Projeto personalizado de soldagem de metal: como minimizar a zona afetada pelo calor (HAZ)
Escrito por
Gloria
Publicado
Jun 02 2026
Soldagem de Metais
Siga-nos
O serviço personalizado de soldagem de metal constitui uma das etapas mais cruciais na produção de peças industriais de alta precisão. É o método de usinagem que apresenta menor envolvimento térmico, o que significa uma região de calor muito rasa ao redor da solda (HAZ), quebra extremamente mínima das peças e alteração nominal das propriedades físicas do material. Portanto, esse tipo de soldagem é capaz de regular a profundidade da ZTA de um trabalho fino para 0,2 mm ou menos basicamente.
Controlar o calor e, como resultado, as alterações na microestrutura na fabricação de equipamentos de fluidos de alta pressão é um grande desafio porque a entrada de calor com a soldagem tradicional é incontrolável e isso eventualmente resultará na deterioração da microestrutura do metal e no desmantelamento da peça de trabalho. A LS Manufacturing, com seu sistema de processo bem organizado, consegue resolver o problema de fragilização do metal durante soldagem de aço inoxidável e liga de titânio simplesmente regulando a energia da linha, soldagem em microetapas e resfriamento forçado. As partes abaixo divulgarão o plano completo de implementação da soldagem com baixa HAZ.
Visão geral rápida dos principais processos para soldagem personalizada de metais com baixa ZH
Neste capítulo, o autor apresenta um resumo dos principais fatores de processo, padrões técnicos e os resultados da implementação da soldagem com baixa HAZ, permitindo assim que engenheiros e equipe de compras entendam prontamente os principais aspectos técnicos e armadilhas comuns na seleção de fábrica possam ser evitadas.
Dimensões de controle principais
Parâmetros padrão do processo
Desempenho de soldagem tradicional
Benefícios da otimização de processos
Energia da linha de soldagem
≤0,4 kJ/mm
>1,2 kJ/mm
Elimina o risco fundamental de engrossamento dos grãos.
Taxa de resfriamento de solda
Aumentou em mais de 30%
Dissipação de calor natural, taxa lenta
Evita problemas de transformação da fase de sensibilização da liga.
Área de cobertura da ZTA
Reduzido em 65% (processo a laser)
Difusão de calor em ampla faixa
A deformação da peça se aproxima de zero.
Taxa de fluxo de proteção de argônio
≥15 L/min
≤8 L/min
Elimina a oxidação da solda e a contaminação por impurezas.
Valor de tensão residual
≤50 MPa
Máximo de 350 MPa
Melhora a vida útil da peça de trabalho.
Principais vantagens
A energia da linha de soldagem é o maior motivo que afeta o controle da HAZ (zona afetada pelo calor): Você precisa personalizar a energia da linha de soldagem para ser tão baixa quanto 0,4 kJ/mm usando a fórmula Entrada de calor = (U I) / v.
A taxa de resfriamento e as ferramentas são os principais suportes: A união de um suporte de cobre de alta condutividade térmica com proteção de gás argônio de alta pressão na parte traseira (taxa de fluxo de 15 L/min) pode aumentar a taxa de resfriamento da solda em mais de 30%.
A soldagem a laser é a principal opção para serviços de soldagem de alta densidade de energia: A soldagem de precisão a laser pode reduzir a área da zona afetada pelo calor em 65% em comparação com o TIG tradicional quando peças complexas personalizadas de paredes finas. Portanto, é considerada a melhor rota técnica para soldagem com baixo HAZ.
Por que confiar na experiência da LS Manufacturing em controle de zonas afetadas pelo calor para serviços personalizados de soldagem de metais?
O acúmulo de processos profissionais e os dados medidos constituem as principais etapas para garantir a qualidade da soldagem com baixa HAZ. Fabricantes confiáveis podem evitar completamente o risco de falha de soldagem em peças de precisão. Ao aprofundar nosso conhecimento das práticas da indústria, nossa equipe está bem familiarizada com a otimização de processos de soldagem de precisão e realizou centenas de projetos de soldagem de equipamentos de fluidos de alta pressão.
