Swiss type vs multi-axis CNC machining is a serious decision, making dilemma for engineers who work with high-precision parts. Choosing the wrong one is a typical cause of 30%-50% cost overrun, for example, when using multi-axis for slender shafts under φ3mm or Swiss machines for parts having complex cavities. Among other things, this happens due to people instinctively relying on their experience which is often only partial, instead of having a methodical framework to refer to.
LS Manufacturing tackles this major problem head, on. Based on the knowledge drawn from over 500 CNC machining projects, we created a 'Feature-Process-Cost' decision model that is powered by data. This model distinctly outlines the technological application boundaries by giving specific parameters and an easy, to follow decision tree, thus, achieving the best cost and lead time right from the first solution.
Swiss Type VS Multi-Axis CNC Machining: Selection Standard Quick Reference Table
| Criteria | Decision Driver |
| Core Principle | Swiss type is strong in producing ultra-precise long slender parts very quickly, Multi-axis is great for creating complex 3D shapes on compact to medium-sized workpieces. |
| Setup & Volume Logic | Swiss machining has a longer setup time but after that, the per-part speed is unrivaled for very high volumes. Multi-axis provides quicker setups, thus is a better fit for low- to-mid volume complexity. |
| Material & Size Range | Swiss is best for small bar stock (≤32mm). Multi-axis is capable of dealing with a significantly wider range of part sizes and forms of raw material (blocks, forgings). |
| Primary Strength | Swiss: Due to the guide bushing, the support makes the surface finish and concentricity of turned features unsurpassed. Multi-axis: You can have geometric freedom in a single setup like never before. |
| Secondary Operations | Swiss parts are generally finished in one chucking. Multi-axis feature access requires repositioning which increases the number of steps. |
| Cost Efficiency Frontier | Swiss is the first choice for parts that are precision turned at high volumes and can be very economical. On the other hand, multi-axis benefits lower volumes or complex prismatic parts. |
| Our Advisory Role | We look at part geometry, volume, material, and tolerance and take an unbiased approach in recommending the best CNC machining process, sometimes blending both for intricate tasks. |
We fix the tight selection dilemma directly between Swiss type and multi-axis CNC machining. Our deep technical knowledge lets us get through the complicated technology quickly, we produce a straightforward and well, founded recommendation through the test of your CNC machining part's geometry, batch size, and tolerance requirements. Thus, you'll pick the most technically and financially sound process that'll guarantee the quality of the parts, the producing of the highest efficiency, and a good defence of your project budget from the very beginning.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
Swiss type vs multi-axis CNC machining debate, there are a lot of articles. So why this one? We are not theorists but practitioners. Our workshop supports the daily fight with ultra-tight tolerances and complicated geometries, where a wrong process choice might be a case of scrapped parts and blown budgets. If it is a slender shaft in aerospace or a very complicated housing in the medical device, our lives depend on making the right decision from scratch.
The decisions at LS Manufacturing are based on real data and we follow strict standards like ISO 13485 for medical devices and National Institute of Standards and Technology (NIST) benchmarks. We have discovered over the hundreds of projects where Swiss machines perform better for high-aspect-ratio parts and where multi-axis centers are the best for free-form contouring. This practical experience is a great tool of changing hesitant guesses into perfectly clear, cost-effective decisions.
Every component we have shipped to datefrom titanium implants to aluminum prototypes has given us very real and practical lessons: ways to eliminate chatter in thin walls, how to adjust tool paths for Inconel, and ways to measure our speed against accuracy. Our guidance is not just standard theoretical stuff; these are the practical lessons obtained from the factory floor, through which you can avoid the trial-and-error process and get dependable results quicker.

Figure 1: Comparing CNC machining processes for precision alloy steel components in automotive and aerospace manufacturing.
What Is The Fundamental Difference Between A Swiss-Type Automatic Lathe And A Multi-Axis Machining Center?
