Индивидуальная конструкция сварки металла: как минимизировать зону термического влияния (ЗТВ)
Написал
Gloria
Опубликовано
Jun 02 2026
Сварка металлов
Следуйте за нами
Услуга сварки металла на заказ представляет собой один из наиболее важных этапов в производстве высокоточных промышленных деталей. Это метод обработки металла, который характеризуется наименьшим выделением тепла, что означает очень неглубокую область нагрева вокруг сварного шва (HAZ), крайне минимальное разрушение заготовок и номинальное изменение физических свойств материала. Таким образом, этот вид сварки способен регулировать глубину ЗТВ тонкой работы в основном до 0,2 мм или ниже.
Контроль за нагревом и, как следствие, за изменениями микроструктуры при производстве оборудования с жидкостью под высоким давлением является большой проблемой, поскольку тепловложение при традиционной сварке неконтролируемо, и это в конечном итоге приведет к ухудшению микроструктуры металла и браку заготовки. LS Manufacturing, благодаря хорошо организованной технологической системе, решает проблему охрупчивания металла во время сварки нержавеющей стали и титановых сплавов путем простого регулирования энергии линии, микрошаговой сварки и принудительного охлаждения. Ниже в деталях будет раскрыт полный план реализации сварки с низкой ЗТВ.
Краткий обзор основных процессов индивидуальной сварки металлов с низкой ЗТВ
В этой главе автор представляет краткое изложение основных технологических факторов, технических стандартов и результатов внедрения сварки с низкой ЗТВ, что позволяет инженерам и специалистам по закупкам быстро понять основные технические аспекты и избежать распространенных ошибок при выборе завода.
<тело>
Размеры основного элемента управления
Стандартные параметры процесса
Традиционные сварочные характеристики
Преимущества оптимизации процесса
Энергия сварочной линии
≤0,4 кДж/мм
>1,2 кДж/мм
Устраняет фундаментальный риск огрубления зерна.
Скорость охлаждения сварного шва
Увеличено более чем на 30 %
Естественное рассеивание тепла, низкая скорость
Предотвращает проблемы фазового превращения, связанные с сенсибилизацией сплава.
Зона покрытия HAZ
Уменьшено на 65 % (лазерный процесс)
Распространение тепла в широком диапазоне
Деформация заготовки приближается к нулю.
Скорость потока для защиты аргона
≥15 л/мин
≤8 л/мин
Предотвращает окисление сварных швов и загрязнение примесями.
Значение остаточного напряжения
≤50 МПа
Максимум 350 МПа
Повышает усталостную долговечность заготовки.
Основные выводы
<ул>
Энергия сварочной линии является основной причиной, влияющей на контроль HAZ (зоны термического воздействия): Вам необходимо настроить энергию сварочной линии так, чтобы она составляла всего 0,4 кДж/мм, используя формулу Тепловложение = (U I) / v.
Скорость охлаждения и инструмент являются основными факторами поддержки: Соединение медной подложки с высокой теплопроводностью с защитой аргона под высоким давлением сзади (скорость потока 15 л/мин) может повысить скорость охлаждения сварного шва более чем на 30%.
Лазерная сварка — ведущий вариант сварки с высокой плотностью энергии: Прецизионная лазерная сварка позволяет уменьшить площадь зоны термического влияния на 65 % по сравнению с традиционной TIG при нестандартных тонкостенных сложных деталях. Поэтому этот маршрут считается лучшим техническим путем для сварки с низкой ЗТВ.
Почему стоит доверять опыту LS Manufacturing в области контроля зон термического влияния при оказании услуг по сварке металлов на заказ?
Профессиональное накопление технологических и измеренных данных представляет собой основные шаги для обеспечения низкого качества сварки HAZ. Надежные производители могут полностью избежать риска неисправности сварки прецизионных заготовок. Углубляя наши знания отраслевой практики, наша команда хорошо знакома с оптимизацией процесса прецизионной сварки и реализовала сотни проектов по сварке оборудования с жидкостью под высоким давлением.
