldatura, garantiamo un tasso di successo del 99,98% nei test di tenuta all'elio ed eliminiamo qualsiasi problema durante il processo produttivo. Per eliminare le linee di saldatura microscopiche e garantire sigillature ermetiche, inviateci il progetto del vostro componente e dell'inserto per un'analisi predittiva del flusso e un preventivo di produzione garantito.

Figura 2: Un braccio robotico posiziona un inserto in ottone in uno stampo per lo stampaggio a iniezione impermeabile di un connettore.
Quali combinazioni polimero/metallo offrono la massima protezione contro la delaminazione?
La delaminazione ambientale all'interfaccia polimero-metallo è una delle cause più comuni di guasto dei prodotti, dovuta a proprietà termiche incompatibili e scarsa compatibilità chimica. In questo rapporto, presentiamo un approccio scientifico alla scelta dei materiali più adatti, andando oltre i tradizionali elenchi di compatibilità . Analizzeremo in dettaglio quali coppie specifiche sono idonee e come il trattamento delle superfici può garantire una resistenza del legame interfacciale superiore alla resistenza del materiale di base nelle soluzioni per la produzione di inserti impermeabili stampati .
| Principio di selezione | Azione chiave e risultato misurato |
| Strategia di base | Attenersi alla corrispondenza CTE >92% e all'affinità chimica, non alla presunzione. |
| Preparazione dei metalli | L'attivazione superficiale (tramite laser o processi chimici) fornisce la rugosità superficiale Ra di 0,8-1,2 μm, ideale per l'adesione meccanica. |
| Formulazione polimerica | Utilizzare unostampaggio a inserto personalizzato per composti impermeabilizzanti con promotori di adesione per leghe metalliche specifiche (ad esempio SUS316). |
| Abbinamento convalidato | Il processo PPS personalizzato su acciaio inossidabile passivato garantisce una resistenza dell'interfaccia superiore a 25 MPa attraverso cicli termici ( da -40 °C a 125 °C ). |
| Prova di affidabilità | Processo di stampaggio a inserti ad alta precisione, collaudato con oltre 5.000 test senza delaminazione, come evidenziato dall'analisi SEM . |
| Progettazione predittiva | La simulazione FEA viene utilizzata per prevedere le sollecitazioni termomeccaniche necessarie alla progettazione di un processo di stampaggio a inserto specifico per un'applicazione . |
Grazie al nostro database proprietario di combinazioni polimero-metallo collaudate e alla conoscenza approfondita della scienza delle superfici, riusciamo a risolvere il problema principale relativo alla resistenza dell'interfaccia. La nostra tecnologia di stampaggio a inserto ingegneristico ci consente di offrire ai clienti garanzie concrete e basate sui dati contro la delaminazione, aspetto fondamentale per le applicazioni critiche .
Quali intervalli di controllo dei parametri impediscono lo spostamento dei componenti?
Lo spostamento degli inserti durante il processo di stampaggio a iniezione ad alta velocità , in genere superiore a 0,05 mm , può causare il cedimento della tenuta. In questo documento viene descritta una metodologia di controllo del processo precisa, che garantisce che l'inserto rimanga immobile e non si deformi, assicurando così una tenuta ermetica. La soluzione consiste nella profilatura a iniezione multistadio con controllo preciso della temperatura: stampaggio a iniezione ad alta precisione .
Profilazione dell'iniezione a più fasi per il riempimento controllato
L'iniezione a velocità costante non è più la tecnica preferita. Al contrario, il processo viene suddiviso in fasi distinte. Inizialmente, si utilizza un'iniezione a velocità molto bassa ( <10 mm/sec ) per riempire la cavità fino a raggiungere l'inserto, senza però imprimere inerzia al materiale. Successivamente, la velocità di iniezione viene bruscamente aumentata per riempire la cavità rimanente dello stampo. Questo processo di stampaggio a inserto a controllo di precisione sfrutta la fluidodinamica per garantire che l'inserto non venga trascinato via dal flusso del materiale fuso, ed è proprio questo il nostro servizio di stampaggio a inserto OEM .
