
CNC-Fräsdienste für Kupfer stoßen häufig auf große Schwierigkeiten, wie z. B. die Werkzeughaftung von reinem Kupfer, die zu einer Verkürzung der Werkzeugstandzeit um 60 % führt, die Oberflächenrauheit von Messing sinkt auf Ra3,2 und Berylliumkupfer wird um mehr als verformt 0,1 mm nach der Wärmebehandlung. Derartige Hindernisse führen zu Ausschussquoten von über 12% und zu Kosten, die 40% höher sind als bei der Stahlbearbeitung. Der Hauptgrund ist die Verwendung stahlbasierter Parameter bei Kupfermaterialien.
Verschiedene Strategien können das Gesicht von CNC-Fräsdienstleistungen für Kupfer völlig verändern. Mit Hilfe von 12 Jahren Erfahrung und einer Bilanz von 183 Projekten bieten wir materialspezifische Werkzeuge, Parameteroptimierung und Kostenkontrolle. Diese umfassende Methode steigert nicht nur die Effizienz um 50 %, sondern senkt auch die Kosten um 30–45 % und stellt somit eine direkte Lösung für die Probleme dar, die mit der Kupferbearbeitung verbunden sind.

Kurzreferenztabelle für Kupfer-CNC-Fräsdienste
| Abschnitt | Das Wichtigste in Kürze |
| Materialeigenschaften | Kupferlegierungen (z. B. C11000, C10100) und reines Kupfer werden aufgrund ihrer hervorragenden elektrischen/thermischen Leitfähigkeit ausgewählt. |
| Bearbeitungsfähigkeit | Das Leistungsspektrum reicht vom Prototyping bis zur Massenproduktion komplexer Teile mit hochpräzisen Geometrien. |
| Präzision und Toleranz | Hochpräzise Fräsfunktionen ermöglichen das Erreichen extrem enger Toleranzen, normalerweise von ±0,01 mm bis ±0,05 mm. |
| Oberflächenveredelung | Verschiedene Nachbearbeitungstechniken zur Oberflächenverbesserung (z. B. Polieren, Plattieren, Beschichten) werden angeboten. |
| Qualitätssicherung | Eine umfassende Prüfung mit hochtechnologischen Messgeräten (KMGs, optische Komparatoren) garantiert, dass das Produkt den Anforderungen entspricht. |
| Designunterstützung | Bereitstellung von Konstruktions- undDFM-Studien (Design for Manufacturing), um das Teiledesign für die Bearbeitung zu erleichtern. |
| Gemeinsame Anwendungen | Wird häufig bei der Herstellung von elektrischen Komponenten, Kühlkörpern, EDM-Elektroden und RFI/EMI-Abschirmteilen eingesetzt. |
Wir konzentrieren uns auf die Herstellung von hochpräzisen Kupferteilen mit komplexen Geometrien, die eine entscheidende Rolle im elektrischen und thermischen Management spielen. Die Bandbreite unseres Angebots beschleunigt den gesamten Produktentwicklungsprozess vom Prototyp bis zur Produktion und gewährleistet gleichzeitig höchste Qualität und Zuverlässigkeit. Wir liefern eine schlüsselfertige Lösung, die die Komplexität Ihrer Lieferkette reduziert und Teile bereitstellt, die den strengsten Leistungskriterien entsprechen.
Warum diesem Leitfaden vertrauen? Praxiserfahrung von LS-Fertigungsexperten
Es gibt so viele Artikel über die Kupferbearbeitung, warum sollte man sich dann die Mühe machen, diesen zu lesen? Wir sind keine Theoretiker, sondern Praktiker. Alle hier gegebenen Ratschläge stammen nicht aus einem netten Laborexperiment, sondern aus unserem Shop – einem realen Kampf gegen harte Legierungen, knappe Fristen und komplexe Designs. Unser Leitfaden wurde durch Erfahrung getestet und bewährt und entspricht daher den hohen Standards von Organisationen wie ASTM International und dem National Institute of Standards and Technology (NIST).
Wir haben Teile bearbeitet, bei denen ein Fehler im Wärmemanagement eine ganze Serverfarm zum Stillstand bringen könnte und bei denen ein Fehler im elektrischen Kontakt eine wichtige Montagelinie stoppen könnte. Von der Prototypenerstellung bis hin zur vollständigen Produktion haben wir jedes Mal viel gelernt: wie man die besten Werkzeugwege für klebriges reines Kupfer erhält, wie man mit Hitze umgeht, damit die Materialeigenschaften nicht beeinträchtigt werden, und wie man Qualitätsprüfungen durchführt, die den vom NIST anerkannten mindestens gleichwertig sind.