Choosing the right precision CNC machining process for a complex component is of prime importance. The fundamental difference between Swiss type and multi-axis CNC machining is in their core motion philosophy: moving the part versus moving the tool. This paper quantifies their respective capabilities and thus by that means directly assists engineers to make a process selection that is both cost effective and technically sound.
| Aspect | Swiss Type Lathe (e.g., Star SR-20RIII) | Multi-Axis Machining Center (e.g., 5-Axis DMG Mori) |
| Machining Principle | "Part moves, tools are fixed"; the main and sub-spindles move in Z-axis to present the workpiece to stationary tools. | "Tools move, part is fixed/indexed"; the cutting tool moves in multiple axes while the workpiece is held on a rotating table (A/C axes). |
| Ideal Part Profile | Very suitable for parts with a high length-to-diameter ratio (>5:1) and small diameters (Ø2-32mm) that require back-side operations. | Perfect for parts with complex 3D contours, sculpted surfaces, undercuts, and angled features such as impellers or housings. |
| Primary Strength | The highest level of concentricity (typically ≤0.005mm) and extremely fast (~0.5 sec) tool changes allowing single-setup production of turned parts. | The best geometric freedom to create complex shapes and deep cavity milling, thus very high levels of operational integration can be achieved. |
| Key Performance Metric | Best suitable for high-volume CNC machining of slender, rotationally symmetric components present where concentricity is the feature of first importance. | Best suitable for low-to-medium volume CNC machining of prismatic parts where complex geometry challenge is the main one. |
The main selection factor is the dominant shape of the part: rotational symmetry is a Swiss type machining feature, whereas complex 3D contours require multi-axis CNC machining. At LS Manufacturing, we solve this Swiss type vs multi-axis CNC machining dilemma by leveraging our project database to make data-driven recommendations. Such a fact, based approach basically eliminates the risk of cost overruns and delays, thus providing clear guidance for high-value CNC machining applications in the competitive aerospace, medical, and automotive industries.

What Part Features Clearly Indicate That Swiss Machining Should Be Selected?
Choosing the right precision part machining process is a significant factor in determining the cost and quality. The main focus of this article is on the specific characteristics of parts that indicate when to choose Swiss, explaining how this method addresses the main manufacturing problems to reach a higher level of efficiency and accuracy.
Managing High Length-to-Diameter Ratios
When it comes to very thin parts such as miniature shafts or pins with an L:D ratio over 8:1, traditional lathes have problems with deflection and vibration. The Swiss machines guide bushing offers essential support right next to the cutting tool, thus allowing stable, deep cuts on small diameters. This is a direct answer to the problem of efficiently machining delicate, bar-fed parts without chatter or tool pressure deformation, thus maintaining straightness and dimensional consistency, which is very important in high-volume CNC machining of such parts.
Guaranteeing Extreme Concentricity and Roundness
Parts that need a very high degree of coaxiality (<0.01mm) between multiple turned features, sensor housings or valve stems, for example, fundamentally become single setup philosophy problems. Doing all the primary and secondary operations in a single chucking completely gets rid of the inherent error due to multiple fixture setups. We accomplish this, amongst other things, by using the integrated sub-spindle for a smooth part transfer and back-working, which is one of the core strategies for mission-critical precision part machining.
Integrating Complex Secondary and Back-Side Operations
Parts with multiple rear features like cross holes, back taper, threading, etc. are a real pain when it comes to time and alignment in a multi-step process. The Swiss cell, with its driven tools and sub-spindle, is used to mill, drill, and tap these features right after primary turning. This integration approach helps to avoid the problem of fixture re-alignment, cuts non-cut time drastically, and ensures that the feature location is perfect relative to the primary datum, which is a great advantage in complex CNC machining projects.
This guidance is the result of systematic production outcome analysis and not a theoretical comparison. For parts characterized by slenderness, strict concentricity, and multi-step features, we use Swiss CNC machining to produce integrated, single-setup production. This tried and tested method not only directly removes the secondary setup error but also speeds up the throughput and gives the exact deterministic precision necessary in demanding medical, automotive, and aerospace applications.