Sinergia tra temperatura dello stampo e pressione di confezionamento
La temperatura influisce direttamente sulla viscosità e sulla tensione di flusso. Manteniamo una temperatura dello stampo elevata e stabile (tipicamente >100 °C per le materie plastiche tecniche) con una tolleranza di ±1 °C per garantire un flusso di fusione ottimale attorno all'inserto. La successiva pressione di compattazione viene applicata con un impulso basso e costante, anziché con un picco ad alto impatto. Questa combinazione riduce al minimo le tensioni residue e la deformazione plastica dell'inserto, garantendo una tenuta robusta grazie al nostro servizio di stampaggio di inserti personalizzati .
Monitoraggio in tempo reale e controllo a circuito chiuso
La stabilità è un requisito essenziale. I sensori di pressione e temperatura della cavità sono integrati direttamente dopo il punto di posizionamento dell'inserto. Tale configurazione ci consente di monitorare qualsiasi variazione del processo, rendendo possibile un circuito chiuso che garantisce la regolazione automatica della velocità e della pressione di iniezione in base alle necessità. L'attrezzatura automatica per lo stampaggio degli inserti assicura che ogni iniezione sia identica, fissando l'inserto in posizione con una precisione micrometrica.
Utensili di precisione per un posizionamento preciso dell'inserto
Il processo inizia proprio dall'inizio, dallo stampo. Gli inserti vengono posizionati con precisione attraverso apposite sedi e perni di supporto nello stampo, con una tolleranza di +/- 0,02 mm, prima dell'iniezione. Questa precisione meccanica costituisce la base dell'iniezione controllata in fase di processo , risolvendo il problema dello spostamento nellostampaggio a iniezione con inserti a zero difetti .
Questo concetto di controllo end-to-end dimostra che una tenuta al 100% è un risultato garantito dall'ingegneria di processo deterministica, grazie alla comprensione della relazione tra velocità, pressione e temperatura con feedback in tempo reale. In questo modo, si evitano lo spostamento dell'inserto e le relative rilavorazioni . In altre parole, non saranno necessarie lavorazioni secondarie, i cicli di fornitura saranno affidabili e l'affidabilità sarà garantita anche per le applicazioni di stampaggio a inserti di alta precisione più complesse.

Figura 3: Lo stampaggio a iniezione incapsula una serie di contatti metallici argentati all'interno di plastica ABS nera per l'automazione.
Caso di studio: Salvataggio di un progetto di endoscopio medico senza perdite
Un importante produttore di dispositivi medicali ha riscontrato problemi con le impugnature sterilizzabili dei suoi endoscopi, a causa di perdite all'interfaccia metallo-plastica che danneggiavano i moduli ottici. Di seguito viene illustrato come le capacità del nostro produttore di stampaggio di precisione a inserti abbiano risolto il problema per questa applicazione di dispositivi medicali, grazie a metodi deterministici di risoluzione dei problemi:
Sfida del cliente
L'assemblaggio consisteva in un'impugnatura compatta contenente terminali in acciaio inox SUS316L che dovevano essere completamente racchiusi nell'alloggiamento in PEEK tramiteuna guarnizione ermetica stampata a iniezione, in grado di resistere alla sterilizzazione in autoclave fino a 134 °C . Tuttavia, il fornitore attuale si trovava ad affrontare un problema poiché i suoi componenti si sfaldavano dopo soli 50 cicli, causando oltre il 30% di guasti sul campo che potevano costare milioni di dollari in richiami di prodotti e ritardi.
Soluzione di produzione LS
La nostra soluzione ha richiesto una revisione completa del processo attraverso la progettazione per la producibilità (DFM). Gli inserti sono stati rivestiti con il nostro nano-silano CVD brevettato, che garantisce un legame covalente, e successivamente il design dello stampo è stato modificato in un sistema a canale caldo bilanciato a 4 punti di iniezione. Le condizioni operative, che includevano una temperatura dello stampo di 160 °C e una pressione di iniezione di 120 MPa, hanno garantito l'incapsulamento totale prima del test in linea al 100% con elio, eseguito a 0,3 MPa . Tale livello di qualità è garantito dal nostro servizio di stampaggio di inserti personalizzati per applicazioni critiche ad alto rischio .
Risultati e valore
Superando il requisito di 500 cicli in autoclave senza alcun segno di delaminazione, abbiamo consegnato con successo prodotti finali con tassi di perdita inferiori a 1×10⁻⁷ mbar·l/s . Questo progetto di stampaggio a inserto di successo ci ha evitato rischi per milioni di dollari per ogni singolo pezzo e ha garantito alla nostra azienda un contratto esclusivo di 150.000 unità grazie alla comprovata esecuzione dello stampaggio a inserto .
