Diseño de soldadura de metales personalizado: cómo minimizar la zona afectada por el calor (HAZ)
Escrito por
Gloria
Publicado
Jun 02 2026
Soldadura de metales
Síguenos
Servicio personalizado de soldadura de metales constituye uno de los pasos más cruciales en la producción de piezas industriales de alta precisión. Es el método de trabajo del metal que presenta la menor participación de calor, lo que significa una región de calor muy superficial que rodea la soldadura (HAZ), rotura extremadamente mínima de las piezas de trabajo y una alteración nominal de las propiedades físicas del material. Por lo tanto, este tipo de soldadura es capaz de regular la profundidad de la HAZ de un trabajo fino a 0,2 mm o menos básicamente.
Controlar el calor y, como resultado, los cambios en la microestructura en la fabricación de equipos de fluidos a alta presión es un gran desafío porque el aporte de calor con la soldadura tradicional es incontrolable y esto eventualmente resultará en el deterioro de la microestructura del metal y el desguace de la pieza de trabajo. LS Manufacturing, con su sistema de proceso bien organizado, logra resolver el problema de la fragilización del metal durante la soldadura de acero inoxidable y aleación de titanio simplemente regulando la energía de la línea, la soldadura en micropasos y el enfriamiento forzado. Las siguientes partes revelarán el plan de implementación completo de la soldadura con baja HAZ.
Resumen rápido de los procesos principales para la soldadura personalizada de metales con baja HAZ
En este capítulo, el autor presenta un resumen de los principales factores del proceso, los estándares técnicos y los resultados de la implementación de la soldadura con baja HAZ, de modo que se pueda evitar que los ingenieros y el personal de compras comprendan rápidamente los principales aspectos técnicos y los errores comunes en la selección de fábrica.
Dimensiones de control principales
Parámetros estándar del proceso
Rendimiento de soldadura tradicional
Beneficios de la optimización de procesos
Energía de la línea de soldadura
≤0,4 kJ/mm
>1,2 kJ/mm
Elimina el riesgo fundamental de engrosamiento del grano.
Tasa de enfriamiento de soldadura
Incrementado en más del 30 %
Disipación de calor natural, velocidad lenta
Evita problemas de transformación de la fase de sensibilización de la aleación.
Área de cobertura HAZ
Reducido en un 65 % (proceso láser)
Difusión de calor de amplio rango
La deformación de la pieza de trabajo se acerca a cero.
Tasa de flujo de protección de argón
≥15 L/min
≤8 L/min
Elimina la oxidación de la soldadura y la contaminación por impurezas.
Valor de tensión residual
≤50 MPa
Máximo 350 MPa
Mejora la vida útil de la pieza de trabajo.
Conclusiones clave
La energía de la línea de soldadura es la principal razón que afecta el control de HAZ (zona afectada por el calor): Debe personalizar la energía de la línea de soldadura para que sea tan baja como 0,4 kJ/mm utilizando la fórmula Entrada de calor = (U I) / v.
La velocidad de enfriamiento y las herramientas son los soportes principales: unir un respaldo de cobre de alta conductividad térmica con una protección de gas argón de alta presión en la parte posterior (caudal de 15 L/min) puede aumentar la velocidad de enfriamiento de la soldadura en más de un 30 %.
La soldadura láser es la opción líder para servicios de soldadura de alta densidad de energía: la soldadura láser de precisión puede reducir el área de la zona afectada por el calor en un 65 % en comparación con el TIG tradicional cuando se utilizan piezas complejas personalizadas de paredes delgadas. Por lo que se considera la mejor ruta técnica para soldadura con baja HAZ.
¿Por qué confiar en la experiencia de LS Manufacturing en el control de zonas afectadas por el calor para servicios personalizados de soldadura de metales?
La acumulación de procesos profesionales y los datos medidos constituyen los pasos principales para garantizar una calidad de soldadura con baja HAZ. Los fabricantes fiables pueden evitar por completo el riesgo de fallos de soldadura en piezas de trabajo de precisión. Al profundizar nuestro conocimiento de las prácticas de la industria, nuestro equipo está bien familiarizado con la optimización de procesos de soldadura de precisión y ha llevado a cabo cientos de proyectos de soldadura de equipos de fluidos a alta presión.