Tomando como exemplo um teste iterativo de três meses de processos de soldagem de liga de titânio, a temperatura controlada pode diminuir drasticamente a chance de falha das peças de trabalho em até 90%, desta forma, até mesmo em conformidade com AWS D1.6 soldagem de estrutura de aço especificações. Todos os nossos parâmetros de processo são consistentes com os principais padrões da indústria, observando rigorosamente a diretriz de qualificação de procedimento de soldagem ISO 15614.
Tecnicamente falando, o principal motivo da maioria das falhas de soldagem é o controle inadequado da entrada de calor, e não problemas com o material de base. Com a ajuda de nossos dispositivos de resfriamento e modelos de parâmetros desenvolvidos por nós, resolvemos diretamente o problema de HAZ excessivo em vários processos de soldagem de ligas, e é por isso que trabalhamos até mesmo com materiais de primeira linha, como aço inoxidável, ligas de titânio e aço duplex.
Dados secretos dos testes de campo de nossa equipe mostram que, na otimização pós-processo, a resistência à tração da peça pode ser mantida de forma estável em mais de 98% do padrão do material base, resolvendo totalmente o problema de enfraquecimento dos materiais soldados tradicionais.
Sólida experiência em testes práticos e um sistema de processo compatível garantem de forma abrangente a qualidade do seu serviço personalizado de soldagem de metal, evitando defeitos na produção em massa. Para compreender intuitivamente os efeitos práticos da soldagem com baixo HAZ, você pode visualizar nossos estudos de caso bem-sucedidos de soldagem de componentes de precisão a qualquer momento para atender rapidamente aos requisitos do seu projeto.
Por que o serviço padrão de soldagem de metal personalizado não consegue controlar o crescimento perigoso da zona afetada pelo calor?
O serviço tradicional de soldagem de metal personalizado usa métodos tig ou mig tradicionais de baixa velocidade que resultam em uma entrada de calor muito alta (mais de 1,2 kJ/mm). Esse tipo de calor excessivo ao longo do tempo pode fazer com que a zona afetada pelo calor (ZTA) se torne mais grosseira, levar à corrosão intergranular e enfraquecer o material em mais de 25%. Aqui discutimos as questões da soldagem convencional do ponto de vista da ciência do metal e esclarecemos a principal razão pela qual ela é inadequada para componentes de precisão.
Mecanismo de deterioração de grãos em alta temperatura
A estabilidade do grão é um pré-requisito para a qualidade do desempenho do componente soldado. Um serviço de soldagem de metal personalizado de qualidade fará bem em ficar de olho nas mudanças de grãos que ocorrem em temperaturas elevadas e o refinamento de grãos de solda de metal é uma excelente maneira de obter uma melhor condição metalográfica.
Se o metal base passar muito tempo em temperaturas entre 800°C e 1200°C, a estrutura será destruída à medida que o tamanho do grão aumentará rapidamente. O aço carbono, o aço inoxidável 316L e a liga de titânio TC4 têm uma forte resposta a esta faixa de temperatura. A falta de controle preciso da temperatura na soldagem convencional apenas agrava ainda mais a perda de qualidade do grão.
Defeitos invisíveis causados por estresse residual
De acordo com nossa experiência prática em soldagem de tubulações de alta pressão, um processo errado pode elevar a tensão residual nas soldas até um nível de 350 MPa. Para evitar danos estruturais, a indústria deve depender estritamente do controle da tensão residual da soldagem metálica. Grandes níveis de tensão residual podem resultar na formação de microfissuras em peças soldadas personalizadas quando submetidas a cargas cíclicas, resultando em falha por fadiga após uso prolongado, e as peças podem nem mesmo atender aos rígidos padrões de aquisição para equipamentos de fluidos de alta pressão.