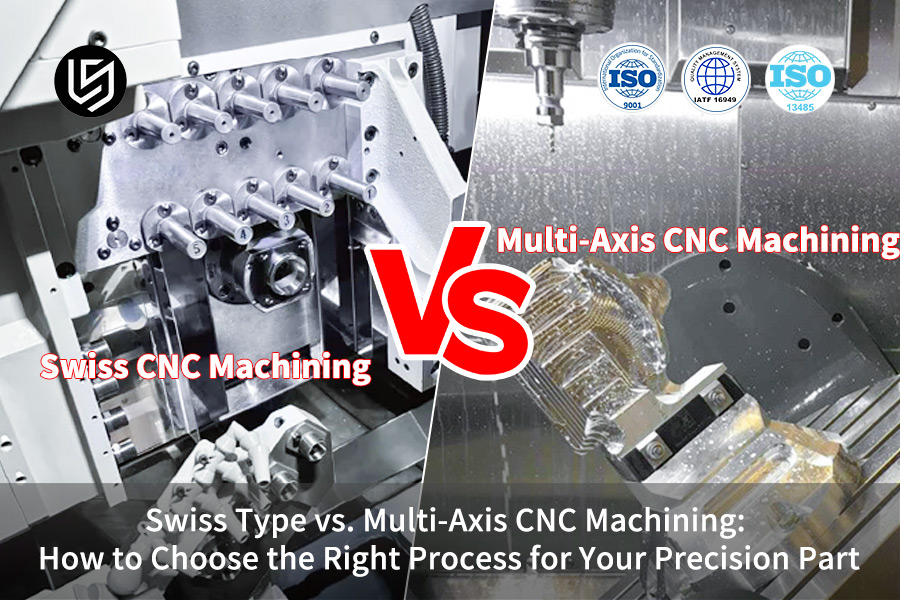
What Types Of Part Structures Must Be Machined Using Multi-Axis Linkage?
Certain parts shapes or structures can be very challenging to manufacture using traditional methods that are simply not capable of solving the problems associated with these shapes. The below article explains in details our unique engineering approach to multi-axis CNC machining as a means of overcoming these fundamentally inevitable designing challenges:
Machining Complex, Contoured Surfaces in a Single Setup
- Challenge: To manufacture fluid and continuous surfaces such as turbine blades or molds with complicated shapes.
- Our Solution: We use continuous 5-axis toolpath interpolation.
- Technical Implementation: Our CAM programming maintains optimal tool orientation via constant scallop-height toolpaths.
- Case Point – Turbine Blade: 5-axis milling services control the tool dynamically for machining a twisted airfoil profile without gouging.
Precision Machining of Non-Orthogonal Features & Deep Cavities
- Challenge: Making the accurate angled holes or accessing the sidewalls of deep cavities.
- Our Solution: We tilt the workpiece so that the spindle is normal to the angled feature.
- Technical Implementation: We set the tool from a tilted plane in order to be able to freely move and access the real feature axis.
- Result: This high-precision CNC machining method is able to achieve ±0.025mm position tolerance for complex part features without the necessity for secondary fixtures.
Complete Machining of Multi-Sided Components in One Fixturing
- Challenge: Working on parts that have five or more sides for operations.
- Our Solution: We make one fixture that lets the whole part be accessed for full machining.
- Technical Implementation: Our method involves clash-proof toolpath planning allowing safe, fast multi-face operations.
- Value Delivered: Such CNC machining solutions help shorten lead time by 40% and increase feature-to-feature accuracy.
This technical documentation portrays how deeply we understand technology through the real methods we use and not just our words. We put our spotlight on the critical stepsstrategic fixturing, exact CAM, and strict operationsthat uncover solutions for tough manufacturing problems, thus giving the most reliable advanced CNC machining techniques for very complicated parts.

Figure 2: Comparing Swiss and multi-axis CNC machining for high-tolerance alloy parts in precision engineering.
How Do Their Actual Capabilities Compare In Terms Of Precision And Surface Finish?