Tomando como ejemplo una prueba iterativa de tres meses de procesos de soldadura de aleaciones de titanio, la temperatura controlada puede reducir drásticamente la probabilidad de falla de las piezas de trabajo hasta en un 90%, cumpliendo de esta manera incluso con AWS D1.6 soldadura de estructuras de acero especificaciones. Todos nuestros parámetros de proceso son consistentes con los principales estándares de la industria, observando estrictamente las pautas de calificación del procedimiento de soldadura ISO 15614.
Técnicamente hablando, la razón principal de la mayoría de las fallas en la soldadura es un control inadecuado de la entrada de calor más que problemas con el material base. Con la ayuda de nuestros modelos de parámetros y accesorios de refrigeración de desarrollo propio, abordamos directamente el problema del exceso de HAZ en diversos procesos de soldadura de aleaciones, razón por la cual trabajamos incluso con materiales de primer nivel como acero inoxidable, aleaciones de titanio y acero dúplex.
Los datos secretos de las pruebas de campo de nuestro equipo muestran que, con la optimización posterior al proceso, la resistencia a la tracción de la pieza se puede mantener de manera estable en más del 98 % del estándar del material base, resolviendo completamente el problema de debilitamiento de los materiales soldados tradicionales.
Una sólida experiencia en pruebas prácticas y un sistema de proceso compatible garantizan de manera integral la calidad de su servicio de soldadura de metales personalizado, evitando defectos en la producción en masa. Para comprender intuitivamente los efectos prácticos de la soldadura con baja HAZ, puede ver nuestros estudios de casos exitosos de soldadura de componentes de precisión en cualquier momento para satisfacer rápidamente los requisitos de su proyecto.
¿Por qué el servicio estándar de soldadura de metales personalizado no logra controlar el crecimiento peligroso de la zona afectada por el calor?
El servicio tradicional de soldadura de metales personalizado utiliza métodos TIG o MIG tradicionales de alta curvaturaalquiler y de baja velocidad, que resultan en un aporte de calor muy alto. (más de 1,2 kJ/mm). Este tipo de calor excesivo con el tiempo puede hacer que la zona afectada por el calor (HAZ) se vuelva más gruesa, provoque corrosión intergranular y debilite el material en más de un 25 %. Aquí analizamos los problemas de la soldadura convencional desde el punto de vista de la ciencia de los metales y aclaramos la razón principal por la que no es adecuada para componentes de precisión.
Mecanismo de deterioro del grano a alta temperatura
La estabilidad del grano es un requisito previo para la calidad del rendimiento de los componentes soldados. Un servicio de soldadura de metales personalizado de calidad hará bien en vigilar de cerca los cambios de grano que ocurren a temperaturas elevadas y el refinamiento del grano de soldadura de metal es una excelente manera de lograr una mejor condición metalográfica.
Si el metal base pasa mucho tiempo a temperaturas entre 800 ℃ y 1200 ℃, la estructura se destruirá a medida que el tamaño del grano aumentará rápidamente. El acero al carbono, el acero inoxidable 316L y la aleación de titanio TC4 tienen una fuerte respuesta a este rango de temperatura. La falta de un control preciso de la temperatura en la soldadura convencional sólo agrava aún más la pérdida de calidad del grano.
Defectos invisibles causados por tensión residual
Según nuestra experiencia práctica en soldadura de tuberías de alta presión, un proceso incorrecto puede elevar la tensión residual en las soldaduras hasta un nivel de 350 MPa. Para evitar daños estructurales, la industria debe depender estrictamente del control de la tensión residual de la soldadura de metales. Grandes niveles de tensión residual pueden dar lugar a la formación de microfisuras en piezas soldadas personalizadas cuando se someten a cargas cíclicas, lo que provoca fallos por fatiga después de un uso prolongado, y es posible que las piezas ni siquiera cumplan con los estrictos estándares de adquisición para equipos de fluidos de alta presión.