Material base
Largura da zona perigosa de soldagem tradicional
Pico de tensão residual (MPa)
Taxa de diminuição da resistência à tração
Contagem de falhas no ciclo de fadiga
Aço inoxidável 316L
1,2 mm
320
22%
18000
Liga de titânio TC4
1,5mm
350
28%
12000
Aço Duplex 2205
1,1 mm
310
20%
21000
Aço carbono comum
0,9mm
280
15%
25000
Figura 1: Seção transversal de uma solda, mostrando a zona colorida afetada pelo calor (HAZ) e as alterações microestruturais.
Como o projeto avançado de soldagem de metal personalizado pode minimizar a entrada de calor linear durante a fabricação?
O excelente design de soldagem de metal personalizado permite um controle preciso dos parâmetros de soldagem, como tensão, corrente e velocidade de soldagem, para garantir que a entrada de calor em uma passagem única seja menor ou igual a 0,35 kJ/mm, de forma que o aumento da ZTA devido ao fornecimento de calor será quase eliminado. O projeto de parâmetros precisos pode ser uma medida eficaz para evitar a entrada excessiva de calor, o que também significa que é viável para vários projetos de soldagem de metal personalizados de precisão e cenários de serviços de soldagem de precisão.
Uso da fórmula de entrada de calor
O controle da produção de calor é o coração do método. Um projeto de soldagem de metal personalizado bem fundamentado é fortemente inclinado à estabilização da entrada de calor por meio do controle de entrada de calor com base em fórmulas científicas, garantindo assim a estabilidade térmica da soldagem de metal.
A fórmula amplamente adotada pela indústria é a entrada de calor = η × (U × I) / v, que caracteriza com precisão a energia térmica fornecida pela soldagem. A LS Manufacturing incorporou esta expressão na sua ferramenta de avaliação DFM, onde o coeficiente de eficiência térmica da soldadura a laser (η) é definido como 0,8. Ao ajustar a corrente, a tensão e a velocidade de soldagem, é possível regular as entradas de calor de forma constante dentro dos limites seguros.
Plano de desenvolvimento de parâmetros de groove e pulso
O ajuste da arquitetura do processo pode diminuir bastante a entrada térmica. Serviços confiáveis de soldagem de precisão recorrem à otimização de parâmetros de ranhura e pulso e à prática de combinar perfeitamente os parâmetros de soldagem de metal. Alguns parâmetros de otimização estão listados abaixo:
Aprimoramento da ranhura: transformar a ranhura convencional de 60 V em uma ranhura estreita de 35 leva a uma diminuição no volume do metal depositado em 40%, o que reduz correspondentemente a entrada geral de calor da fonte.
Modo de pulso: Ao adotar corrente base 20A, corrente de pico 80A, ciclo de trabalho de 35% e frequência de pulso de 5Hz, a saída de calor é descontínua.
Resumindo, esse design permite tempo suficiente para a dissipação de calor do metal base, evitando o acúmulo de calor. Precisa de cálculos precisos dos parâmetros de entrada de calor de soldagem da sua peça? Envie seus desenhos para receber uma solução profissional gratuita de avaliação de processo DFM.
Quais metodologias de gerenciamento térmico de serviços de soldagem de precisão podem contornar a sensibilização de ligas e a transformação de fases?
A soldagem de precisão mais avançada depende da regulação meticulosa do ciclo térmico da soldagem. Isto, juntamente com o uso de luminárias resfriadas a água e 99,999% de gás argônio de alta pureza como proteção, reduz o tempo gasto na faixa de temperatura de sensibilização para apenas 3 segundos, evitando assim a degradação da transformação da fase da liga. O gerenciamento térmico adequado é o segredo para o sucesso das operações de serviços de soldagem de precisão.