Dieses Handbuch ist eine Zusammenfassung des gesammelten Wissens über diese Schützengräben. Wir bieten ausführliche Beschreibungen der praktischen Techniken, die die Kombination kostensparender Maßnahmen mit der äußerst anspruchsvollen Präzision ermöglichen, die für HF-Wellenleiter oder Luft- und Raumfahrtanschlüsse erforderlich ist, und beziehen uns dabei auf die von ASTM International zertifizierten Materialspezifikationen. Wir haben es durch Übung herausgefunden und unsere Tipps sollen Ihnen dabei helfen, das nächste Projekt ohne Sorgen und Zweifel zu meistern.
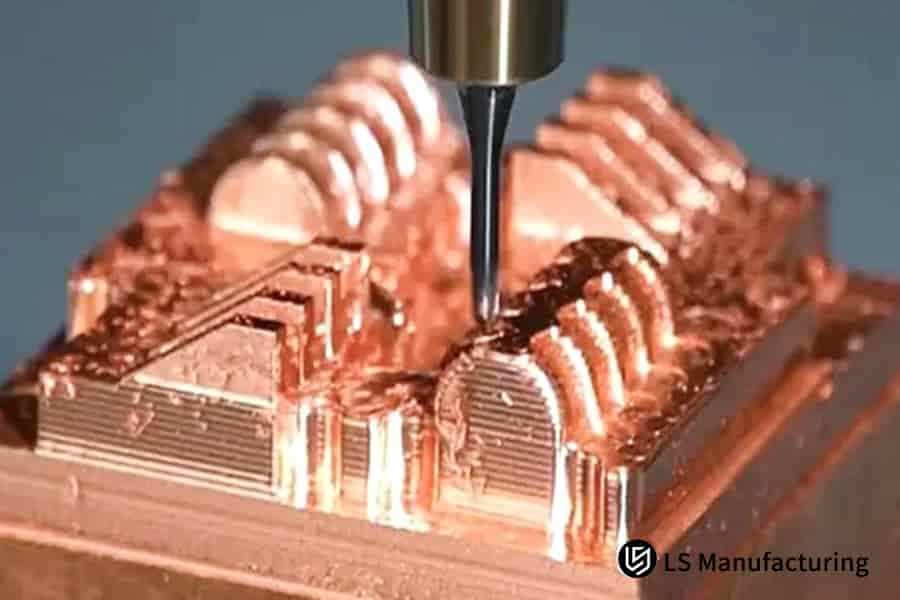
Abbildung 1: Anwendungen zur Herstellung kundenspezifischer Kupferteile und Prototypenentwicklung.
Was sind die grundlegenden Unterschiede in den Mahleigenschaften verschiedener Kupferlegierungsmaterialien?
CNC-Fräsdienstleistungen für Kupfer, die erfolgreich Ergebnisse liefern, insbesondere wenn sie in kleinem Maßstab durchgeführt werden, müssen gut durchdacht und durchdacht sein, da ein falscher Ansatz zu Werkzeugverschleiß, schlechter Oberflächengüte und Ausschuss führt. Diese Diskussion zeigt die Unterschiede im Verhalten der beiden Kupferlegierungen während des Bearbeitungsprozesses auf: Reines Kupfer (C110) und Berylliumkupfer (C172). Der Hauptzweck besteht darin, Ingenieuren und Einkaufsmanagern datengestützte, praktische Empfehlungen zur Prozessoptimierung, Kosteneinsparung und Teilequalitätssicherung in CNC-Fräsanwendungen zu geben.
| Aspekt | Reines Kupfer (C110) | Berylliumkupfer (C172) |
| Primäre Herausforderung | Sehr duktiles und wärmeleitfähiges (~400 W/(m·K)) Material, das zu Materialanhaftungen und Abrieb an den Schnittkanten führt. | Extreme Härte (HRC 38-42) und Abrasivität führen zu schnellem Freiflächenverschleiß und die Schnittkräfte sind sehr hoch. |
| Optimale Werkzeuggeometrie | Werkzeuge müssen mit einem hohen positiven Spanwinkel (20-25°) konstruiert sein und Messingnuten sollten für eine effiziente Spanabfuhr poliert sein. | Werkzeugkanten sollten stark, gut geschliffen und mit speziellen Beschichtungen (wie AlTiN) ausgestattet sein, um Abrieb zu widerstehen und die Kanten scharf zu halten. |
| Schlüsselschneideparameter | Hohe Spindelgeschwindigkeiten sollten mit moderaten Vorschüben unter Minimum Quantity Lubrication (MQL) kombiniert werden, um Hitze und Adhäsion zu kontrollieren. | Niedriger bis mittlerer und hoher Zyklus (80-120 m/min) mit kontinuierlichen und gut kontrollierten Vorschubgeschwindigkeiten können zur Steuerung von Schnittkräften und Wärmeerzeugung verwendet werden. |
| Bewährte Optimierung | Die Überprüfung der Materialdatenbank von LS Manufacturing zeigt, dass die richtige Spanbrechergeometrie die Produktivität bei der Bearbeitung von reinem Kupfer um mehr als 60 % verbessern kann. | Die Verwendung einer segmentierten Schneidstrategie für Berylliumkupfer hat die durchschnittliche Werkzeuglebensdauer von 15 auf 45 Teile in unserer Großserien-CNC verlängert Fräsbearbeitungen. |
In diesem Bericht stellen wir ein Strategieauswahl-Framework vor, das die intrinsischen Materialeigenschaften nutzt, um die Wahl einer Strategie voranzutreiben: für reines Kupfer, Bekämpfung von Adhäsion und für Berylliumkupfer, verschleißfeste Bearbeitung. Hier bieten wir Lösungen mit Kupferbearbeitung Präzisionskomponenten, die neben der Verwendung exakter Werkzeug- und Parameterstrategien auch direkte Kosteneinsparungen und eine Verbesserung der Teilezuverlässigkeit in hochwertigen, hochpräzisen CNC-Frässzenarien
ermöglichen
Wie löst man die Probleme des Werkzeugklebens und der Aufbaukantenbildung bei der Bearbeitung von Kupfermaterial?