Material base
Ancho de la ZAC de soldadura tradicional
Esfuerzo residual máximo (MPa)
Tasa de disminución de la resistencia a la tracción
Recuento de fallas del ciclo de fatiga
Acero inoxidable 316L
1,2 mm
320
22%
18000
Aleación de titanio TC4
1,5 mm
350
28%
12000
Acero dúplex 2205
1,1 mm
310
20%
21000
Acero al carbono ordinario
0,9 mm
280
15%
25000
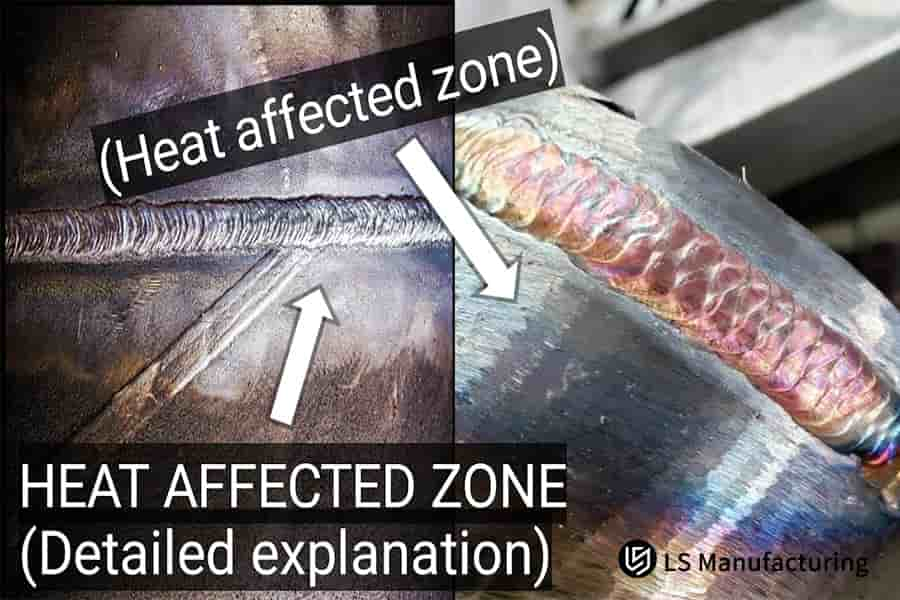
Figura 1: Sección transversal de una soldadura, que muestra la colorida zona afectada por el calor (HAZ) y los cambios microestructurales.
¿Cómo puede el diseño avanzado de soldadura de metales personalizado minimizar la entrada de calor lineal durante la fabricación?
El excelente diseño de soldadura de metal personalizado permite un control preciso de los parámetros de soldadura, como el voltaje, la corriente y la velocidad de soldadura, para garantizar que la entrada de calor en una sola pasada sea menor o igual a 0,35 kJ/mm, de modo que casi se eliminará la ampliación de la HAZ debido al suministro de calor. El diseño preciso de parámetros puede ser una medida eficaz para evitar el aporte excesivo de calor, lo que también significa que es viable para diversos diseños de soldadura de metales personalizados de precisión y escenarios de servicios de soldadura de precisión.
Uso de la fórmula de aporte de calor
El control de la producción de calor es el corazón del método. Un diseño de soldadura de metales personalizado y bien fundamentado se inclina en gran medida hacia la estabilización del aporte de calor mediante el control del aporte de calor basado en fórmulas científicas, garantizando así estabilidad térmica de la soldadura de metales.
La fórmula ampliamente adoptada por la industria es Aporte de calor = η × (U × I) / v, que caracteriza con precisión la energía térmica entregada por la soldadura. LS Manufacturing ha incorporado esta expresión en su herramienta de evaluación DFM, donde el coeficiente de eficiencia térmica de la soldadura láser (η) se establece en 0,8. Ajustando la corriente, el voltaje y la velocidad de soldadura, es posible regular las entradas de calor de manera constante dentro de los límites seguros.
Plan de desarrollo de parámetros de surco y pulso
El ajuste de la arquitectura del proceso puede reducir en gran medida la entrada térmica. Los servicios confiables de soldadura de precisión recurren a la optimización de los parámetros de ranura y pulso, y a la práctica de combinar de manera excelente los parámetros de soldadura de metales. A continuación se enumeran algunos parámetros de optimización:
Mejora de la ranura: La transformación de la ranura en V convencional de 60 en una ranura de espacio estrecho de 35 conduce a una disminución en el volumen de metal depositado en un 40%, lo que reduce correspondientemente la entrada de calor general de la fuente.