Aplicação de sistema integrado de resfriamento de água
A dissipação de calor direcionada atua como um mecanismo rápido para se livrar do calor extra. O resfriamento a água é um recurso do serviço de soldagem de precisão de alta qualidade para ter controle confiável de temperatura de soldagem de metal. Nosso sistema de resfriamento de água por microvibração multicanal de cobre desenvolvido internamente, colocado a 5 mm de ambos os lados da solda, é responsável por retirar mais de 60% do calor das bordas em um fluxo de água de 2,5 L/min, baixando assim rapidamente a temperatura nas proximidades da solda.
Controle preciso da temperatura entre passes em tempo real
Referindo-se à soldagem de aço inoxidável duplex 2205, a temperatura entre passes pode ser continuamente observada por um termovisor IR, estritamente limitado a 100°C. A tecnologia de soldagem por redução de HAZ em nível profissional é fornecida com um sistema completo de controle de temperatura para garantirequilíbrio de fase metálica de soldagem. A operação completa de controle térmico recorrendo a vários meios para evitar mudanças de fase da liga, o que resulta em desempenho de solda satisfatório.
Os principais pontos de controle são:
Uso de tecnologia de resfriamento forçado para controlar o tempo de residência da solda na faixa de sensibilização de 450-850°C em até 3 segundos para evitar a precipitação de carboneto de cromo.
Mantenha o equilíbrio da proporção metalográfica: Controle continuamente a proporção áurea da ferrita duplex para austenita em 45% a 55%, respectivamente, com a qual a estabilidade da metalografia é garantida no nível do material.
Aumentar os indicadores de resistência à corrosão: O número equivalente de resistência à corrosão (PREN) medido da solda é 35, o que significa que em todos os aspectos a resistência à corrosão excede a do substrato original.
Por que a escolha de soluções automatizadas de soldagem a laser reduz o custo de soldagem com baixa HAZ a longo prazo?
A soldagem automatizada a laser de fibra tem a capacidade de focar o feixe de laser de forma mais estreita, aumentando assim a velocidade de soldagem, diminuindo a largura da ZTA em 80%, aumentando drasticamente a taxa de rendimento e reduzindo os custos em mais de 35% no total. Este método resolve perfeitamente o problema de manter baixo custo de soldagem HAZ.
Comparação de custos de soldagem a laser x soldagem tradicional
A eficiência da produção em massa determina diretamente os custos da produção em massa e é o fator chave para limitar o baixo custo de soldagem HAZ. A programação exaustiva e padronizada de lotes de soldagem de metal automatizada pode diminuir drasticamente os desperdícios na produção em massa. Soldagem TIG manual de peças irregulares de paredes finas, permitindo US$ 45/peça para endireitamento e polimento, enquanto a soldagem a laser leva a deformação térmica quase zero e à eliminação direta de custos de pós-processamento.
Principais vantagens do desempenho do processo
A soldagem a laser tem uma relação profundidade/largura de até 8:1, foco nítido e uma zona mínima afetada pelo calor, e é por isso que é a principal tecnologia de soldagem com redução de HAZ. Soldagem de metal de alta precisão com supressão de defeitos pode evitar totalmente defeitos de produção em massa. Essa mudança não apenas melhora a aparência e a precisão da peça, mas também aumenta o rendimento da produção em massa acima de 99%, gerando benefícios de custo-benefício altamente substanciais e de longo prazo na produção em massa.
Tipo de processo
Diâmetro do ponto
Velocidade de soldagem
Taxa de redução de HAZ
Custo de pós-processamento de peça única
Soldagem a laser automatizada
≤0,15 mm
≥25 mm/s
80%
$0
Soldagem TIG tradicional
≥0,8mm
≤8mm/s
0%
$45
Deseja calcular com precisão os custos de soldagem de peças em lote? Forneça parâmetros do produto para obter uma solução gratuita de cálculo de custos de produção em massa.