In order to determine the most suitable machining process one must first understand very well its precision and finish capabilities. Here is a document that makes a direct, data-centric precision comparison between Swiss machining vs CNC turning as well as multi-axis milling, focusing on measurable performance that can be used to make high-stakes manufacturing decisions. The most important points are given below:
| Comparison Dimension | Swiss-Type Machining | Multi-Axis CNC Machining |
| Dimensional Accuracy (Radial) | Turned diameters show superior stability (±0.005mm) as a result of high rigidity and minimal thermal distortion. | Contour scanning accuracy is generally at a higher level for intricate 3D profiles. |
| Positional Accuracy / Concentricity | Single chucking has allowed a rotary parts absolute advantage of (<0.01mm) which is very important to high-precision CNC components. | Accuracy depends on the setup method; secondary fixture lead to error accumulation. |
| Surface Finish (Ra) | On turned exteriors, Ra 0.8µm or better is more consistently achieved; fine surface finish is a stable process. | Ra 0.4µm can be reached, but requires an optimized stepover and toolpath strategy on milled surfaces. |
| Production Stability (Example: Ø20mm shaft) | Mass production CPK of 1.67 shows a higher process capability in this case. | The two-setup milling method can only reach a CPK of 1.33 for the same feature. |
This analysis empowers clients to make informed selections between these advanced CNC machining processes. We supply essential information that resolves application issues: limiting the source of errors; choosing the process that is most trustworthy for critical tolerances; and measuring the quality targets to be achieved. It can be a conclusive technical argument for competitive, high-technology manufacturing cases.
How To Evaluate The Economic Balance Point Of Two Processes From A Batch Size Perspective?
The determination of the most economical manufacturing tactic necessitates an examination of the relationship between the complexity of the part and the number of pieces to be produced. This paper exposes our route in carrying out a CNC machining process comparison to reveal the exact batch size at which the change in process economics occurs, thus providing decision support based on data:
Analyzing Cost Structure for Low-Volume Production (1-50 pcs)
We've circled around non-recurring costs in our cost analysis of small batches. We demonstrate with figures how Swiss machining's integrated process getting rid of the need for secondary fixtures and setup can lead to a total cost decrease of 15-25% compared to multi, axis solutions, simply by handling and scrap reduction through a lesser number of operations.
Modeling High-Volume Economics for Dedicated Solutions (>5000 pcs)
Our focus in the analysis turns to marginal cost once the batch size becomes large. We sketch out situations for parts that are capable of being automated with dedicated solutions, where a bigger initial outlay for a special CNC production cell might allow for a cheaper unit price than Swiss machining, if the shape of the part is suitable for high-speed, continuous production.
Identifying the Break-Even via Dynamic Cost Modeling
Using a cost model of our own design that takes all input variables into account, we locate the volume point at which costs are equalized. With this, a clear confrontation is drawn that the Swiss solution is still the most efficient for the committee between 50-500 pieces, thus opening the way to the best CNC machining solutions.
This analytically grounded CNC process comparison stands as a solid base for cost breakdown to clients. We plan the choosing economically challenge by forecasting fixed and variable costs, thus resulting in a highly reliable technical machining assessment for the right investment in competitive manufacturing.
How Does Material Selection Affect Your Decision Between Swiss And Multiaxis?
The machinability of a material significantly changes the economic and technical feasibility of Swiss type versus multi-axis CNC machining processes. Here is our analytical methodology, which associates the material selection with the best machining process decision based on challenges that each material might present:
Optimizing Process for Free-Machining Materials
- Material Examples: Brass, free-cutting steel, aluminum alloy.
- Our Technical Approach: Use high RPM of Swiss machine (up to 30, 000) and integrated tooling.
- How We Solve the Challenge: We apply "turn-instead-of-grind" finishing techniques. This allows the production of complex, small diameter parts in a single setup at maximum feed rates, thus significantly reducing cycle time for high-volume CNC production.
- Client Benefit: We bring extreme efficiency and the lowest unit cost to high-volume orders of connector pins or surgical screws blanks.
Selecting Strategy for Difficult-to-Machine Alloys
- Material Examples: Titanium (Ti-6Al-4V), Inconel, hardened steels (>45 HRC).