Modo de pulso: cuando se adopta una corriente base de 20 A, una corriente máxima de 80 A, un ciclo de trabajo del 35 % y una frecuencia de pulso de 5 Hz, la producción de calor es discontinua.
En resumen, este diseño permite suficiente tiempo para la disipación del calor del metal base, evitando la acumulación de calor. ¿Necesita cálculos precisos de los parámetros de entrada de calor de soldadura de su pieza de trabajo? Envíe sus dibujos para recibir una solución profesional gratuita de evaluación de procesos DFM.
¿Qué metodologías de gestión térmica del servicio de soldadura de precisión pueden evitar la sensibilización de la aleación y la transformación de fase?
La soldadura de precisión más avanzada depende de regular meticulosamente el ciclo térmico de soldadura. Esto, junto con el uso de accesorios refrigerados por agua y gas argón de alta pureza del 99,999% como protección, reduce el tiempo transcurrido en el rango de temperatura de sensibilización a solo 3 segundos, evitando así la degradación por transformación de la fase de aleación. La gestión térmica adecuada es el secreto del éxito de las operaciones de servicio de soldadura de precisión.
Aplicación del sistema integrado de refrigeración por agua
La disipación de calor específica actúa como un mecanismo rápido para eliminar el calor adicional. La refrigeración por agua es una característica del servicio de soldadura de precisión de alta calidad para tener un control de temperatura de soldadura de metal. Nuestro sistema de enfriamiento de agua por microvibración multicanal de cobre desarrollado internamente y colocado a 5 mm de ambos lados de la soldadura es responsable de eliminar más del 60% del calor de los bordes con un flujo de agua de 2,5 L/min, de esta manera bajando rápidamente la temperatura en las proximidades de la soldadura.
Control preciso de la temperatura entre pasadas en tiempo real
En referencia a la soldadura de acero inoxidable dúplex 2205, la temperatura entre pasadas se puede observar continuamente mediante una cámara termográfica IR, estrictamente limitada a 100 ℃. La tecnología de soldadura por reducción de HAZ a nivel profesional cuenta con un completo sistema de control de temperatura para garantizar el equilibrio de fases del metal de soldadura. La operación de control térmico completa recurre a diversos medios para evitar cambios de fase de aleación, lo que da como resultado un rendimiento de soldadura satisfactorio.
Los principales puntos de control son:
Uso de tecnología de enfriamiento forzado para controlar el tiempo de residencia de la soldadura en el rango de sensibilización de 450-850 ℃ en 3 segundos para evitar la precipitación de carburo de cromo.
Mantenga el equilibrio de la proporción metalográfica: controle continuamente la proporción áurea de ferrita dúplex a austenita del 45 % al 55 % respectivamente, con lo que se garantiza la estabilidad de la metalografía a nivel del material.
Elevar los indicadores de resistencia a la corrosión: El número equivalente de resistencia a las picaduras (PREN) medido de la soldadura es 35, lo que significa que en todos los aspectos la resistencia a la corrosión excede la del sustrato original.
¿Por qué elegir soluciones de soldadura láser automatizadas reduce los costos de soldadura HAZ bajos a largo plazo?
La soldadura láser de fibra automatizada tiene la capacidad de enfocar el rayo láser con mayor precisión, lo que aumenta la velocidad de soldadura, reduce el ancho de la ZAT en un 80 %, mejora drásticamente la tasa de rendimiento y reduce los costos en más de un 35 % en total. Este método resuelve claramente el problema de mantener un bajo costo de soldadura HAZ.
Comparación de costos de soldadura láser versus soldadura tradicional
La eficiencia de la producción en masa dicta directamente los costos de la producción en masa y es el factor clave para limitar los bajos costos de soldadura HAZ. La programación exhaustiva y estandarizada de lotes de soldadura de metales automatizada puede reducir drásticamente los desperdicios de producción en masa. La soldadura TIG manual de piezas irregulares de paredes delgadas permite $45/pieza para enderezar y pulir, mientras que la soldadura láser produce una deformación térmica casi nula y una eliminación directa de los costos de posprocesamiento.