Präzisionsfräsen von Kupfer, das effizient und effektiv ist, erfordert, dass die anhaltenden Probleme der Materialhaftung und der Schaffung der gebauten Oberkante (BUE) ordnungsgemäß gelöst werden. Wenn dies geschieht, leidet die Oberflächenqualität, die Werkzeuge verschleißen schneller und es kommt zu Fehlern bei der Maßmessung. Unsere Methodik basiert auf einem integrierten Ansatz, der fortschrittliche Werkzeuglösungen, präzises Wärmemanagement und Parameteroptimierung kombiniert, um zuverlässige, qualitativ hochwertige Ergebnisse zu liefern. Dieses Dokument beschreibt die technischen Gegenmaßnahmen:
Erweiterte Werkzeugauswahl und Beschichtungstechnologie
Die wichtigste Schutzmaßnahme besteht darin, Werkzeuge mit Nano-Komposit-Beschichtungen auszustatten, die extrem glatt sind und eine sehr geringe Reibung aufweisen (Reibungskoeffizient ≤ 0,3). Diese beschriebenen Beschichtungen sowie polierte Spanflächen verringern vor allem die Anhaftungsneigung von Kupferspänen an der Schneidkante. Dieser fokussierte CNC-Fräsen-Ansatz geht direkt auf die Beseitigung der allerersten Anhaftungen ein, die zur BUE-Bildung führen, wodurch ein ununterbrochener Spanfluss gewährleistet und somit die Form des Werkzeugs geschützt wird.
Strategische Kühlung und präzise Temperaturregelung
Wir nutzen Hochdruck-Kühlmittelsysteme (≥7 MPa), die direkt auf die Span-Werkzeug-Schnittstelle ausgerichtet sind. Dieser leistungsstarke Strahl entfernt effektiv Späne, unterbricht den Schweißeffekt und hält die Temperatur der Schneidzone entscheidend unter 150 °C. Diese sorgfältige Wärmeregulierung ist für das Präzisionsfräsen von Kupfer-Teilen von entscheidender Bedeutung, da sie verhindert, dass das Material duktil wird, was die Hauptursache für Adhäsion ist, und somit der Bearbeitungsprozess stabil wird.
Optimierte Werkzeuggeometrie und Bearbeitungsparameter
Neben den Beschichtungen wird auch die Geometrie des Werkzeugs präzise angepasst. Der Einsatz von Werkzeugen mit kontrollierten negativen Spanwinkeln (-5° bis -8°) erhöht die Festigkeit der Schneidkante. Zusammen mit den optimierten komplexen CNC-Fräsmaschinen werden dadurch die Schnittkräfte und die Kontaktbelastung gesenkt. Unsere Forschung zeigt, dass diese Mischung das Auftreten von BUE um 80 % verringern kann, was zu stabileren Prozessen und besser verarbeiteten Teilen führt.
Dieser integrierte Ansatz aus drei Elementen: beschichtetes Werkzeug, leistungsstarke Kühlung und Parameteränderung zielt auf die grundlegenden Ursachen von Adhäsion und BUE ab. Wir produzieren konsistentes Präzisionsfräsen von Kupfer mit vorhersagbarer Werkzeugstandzeit und ausgezeichneter Oberflächenqualität (Ra <0,8 μm wird konstant erreicht), wodurch ein zuverlässiger technischer Vorteil für geschäftskritische Anwendungen geschaffen werden kann, bei denen Zuverlässigkeit im Mittelpunkt steht.