На примере трехмесячного итеративного тестирования процессов сварки титановых сплавов контролируемая температура может значительно снизить вероятность выхода из строя заготовок (до 90 %), таким образом даже соблюдая AWS D1.6 сварка стальных конструкций характеристики. Все параметры нашего процесса соответствуют высшим отраслевым стандартам при строгом соблюдении рекомендаций по квалификации процедур сварки ISO 15614.
С технической точки зрения, основной причиной большинства неудач сварки является неадекватный контроль тепловложения, а не проблемы с основным материалом. С помощью наших самостоятельно разработанных охлаждающих устройств и моделей параметров мы напрямую решаем проблему чрезмерного ЗТВ в процессах сварки различных сплавов, поэтому мы работаем даже с такими материалами высшего качества, как нержавеющая сталь, титановые сплавы и дуплексная сталь.
Секретные данные полевых испытаний, проведенных нашей командой, показывают, что благодаря оптимизации после обработки прочность детали на разрыв может стабильно поддерживаться на уровне более 98 % от стандарта основного материала, что полностью решает проблему ослабления традиционных сварных материалов.
<блок-цитата>
Большой практический опыт испытаний и соответствующая технологическая система всесторонне гарантируют качество ваших услуг по сварке металлов на заказ, позволяя избежать дефектов при массовом производстве. Чтобы интуитивно понять практический эффект сварки с низкой ЗТВ, вы можете просмотреть наши успешные примеры прецизионной сварки компонентов в любое время, чтобы быстро адаптироваться к требованиям вашего проекта.
Почему стандартные услуги по сварке металла на заказ не могут контролировать опасный рост зоны термического воздействия?
Традиционная служба сварки металлов на заказ использует высокопрочныерентабельные и низкоскоростные традиционные методы TIG или MIG, которые приводят к очень сильному нагреву. вход (более 1,2 кДж/мм). Такое чрезмерное нагревание со временем может привести к утолщению зоны термического влияния (ЗТВ), привести к межкристаллитной коррозии и ослаблению материала более чем на 25%. Здесь мы обсуждаем вопросы традиционной сварки с точки зрения металловедения и выясняем основную причину, почему она непригодна для прецизионных деталей.
Механизм разрушения зерна при высоких температурах
Стабильность зерна является обязательным условием качественной работы сварных деталей. Качественные услуги по индивидуальной сварке металлов помогут внимательно следить за изменениями зерна, происходящими при повышенных температурах, а улучшение зерна сварного шва — это отличный способ добиться лучшего металлографического состояния.
Если основной металл долгое время находится при температуре от 800 ℃ до 1200 ℃, структура будет разрушена, поскольку размер зерна будет быстро увеличиваться. Углеродистая сталь, нержавеющая сталь 316L и титановый сплав TC4 сильно реагируют на этот температурный диапазон. Отсутствие точного контроля температуры при традиционной сварке только усугубляет потерю качества зерна.
Как показывает наш практический опыт сварки трубопроводов высокого давления, неправильный процесс может повысить остаточное напряжение в сварных швах до уровня 350 МПа. Чтобы предотвратить структурные повреждения, промышленность должна строго зависеть от контроля остаточных напряжений при сварке металлов. Большие уровни остаточных напряжений могут привести к образованию микротрещин в сваренных по индивидуальному заказу деталях при воздействии циклической нагрузки, что приводит к усталостному разрушению после длительного использования, а детали могут даже не соответствовать строгим стандартам закупок для оборудования, работающего с жидкостью под высоким давлением.