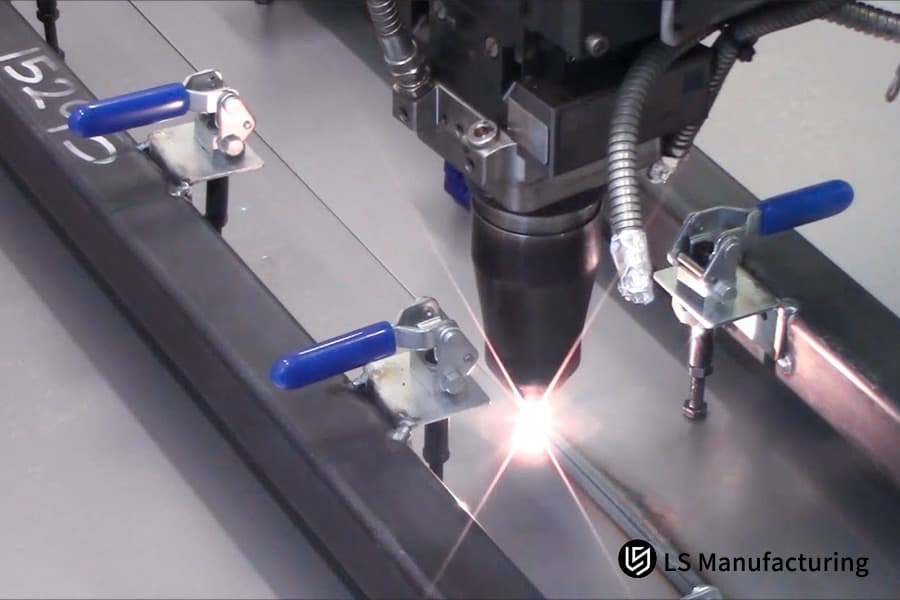
Figura 2: Uma máquina automatizada de solda a laser processa uma chapa metálica, com grampos azuis garantindo uma fixação precisa.
Quais listas de verificação técnicas devem ser auditadas antes de solicitar um orçamento de soldagem de metal personalizado?
Antes de solicitar um cotação de soldagem de metal personalizada, os compradores devem verificar os principais requisitos técnicos e habilidades de teste do fornecedor. Fazer auditorias técnicas de pré-auditoria ajuda a deixar de receber promessas de processo erradas e a garantir que a cotação corresponda aos padrões de produção.
Indicadores Básicos de Auditoria Técnica
O padrão de qualidade a ser definido pelos indicadores de auditoria é a base para controlar o baixo custo de soldagem HAZ. Auditorias completas e sistemáticas de soldagem de metais podem separar fornecedores de boa qualidade. Os clientes, ao auditarem os fornecedores, devem prestar atenção à verificação dos principais indicadores como dureza HAZ de 50 HV do material base, tensão residual de soldagem, integridade metalográfica, e incluí-los explicitamente no acordo técnico.
Métodos para identificar falsos compromissos de processo
Alguns pontos principais para reconhecer sistematicamente fornecedores de baixa qualidade e selecionar eficientemente soldadura por redução de HAZ prestadores de serviços para evitar os riscos de operação irregular de soldagem de metal:
Cotações que não incluem um processo de avaliação de viabilidade do DFM provavelmente não têm recursos de otimização pré-processo.
Se não houver menção a testes não destrutivos RT/UT, significa que não é possível detectar rachaduras microscópicas ocultas.
Não ter equipamento de teste de tamanho de grão HAZ significa que as propriedades metalúrgicas microscópicas não podem ser controladas.
Figura 3: Um componente cilíndrico de metal com uma costura de solda circunferencial organizada e uniforme.
Como o serviço especializado de soldagem de controle HAZ evita distorções geométricas em gabinetes de precisão de parede fina?