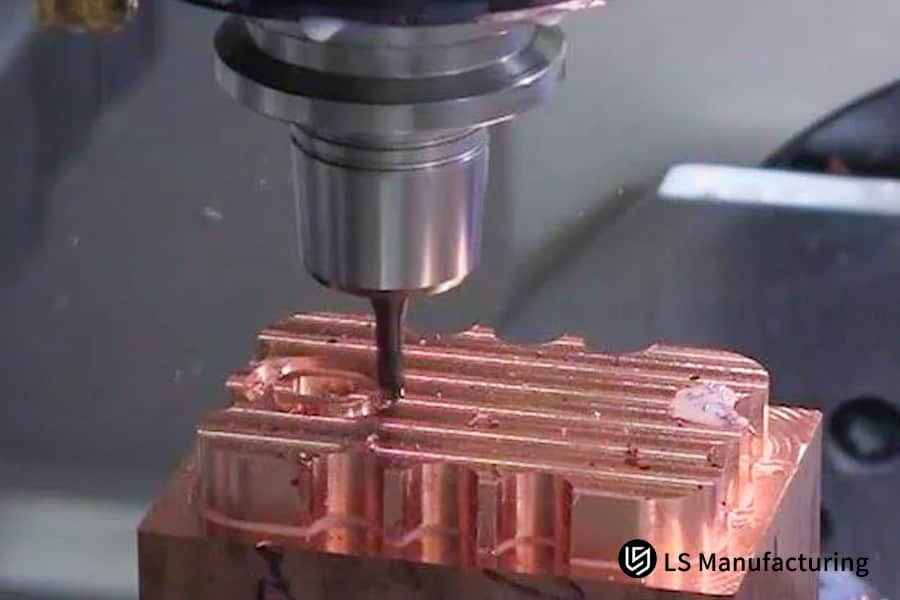
Abbildung 2: Fräsen einer hochpräzisen Kupferkomponente zur Prototypenbearbeitung und Demonstration der Lieferantenfähigkeit.
Wie kann eine Verformung bei der Bearbeitung dünnwandiger Kupferteile auf 0,02 mm reduziert werden?
Die Bearbeitung dünnwandiger Kupferteile ohne Verformung aufgrund von Schnittkräften und thermischen Spannungen ist ein wichtiges Anliegen, wenn es darum geht, Toleranzen unter 0,02 mm zu erreichen. Wir haben ein umfassendes Präzisionsbearbeitung-Protokoll entwickelt, das Prozessinnovation, analytische Simulation und kontrollierte Umgebungen kombiniert und unsere Lösung für dieses Problem darstellt. Im Folgenden finden Sie eine kurze Beschreibung der wichtigsten technischen Punkte unserer Strategie:
Innovative Prozessstrategie und -sequenz
Unser Ansatz basiert darauf, das interne Stressmanagement durch eine mehrstufige Strategie zu durchbrechen.
- Symmetrische Bearbeitung: Um das Material zu entfernen, programmieren wir das Werkzeug so, dass es auf beiden Seiten des Merkmals gleichzeitig arbeitet, sodass die Restspannungen während Hochgeschwindigkeits-CNC ausgeglichen werden Fräsen.
- Stressabbau-Zwischenprodukte: Wir betten strategisch Intervalle zum Stressabbau in der Mitte des Prozesses ein und verhindern so, dass die letzten Präzisionskupferfräsphasen aufgrund angesammelter Spannungen verzerrt werden.
Erweitertes Spann- und analytisches Spanndesign
Das Vorrichtungsdesign muss für die Verformungskontrolle oberste Priorität haben.
- Flexible Mehrpunktunterstützung:Wir implementieren kundenspezifische Vorrichtungen, die miteiner einstellbaren, konformen Unterstützung ausgestattet sind, die dazu beiträgt, den Klemmdruck gleichmäßig zu verteilen und so das Risiko lokaler Verformungen zu eliminieren.
- FEA-optimierte Lösungen: Mithilfe der Finite-Elemente-Analyse werden die Kräfte beim Spannen und Schneiden vor der Produktion simuliert. So können wir die Stützstelle und den Druck perfektionieren und so sicherstellen, dass selbst die ultradünnwandigen Komponenten stabil sind.
Proaktives Wärmemanagement und Kühlung
Wärmekontrolle ist eine Voraussetzung zur Verhinderung der Wärmeausdehnung.
- Kühlung bei niedriger Temperatur: Wir nutzen eine kontrollierte Kühlmitteltemperatur und einen gerichteten Fluss, um einen stabilen, niedrigen thermischen Zustand im Werkstück während komplexes Kupferfräsen.
- Isotherme Bearbeitung: Diese Technik reduziert die thermischen Gradienten auf nahezu Null. Dadurch verhält sich das Material vorhersehbar und die Abmessungen der in einer Charge hergestellten Teile bleiben konsistent.