- Our Technical Approach: Multi-axis CNC machining centers are our first choice because of their better stiffness, the availability of high-pressure coolant (70+ bar), and the control of the toolpath is flexible.
- How We Solve the Challenge: For a titanium orthopedic plate, we define trochoidal milling paths that allow the tool to be engaged constantly and the heat to be dissipated. This advanced CNC machining technique can elevate tool lifetime up to 80% compared to the traditional method thus limiting the cost and securing the integrity.
- Client Benefit: By solving the issue of thermal damage and excessive tool wear, we can precision and reliability in machining high-strength, temperature-sensitive alloys.
Our Decision Framework: Analyzing Key Material-Driven Variables
- Our Analysis Process: We analyze the factors which are specific to the material itself: work hardening tendencythermal conductivitychip formation characteristics.
- How We Solve the Challenge: Going for a slim Inconel shaft, we predict thermal growth and deflection. Through our study, it may be that Swiss machining is very limited in parameter setting, in this case, multi, axis would be a more versatile CNC machining solution even though it requires extra setups.
- Client Benefit: We offer a data-supported machining process decision that puts process stability, final part quality, and total cost of ownership ahead of raw speed.
Our approach delivers an ultimate guide for how to choose CNC machining process. We fix the puzzles that are specific to a material by using physics-based strategiesfrom high-speed turning to controlled trochoidal milling thus guaranteeing a perfect process selection in terms of performance, quality, and cost.
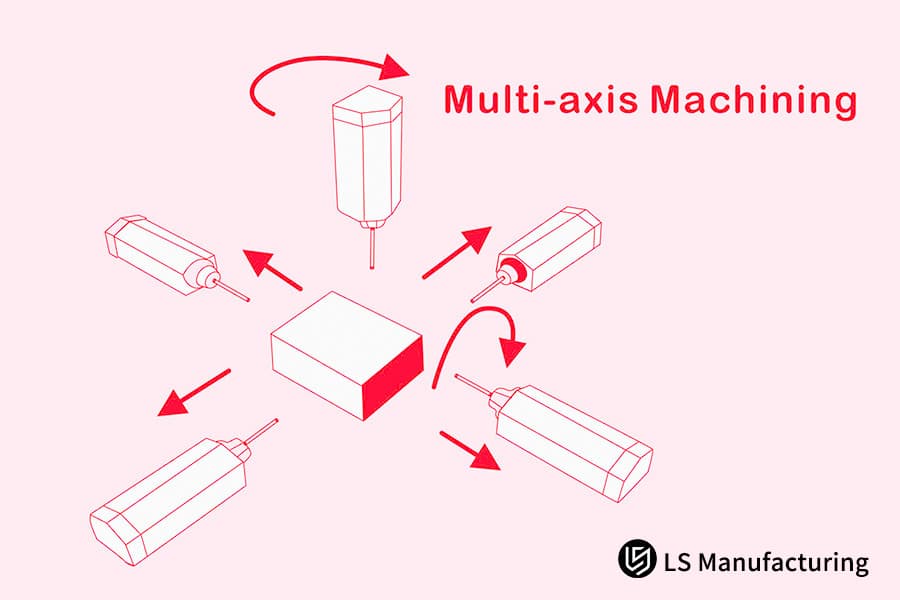
Figure 3: Illustrating multi-axis CNC machining of an alloy steel workpiece for precision engineering and manufacturing applications.
LS Manufacturing Medical Device Industry: Multi-Process Integration Production Project For Implantable Titanium Alloy Bone Screws
This LS Manufacturing medical case highlights how we addressed the challenge of producing a very accurate orthopedic titanium screw by means of innovative hybrid manufacturing. It also shows our capability of creating custom CNC solutions for complicated medical components.
Client Challenge
The medical device client was in need of bulk manufacturing of a φ4.5mm, Grade 5 Titanium (Ti-6Al-4V ELI) bone screw with 6g thread tolerance and a burr-free hexagon drive feature. Their original method of using only multi-axis milling services was inefficient for the length thin shaft, causing the tool to wear very quickly, a high unit cost of ¥85, and only a 92% yield because of the need for secondary fixturing for the head geometry. This situation significantly delayed their product launch timeline.