Ventajas principales del rendimiento del proceso
La soldadura láser tiene una relación de profundidad a ancho de hasta 8:1, un enfoque de punto nítido y una zona afectada por el calor mínima, por lo que es la tecnología líder de soldadura de reducción de HAZ. La soldadura de metales de alta precisión con supresión de defectos puede evitar por completo los defectos de producción en masa. Este cambio no solo mejora la apariencia de la pieza de trabajo y la precisión, sino que también aumenta el rendimiento de la producción en masa por encima del 99 %, lo que genera beneficios de rentabilidad a largo plazo muy sustanciales en la producción en masa.
Tipo de proceso
Diámetro del punto
Velocidad de soldadura
Relación de reducción de HAZ
Costo de posprocesamiento de una sola pieza
Soldadura láser automatizada
≤0,15 mm
≥25mm/s
80%
$0
Soldadura TIG tradicional
≥0,8 mm
≤8mm/s
0%
$45
¿Quiere calcular con precisión los costos de soldadura de piezas de trabajo por lotes? Proporcione los parámetros del producto para obtener una solución gratuita de cálculo de costos de producción en masa.
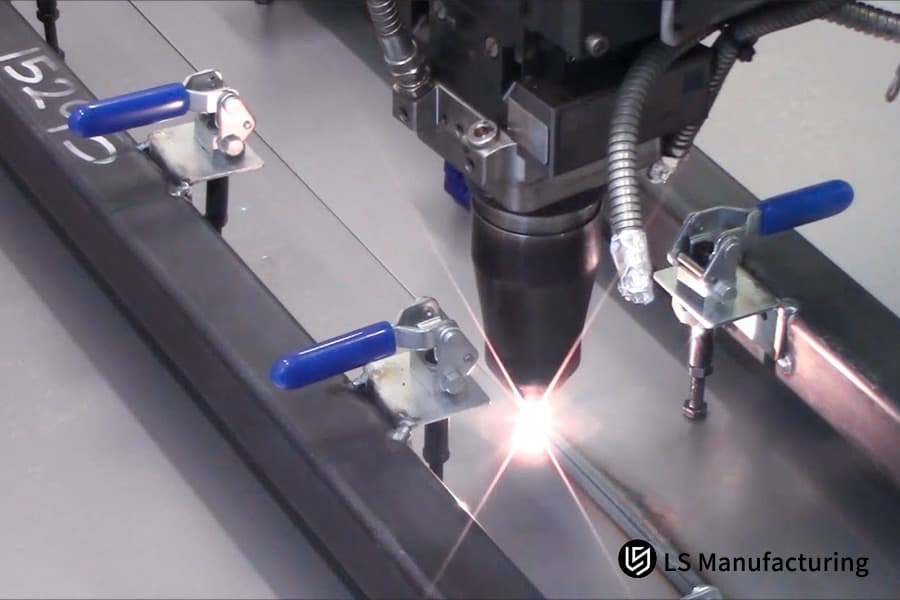
Figura 2: Una máquina de soldadura láser automatizada procesa una lámina de metal, con abrazaderas azules que garantizan una fijación precisa.
¿Qué listas de verificación técnicas se deben auditar antes de solicitar una cotización personalizada de soldadura de metales?
Antes de solicitar una cotización personalizada de soldadura de metales, los compradores deben comprobar los principales requisitos técnicos y las capacidades de prueba del proveedor. Realizar auditorías técnicas previas a la auditoría ayuda a dejar de recibir promesas de proceso incorrectas y que la cotización corresponda a los estándares de producción.
Indicadores técnicos básicos de auditoría
El estándar de calidad que deben establecer los indicadores de auditoría es la base para controlar los bajos costos de soldadura HAZ. Las auditorías exhaustivas y sistemáticas de soldadura de metales pueden separar a los proveedores de buena calidad. Los clientes, al auditar a los proveedores, deben prestar atención a la verificación de indicadores principales como dureza HAZ de 50 HV del material base, tensión residual de soldadura, integridad metalográfica e incluirlos explícitamente en el acuerdo técnico.