<тело>
Базовый материал
Ширина зоны опасности при традиционной сварке
Пиковое остаточное напряжение (МПа)
Степень снижения прочности на разрыв
Количество отказов в цикле усталости
Нержавеющая сталь 316L
1,2 мм
320
22%
18000
Титановый сплав TC4
1,5 мм
350
28%
12000
Дуплексная сталь 2205
1,1 мм
310
20%
21000
Обычная углеродистая сталь
0,9 мм
280
15%
25000
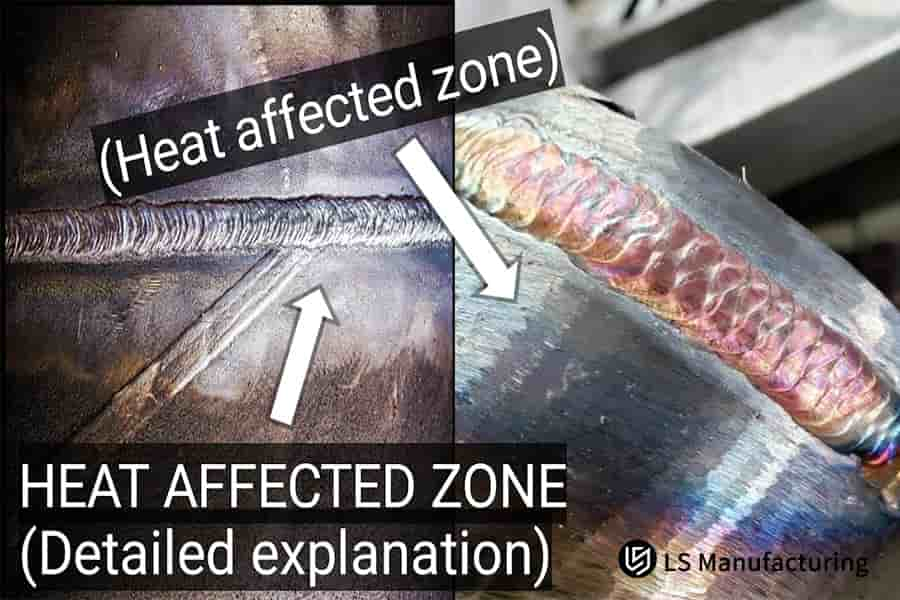
Рисунок 1. Поперечное сечение сварного шва, показывающее цветную зону термического влияния (ЗТВ) и микроструктурные изменения.
Как усовершенствованная конструкция сварки металлов может минимизировать линейное тепловложение во время изготовления?
Отличная конструкция сварки металла по индивидуальному заказу позволяет точно контролировать параметры сварки, такие как напряжение, ток и скорость сварки, чтобы гарантировать, что подвод тепла за один проход не превышает 0,35 кДж/мм, что позволяет практически исключить увеличение ЗТВ из-за подачи тепла. Точный расчет параметров может быть эффективной мерой предотвращения чрезмерного тепловложения, что также означает, что он пригоден для различных прецизионных нестандартных проектов сварки металлов и сценариев прецизионной сварки.
Использование формулы тепловложения
Контроль теплоотдачи — это суть метода. Продуманная конструкция сварки металла по индивидуальному заказу в значительной степени склонна к стабилизации тепловложения за счет контроля тепловложения на основе научных формул, что обеспечивает термическую стабильность сварки металла.
Широко принятая в отрасли формула: Тепловложение = η × (U × I) / v, которая точно характеризует тепловую энергию, передаваемую при сварке. Компания LS Manufacturing включила это выражение в свой инструмент оценки DFM, где коэффициент термической эффективности лазерной сварки (η) установлен равным 0,8. Регулируя ток, напряжение и скорость сварки, можно стабильно регулировать тепловложение в безопасных пределах.
План разработки параметров канавок и импульсов
Настройка архитектуры процесса может значительно снизить тепловыделение. Надежные службы прецизионной сварки прибегают к оптимизации параметров разделки и импульса, а также практикуют идеальное согласование параметров сварки металла. Некоторые параметры оптимизации перечислены ниже:
<ол>
Улучшение канавки:Преобразование обычной 60-й V-образной канавки в 35-ю канавку с узким зазором приводит к уменьшению объема наплавленного металла на 40 %, что, соответственно, снижает общее тепловложение источника.