Profissional O serviço de soldagem de controle HAZ usa um processo de soldagem por salto simétrico para equilibrar a tensão e controlar o erro de planicidade dentro de 0,08 mm visando gabinetes de paredes finas de 1,0 mm. Este método pode até resolver problemas de deformação térmica de peças de paredes finas de forma eficiente.
Mecanismo básico de deformação de peças de parede fina
Na verdade, a contração térmica irregular causa principalmente deformação. O serviço profissional de soldagem de controle HAZ aborda indiretamente isso usando métodos profissionais de moldagem de soldagem de metal. Após o aquecimento, estruturas metálicas de paredes finas desenvolvem forças de contração longitudinais e transversais que não são iguais. Com o calor contínuo fornecido durante a soldagem, a diferença de tensão aumenta, o que resulta na flambagem da peça e no deslocamento dos furos de tal forma que os critérios de planicidade não são atendidos.
Método de soldagem com equilíbrio de tensão
A distribuição do campo térmico durante uma solda de 1.200 mm pode ser prevista antecipadamente usando a análise de elementos finitos FEA, o comprimento pode ser dividido em 10 áreas de soldagem separadas e os caminhos de soldagem por pulso podem ser escalonados do centro para ambas as extremidades. Além disso, ferramentas de pré-expansão preenchidas com argônio são introduzidas para equilibrar a tensão de contração térmica, o que não apenas estabiliza as dimensões das peças soldadas personalizadas, mas também alcança um controle dimensional de soldagem de metal altamente preciso, mantendo os erros dimensionais estritamente dentro dos padrões.
Os principais parâmetros de todo o processo são apresentados na tabela abaixo:
Item de controle
Padrão de parâmetro de processo
Parâmetro de processo convencional
Efeito de otimização
Espessura de parede aplicável
Segmentação de soldagem
10 segmentos/1200mm
Soldagem contínua de todo o segmento
Distribuição uniforme de tensão
≤1.0mm
Welding Path
Staggered skip welding from center to both ends
Unidirectional continuous welding
Warpage reduced by 90%
≤1.0mm
Flatness Error
≤0.08mm
≥0.3mm
Significantly improved dimensional accuracy
≤1.0mm
Argon Pre-filling Pressure
0.15MPa
0.05MPa
Offsets thermal shrinkage deformation
≤1.0mm
Want to solve the problem of welding deformation in thin walled precision parts? Consult a process engineer one-on-one to obtain a customized welding solution.
Figure 4: A gloved hand performs laser welding on a thin-wall metal enclosure, with sparks flying at the corner.
Why Proprietary Filler Wire Selection Is Vital For Custom Welded Parts Microstructural Integrity?
Metal grain size can be made smaller, alloy shortage can be made up for, welding HAZ can be effectively controlled, and the performance of the workpiece can be guaranteed through the use of proprietary modified welding wire for precise matching. The choice of welding wire is the key to the microstructural integrity of the weld, which is the main reason influencing quality assurance of the custom welded parts.
Welding Defects of Ordinary Welding Wires
Loss of chromium element results in material deterioration and can directly lead to the loss of the functional properties of custom welded parts. Besides, it completely damages the stabilized metal welding alloy microstructure. For example, when welding 304 stainless steel, conventional welding wire can cause chromium-depleted regions in the HAZ of welding, where the chromium level is less than the critical 12%, this way the areas are highly prone to stress corrosion cracking and the workpiece's service life can be markedly decreased.
Dedicated Welding Wire Optimization Solution
The use of ultra-low carbon ER308LSi dedicated welding wire with increased levels of silicon in this solution makes the molten pool more fluid, lead to finer metallographic grains, completely resolve welding defects, and assure the stability of the workpiece over a long period of time. This pairing solution is implemented in very well-known custom metal welding service to successfully eradicate metal welding cracks.
The main reasons why it can be considered are:
Avoids chromium-depleted zones: The specialized welding wire counterbalances the loss of alloy elements due to the welding process, which makes sure that the chromium content does not drop below the critical 12% value and so material degradation gets removed.