Questo caso rappresenta un ottimo esempio di ingegneria, piuttosto che di produzione tradizionale. Concentrandoci sulla comprensione delle modalità di guasto attraverso la scienza delle superfici e un processo produttivo controllato , non solo abbiamo fornito i componenti, ma abbiamo anche eliminato ogni rischio in termini quantitativi. Questo caso dimostra la nostra competenza come partner per lo stampaggio a inserti in applicazioni critiche, dove l'affidabilità è la priorità assoluta.
Per evitare richiami di prodotti da milioni di dollari e garantire una tenuta a zero perdite, vi invitiamo a consultare i nostri ingegneri per un'analisi dei rischi e una proposta di soluzione collaudata in produzione.

In che modo l'ottimizzazione DFM professionale riduce i rischi di produzione?
Molti ritardi e aumenti di costo si verificano nella fase di progettazione, poiché numerosi piccoli dettagli trascurati portano a problemi di produzione irrisolvibili. Il nostro studio DFM proattivo e gratuito individua tali difficoltà già durante la fase di progettazione dei prodotti e le risolve, trasformando così i prodotti teorici in prodotti realizzabili e affidabili . Questa è una caratteristica intrinseca del nostro servizio di stampaggio a inserti personalizzato .
Integrità strutturale: prevenire cedimenti e deformazioni
- Identificazione del rischio: l'analisi dell'uniformità delle pareti viene effettuata mediante simulazioni del flusso di stampaggio .
- La nostra azione: proponiamo delle modifiche affinché le pareti varino di non più del 15% , mantenendo al contempo un rapporto nervature-pareti adeguato.
- Risultato: Ciò previene ritiri e vuoti interni, garantendo stabilità dimensionale e qualità estetica per un risultato affidabile dello stampaggio a inserto .
Modellabilità: garantire un'espulsione sicura e l'integrità delle caratteristiche
- Problema: Angoli di sformo inadeguati delle nervature di tenuta e delle anime profonde .
- Soluzione: Si consiglia un angolo di sformo minimo di 1,5 gradi e si raccomandano modifiche in base alla consistenza.
- Vantaggio: Ciò eviterà danni ai componenti durante l'espulsione e manterrà intatte le superfici di tenuta, fondamentali per la realizzazione di stampi a inserto personalizzati per l'impermeabilizzazione .
Ottimizzazione dei processi: facilitare il flusso e ridurre lo stress
- Area di interesse: nella nostra valutazione del processo prendiamo in considerazione sia gli angoli interni che la posizione del cancello.
- Modifica principale: si consiglia di aumentare il raggio di raccordo (ad esempio, da R0,2 a R0,5 ) attorno alle scanalature di tenuta.
- Impatto: Il risultato è un flusso del polimero più agevole, una minore concentrazione di stress e un miglioramento sostanziale della qualità del componente finalestampato a inserto ad alta integrità .
Efficienza degli utensili: semplificare la produzione e l'assemblaggio.
- Considerazioni: La geometria del pezzo viene valutata ai fini della progettazione degli utensili.
- Intervento: Si raccomandano modifiche di progettazione per ridurre il consolidamento dei componenti e semplificare le azioni collaterali .
- Valore: I costi degli stampi si riducono e la loro durata aumenta, garantendo una produzione affidabile e rappresentando un'ottima indicazione della qualità del servizio di stampaggio a inserti per OEM .
Questo approccio strutturato al DFM (Design for Manufacturing) trasforma i potenziali difetti in caratteristiche di progettazione ottimali ben prima che venga tagliato l'acciaio. Le nostre raccomandazioni forniscono una soluzione ai problemi di producibilità basata sulla fisica della geometria del pezzo, sulle tolleranze e sul comportamento del materiale . Grazie alla nostra collaborazione, eliminiamo il 90% dei problemi riscontrati durante il processo di produzione.
Perché è obbligatorio un sistema di ispezione in linea completamente automatico?