Durch die Kombination von Spannung, ausgewogenen Werkzeugwegen, FEA-geprüfter Spannvorrichtung und isothermer Prozesskontrolle sind wir in der Lage, dünnwandige Kupferteile mit Verformungen von weniger als 0,015 mm und einer Chargenausbeute von mehr als 98 % herzustellen. Solch ein hohes Maß an technischer Raffinesse bietet einen absolut überzeugenden Wettbewerbsvorteil für Anwendungen, bei denen geometrische Stabilität auf höchstem Niveau erforderlich ist.
Welche Schlüsselfaktoren beeinflussen die Kosten für das CNC-Fräsen von Kupferteilen?
Eine genaue Kostenprognose für CNC-Fräskostenfaktoren ist für die Projektbudgetierung und strategische Beschaffung von entscheidender Bedeutung. Diese Analyse identifiziert und misst die drei wichtigsten Kostentreiber bei der Kupferbearbeitung: Material, Werkzeuge und Arbeit. Das Verständnis ihres Gewichts ermöglicht eine gezielte Kostenoptimierung und ermöglicht Value-Engineering-Entscheidungen, um maximale finanzielle Effizienz ohne Qualitätseinbußen zu erzielen.
| Kostenkategorie | Quantitative Wirkung und Optimierungsfokus |
| Materialkosten | Üblicherweise machen die Materialkosten 45-60% der Gesamtkosten aus; Bei großvolumigen CNC-Fräsprojekten liegt der Schwerpunkt der Optimierung auf der strategischen Rohlingsgröße und der Schachtelungseffizienz, um Abfall zu reduzieren. |
| Werkzeuge und Verbrauchsmaterialien | Diese machen 15–25 % der Kosten aus; Der Hauptpunkt besteht darin, die Werkzeugstandzeit durch den Einsatz speziell entwickelter Geometrien/Beschichtungen und Prozessoptimierung drastisch zu erhöhen und so die Kosten pro Teil direkt zu senken. |
| Bearbeitungszeit (Arbeit/Overhead) | Dieser Teil macht 20-30% der Kosten aus; Der Hauptgrund für die Erzielung dieser Effizienz besteht darin, die Zykluszeit durch den Einsatz optimierter Parameter und fortschrittlicher Hochgeschwindigkeits-CNC-Frästechniken zu verkürzen. |
| Auswirkungen der integrierten Optimierung | Die Simulation von LS Manufacturing zeigt, dass durch die Kombination der Auswirkungen der Werkzeuglebensdauerverlängerung (um 50–80 %) und der Bearbeitungsparameteroptimierung die Gesamtprojektkosten um 30–45 % gesenkt werden können. |
Dieser Artikel entschlüsselt Kostentreiber mit quantifizierbaren Daten und präsentiert so eine Roadmap für eine gezielte CNC-Fräskostenoptimierung. Wir gehen die Probleme unserer Kunden an, indem wir einen zielgerichteten Value Engineering-Ansatz liefern, der die Optimierung des Materialverbrauchs, die Verlängerung der Werkzeuglebensdauer und die Reduzierung der Bearbeitungszeit umfasst, um die Gesamtbetriebskosten von Präzisionskupferkomponenten effizient zu senken. Der Einsatz eines solchen datengestützten Ansatzes ist ein Muss für eine wettbewerbsfähige Beschaffung in hochtechnischen, kostensensiblen Projekten.

Abbildung 3: CNC-Fräsen eines hochpräzisen Kupferteils für die Prototypenentwicklung und Herstellungskostenanalyse.
Wie kann die Produktionsstrategie für Kupferkomponenten optimiert werden, vom Prototyping bis zur Massenproduktion?
Der Teufel steckt im Detail, wenn es darum geht, die Bearbeitung von Kupferprototypen in eine Batch-Produktion umzuwandeln, die effizient ist, d. h. ein ideales Gleichgewicht zwischen Geschwindigkeit, Kosten und Qualität erreicht. Eine unzureichend optimierte Produktionsstrategie führt zu längeren Entwicklungszyklen und höheren Stückkosten. Durch einen schrittweisen Prozess kombinieren wir verschiedene Prozessaspekte, um so den Wert zu maximieren und eine reibungslose Skalierung zu ermöglichen. Der zugrunde liegende Ansatz ist in drei vorwärts gerichtete Phasen unterteilt:
Rapid Prototyping: Funktionsvalidierung erreichen
In erster Linie ist diese Phase so eingerichtet, dass sie so schnell wie möglich abläuft, um eine schnelle Designiteration zu unterstützen. Wir verwenden generische Werkzeuge und relativ aggressive, aber dennoch stabile Parameter für das Hochgeschwindigkeits-CNC-Fräsen. Ziel ist es, innerhalb von 3-5 Tagen Funktionsteile zur physischen Überprüfung von Form, Passform und Funktion herzustellen. Auf Basis der gewonnenen Daten werden Details zu Zykluszeiten und Werkzeugleistung für die nächste Produktionsstrategie-Phase vorgehalten.
