
맞춤형 금속 용접 서비스는 고정밀 산업용 부품 생산에서 가장 중요한 단계 중 하나입니다. 이는 열 관련이 가장 적은 금속 가공 방법입니다. 즉, 용접 주변의 매우 얕은 열 영역(HAZ), 작업물의 파손이 극히 최소화, 재료의 물리적 특성이 명목상 변경되는 것을 의미합니다. 따라서 이러한 용접은 기본적으로 미세한 작업의 HAZ 깊이를 0.2mm 이하로 조절할 수 있습니다.
고압 유체 장비 제조에서 열을 제어하고 이에 따른 미세 구조 변화를 제어하는 것은 큰 과제입니다. 기존 용접의 열 입력은 제어할 수 없고 이로 인해 결국 금속 미세 구조가 악화되고 가공물이 파손되는 결과를 낳기 때문입니다. LS제조에서는 체계적인 프로세스 시스템을 통해 스테인레스강 및 티타늄 합금 용접 시 라인 에너지 조절, 마이크로 스텝 용접, 강제 냉각만으로 금속 취성 문제를 해결하고 있습니다. 아래 부분에서는 저위험 용접의 전체 구현 계획을 공개합니다.

맞춤형 저위험 금속 용접을 위한 핵심 공정에 대한 간략한 개요
이 장에서 저자는 주요 공정 요소, 기술 표준, 저HAZ 용접 구현 결과에 대한 요약을 제공하므로 엔지니어와 구매 직원이 주요 기술 측면을 신속하게 이해하고 일반적인 공장 선택 함정을 피할 수 있습니다.
<테이블 스타일="테두리 축소: 축소; 너비: 100%; 테두리 너비: 1px; 테두리 색상: #000000; 높이: 351.375px;" border="1">주요 사항
- 용접 라인 에너지는 HAZ(열 영향부) 제어에 영향을 미치는 가장 큰 이유입니다. 열 입력 = (U I) / v 공식을 사용하여 용접 라인 에너지를 0.4 kJ/mm만큼 낮게 맞춤화해야 합니다.
- 냉각 속도와 툴링이 주요 지원 요소입니다. 뒷면에 고압 아르곤 가스 보호 기능이 있는 높은 열전도율 구리 백킹(유량 15L/min)을 결합하면 용접 냉각 속도를 30% 이상 높일 수 있습니다.
- 레이저 용접은 고에너지 밀도 용접 서비스를 위한 최고의 옵션입니다. 레이저 정밀 용접은 얇고 복잡한 맞춤형 부품을 사용하는 경우 기존 TIG에 비해 열 영향을 받는 영역을 65% 줄일 수 있습니다. 따라서 저 HAZ 용접을 위한 최고의 기술 경로로 간주됩니다.
맞춤형 금속 용접 서비스를 위한 열 영향부 제어 분야에서 LS Manufacturing의 전문 기술을 신뢰하는 이유는 무엇입니까?
전문적인 프로세스 축적과 측정된 데이터는 낮은 HAZ 용접 품질을 보장하기 위한 주요 단계를 구성합니다. 신뢰할 수 있는 제조업체는 정밀 공작물의 용접 실패 위험을 완전히 방지할 수 있습니다. 업계 실무에 대한 지식을 심화함으로써 우리 팀은 정밀 용접 공정 최적화에 대해 잘 알고 있으며 수백 건의 고압 유체 장비 용접 프로젝트를 수행했습니다.
티타늄 합금 용접 공정에 대한 3개월 반복 테스트를 예로 들면, 온도를 제어하면 작업물의 실패 가능성을 최대 90%까지 극적으로 줄일 수 있습니다. 이렇게 하면 AWS D1.6 강철 구조물 용접 사양. 우리의 모든 프로세스 매개변수는 최고의 업계 표준을 준수하며 ISO 15614 용접 절차 인증 지침을 엄격히 준수합니다.