Refines metallographic structure: The refinement of the grains is so great that the grain size in HAZ is kept at a level of 8 or above, leading to a very compact and uniform metallographic structure.
Eliminates corrosion cracking risks: It is able to stop SCC completely, so this is a desirable feature for high-end industrial equipment for fluids and high-pressure pipelines.
How Did LS Manufacturing Industrial Equipment Engineering Eliminate Severe HAZ Cracking In Custom Titanium Micro Valve Welded Parts?
This part is a real industrial welding case from LS Manufacturing. We used pulsed lasers and self-developed protective fixtures to reduce the welding fracture of titanium alloy valves. The width of the heat-affected zone (HAZ) of titanium alloy valves was 0.12mm, this way we totally eliminated the welding fracture problem of precision workpieces.
Client's Core Challenges
In November 2025, a global manufacturer of high-pressure fluid equipment got a problem: their 0.8mm thin-walled TC4 titanium alloy micro valve assembly, after the welding with traditional TIG, had a HAZ width of 1.5mm which is a very high figure. Using the backward metal welding process for precision components was completely out of the question.
Under a 15MPa pulsed load fatigue test, the specimen showed an intergranular brittle fracture after 12,000 cycles only, so its yield rate was less than 45%. These aspects caused a serious loss in delivery of bulk orders and so an advanced process was really necessary.
Solução de fabricação LS
They concentrated on metal welding of thin metal walls with very high precision, and focused on the exact top problems of welding titanium alloy precision parts.
From the experience of titanium alloy micro valve welding project, titanium alloys can adsorb oxygen and hydrogen impurities very easily at high temperatures, which is the main reason for HAZ embrittlement.
The team dropped the idea of single-pass arc welding process once and for all and chose a 3000W pulsed fiber laser welding system, which allowed the adjustment of the laser spot focus accuracy to 0.02mm.
With two-layer flexible argon gas protective fixture, with the help of 99.999% pure argon gas at a rate of 25L/min being exhausted, and copper for forced heat dissipation, their interpass temperature is 85C, from a metallurgical point of view, they are prevented from forming cracks.
Project Results and Value
100% RT radiographic testing and metallographic inspection certified that the workpiece HAZ width was reduced to 0.12mm, and the grain size achieved the 9.5-level ultrafine grain standard. With the use of metal welding fatigue resistance design, the workpiece was able to endure 100,000 ultra-high pressure fatigue tests without any damage.
The first-pass yield rate went up to 99.8%, which completely eliminated all post-processing steps and reduced the long-term assembly costs per part by 42%, that is how they helped the customers to resolve delivery crises perfectly and reach a performance high and production loop of low cost.
This mature titanium alloy low-HAZ welding process can be quickly reused. For similar precision titanium alloy component processing needs, you can submit drawings directly to obtain a customized process solution.
Perguntas frequentes
Q1: What is the Heat Affected Zone (HAZ) exactly in standard custom metal welding service?
The heat affected zone or HAZ is the portion of the base metal that was not actually melted during welding but still underwent changes due to exposure to high temperatures. These changes cause the area to have a weaker microstructure lower mechanical strength and less resistance to corrosion which is why the HAZ always really helps in the quality of welded components.
Q2: How exactly does LS Manufacturing control the extent of the HAZ during automated laser fabrication?
The laser duty cycle is altered by laser processing engineers the spot is squeezed to <=0.15mm and an in particular designed andcryogenic liquid nitrogen cooed copper water fixture is employed to very efficiently remove more than 65% of excess welding heat so the HAZ width is controlled very precisely.
Q3: In what ways does a larger HAZ affect the overall mechanical tensile strength of custom welded parts?
The main reason for that is the high-temperature metal grains coarsening due to their prolonged exposure to temperature in the wide HAZ. In addition brittle material may form at the grain boundaries which would serve those boundaries as stress concentration points and cause them to fracture under stress and this could bring a significant drop in the structural strength.