Métodos para identificar compromisos de proceso falsos
Algunos puntos principales para reconocer sistemáticamente a los proveedores de baja calidad y seleccionar eficientemente a los proveedores de servicios de soldadura por reducción HAZ para evitar los riesgos de una operación irregular de soldadura de metales:
Las cotizaciones que no incluyen un proceso de evaluación de viabilidad de DFM probablemente no tengan capacidades de optimización previa al proceso.
Si no se mencionan las pruebas no destructivas RT/UT, significa que no se pueden detectar grietas microscópicas ocultas.
No tener equipo de prueba de tamaño de grano HAZ significa que las propiedades metalúrgicas microscópicas no se pueden controlar.
Figura 3: Un componente de cilindro metálico que presenta una costura de soldadura circunferencial limpia y uniforme.
¿Cómo previene el servicio especializado de soldadura con control HAZ la distorsión geométrica en gabinetes de precisión de paredes delgadas?
Profesional servicio de soldadura de control HAZ utiliza un Proceso de soldadura por salto simétrico para equilibrar la tensión y controlar el error de planitud dentro de 0,08 mm apuntando a recintos de paredes delgadas de 1,0 mm. Este método puede incluso abordar de manera eficiente los problemas de deformación térmica de piezas de trabajo de paredes delgadas.
Mecanismo básico de deformación de piezas de pared delgada
De hecho, la contracción térmica desigual provoca principalmente deformación. El servicio profesional de soldadura con control de HAZ aborda esto indirectamente mediante el uso de métodos profesionales de conformación de placa delgada de soldadura de metal. Después del calentamiento, las estructuras metálicas de paredes delgadas desarrollan fuerzas de contracción tanto longitudinales como transversales que no son iguales. Con el calor continuo suministrado durante la soldadura, la diferencia de tensiones aumenta, lo que provoca que la pieza de trabajo se pandee y los agujeros se desplacen tanto que no se cumplen los criterios de planitud.
Método de soldadura por equilibrio de tensión
La distribución del campo térmico durante una soldadura de 1200 mm se puede predecir de antemano mediante el análisis de elementos finitos FEA, la longitud se puede dividir en 10 áreas de soldadura separadas y las trayectorias de soldadura por pulsos se pueden escalonar desde el centro hacia ambos extremos. Además, se introducen herramientas de preexpansión rellenas de argón para equilibrar la tensión de contracción térmica, lo que no solo estabiliza las dimensiones de las piezas soldadas personalizadas sino que también logra un control dimensional de soldadura de metales de alta precisión, manteniendo los errores dimensionales estrictamente dentro de los estándares.
Los principales parámetros de todo el proceso se presentan en la siguiente tabla:
Elemento de control
Estándar de parámetros de proceso
Parámetro de proceso convencional
Efecto de optimización
Espesor de pared aplicable
Segmentación de soldadura
10 segmentos/1200 mm
Soldadura continua de todo el segmento
Uniform stress distribution
≤1.0mm
Welding Path
Staggered skip welding from center to both ends
Unidirectional continuous welding
Warpage reduced by 90%
≤1.0mm
Flatness Error
≤0.08mm
≥0.3mm
Significantly improved dimensional accuracy
≤1.0mm
Argon Pre-filling Pressure
0.15MPa
0.05MPa
Offsets thermal shrinkage deformation
≤1.0mm
Want to solve the problem of welding deformation in thin walled precision parts? Consult a process engineer one-on-one to obtain a customized welding solution.
Figure 4: A gloved hand performs laser welding on a thin-wall metal enclosure, with sparks flying at the corner.
Why Proprietary Filler Wire Selection Is Vital For Custom Welded Parts Microstructural Integrity?
Metal grain size can be made smaller, alloy shortage can be made up for, welding HAZ can be effectively controlled, and the performance of the workpiece can be guaranteed through the use of proprietary modified welding wire for precise matching. The choice of welding wire is the key to the microstructural integrity of the weld, which is the main reason influencing quality assurance of the custom welded parts.