기술적으로 말하면, 대부분의 용접 실패의 주요 원인은 모재의 문제보다는 부적절한 열 입력 제어입니다. 자체 개발한 냉각 장치 및 매개변수 모델의 도움으로 다양한 합금 용접 공정에서 과도한 HAZ 문제를 직접 해결합니다. 이것이 바로 우리가 스테인리스강, 티타늄 합금, 이중강과 같은 최상급 재료로도 작업하는 이유입니다.
우리 팀의 현장 테스트에서 얻은 비밀 데이터에 따르면 공정 후 최적화를 통해 부품의 인장 강도가 모재 표준의 98% 이상으로 안정적으로 유지되어 기존 용접 재료의 약화 문제를 완전히 해결할 수 있는 것으로 나타났습니다.
<인용문>견고한 실제 테스트 경험과 규정을 준수하는 프로세스 시스템은 맞춤형 금속 용접 서비스의 품질을 포괄적으로 보장하여 대량 생산 시 결함을 방지합니다. 저 HAZ 용접의 실제 효과를 직관적으로 이해하려면 언제든지 성공적인 정밀 부품 용접 사례 연구를 확인하여 프로젝트 요구 사항을 신속하게 충족할 수 있습니다.

표준 맞춤형 금속 용접 서비스가 열 영향부의 위험한 성장을 통제하지 못하는 이유는 무엇입니까?
기존 맞춤형 금속 용접 서비스는 고전류대여, 저속 기존 TIG 또는 MIG 방법을 사용하므로 매우 높은 열 입력(1.2 이상)이 발생합니다. kJ/mm). 시간이 지남에 따라 이러한 과도한 열이 발생하면 열 영향부(HAZ)가 더 거칠어지고 입계 부식이 발생하며 재료가 25% 이상 약화될 수 있습니다. 여기서는 금속 과학의 관점에서 기존 용접의 문제를 논의하고 용접이 정밀 부품에 적합하지 않은 주된 이유를 명확히 합니다.
고온 곡물 열화 메커니즘
입자 안정성은 용접 부품 성능의 품질을 위한 전제조건입니다. 고품질 맞춤형 금속 용접 서비스는 높은 온도에서 발생하는 결정립 변화를 면밀히 관찰하는 데 효과적이며 금속 용접 결정립 미세화는 더 나은 금속 조직학적 조건을 달성할 수 있는 탁월한 방법입니다.
모재가 800℃~1200℃의 온도에서 장시간 방치되면 입자 크기가 급격히 증가하여 조직이 파괴됩니다. 탄소강, 316L 스테인리스강, TC4 티타늄 합금은 이 온도 범위에 강한 반응을 보입니다. 기존 용접에서는 정확한 온도 제어가 부족하여 입자 품질이 더욱 악화될 뿐입니다.
잔류 응력으로 인한 보이지 않는 결함
고압 파이프라인 용접에 대한 실제 경험에 따르면, 잘못된 공정으로 인해 용접부의 잔류 응력이 최대 350MPa 수준까지 올라갈 수 있습니다. 구조적 손상을 방지하기 위해 업계에서는 금속 용접 잔류 응력을 엄격하게 제어해야 합니다. 잔류 응력 수준이 크면 주기적 하중을 받을 때 맞춤형 용접 부품에 미세 균열이 형성되어 장기간 사용 후 피로 파괴가 발생할 수 있으며 부품이 고압 유체 장비에 대한 엄격한 조달 기준을 충족하지 못할 수도 있습니다.
<테이블 스타일="테두리 축소: 축소; 너비: 100%; 테두리 너비: 1px; 테두리 색상: #000000; 높이: 270.422px;" border="1">
그림 1: 다채로운 열 영향부(HAZ)와 미세 구조 변화를 보여주는 용접 단면.
고급 맞춤형 금속 용접 설계로 어떻게 제작 중 선형 열 입력을 최소화할 수 있나요?
뛰어난 맞춤형 금속 용접 설계를 통해 전압, 전류, 용접 속도 등의 용접 매개변수를 미세하게 제어할 수 있어 단일 패스의 열 입력이 0.35kJ/mm 이하가 되도록 보장하여 열 공급으로 인한 HAZ 확대가 거의 제거됩니다. 정확한 매개변수 설계는 과도한 열 입력을 방지하는 효과적인 방법이 될 수 있습니다. 이는 또한 다양한 정밀 맞춤형 금속 용접 설계 및 정밀 용접 서비스 시나리오에서 실행 가능하다는 것을 의미합니다.