Pilot Batch: Prozessverfeinerung und Kostenbenchmarking
Die Designvalidierung ist abgeschlossen. Daher verlagert sich der Prozessschwerpunkt auf die Optimierung durch Kleinserienfertigung. Auf der Grundlage der Prototypendaten überarbeiten wir die Schnittparameter, wählen die besten Werkzeuge aus und richten die erste Qualitätskontrollbasis ein. Der komplexe Kupferfräsprozess wird in dieser Phase stabilisiert, Engpässe werden abgetrennt und die tatsächlich wiederholbaren Kosten pro Teil, die für eine vollständige Produktionsprojektion verwendet werden können, werden ermittelt gegründet.
Großserienproduktion: Kostenoptimierung bei großen Mengen
Für ausgereifte Großaufträge setzen wir auf spezielle Vorrichtungen, spezielle Werkzeuge und optimierte Arbeitsabläufe um. Die Implementierung von Strategien wie der optimalen Chargengröße (30–100 Stück) maximiert die Geräteauslastung und minimiert den Einrichtungsaufwand. Dieser dedizierte Ansatz, unterstützt durch unsere Produktionsanalysen, erreicht zuverlässig die angestrebte Kostenreduzierung von 25–35 % im Vergleich zur nicht optimierten Skalierung.
Durch die Einbeziehung von Prozessprioritäten in Produktionsphasen wie Geschwindigkeit, Verfeinerung und dann Effizienz sind wir in der Lage, die Bearbeitung von Kupferprototypen wirtschaftlich auf die Serienproduktion zu skalieren. Wir werden kürzere Entwicklungszeiten, vorhersehbare Kosten und einen nahtlosen Volumenanstieg mit sich bringen. Damit verschaffen wir dem Markt einen entscheidenden Vorteil im Bereich der Präzisionskupferkomponenten.
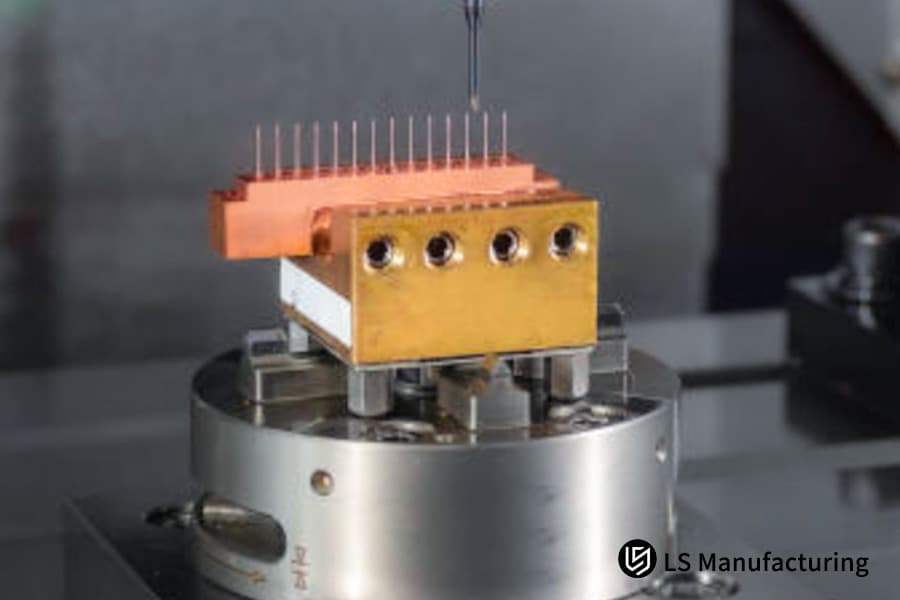
Abbildung 4: CNC-Fräsen einer Präzisionskupferkomponente für die Prototypenbearbeitung und die Herstellung kundenspezifischer Teile.
LS Manufacturing New Energy Vehicle Industry: Kundenspezifisches Projekt für Kupferwicklungsendkappen für Motoren
Diese Fallstudie zu einem neuen Energiefahrzeug beschreibt eine kritische Fertigungsherausforderung im Zusammenhang mit dem hochpräzisen CNC-Fräsen einer Motorkupferendkappe. Der Kunde hatte Probleme mit der Produktionsvorlaufzeit und den Produktionskosten, da thermischer Verzug, das Problem, das sein Lieferant bei der Bearbeitung von Kupfer-Endkappen hatte, der Hauptgrund war. Die Lösung war eine kleine Verbesserung der Kühlstrategie:
Kundenherausforderung
Der Kunde, ein führender NEV-Hersteller, wollte einen Motor Kupfer-Endkappenbearbeitung mit einem Durchmesser von 200 mm und einer kritischen Ebenheitstoleranz von 0,02 mm. Ihr vorheriger Lieferant verursachte jedoch bei der Bearbeitung eine thermische Verformung, die nur zu einer Ebenheit von 0,08 mm und einer Abriebrate von 30 % führte. Dies gefährdete direkt den Zeitplan für ihr Projekt und ihre Motorenmontage aufgrund der unzuverlässigen Teileversorgung und der steigenden Kosten.