Импульсный режим: При базовом токе 20 А, пиковом токе 80 А, рабочем цикле 35 % и частоте импульсов 5 Гц выделение тепла является прерывистым.
<блок-цитата>
Короче говоря, эта конструкция обеспечивает достаточное время для отвода тепла от основного металла, предотвращая накопление тепла. Нужны точные расчеты параметров тепловложения при сварке вашей детали? Отправьте свои чертежи, чтобы получить бесплатное профессиональное решение для оценки процесса DFM.
Какие методы управления температурным режимом в сфере прецизионной сварки могут обойти сенсибилизацию сплава и фазовое превращение?
Самая передовая точность сварки зависит от тщательного регулирования сварочного термического цикла. Это, вместе с использованием приспособлений с водяным охлаждением и аргоном высокой чистоты 99,999% в качестве защиты, сокращает время пребывания в диапазоне температур сенсибилизации всего до 3 секунд, тем самым предотвращая деградацию сплава при фазовом превращении. Правильный температурный контроль — секрет успеха услуг прецизионной сварки.
Применение интегрированной системы водяного охлаждения
Целевое рассеивание тепла действует как быстрый механизм избавления лишнего тепла. Водяное охлаждение — это особенность высококачественных услуг прецизионной сварки, обеспечивающая надежный контроль температуры сварки металла. Наша разработанная нами многоканальная система водяного охлаждения с микровибрацией меди, расположенная на расстоянии 5 мм с обеих сторон от сварного шва, отвечает за отвод более 60 % тепла от кромок при расходе воды 2,5 л/мин, таким образом быстро снижая температуру в зоне сварного шва.
Точный контроль межпроходной температуры в режиме реального времени
Что касается сварки дуплексной нержавеющей стали 2205, температуру между проходами можно постоянно наблюдать с помощью ИК-тепловизора, строго ограниченной 100 ℃. Технология восстановительной сварки HAZ на профессиональном уровне оснащена полной системой контроля температуры для обеспечения точного фазового равновесия сварочного металла. Полная операция термического контроля с применением различных средств для предотвращения фазовых изменений сплава, что приводит к удовлетворительным характеристикам сварки.
Основные контрольные точки:
<ул>
Использование технологии принудительного охлаждения для контроля времени пребывания сварного шва в диапазоне сенсибилизации 450–850 ℃ с точностью до 3 секунд во избежание осаждения карбида хрома.
Поддерживать баланс металлографического соотношения: Постоянно контролировать золотое сечение дуплексного феррита и аустенита на уровне от 45 % до 55 % соответственно, с помощью которого обеспечивается стабильность металлографического изображения на уровне материала.
Повысить показатели коррозионной стойкости:Измеренное эквивалентное число сопротивления точечной коррозии (PREN) сварного шва составляет 35, что означает, что во всех отношениях коррозионная стойкость превосходит стойкость исходной основы.
Почему выбор решений для автоматизированной лазерной сварки снижает затраты на сварку с низкой зоной термической опасности в долгосрочной перспективе?
Автоматическая сварка волоконным лазером позволяет точнее фокусировать лазерный луч, тем самым увеличивая скорость сварки, уменьшая ширину ЗТВ на 80 %, значительно увеличивая предел текучести и сокращая затраты более чем на 35 % в совокупности. Этот метод аккуратно решает проблему поддержания низкой стоимости сварки HAZ.
Сравнение стоимости лазерной и традиционной сварки
Эффективность массового производства напрямую определяет затраты на массовое производство и является ключевым фактором, ограничивающим низкую стоимость сварки HAZ. Исчерпывающее стандартизированное автоматизированное планирование партий сварки металлов может значительно снизить потери при массовом производстве. Ручная TIG-сварка тонкостенных деталей неправильной формы, стоимость правки и полировки которых составляет 45 долларов США за штуку, тогда как лазерная сварка обеспечивает почти нулевую термическую деформацию и прямое исключение затрат на постобработку.