열 입력 공식 사용법
열 출력 제어가 이 방법의 핵심입니다. 확실한 맞춤형 금속 용접 설계는 과학적 공식을 기반으로 한 열 입력 제어를 통해 열 입력 안정화를 지향하므로 금속 용접 열 안정성을 보장합니다.
업계에서 널리 채택되는 공식은 열 입력 = eta × (U × I) / v 이며, 이는 용접으로 전달되는 열 에너지의 특성을 정확하게 나타냅니다. LS제조에서는 이 식을 DFM 평가 툴에 반영하여 레이저 용접 열효율 계수(θ )를 0.8로 설정했습니다. 전류, 전압, 용접 속도를 조정하면 안전한 한도 내에서 입열량을 안정적으로 조절할 수 있습니다.
그루브 및 펄스 매개변수 개발 계획
프로세스 아키텍처를 조정하면 열 입력을 크게 줄일 수 있습니다. 신뢰할 수 있는 정밀 용접 서비스는 그루브 및 펄스 매개변수 최적화와 금속 용접 매개변수의 탁월한 일치를 기반으로 합니다. 일부 최적화 매개변수는 다음과 같습니다.
<올>간단히 말하면 이 디자인은 모재에서 열이 방출되는 데 충분한 시간을 허용하여 열 축적을 방지합니다. 공작물의 용접 열 입력 매개변수를 정확하게 계산해야 합니까? 도면을 제출하여 무료 전문 DFM 프로세스 평가 솔루션을 받으세요.
어떤 정밀 용접 서비스 열 관리 방법론이 합금 민감화 및 상 변화를 우회할 수 있나요?
가장 발전된 정밀 용접은 용접 열주기를 세심하게 조절하는 데 달려 있습니다. 이는 수냉식 고정 장치와 99.999% 고순도 아르곤 가스를 보호 수단으로 사용하여 민감화 온도 범위에서 소요되는 시간을 단 3초로 줄여 합금 상 변태 저하를 방지합니다. 적절한 열 관리는 정밀 용접 서비스 작업 성공의 비결입니다.
통합 수냉 시스템 적용
목표 열 방출은 추가 열을 제거하는 빠른 메커니즘역할을 합니다. 수냉식은 신뢰할 수 있는 금속 용접 온도 제어를 제공하는 최고 품질의 정밀 용접 서비스의 특징입니다. 용접 양쪽에서 5mm 떨어진 곳에 자체 개발한 구리 다중 채널 미세 진동 수냉 시스템은 2.5L/min의 물 흐름으로 가장자리에서 열의 60% 이상을 제거하는 역할을 하며 이렇게 하면 용접 근처의 온도를 빠르게 낮출 수 있습니다.
실시간으로 층간 온도를 정확하게 제어
2205 듀플렉스 스테인리스강 용접에 대해 IR 열화상 장비를 사용하면 패스간 온도를 지속적으로 관찰할 수 있으며 엄격히 100℃로 제한됩니다. 전문가 수준의 HAZ 감소 용접 기술에는 완벽한 온도 제어 시스템이 제공되어 현장용접 금속 상 평형을 보장합니다. 합금 상 변화를 방지하기 위해 다양한 수단을 사용하는 완전한 열 제어 작업으로 만족스러운 용접 성능을 얻을 수 있습니다.
주요 제어 지점은 다음과 같습니다.
- 강제 냉각 기술을 사용하여 450~850℃ 감광 범위에서 용접의 체류 시간을 3초 이내로 제어하여 크롬 탄화물 침전을 방지합니다.
- 금속 조직학적 비율 균형 유지: 이중 페라이트와 오스테나이트의 황금 비율을 각각 45% ~ 55%로 지속적으로 제어하여 재료 수준에서 금속 조직학적 안정성을 보장합니다.
- 부식 저항 표시 높이기: 용접부의 측정된 공식 저항 등가수(PREN)는 35입니다. 이는 모든 면에서 내식성이 원래 모재의 부식 저항을 초과한다는 것을 의미합니다.