LS Manufacturing Solution
We designed a precision machining fusion: the screw shaft and threads were made on a Tsugami Swiss type lathe for excellent concentricity, then one single 5-axis CNC machining setup was used to mill the complicated head features. This split-process method took the best capability of each machine high-speed precision turning and flexible multi-axis contouring thus no secondary part handling was required.
Results and Value
The integrated process was able to lower the unit cost to ¥62, increase the final yield to 99.5%, and reduce the lead time by 40%. Thus, the client got reliable production, significant cost savings, and a shorter time, to, market of their critical implantable device, thereby our hybrid manufacturing methodology was strategically valued.
This case is a good example of our technical engineering approach: after analyzing the component features, we split and merged the most effective processes in an intelligent way. We offer manufacturing solutions that are both highly efficient and at the same time, can meet extremely specific cost, quality, and timeline requirements for very demanding and high-value CNC machining medical applications.
Unlock peak efficiency and precision for complex parts with our intelligent hybrid Swiss and multi-axis CNC solutions.

Why Is A Supplier With Both Process Capabilities A Better Choice?
It is sometimes a mistake to guess the right manufacturing supplier based on recommendations that are biased due to limited capabilities. Here is our data-driven approach leveraging both Swiss type and multi-axis technologies which can be a perfectly unbiased "how to choose CNC machining supplier" guide, therefore, a really optimal one-stop solution can be found:
Conducting Unbiased Parallel Process Analysis
- Our Method: We take your 3D model and import it into different CAM setups for the Swiss and multi-axis strategies.
- How We Solve It: Our engineers run virtual machining simulations on both platforms concurrently.
- Direct Client Benefit: This gives a direct comparison of cycle times, tool consumption, and potential yields, thereby fully removing any guesswork.
Employing Advanced Simulation for Total Cost Modeling
- Our Tools: We are equipped with specialized software modules that enable clash detection, toolpath optimization, and dynamic material removal analysis.
- How We Solve It: We simulate the machining of titanium for a complex medical part in thermal conditions by using both a Citizen Swiss machine and a DMG Mori 5-axis center.
- Direct Client Benefit: This advanced CNC machining analysis method anticipates tool wear and the potential for quality issues at each route, thereby creating a realistic total cost forecast.
Delivering a Quantified Decision-Support Report
- Our Deliverable: We deliver a comparative report that illustrates the number of setups, the estimated machine hours, and the cost per piece at different volumes.
- How We Solve It: In the report, we determine the technical breakeven point of machining on the Swiss visually. The breakeven point is where Swiss efficiency overtakes multi-axis flexibility.
- Direct Client Benefit: Clients, who receive a clear, fact, based justification for the chosen process, can rest assured that the precision CNC services they are investing in are the most efficient ones.
Our dual-capability platform perfectly solves the inherent supplier bias problem. We provide the unbiased, simulation-validated data that identifies the paramount most efficient as well as reliable CNC machining partner for your precise component, hence, it is the engineering economics rather than the equipment limitations that dictate the decision, making process.
Figure 4: Illustrating multi-axis CNC machining complex motion paths for precision medical and aerospace component manufacturing.
How Can I Obtain Accurate Process Analysis And A Quote For Your Part?
Acquiring an accurate and harmonious CNC machining quote requires a substantive, comprehensive, and data-driven procedure. The present document reflects our straightforward procedure for transforming your part data into a neutral, practical analysis that will ensure the selection of the optimum manufacturing method in terms of quality, cost, and delivery time.
Submitting Comprehensive Part Data for Analysis
To start your analysis, you need to send a 3D model (STEP/IGES), material specs, key tolerances, surface finish requirements, and annual volume. This thorough data set gives our engineering team the go, ahead to perform a free DFM analysis within 4 hours, revealing any manufacturing issues and optimizations before pricing begins, thus, paving the way to a production that is not only viable but also highly efficient.