LS-Fertigungslösung
Wir haben eine kundenspezifische CNC-Fräslösung eingeführt, die hauptsächlich auf der kryogenen Bearbeitung unter Verwendung eines Kühlstrahls aus flüssigem Stickstoff direkt am Anwendungspunkt basiert. Diese innovative Kühlmethode hielt das Werkstück auf sehr kontrollierte Weise auf einer sehr niedrigen Temperatur und machte so die Wärmeausdehnung vernachlässigbar. Gleichzeitig verwendeten wir eine neue 12-Punkt-Lokalisierungsvorrichtung und änderten die Spindelparameter, um ein stabiles, vibrationsfreies Fräsen zu erreichen, was die direkte Lösung für das Verzugsproblem darstellte.
Ergebnisse und Wert
At the end of the day, part flatness was repeatedly maintained within 0.015mm that was beyond the specification. The part qualification rate went up to 99.2%, thus, no waste was produced. The reliable production process greatly helped the client cut down their delivery cycle by 40% and at the same time, ensured cost savings of 1.2 million RMB on a yearly basis by securing on-time assembly and eliminating the cost of scrap.
This project is a perfect illustration of how we operate when faced with complex thermal challenges in precision copper milling. Through the targeted development and implementation of a cryogenic production process, we were able to offer measurable reliability and cost savings. It also reflects our technical competence in fulfilling the requirements of mission-critical components in the highly competitive electric vehicle industry.
Struggling with thermal distortion in copper milling affecting your yields? Let our proven cryogenic machining process replicate this precision for your project.

How To Evaluate The Technical Capabilities Of A Copper Component Supplier?
Hiring a CNC copper machining supplier for your project is not just about comparing quotes but also about a detailed forensic technical assessment of their problem-solving capabilities. The real pros show their abilities by delivering quantifiable results in solving difficult problems rather than sharing a broad list of equipment. A thorough supplier selection process should at least include:
On-site Process Verification & Capability Audit
We suggest that you personally inspect the supplier's factory for those critical precision tasks.
- Live Thin-Wall Machining Demo: You should ask them to machine a copper test piece with a 0.8mm thin-wall in order to immediately verify their low-distortion copper milling skills.
- Key Metric: The flatness of the final component has to be ≤0.025mm, which will be a direct measure of their skill in handling clamping forces, toolpath strategy, and thermal management.
Evaluation of Specialized Tooling and Material Database
One indicator of technical depth is their add, on investment in process-specific resources.
- Dedicated Copper Tooling Library: Check whether the supplier has a well, maintained copper tool library with tools that have geometries and coatings specifically optimized for the different copper alloys, a factor that is very important for achieving consistent high-quality copper milling.
- Parameter Database: An experienced supplier will make use of historical machining data to accurately predict and optimize performance for new projects, thereby minimizing trial and error.
Review of Documented Case Studies and Problem-Solving
Past performance is the best guide. Look their project history through the lens of documented cases.
- Complex Case Studies: Ask for detailed reports of previous projects where thermal distortion control, deep cavity milling, or ultra surface finish need were involved.
- Solution Breakdown: Understand how they identified the situation, worked on the solution, and resulted in measurable improvements of yield, accuracy, or cost.
We are addressing the major issue of supplier selection by publishing a framework of evidence, based audit here. It not only distinguishes the copper machining supplier's capability for distortion control, the handling of special tooling, and complex precision copper milling, but also confirms the technical competence of the manufacturer for the production of high-value components.
How Does The Online Quoting System Accurately Calculate The Cost Of Machining Copper Parts?
Conventional cost estimation for custom copper parts generally tends to be slow and inaccurate as it depends highly on manual calculations which often overlook essential factors. We provide a data-backed online quotation engine which interprets a complex technical specification into an accurate and up-to-date pricing. The fundamental value of the system resides in its capacity to simulate actual production costs with more than 96% accuracy, thus revolutionizing RFQ (Request for Quotation) processes:
Multi-Variable, Data-Driven Cost Algorithm
The system doesn't limit itself to simple volume calculations but it applies dynamic coefficients to the main cost drivers. For example, it automatically assigns specific material factors (e.g., 2.2x for beryllium copper, 1.5x for pure C110) and precision factors (e.g., 1.8x for IT6, grade features). It also performs an analysis of a 3D model to attach a complexity factor to features that need specialized high-precision CNC milling strategies, thus the proposal will truly reflect the machining effort.