자동 레이저 용접 솔루션을 선택하면 장기적으로 HAZ 용접 비용이 낮아지는 이유는 무엇입니까?
자동 파이버 레이저 용접에는 레이저 빔의 초점을 더 조밀하게 맞추는 기능이 있어 용접 속도를 높이고 HAZ 폭을 80% 줄이며 수율을 획기적으로 높이고 비용을 35% 이상 절감할 수 있습니다. 이 방법은 낮은 HAZ 용접 비용을 유지하는 문제를 깔끔하게 해결합니다.
레이저와 기존 용접 비용 비교
대량생산의 효율성은 대량생산 비용과 직결되며 낮은 HAZ 용접 비용을 제한하는 핵심 요소입니다. 철저하게 표준화된 자동화된 금속 용접 배치 예약을 통해 대량 생산 낭비를 대폭 줄일 수 있습니다. 벽이 얇고 불규칙한 부품을 수동으로 TIG 용접하면 곧게 펴고 연마하는 데 부품당 $45가 드는 반면, 레이저 용접을 사용하면 열 변형이 거의 없으며 후처리 비용이 직접적으로 제거됩니다.
프로세스 성능의 핵심 장점
레이저 용접은 깊이 대 너비 비율이 8:1에 달하고 초점이 선명하며 열 영향을 받는 부분이 매우 적습니다. 이것이 바로 최고의 HAZ 감소 용접 기술인 이유입니다. 결함 억제 기능을 갖춘 고정밀 금속 용접을 통해 대량 생산 결함을 완전히 방지할 수 있습니다. 이러한 변화는 공작물 외관을 향상시키는 동시에 정확도를 향상시킬 뿐만 아니라 대량 생산에서 매우 실질적이고 장기적인 비용 효율성 이점을 가져오기 때문에 대량 생산 수율을 99% 이상 높입니다.
<테이블 스타일="테두리 축소: 축소; 너비: 100%; 테두리 너비: 1px; 테두리 색상: #000000;" border="1">배치 공작물 용접 비용을 정확하게 계산하고 싶으십니까? 무료 대량 생산 비용 계산 솔루션을 얻으려면 제품 매개변수를 제공하세요.
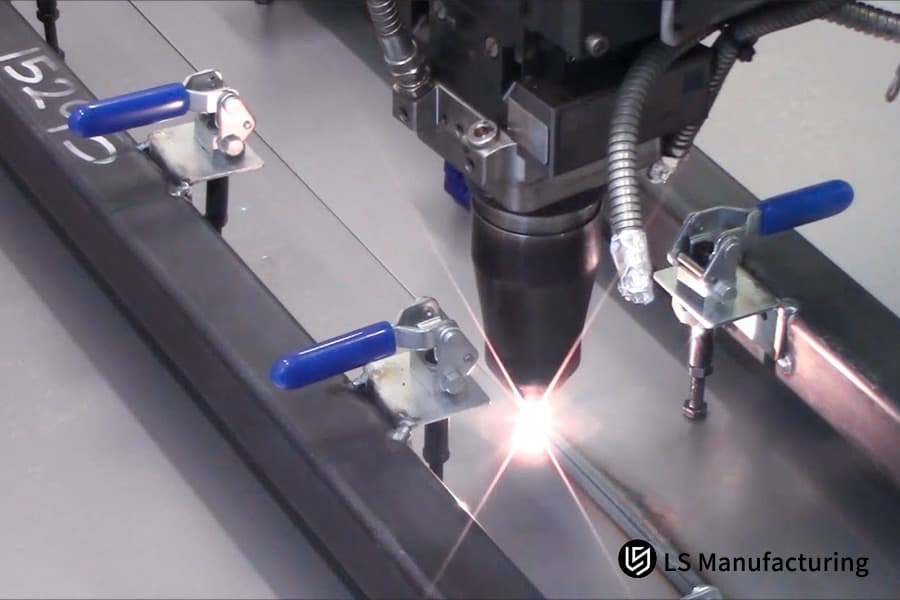
그림 2: 자동 레이저 용접 기계가 금속 시트를 처리하고 파란색 클램프가 정밀한 고정을 보장합니다.