Welding Defects of Ordinary Welding Wires
Loss of chromium element results in material deterioration and can directly lead to the loss of the functional properties of custom welded parts. Besides, it completely damages the stabilized metal welding alloy microstructure. For example, when welding 304 stainless steel, conventional welding wire can cause chromium-depleted regions in the HAZ of welding, where the chromium level is less than the critical 12%, this way the areas are highly prone to stress corrosion cracking and the workpiece's service life can be markedly decreased.
Dedicated Welding Wire Optimization Solution
The use of ultra-low carbon ER308LSi dedicated welding wire with increased levels of silicon in this solution makes the molten pool more fluid, lead to finer metallographic grains, completely resolve welding defects, and assure the stability of the workpiece over a long period of time. This pairing solution is implemented in very well-known custom metal welding service to successfully eradicate metal welding cracks.
The main reasons why it can be considered are:
Avoids chromium-depleted zones: The specialized welding wire counterbalances the loss of alloy elements due to the welding process, which makes sure that the chromium content does not drop below the critical 12% value and so material degradation gets removed.
Refines metallographic structure: The refinement of the grains is so great that the grain size in HAZ is kept at a level of 8 or above, leading to a very compact and uniform metallographic structure.
Eliminates corrosion cracking risks: It is able to stop SCC completely, so this is a desirable feature for high-end industrial equipment for fluids and high-pressure pipelines.
How Did LS Manufacturing Industrial Equipment Engineering Eliminate Severe HAZ Cracking In Custom Titanium Micro Valve Welded Parts?
This part is a real industrial welding case from LS Manufacturing. We used pulsed lasers and self-developed protective fixtures to reduce the welding fracture of titanium alloy valves. The width of the heat-affected zone (HAZ) of titanium alloy valves was 0.12mm, this way we totally eliminated the welding fracture problem of precision workpieces.
Client's Core Challenges
In November 2025, a global manufacturer of high-pressure fluid equipment got a problem: their 0.8mm thin-walled TC4 titanium alloy micro valve assembly, after the welding with traditional TIG, had a HAZ width of 1.5mm which is a very high figure. Using the backward metal welding process for precision components was completely out of the question.
Under a 15MPa pulsed load fatigue test, the specimen showed an intergranular brittle fracture after 12,000 cycles only, so its yield rate was less than 45%. These aspects caused a serious loss in delivery of bulk orders and so an advanced process was really necessary.
Solución de fabricación LS
They concentrated on metal welding of thin metal walls with very high precision, and focused on the exact top problems of welding titanium alloy precision parts.
From the experience of titanium alloy micro valve welding project, titanium alloys can adsorb oxygen and hydrogen impurities very easily at high temperatures, which is the main reason for HAZ embrittlement.
The team dropped the idea of single-pass arc welding process once and for all and chose a 3000W pulsed fiber laser welding system, which allowed the adjustment of the laser spot focus accuracy to 0.02mm.
With two-layer flexible argon gas protective fixture, with the help of 99.999% pure argon gas at a rate of 25L/min being exhausted, and copper for forced heat dissipation, their interpass temperature is 85C, from a metallurgical point of view, they are prevented from forming cracks.
Project Results and Value
100% RT radiographic testing and metallographic inspection certified that the workpiece HAZ width was reduced to 0.12mm, and the grain size achieved the 9.5-level ultrafine grain standard. With the use of metal welding fatigue resistance design, the workpiece was able to endure 100,000 ultra-high pressure fatigue tests without any damage.
The first-pass yield rate went up to 99.8%, which completely eliminated all post-processing steps and reduced the long-term assembly costs per part by 42%, that is how they helped the customers to resolve delivery crises perfectly and reach a performance high and production loop of low cost.
This mature titanium alloy low-HAZ welding process can be quickly reused. For similar precision titanium alloy component processing needs, you can submit drawings directly to obtain a customized process solution.
Preguntas frecuentes
Q1: What is the Heat Affected Zone (HAZ) exactly in standard custom metal welding service?
The heat affected zone or HAZ is the portion of the base metal that was not actually melted during welding but still underwent changes due to exposure to high temperatures. These changes cause the area to have a weaker microstructure lower mechanical strength and less resistance to corrosion which is why the HAZ always really helps in the quality of welded components.