Основные преимущества производительности процессов
Лазерная сварка имеет соотношение глубины к ширине, достигающее 8:1, четкую фокусировку точек и минимальную зону термического влияния, поэтому она является ведущей технологией сварки с уменьшением ЗТВ. Высокоточная сварка металлов с подавлением дефектов позволяет полностью избежать дефектов массового производства. Это изменение не только улучшает внешний вид заготовки и повышает ее точность, но и повышает выход продукции массового производства выше 99 %, поскольку это обеспечивает весьма существенную и долгосрочную экономическую эффективность при массовом производстве.
<тело>
<тр>
Тип процесса
Диаметр пятна
Скорость сварки
Коэффициент снижения HAZ
Стоимость постобработки одной детали
<тр>
Автоматическая лазерная сварка
≤0,15 мм
≥25 мм/с
80%
$0
<тр>
Традиционная сварка TIG
≥0,8 мм
≤8 мм/с
0%
45 долларов США
<блок-цитата>
Хотите точно рассчитать затраты на сварку партии деталей? Укажите параметры продукта, чтобы получить бесплатное решение для расчета себестоимости массового производства.
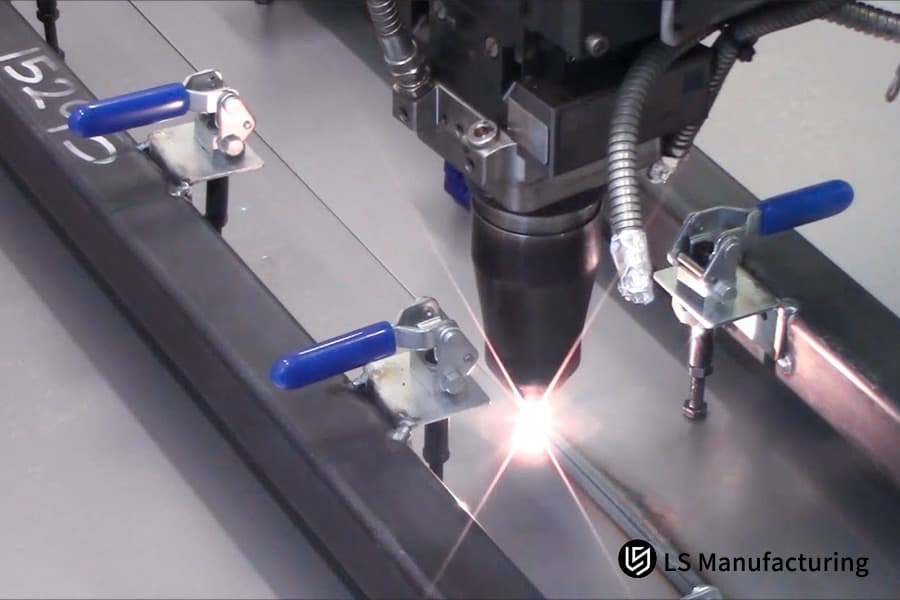
Рис. 2. Автоматический лазерный сварочный аппарат обрабатывает металлический лист с помощью синих зажимов, обеспечивающих точную фиксацию.
Какие технические контрольные списки необходимо проверить перед запросом индивидуального расчета на сварку металла?
Прежде чем запросить цену на сварку металла по индивидуальному заказу, покупатели должны ознакомиться с основными техническими требованиями поставщика и возможностями проведения испытаний. Проведение технического аудита перед аудитом помогает перестать получать неверные обещания процесса и убедиться, что предложение соответствует производственным стандартам.
Основные показатели технического аудита
Стандарт качества, устанавливаемый показателями аудита, является основой для контроля низких затрат на сварку ЗТВ. Тщательный и систематический аудит сварки металлов может помочь выявить поставщиков хорошего качества. Заказчикам при проверке поставщиков следует обратить внимание на проверку основных показателей, таких как Твердость ЗТВ 50 HV основного материала, остаточное сварочное напряжение, металлографическая целостность, и прямо включить их в техническое соглашение.