맞춤형 금속 용접 견적을 요청하기 전에 어떤 기술 체크리스트를 감사해야 합니까?
맞춤형 금속 용접 견적을 요청하기 전에 구매자는 공급업체의 주요 기술 요구사항과 테스트 능력을 확인해야 합니다. 사전 감사 기술 감사를 수행하면 잘못된 프로세스 약속을 받는 것을 방지하고 견적이 생산 표준에 부합하도록 하는 데 도움이 됩니다.
핵심 기술 감사 지표
감사 지표로 설정되는 품질 표준은 낮은 HAZ 용접 비용을 관리하기 위한 기초입니다. 철저하고 체계적인 금속 용접 감사를 통해 우수한 품질의 공급업체를 선별할 수 있습니다. 고객은 공급업체를 감사하는 동안 모재의 HAZ 경도 50HV, 용접 잔류 응력, 금속 조직 무결성과 같은 주요 지표 검증에 주의를 기울여야 하며 이를 기술 계약에 명시적으로 포함해야 합니다.
잘못된 프로세스 약속을 식별하는 방법
불규칙한 금속 용접 작업으로 인한 위험을 방지하기 위해 품질이 낮은 공급업체를 체계적으로 인식하고 규정 준수 HAZ 감소 용접 서비스 제공업체를 효율적으로 선택하기 위한 몇 가지 주요 사항:
<올>
그림 3: 깔끔하고 균일한 원주 용접 이음매가 특징인 금속 원통형 부품.
전문 HAZ 제어 용접 서비스는 얇은 벽 정밀 인클로저의 기하학적 왜곡을 어떻게 방지합니까?
전문 HAZ 제어 용접 서비스는 대칭 스킵 용접 프로세스를 사용하여 균형을 유지합니다. 1.0mm의 얇은 벽을 가진 인클로저를 목표로 0.08mm 이내의 응력 및 제어 평탄도 오류를 제공합니다. 이 방법은 벽이 얇은 공작물의 열 변형 문제도 효율적으로 해결할 수 있습니다.
얇은 벽 부분 변형의 기본 메커니즘
실제로 불균일한 열 수축은 주로 변형을 유발합니다. 전문 HAZ 제어 용접 서비스는 전문적인 금속 용접 박판 성형 방법을 사용하여 이 문제를 간접적으로 해결합니다. 가열 후에는 얇은 벽으로 둘러싸인 금속 구조물에 동일하지 않은 세로 및 가로 수축력이 모두 발생됩니다. 용접 중에 지속적으로 열이 공급되면 응력의 차이가 증가하여 가공물이 휘어지고 구멍이 너무 많이 변위되어 평탄도 기준을 충족하지 못하게 됩니다.
응력 균형 용접 방법
FEA 유한 요소 분석을 사용하여 1200mm 용접 중 열장 분포를 미리 예측할 수 있으며, 길이를 10개의 별도 용접 영역으로 분할할 수 있고, 펄스 용접 경로를 중앙에서 양쪽 끝까지 엇갈리게 배치할 수 있습니다. 또한 열 수축 응력의 균형을 맞추기 위해 아르곤 충전 사전 팽창 공구가 도입되었습니다. 이는 맞춤 용접 부품의 치수를 안정화할 뿐만 아니라 매우 정확한 금속 용접 치수 제어를 달성하여 치수 오류를 표준 내에서 엄격하게 유지합니다.
전체 프로세스의 주요 매개변수는 아래 표에 나와 있습니다.
<테이블 스타일="테두리 축소: 축소; 너비: 100%; 테두리 너비: 1px; 테두리 색상: #000000;" border="1">Want to solve the problem of welding deformation in thin walled precision parts? Consult a process engineer one-on-one to obtain a customized welding solution.

Figure 4: A gloved hand performs laser welding on a thin-wall metal enclosure, with sparks flying at the corner.
Why Proprietary Filler Wire Selection Is Vital For Custom Welded Parts Microstructural Integrity?