Real-Time Integration of Process Parameters
Upon receiving a part file and a set of requirements from a user, the system first conducts a manufacturability analysis. It consults a stored database of very tight process parameters that have been proven for various copper alloys to carry out a simulation for cycle time. This in, depth method of CNC machining cost estimation takes into consideration aspects such as tool wear rates, the necessary machine features, as well as finishing operations, and thus provides a detailed cost breakdown within three minutes.
Validation and Continuous Accuracy Improvement
Data from every finished production project is sent back to the quoting algorithm. This closed, loop system constantly compares the initial copper parts quote prediction with the real production costs and time. This machine learning mechanism adjusts the cost coefficients and logic, thereby preserving the platform's accuracy level of ≥96% and making sure that the quotes are both competitive and trustworthy for planning purposes.
We address the problem of unpredictable budgeting by giving immediate, transparent cost estimation that is firmly based on real production data. Our system provides accurate online quotation for custom copper parts, allowing clients to make quick sourcing decisions with certainty, prevent budget overruns, and optimize their procurement process for complicated components.
Why Choose LS Manufacturing As Your Copper Component Processing Partner?
Choosing a copper milling manufacturer requires a partner who can turn material challenges into dependable results. Our partnership value is based on demonstrated execution, specialized resources, and data-driven optimization that continually hits the critical metrics. The major differentiators are:
Deep Material Expertise & Process Stability
- Proven Experience: 12 years and 183 dedicated copper projects have allowed us to thoroughly understand adhesion, thermal management, and precision CNC milling for high-volume CNC milling demands.
- Quantifiable Result: The knowledge accumulated over time is a direct factor in securing a 98.8% first-pass qualification rate, which aligns with partners' project timelines and results in less validation cycles.
Specialized Technical Arsenal for Precision
- Dedicated Tooling Library: A proprietary collection of 56 specialized tool geometries and coatings is one of the assets that we have specially developed for the unique machining characteristics of various copper alloys.
- Targeted Application: This lets us immediately, optimally select tools for each feature, be it for minute details in electrical component milling or heavy roughing, thus, preserving efficiency and surface quality.
Systematic Cost Optimization & Value Delivery
- Data-Driven Process Refinement: Our massive historical project database is being regularly scrutinized to find the best possible ways for improving parameters, tool life, and workflow efficiency.
- Direct Client Benefit: The methodical approach to production cost analysis enables the team to consistently hit 30% plus cost savings over standard industry practices, which in itself translates into real financial value for 86 served clients.
We deliver on the core partnership challenge by offering high, yield production and systematic cost reduction that are predictable. With our method, which is supported by specialized tooling and empirical process data, we lay down an unquestionably reliable basis for sourcing complex copper components. This level of technical excellence makes us a strategic copper milling manufacturer for mission, critical, cost, sensitive applications.
FAQs
1. What is the minimum wall thickness for copper part machining?
The lowest thickness of a wall for normal machining is 0.3mm, while with special treatments it can be 0.2mm. LS Manufacturing offers a machining feasibility study.
2. How difficult is it to machine copper of various materials?
Pure copper > Beryllium copper > Brass. LS Manufacturing provides customized solutions for machining according to the characteristics of the material.
3. What is the minimum surface roughness of copper parts?
With precision CNC milling, Ra0.4μm can be achieved, and after polishing, it can be Ra0.1μm.
4. How is dimensional stability ensured during copper part machining?
We have developed several methods for mass production where the dimensional variation is ≤0.015mm. These include releasing the internal stress, keeping the temperature constant during machining, and using special clamping solutions.
5. Do you provide post, processing services for copper parts?
We offer a wide range of post-processing services such as electroplating, passivation, and polishing to cater to the different application requirements of our customers.
6. What is the typical lead time for small-batch copper part machining?
An initial batch of samples takes from 5 to 7 days while a small batch takes between 10 and 15 days. Moreover, our expedited service is always at your disposal for rush orders.
7. How can copper part machining costs be reduced?
This can be done through a combination of multi-dimensional approaches such as material selection, process changes, and batch size optimization, which can lead to cost savings of 30-45%. You can easily estimate your specific manufacturing project expenses by using our online instant custom copper parts quote system.
8. What are the quality inspection standards for copper part machining?
It means the complete set of tests for dimensional accuracy, geometric tolerances, surface roughness, and conductivity.
Zusammenfassung
CNC milling of copper materials needs a complete professional process technology system and scientific cost control methods. By thoroughly understanding material properties, fine, tuning the processing parameters, and accurately managing the costs, the perfect combination of quality and cost can be realized. LS Manufacturing professional copper part machining solutions are therefore able to provide customers with a full range of services from technical consulting to mass production.
Send us your copper part drawings now and get your exclusive "Copper Material Machining Process Optimization and Cost Analysis Report"! LS Manufacturing copper part machining specialists will break down machining challenges, give parameter optimization suggestions, and provide cost, saving solutions. Contact us to get a free copper part DFM analysis to help you optimize your design!
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing ist ein branchenführendes Unternehmen. Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