Методы выявления ложных обязательств по процессу
Некоторые основные моменты для систематического выявления некачественных поставщиков и эффективного выбора соответствующих поставщиков услуг HAZ восстановительной сварки во избежание рисков, связанных с нерегулярной сваркой металла:
<ол>
Ценовые предложения, которые не включают процесс оценки осуществимости DFM, скорее всего, не имеют возможностей предварительной оптимизации.
Если нет упоминания о неразрушающем контроле RT/UT, это означает, что нельзя обнаружить микроскопические скрытые трещины.
Отсутствие оборудования для определения размера зерна ЗТВ означает, что микроскопические металлургические свойства невозможно контролировать.
Рис. 3. Металлический цилиндр с аккуратным, однородным сварным швом по окружности.
Как специализированная служба сварки HAZ предотвращает геометрические искажения в тонкостенных прецизионных корпусах?
Профессионал Служба контроля сварки HAZ использует симметричный процесс сварки с пропуском для балансировки напряжений и контроля погрешности плоскостности в пределах 0,08 мм за счет использования тонкостенных корпусов толщиной 1,0 мм. Этот метод может даже эффективно решить проблемы термической деформации тонкостенных заготовок.
Основной механизм деформации тонкостенных деталей
На самом деле неравномерная термическая усадка в основном вызывает деформацию. Профессиональная служба сварки HAZ косвенно решает эту проблему, используя профессиональные методы формирования металлической сварки. После нагрева тонкостенные металлические конструкции развивают как продольные, так и поперечные силы усадки, которые неодинаковы. При постоянном подаче тепла во время сварки разница напряжений увеличивается, что приводит к короблению заготовки и смещению отверстий настолько, что критерии плоскостности не соблюдаются.
Метод сварки с балансировкой напряжений
Распределение теплового поля во время сварки длиной 1200 мм можно заранее спрогнозировать с помощью метода конечных элементов FEA, длину можно разделить на 10 отдельных участков сварки, а пути импульсной сварки можно расположить в шахматном порядке от центра к обоим концам. Кроме того, для компенсации напряжения термической усадки используются заполненные аргоном инструменты для предварительного расширения, которые не только стабилизируют размеры свариваемых деталей, но и обеспечивают высокоточный контроль размеров при сварке металла, удерживая погрешности размеров строго в пределах стандартов.
Основные параметры всего процесса представлены в таблице ниже:
<тело>
<тр>
Элемент управления
Стандарт параметров процесса
Обычный параметр процесса
Эффект оптимизации
Применимая толщина стенки
<тр>
Сварочная сегментация
10 сегментов/1200 мм
Непрерывная сварка всего сегмента
Равномерное распределение напряжения
≤1.0mm
<тр>
Welding Path
Staggered skip welding from center to both ends
Unidirectional continuous welding
Warpage reduced by 90%
≤1.0mm
<тр>
Flatness Error
≤0.08mm
≥0.3mm
Significantly improved dimensional accuracy
≤1.0mm
<тр>
Argon Pre-filling Pressure
0.15MPa
0.05MPa
Offsets thermal shrinkage deformation
≤1.0mm
<блок-цитата>
Want to solve the problem of welding deformation in thin walled precision parts? Consult a process engineer one-on-one to obtain a customized welding solution.
Figure 4: A gloved hand performs laser welding on a thin-wall metal enclosure, with sparks flying at the corner.
Why Proprietary Filler Wire Selection Is Vital For Custom Welded Parts Microstructural Integrity?
Metal grain size can be made smaller, alloy shortage can be made up for, welding HAZ can be effectively controlled, and the performance of the workpiece can be guaranteed through the use of proprietary modified welding wire for precise matching. The choice of welding wire is the key to the microstructural integrity of the weld, which is the main reason influencing quality assurance of the custom welded parts.
Welding Defects of Ordinary Welding Wires
Loss of chromium element results in material deterioration and can directly lead to the loss of the functional properties of custom welded parts. Besides, it completely damages the stabilized metal welding alloy microstructure. For example, when welding 304 stainless steel, conventional welding wire can cause chromium-depleted regions in the HAZ of welding, where the chromium level is less than the critical 12%, this way the areas are highly prone to stress corrosion cracking and the workpiece's service life can be markedly decreased.