Metal grain size can be made smaller, alloy shortage can be made up for, welding HAZ can be effectively controlled, and the performance of the workpiece can be guaranteed through the use of proprietary modified welding wire for precise matching. The choice of welding wire is the key to the microstructural integrity of the weld, which is the main reason influencing quality assurance of the custom welded parts.
Welding Defects of Ordinary Welding Wires
Loss of chromium element results in material deterioration and can directly lead to the loss of the functional properties of custom welded parts. Besides, it completely damages the stabilized metal welding alloy microstructure. For example, when welding 304 stainless steel, conventional welding wire can cause chromium-depleted regions in the HAZ of welding, where the chromium level is less than the critical 12%, this way the areas are highly prone to stress corrosion cracking and the workpiece's service life can be markedly decreased.
Dedicated Welding Wire Optimization Solution
The use of ultra-low carbon ER308LSi dedicated welding wire with increased levels of silicon in this solution makes the molten pool more fluid, lead to finer metallographic grains, completely resolve welding defects, and assure the stability of the workpiece over a long period of time. This pairing solution is implemented in very well-known custom metal welding service to successfully eradicate metal welding cracks.
The main reasons why it can be considered are:
- Avoids chromium-depleted zones: The specialized welding wire counterbalances the loss of alloy elements due to the welding process, which makes sure that the chromium content does not drop below the critical 12% value and so material degradation gets removed.
- Refines metallographic structure: The refinement of the grains is so great that the grain size in HAZ is kept at a level of 8 or above, leading to a very compact and uniform metallographic structure.
- Eliminates corrosion cracking risks: It is able to stop SCC completely, so this is a desirable feature for high-end industrial equipment for fluids and high-pressure pipelines.
How Did LS Manufacturing Industrial Equipment Engineering Eliminate Severe HAZ Cracking In Custom Titanium Micro Valve Welded Parts?
This part is a real industrial welding case from LS Manufacturing. We used pulsed lasers and self-developed protective fixtures to reduce the welding fracture of titanium alloy valves. The width of the heat-affected zone (HAZ) of titanium alloy valves was 0.12mm, this way we totally eliminated the welding fracture problem of precision workpieces.
Client's Core Challenges
In November 2025, a global manufacturer of high-pressure fluid equipment got a problem: their 0.8mm thin-walled TC4 titanium alloy micro valve assembly, after the welding with traditional TIG, had a HAZ width of 1.5mm which is a very high figure. Using the backward metal welding process for precision components was completely out of the question.
Under a 15MPa pulsed load fatigue test, the specimen showed an intergranular brittle fracture after 12,000 cycles only, so its yield rate was less than 45%. These aspects caused a serious loss in delivery of bulk orders and so an advanced process was really necessary.
LS제조솔루션
They concentrated on metal welding of thin metal walls with very high precision, and focused on the exact top problems of welding titanium alloy precision parts.
<올>Project Results and Value
100% RT radiographic testing and metallographic inspection certified that the workpiece HAZ width was reduced to 0.12mm, and the grain size achieved the 9.5-level ultrafine grain standard. With the use of metal welding fatigue resistance design, the workpiece was able to endure 100,000 ultra-high pressure fatigue tests without any damage.
The first-pass yield rate went up to 99.8%, which completely eliminated all post-processing steps and reduced the long-term assembly costs per part by 42%, that is how they helped the customers to resolve delivery crises perfectly and reach a performance high and production loop of low cost.
<인용문>This mature titanium alloy low-HAZ welding process can be quickly reused. For similar precision titanium alloy component processing needs, you can submit drawings directly to obtain a customized process solution.

FAQ
Q1: What is the Heat Affected Zone (HAZ) exactly in standard custom metal welding service?
The heat affected zone or HAZ is the portion of the base metal that was not actually melted during welding but still underwent changes due to exposure to high temperatures. These changes cause the area to have a weaker microstructure lower mechanical strength and less resistance to corrosion which is why the HAZ always really helps in the quality of welded components.
Q2: How exactly does LS Manufacturing control the extent of the HAZ during automated laser fabrication?