Nell'industria automobilistica, dove la sicurezza e l'assenza di difetti sono requisiti imprescindibili, il campionamento statistico risulta inadeguato. Secondo i requisiti della norma IATF 16949 e le esigenze degli OEM, l'ispezione in linea completamente automatizzata è l'unico modo per garantire che ogni singolo componente sia conforme alle specifiche. Questo rapporto descrive un sistemadi stampaggio a inserti a ciclo chiuso e completamente verificato , che trasforma il controllo qualità da un punto di controllo a un processo di produzione fondamentale basato sui dati per lo stampaggio a inserti di alta precisione .
| Modulo di ispezione | Funzione principale e standard quantificabile |
| Ispezione tramite visione robotica | La movimentazione robotizzata automatica e l'ispezione visiva verificano ogni dimensione entro una tolleranza di ±0,005 mm . |
| Test di tenuta automatizzati | Il test di pressione differenziale viene utilizzato per verificare eventuali perdite con una sensibilità di 0,1 Pa in caso di validazione dello stampaggio di inserti impermeabili . |
| Controllo statistico di processo (SPC) e controllo di processo | Un meccanismo di raccolta e analisi dei dati in tempo reale garantisce che tutti i parametri critici abbiano un Cpk superiore a 1,67 , rendendo così possibili decisioni di stampaggio a inserto basate sui dati . |
| Tracciabilità completa | Ogni componente è dotato di un proprio DMC (Data Management Code) che ne traccia l'intera storia produttiva e i risultati dei test. |
| Correzione a circuito chiuso | Il sistema regola automaticamente i parametri della macchina in caso di deviazioni dal processo, garantendo così un processodi stampaggio degli inserti certificato . |
Una soluzione così intelligente e completa al problema cruciale affrontato dal cliente garantisce la massima affidabilità, assicurando che ogni prodotto spedito sarà di alta qualità. Non si tratterà di una semplice supposizione, ma di un dato di fatto verificabile. Una tale garanzia di qualità è essenziale per qualsiasi produttore di stampaggio di precisione con inserti . Evitate di rischiare richiami di prodotti con campionamenti statistici. Per eliminare completamente tale rischio, inviateci il progetto del vostro componente per ottenere un report di qualità garantito e un preventivo pronto per la produzione, conforme agli standard IATF.
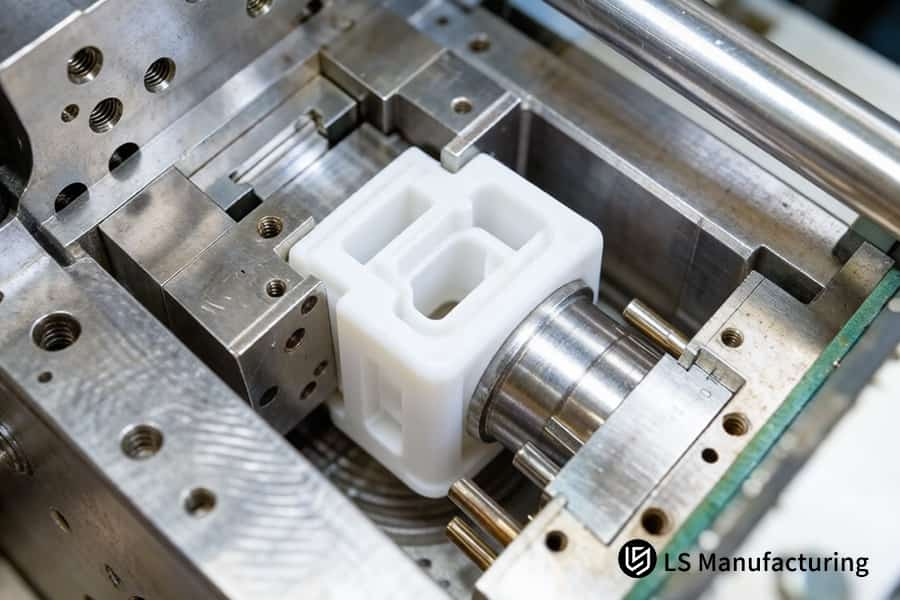
Figura 4: Un'asta metallica si inserisce nella parte in plastica ABS all'interno dello stampo in acciaio per un servizio di stampaggio a inserto personalizzato.
Quali fattori influenzano direttamente il costo dei progetti di stampaggio a cavità multiple?