Dedicated Welding Wire Optimization Solution
The use of ultra-low carbon ER308LSi dedicated welding wire with increased levels of silicon in this solution makes the molten pool more fluid, lead to finer metallographic grains, completely resolve welding defects, and assure the stability of the workpiece over a long period of time. This pairing solution is implemented in very well-known custom metal welding service to successfully eradicate metal welding cracks.
The main reasons why it can be considered are:
<ул>
Avoids chromium-depleted zones: The specialized welding wire counterbalances the loss of alloy elements due to the welding process, which makes sure that the chromium content does not drop below the critical 12% value and so material degradation gets removed.
Refines metallographic structure: The refinement of the grains is so great that the grain size in HAZ is kept at a level of 8 or above, leading to a very compact and uniform metallographic structure.
Eliminates corrosion cracking risks: It is able to stop SCC completely, so this is a desirable feature for high-end industrial equipment for fluids and high-pressure pipelines.
How Did LS Manufacturing Industrial Equipment Engineering Eliminate Severe HAZ Cracking In Custom Titanium Micro Valve Welded Parts?
This part is a real industrial welding case from LS Manufacturing. We used pulsed lasers and self-developed protective fixtures to reduce the welding fracture of titanium alloy valves. The width of the heat-affected zone (HAZ) of titanium alloy valves was 0.12mm, this way we totally eliminated the welding fracture problem of precision workpieces.
Client's Core Challenges
In November 2025, a global manufacturer of high-pressure fluid equipment got a problem: their 0.8mm thin-walled TC4 titanium alloy micro valve assembly, after the welding with traditional TIG, had a HAZ width of 1.5mm which is a very high figure. Using the backward metal welding process for precision components was completely out of the question.
Under a 15MPa pulsed load fatigue test, the specimen showed an intergranular brittle fracture after 12,000 cycles only, so its yield rate was less than 45%. These aspects caused a serious loss in delivery of bulk orders and so an advanced process was really necessary.
Решение для производства LS
They concentrated on metal welding of thin metal walls with very high precision, and focused on the exact top problems of welding titanium alloy precision parts.
<ол>
From the experience of titanium alloy micro valve welding project, titanium alloys can adsorb oxygen and hydrogen impurities very easily at high temperatures, which is the main reason for HAZ embrittlement.
The team dropped the idea of single-pass arc welding process once and for all and chose a 3000W pulsed fiber laser welding system, which allowed the adjustment of the laser spot focus accuracy to 0.02mm.
With two-layer flexible argon gas protective fixture, with the help of 99.999% pure argon gas at a rate of 25L/min being exhausted, and copper for forced heat dissipation, their interpass temperature is 85C, from a metallurgical point of view, they are prevented from forming cracks.
Project Results and Value
100% RT radiographic testing and metallographic inspection certified that the workpiece HAZ width was reduced to 0.12mm, and the grain size achieved the 9.5-level ultrafine grain standard. With the use of metal welding fatigue resistance design, the workpiece was able to endure 100,000 ultra-high pressure fatigue tests without any damage.
The first-pass yield rate went up to 99.8%, which completely eliminated all post-processing steps and reduced the long-term assembly costs per part by 42%, that is how they helped the customers to resolve delivery crises perfectly and reach a performance high and production loop of low cost.
<блок-цитата>
This mature titanium alloy low-HAZ welding process can be quickly reused. For similar precision titanium alloy component processing needs, you can submit drawings directly to obtain a customized process solution.
Часто задаваемые вопросы
Q1: What is the Heat Affected Zone (HAZ) exactly in standard custom metal welding service?
The heat affected zone or HAZ is the portion of the base metal that was not actually melted during welding but still underwent changes due to exposure to high temperatures. These changes cause the area to have a weaker microstructure lower mechanical strength and less resistance to corrosion which is why the HAZ always really helps in the quality of welded components.