The laser duty cycle is altered by laser processing engineers the spot is squeezed to <=0.15mm and an in particular designed andcryogenic liquid nitrogen cooed copper water fixture is employed to very efficiently remove more than 65% of excess welding heat so the HAZ width is controlled very precisely.
Q3: In what ways does a larger HAZ affect the overall mechanical tensile strength of custom welded parts?
The main reason for that is the high-temperature metal grains coarsening due to their prolonged exposure to temperature in the wide HAZ. In addition brittle material may form at the grain boundaries which would serve those boundaries as stress concentration points and cause them to fracture under stress and this could bring a significant drop in the structural strength.
Q4: Is post-weld heat treatment (PWHT) completely unnecessary if the initial HAZ control welding service is optimized?
물론이죠. With low-energy multi-pass micro-step welding the residual stress in the workpiece can be lowered to less than 15% of the base material's yield strength. With this in view most thin-walled stainless steel workpieces can be considered not in need of the costly post-weld heat treatment.
Q5: Which metal materials are prone to severe degradation around the welding heat affected zone during precision welding service?
7075 aluminum alloy with high strength, martensitic stainless steel, precipitation-hardening steel, and titanium alloy TC4 are very sensitive metals in the welding heat zone, they tend to soften or experience hydrogen cracking. Keeping the welding heat input very low is part of effective welding.
Q6: What NDT methods do you employ to inspect the microstructure of the HAZ without destroying the material?
We use AWS D1.1/D1.6 and ISO 15614 standards as a base. With technical equipment, UT ultrasonic testing, DR digital radiography, and Vickers hardness testing are the main tools we utilize. This combination of techniques allows us to detect microcracks and defects in the HAZ that are not visible to the naked eye.
Q7: What is the impact of the weld joint shape on the cost of welding HAZ?
Good design of the bevel can limit the amount of welding metal and heat by about 50%, which helps reduce not only the size of HAZ, but also resulting distortions. Besides, it can shorten the overall manufacturing time by 30% and eliminate the need for further straightening.
Q8: What essential quality documents does LS Manufacturing attach to my custom metal welding quote?
Components of a quote consist of DFM report, WPS welding procedure specification, PQR process qualification, metallographic test report, and original equipment manufacturer (OEM) material traceability certificate, all of which are aimed at confirming the compliance of manufacturing and quality control. Upload your drawings to get a quote and work with an expert process team to find customized welding solutions.
요약
The heat-affected zone (HAZ) of a weld is critical in determining the performance, service life, and safety of dimensionally accurate metal components. Control of low linear energy levels (0.4 kJ/mm), the optimization of pulsed laser melting cycles, and the use of forced cooling methods going together, metallurgically can help in minimizing core defects like grain coarsening and stress cracking. Because of this, this achieves a balance between the structural stability of workpieces and the limitation of the production cost.
At the same time, if you are looking for precision welding services, you can start by evaluating potential suppliers based on what comes next three main factors:
<올>LS Manufacturing is an ISO 9001:2015 certified company with a fully automated laser welding facility, capable of perform precision welding of high-pressure fluid equipment. Being responsible and quality-oriented, it highly emphasizes workpiece tolerances and metallographic quality. You are most welcome to visit our official inquiry page on our independent website anytime. Here, you can upload your STEP format 3D DFM drawings directly, and our senior metallurgical experts will generate a customized free metal welding assessment report and accurate commercial quotation for you within 24 hours.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
면책조항
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. 제3자 공급업체나 제조업체가 LS Manufacturing 네트워크를 통해 성능 매개변수, 기하학적 공차, 특정 설계 특성, 재료 품질 및 유형 또는 제작 기술을 제공할 것이라고 추론해서는 안 됩니다. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS 제조팀
LS Manufacturing은 업계를 선도하는 기업입니다. 맞춤형 제조 솔루션에 중점을 둡니다. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. 우리는 전 세계 150여 개국의 고객에게 빠르고 효율적인 고품질 제조 솔루션을 제공합니다. 소량 생산이든 대규모 맞춤 제작이든 24시간 이내에 가장 빠른 배송으로 고객의 요구를 충족시켜 드립니다. LS제조를 선택하세요. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