Sebbene il numero di pezzi influisca sul prezzo, il costo di un progetto di stampaggio multicavità affidabile ed ermetico è determinato principalmente dalla progettazione iniziale e dalla scelta degli utensili, che a loro volta influenzano l'efficienza e l'efficacia della produzione dei pezzi. Per comprendere i costi, è necessario valutare il compromesso tra l'investimento effettuato nello stampo, l'affidabilità e il costo dei pezzi. La comprensione di tali fattori aiuta a scomporre le principali voci che determinano il prezzo dello stampaggio a inserti personalizzato .
Conteggio strategico delle cavità e selezione dell'acciaio per stampi
Determiniamo il numero ottimale di cavità (ad esempio, 8 o 16 ) attraverso un'analisi del ciclo di vita che bilancia il costo degli stampi con il volume di produzione. I progetti ad alto volume giustificano l'utilizzo di acciai di alta qualità come l'S136 temprato, garantendo una durata di milioni di cicli e proteggendo l'investimento negli stampi complessi per lo stampaggio a inserto . Ciò previene costose riparazioni degli stampi a metà produzione e mantiene una qualità costante dei pezzi, riducendo direttamente il costo effettivo per pezzo.
Progettazione di stampi di precisione per la produzione automatizzata
L'efficienza dei costi richiede l'automazione. Nei nostri progetti di stampi , integriamo la robotica e un sistema di guida ad alta tolleranza. In questo modo, automatizziamo il caricamento degli inserti , raggiungendo una precisione di ±0,005 mm , fondamentale per gli elevati tassi di resa necessari a rendere economicamente vantaggiosa la produzione di stampi a inserto in grandi volumi. Una bassa precisione si traduce in sprechi e tempi di inattività, annullando di fatto tutti i vantaggi in termini di costi.
Integrazione dell'elaborazione secondaria per migliorare le prestazioni
Spesso, i componenti sigillati ermeticamente necessitano di processi di post-stampaggio. La nostra metodologia di calcolo dei costi include esplicitamente tutti i processi secondari necessari per garantire che il componente finito soddisfi fin da subito tutte le caratteristiche richieste , senza costi aggiuntivi in fase di post-produzione: questo è fondamentale per instaurare una partnership efficace per i servizi di stampaggio a inserto personalizzati .
Ottimizzazione dei processi per un'efficienza duratura
Il basso costo è il costo di una produzione costante e ininterrotta. Applichiamo i principi dello stampaggio scientifico e del controllo di processo a ciclo chiuso fin dal primo giorno. Ciò garantisce l'assenza di variazioni nei tempi di ciclo e riduce al minimo gli sprechi di materiale, rendendo così prevedibile il costo per pezzo per l'intero ciclo di vita del processo produttivo, definendo il nostro valore come fornitore di stampaggio a inserti personalizzato .
Questo approccio va oltre la semplice quotazione per singolo pezzo, adottando una filosofia integrata di Costo Totale di Proprietà (TCO). Grazie alla progettazione congiunta per l'ottimizzazione del numero di cavità e all'automazione dello stampo e del processo per una maggiore durata, possiamo superare l'ostacolo principale alla riduzione dei costi, mantenendo al contempo gli standard qualitativi di zero difetti necessari per le applicazioni di stampaggio a inserto critiche .
FAQ
1. Qual è la quantità minima d'ordine per i vostri servizi di stampaggio a inserto personalizzato?
Il quantitativo minimo d'ordine (MOQ) per la nostra produzione standard di stampaggio a inserti personalizzati è di 1.000 pezzi per lotto. Oltre a offrire una capacità di produzione di prova flessibile che ci consente di fornire prodotti di stampaggio a inserti di alta precisione anche in piccole quantità (a partire da 100 pezzi ), permettiamo ai team di ingegneri di testare i progetti di tenuta stagna con grado di protezione IP68 già in fase di sviluppo.
2. Come si garantisce l'assenza di perdite in condizioni di alta pressione?
Eseguiamo una convalida incrociata al 100% sui nostri prodotti utilizzando tester di tenuta a pressione differenziale in linea avanzati e rilevatori di perdite a spettrometro di massa all'elio ad alta sensibilità, garantendo che il tasso di perdita critico per ogni componente a tenuta stagna personalizzato rimanga al di sotto della rigorosa soglia di 1×10⁻⁷ mbar·l/s .