Q2: How exactly does LS Manufacturing control the extent of the HAZ during automated laser fabrication?
The laser duty cycle is altered by laser processing engineers the spot is squeezed to <=0.15mm and an in particular designed andcryogenic liquid nitrogen cooed copper water fixture is employed to very efficiently remove more than 65% of excess welding heat so the HAZ width is controlled very precisely.
Q3: In what ways does a larger HAZ affect the overall mechanical tensile strength of custom welded parts?
The main reason for that is the high-temperature metal grains coarsening due to their prolonged exposure to temperature in the wide HAZ. In addition brittle material may form at the grain boundaries which would serve those boundaries as stress concentration points and cause them to fracture under stress and this could bring a significant drop in the structural strength.
Q4: Is post-weld heat treatment (PWHT) completely unnecessary if the initial HAZ control welding service is optimized?
Конечно. With low-energy multi-pass micro-step welding the residual stress in the workpiece can be lowered to less than 15% of the base material's yield strength. With this in view most thin-walled stainless steel workpieces can be considered not in need of the costly post-weld heat treatment.
Q5: Which metal materials are prone to severe degradation around the welding heat affected zone during precision welding service?
7075 aluminum alloy with high strength, martensitic stainless steel, precipitation-hardening steel, and titanium alloy TC4 are very sensitive metals in the welding heat zone, they tend to soften or experience hydrogen cracking. Keeping the welding heat input very low is part of effective welding.
Q6: What NDT methods do you employ to inspect the microstructure of the HAZ without destroying the material?
We use AWS D1.1/D1.6 and ISO 15614 standards as a base. With technical equipment, UT ultrasonic testing, DR digital radiography, and Vickers hardness testing are the main tools we utilize. This combination of techniques allows us to detect microcracks and defects in the HAZ that are not visible to the naked eye.
Q7: What is the impact of the weld joint shape on the cost of welding HAZ?
Good design of the bevel can limit the amount of welding metal and heat by about 50%, which helps reduce not only the size of HAZ, but also resulting distortions. Besides, it can shorten the overall manufacturing time by 30% and eliminate the need for further straightening.
Q8: What essential quality documents does LS Manufacturing attach to my custom metal welding quote?
Components of a quote consist of DFM report, WPS welding procedure specification, PQR process qualification, metallographic test report, and original equipment manufacturer (OEM) material traceability certificate, all of which are aimed at confirming the compliance of manufacturing and quality control. Upload your drawings to get a quote and work with an expert process team to find customized welding solutions.
Сводка
The heat-affected zone (HAZ) of a weld is critical in determining the performance, service life, and safety of dimensionally accurate metal components. Control of low linear energy levels (0.4 kJ/mm), the optimization of pulsed laser melting cycles, and the use of forced cooling methods going together, metallurgically can help in minimizing core defects like grain coarsening and stress cracking. Because of this, this achieves a balance between the structural stability of workpieces and the limitation of the production cost.
At the same time, if you are looking for precision welding services, you can start by evaluating potential suppliers based on what comes next three main factors:
<ол>
Are they capable of simulating the stability of thermal cycles during mass production via finite element analysis (FEA) at the prototype phase?
Do they have 100% coverage non-destructive testing (NDT) tools?
Is the process documentation showing a clear upper bound for linear energy control?
LS Manufacturing is an ISO 9001:2015 certified company with a fully automated laser welding facility, capable of perform precision welding of high-pressure fluid equipment. Being responsible and quality-oriented, it highly emphasizes workpiece tolerances and metallographic quality. You are most welcome to visit our official inquiry page on our independent website anytime. Here, you can upload your STEP format 3D DFM drawings directly, and our senior metallurgical experts will generate a customized free metal welding assessment report and accurate commercial quotation for you within 24 hours.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Производственная группа LS
LS Manufacturing – ведущая компания в отрасли. Сосредоточьтесь на индивидуальных производственных решениях. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.