Executing DFM and Parallel Process Simulation
Our team undertakes a thorough CNC process simulation of both the Swiss type and multi-axis methods from your part model. We verify tool accessibility, compute different cycle times, and identify potential quality issues that are inherent to each CNC machining method. At this point, theoretical costing is discarded as the stage provides a realistic performance forecast and points out the problem areas of the production routes.
Delivering a Comparative Technical & Quotation Package
We present a summary of our investigation in a clear report, recommending three solutions: a Swiss based solution, a multi-axis strategy, and a hybrid option if viable. Each revision of the cost is unambiguous with a breakdown, offering a lead time estimate and first pass yield expected. So, making a decision as a precision part supplier, you have all the necessary information at your disposal.
This thorough analytical and engineering process reflects our philosophy of partnership through technology and problem, solving. By granting data-driven comparative insights, we help solve the major process choice challenge, thus making LS Manufacturing your reliable CNC machining partner, whose dedication extends to the success of your project.
FAQs
1. Can a Swiss machine machine process non-circular cross-section parts?
Yes, it is possible. If the machine is equipped with a power milling tool, it can perform polygonal shapes, flat sections, eccentric holes, and other features. Nevertheless, complex three, dimensional curved surfaces are still the realm of multi-axis CNC machining tools.
2. What is the minimum machining capacity of a multi-axis machining center? Can it process small parts?
Yes. But the productivity is lower compared to that of a Swiss machine. When machining small parts with a diameter less than φ2mm, the fixture design and tooling of multi-axis machine tools become more difficult and more likely to chatter. Thus, it is generally recommended for diameters >5mm.
3. What is the typical material utilization rate when choosing Swiss machining?
Very high, usually up to 70%-85%. Since it is bar stock that is used, only cutting waste is generated, so it is especially suitable for precious metal machining. Multi-axis machining, however, starts from block stock, and the material utilization rate is generally 30%-60%.
4. What are the differences in typical delivery times between the two?
For standard components, the Swiss solution generally can give a 1-2 days faster first, piece lead time than multi-axis solutions, because the Swiss has more focused processes and fewer clamping operations. Swiss cycle time is also more stable and controllable in mass production.
5. Which process is more suitable for the prototyping stage?
Swiss prototyping can verify the dimensional chain faster if the major features are rotating bodies, whereas if the major features are complex curved surfaces, multi-axis prototyping has to be used. LS Manufacturing provides rapid prototyping services and can figure out the best route for different features.
6. How does LS Manufacturing protect my design intellectual property?
We sign NDA agreements, handle project documentation with encryption at all stages, and segregate production areas in order to guarantee the security of information right from drawings to goods. This principle, in fact, is at the base of providing services to high-end manufacturing clients.
7. For medium-volume batches (several hundred pieces), how do I finalize the choice?
We suggest small, batch trial production (50 pieces per each). Compare actual yield, labor time data, and total cost. LS Manufacturing can offer trial production comparison services, so the data can speak for itself.
8. Do you charge for your decision-making advice?
No, we do not charge any fees. Our process analysis and solution comparison service based on the drawings and requirements you provide is completely free. If you are ready to evaluate your project costs, you can get an instant CNC machining quote from our engineering team to establish a long-term, mutually trusting cooperative relationship.
Summary
Selecting between Swiss-type lathes and multi-axis CNC machining is a systems engineering choice based on part traits, precision, materials, batch size, and TCO. Understand each limit: Swiss lathes excel in precision for small rotating parts; multi-axis machining dominates complex geometries. Best solutions come from partners like LS Manufacturing, with full-process capabilities to tailor comprehensive solutions beyond single-process constraints.
Upload your precision part drawings now and receive a free "Swiss vs. Multi-Axis Process Comparison Analysis Report"! LS Manufacturing's senior process engineers will conduct an in-depth manufacturability analysis (DFM) for your part within 4 hours, generating a customized report including detailed cost analysis, expected precision CNC machining comparison, and delivery time assessment for both processes. Let data drive your decisions and take the first step towards optimizing your supply chain and reducing costs.
Select the optimal process with our hybrid Swiss and multi-axis CNC expertise for precision and cost efficiency.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