3. La spettroscopia di diffusione (LS) può essere d'aiuto nella selezione dei materiali per i dispositivi biomedici?
Sì. Il nostro team di ingegneri può esaminare direttamente i vostri disegni di progetto e consigliare abbinamenti di materiali, come resine biocompatibili quali PEEK e TPU di grado medicale abbinate a metallo SUS316L passivato , ottimizzando la corrispondenza di polarità e dilatazione termica per soddisfare i rigorosi requisiti normativi, come quelli stabiliti dalla FDA.
4. Quali livelli di tolleranza specifici può raggiungere la vostra apparecchiatura per i sensori miniaturizzati?
Grazie all'utilizzo di presse a iniezione completamente elettriche di altissima qualità e alle nostre capacità interne di produzione di stampi a controllo numerico (CNC), siamo in grado di controllare tolleranze dimensionali critiche con precisione microscopica, fino a ±0,005 mm , per garantire un accoppiamento geometrico perfetto nelle applicazioni di tenuta.
5. Come proteggete la proprietà intellettuale del cliente durante il processo di revisione dei disegni?
Prima di ricevere qualsiasi disegno CAD , firmiamo un rigoroso accordo di non divulgazione (NDA) reciproco. Inoltre, memorizziamo tutti i file di progettazione su server sicuri, crittografati e offline, e implementiamo protocolli di celle di produzione isolate per garantire che i vostri progetti proprietari rimangano completamente protetti.
6. Quali sono i tempi di consegna tipici per uno stampo personalizzato e per i campioni?
I nostri tempi di consegna standard per la progettazione e la produzione di uno stampo a iniezione multicavità ad alta precisione sono di 18-25 giorni lavorativi . Forniremo un report DFM (Design for Manufacturability) gratuito entro 48 ore e spediremo i campioni T1 iniziali tramite DHL per la vostra validazione.
7. Come si affronta la discrepanza del coefficiente di dilatazione termica (CTE) tra metallo e plastica?
Utilizziamo la microincisione laser automatizzata o agenti di accoppiamento chimico a base di silano per pretrattare il substrato metallico, creando una struttura di interblocco meccanico microscopica. Questa struttura assorbe efficacemente le sollecitazioni termiche strutturali in un intervallo di temperatura compreso tra -40 °C e +125 °C , prevenendo così la delaminazione interfacciale.
8. Offrite revisioni DFM gratuite per i progetti di impermeabilizzazione?
Certamente. Ogni richiesta inviata a LS Manufacturing riceve un report DFM professionale dettagliato e di più pagine, accompagnato da una proposta di preventivo , meticolosamente preparata dai nostri ingegneri esperti in stampi. Questo report copre una gamma completa di criteri di valutazione critici, tra cui l'uniformità dello spessore delle pareti, le regolazioni del posizionamento del punto di iniezione progettate per evitare linee di saldatura e gli angoli di sformo.
Riepilogo
Lo stampaggio a inserto è una disciplina sistematica che coinvolge la fluidodinamica, la modifica superficiale microscopica e la corrispondenza dei parametri a livello micrometrico, non si tratta di una semplice sovrastampatura. In base ai requisiti di grado IP68, qualsiasi difetto nascosto nel materiale, nello stampo o nel processo può trasformarsi in un fallimento della produzione di massa. LS Manufacturing combina l'esperienza ingegneristica di esperti, linee automatizzate e un sistema di rilevamento delle perdite in linea al 100% per eliminare il rischio di delaminazione, fornendo componenti sigillati di livello industriale per clienti nei settori medicale, automobilistico e della ferramenta.
Evita costosi resi dovuti a perdite dopo l'inizio della produzione. Affidati agli esperti di stampaggio a inserto per garantire la sicurezza del tuo progetto fin dalle prime fasi. Se stai sviluppando un nuovo prodotto o hai problemi con la qualità dei fornitori, clicca qui sotto per caricare i tuoi file CAD 3D (STEP/IGS). Entro 48 ore , il nostro team di ingegneri ti fornirà un report DFM (Design for Manufacturing) gratuito e approfondito (del valore di 500 $) e una soluzione di stampaggio impermeabile/a tenuta d'aria su misura per massimizzare il ritorno sull'investimento.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione, stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