Q2: How exactly does LS Manufacturing control the extent of the HAZ during automated laser fabrication?
The laser duty cycle is altered by laser processing engineers the spot is squeezed to <=0.15mm and an in particular designed andcryogenic liquid nitrogen cooed copper water fixture is employed to very efficiently remove more than 65% of excess welding heat so the HAZ width is controlled very precisely.
Q3: In what ways does a larger HAZ affect the overall mechanical tensile strength of custom welded parts?
The main reason for that is the high-temperature metal grains coarsening due to their prolonged exposure to temperature in the wide HAZ. In addition brittle material may form at the grain boundaries which would serve those boundaries as stress concentration points and cause them to fracture under stress and this could bring a significant drop in the structural strength.
Q4: Is post-weld heat treatment (PWHT) completely unnecessary if the initial HAZ control welding service is optimized?
Por supuesto. With low-energy multi-pass micro-step welding the residual stress in the workpiece can be lowered to less than 15% of the base material's yield strength. With this in view most thin-walled stainless steel workpieces can be considered not in need of the costly post-weld heat treatment.
Q5: Which metal materials are prone to severe degradation around the welding heat affected zone during precision welding service?
7075 aluminum alloy with high strength, martensitic stainless steel, precipitation-hardening steel, and titanium alloy TC4 are very sensitive metals in the welding heat zone, they tend to soften or experience hydrogen cracking. Keeping the welding heat input very low is part of effective welding.
Q6: What NDT methods do you employ to inspect the microstructure of the HAZ without destroying the material?
We use AWS D1.1/D1.6 and ISO 15614 standards as a base. With technical equipment, UT ultrasonic testing, DR digital radiography, and Vickers hardness testing are the main tools we utilize. This combination of techniques allows us to detect microcracks and defects in the HAZ that are not visible to the naked eye.
Q7: What is the impact of the weld joint shape on the cost of welding HAZ?
Good design of the bevel can limit the amount of welding metal and heat by about 50%, which helps reduce not only the size of HAZ, but also resulting distortions. Besides, it can shorten the overall manufacturing time by 30% and eliminate the need for further straightening.
Q8: What essential quality documents does LS Manufacturing attach to my custom metal welding quote?
Components of a quote consist of DFM report, WPS welding procedure specification, PQR process qualification, metallographic test report, and original equipment manufacturer (OEM) material traceability certificate, all of which are aimed at confirming the compliance of manufacturing and quality control. Upload your drawings to get a quote and work with an expert process team to find customized welding solutions.
Resumen
The heat-affected zone (HAZ) of a weld is critical in determining the performance, service life, and safety of dimensionally accurate metal components. Control of low linear energy levels (0.4 kJ/mm), the optimization of pulsed laser melting cycles, and the use of forced cooling methods going together, metallurgically can help in minimizing core defects like grain coarsening and stress cracking. Because of this, this achieves a balance between the structural stability of workpieces and the limitation of the production cost.
At the same time, if you are looking for precision welding services, you can start by evaluating potential suppliers based on what comes next three main factors:
Are they capable of simulating the stability of thermal cycles during mass production via finite element analysis (FEA) at the prototype phase?
Do they have 100% coverage non-destructive testing (NDT) tools?
Is the process documentation showing a clear upper bound for linear energy control?
LS Manufacturing is an ISO 9001:2015 certified company with a fully automated laser welding facility, capable of perform precision welding of high-pressure fluid equipment. Being responsible and quality-oriented, it highly emphasizes workpiece tolerances and metallographic quality. You are most welcome to visit our official inquiry page on our independent website anytime. Here, you can upload your STEP format 3D DFM drawings directly, and our senior metallurgical experts will generate a customized free metal welding assessment report and accurate commercial quotation for you within 24 hours.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria. Centrarse en soluciones de fabricación personalizadas. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com
Experto en creación rápida de prototipos y fabricación rápida
Nos especializamos en mecanizado CNC, impresión 3D, fundición de uretano, herramientas rápidas, moldeo por inyección, fundición de metales, chapa y extrusión.