Q4: Is post-weld heat treatment (PWHT) completely unnecessary if the initial HAZ control welding service is optimized?
Claro. With low-energy multi-pass micro-step welding the residual stress in the workpiece can be lowered to less than 15% of the base material's yield strength. With this in view most thin-walled stainless steel workpieces can be considered not in need of the costly post-weld heat treatment.
Q5: Which metal materials are prone to severe degradation around the welding heat affected zone during precision welding service?
7075 aluminum alloy with high strength, martensitic stainless steel, precipitation-hardening steel, and titanium alloy TC4 are very sensitive metals in the welding heat zone, they tend to soften or experience hydrogen cracking. Keeping the welding heat input very low is part of effective welding.
Q6: What NDT methods do you employ to inspect the microstructure of the HAZ without destroying the material?
We use AWS D1.1/D1.6 and ISO 15614 standards as a base. With technical equipment, UT ultrasonic testing, DR digital radiography, and Vickers hardness testing are the main tools we utilize. This combination of techniques allows us to detect microcracks and defects in the HAZ that are not visible to the naked eye.
Q7: What is the impact of the weld joint shape on the cost of welding HAZ?
Good design of the bevel can limit the amount of welding metal and heat by about 50%, which helps reduce not only the size of HAZ, but also resulting distortions. Besides, it can shorten the overall manufacturing time by 30% and eliminate the need for further straightening.
Q8: What essential quality documents does LS Manufacturing attach to my custom metal welding quote?
Components of a quote consist of DFM report, WPS welding procedure specification, PQR process qualification, metallographic test report, and original equipment manufacturer (OEM) material traceability certificate, all of which are aimed at confirming the compliance of manufacturing and quality control. Upload your drawings to get a quote and work with an expert process team to find customized welding solutions.
Resumo
The heat-affected zone (HAZ) of a weld is critical in determining the performance, service life, and safety of dimensionally accurate metal components. Control of low linear energy levels (0.4 kJ/mm), the optimization of pulsed laser melting cycles, and the use of forced cooling methods going together, metallurgically can help in minimizing core defects like grain coarsening and stress cracking. Because of this, this achieves a balance between the structural stability of workpieces and the limitation of the production cost.
At the same time, if you are looking for precision welding services, you can start by evaluating potential suppliers based on what comes next three main factors:
Are they capable of simulating the stability of thermal cycles during mass production via finite element analysis (FEA) at the prototype phase?
Do they have 100% coverage non-destructive testing (NDT) tools?
Is the process documentation showing a clear upper bound for linear energy control?
LS Manufacturing is an ISO 9001:2015 certified company with a fully automated laser welding facility, capable of perform precision welding of high-pressure fluid equipment. Being responsible and quality-oriented, it highly emphasizes workpiece tolerances and metallographic quality. You are most welcome to visit our official inquiry page on our independent website anytime. Here, you can upload your STEP format 3D DFM drawings directly, and our senior metallurgical experts will generate a customized free metal welding assessment report and accurate commercial quotation for you within 24 hours.
O conteúdo desta página é apenas para fins informativos. Serviços de fabricação da LS Não há representações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceiro fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra através da rede LS Manufacturing. É responsabilidade do comprador. Cotação de Peças necessárias Identifique os requisitos específicos para essas seções.Entre em contato conosco para obter mais informações.
Equipe de fabricação da LS
LS Manufacturing é uma empresa líder do setor. Concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em usinagem CNC de alta precisão, fabricação de chapas metálicas, Impressão 3D, Moldagem por injeção. Estampagem de metal e outros serviços de fabricação completos. Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, com certificação ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolha LS Fabricação. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com
Especialista em prototipagem rápida e fabricação rápida
Especializada em usinagem cnc, impressão 3D, fundição de uretano, ferramentas rápidas, moldagem por injeção, fundição de metal, chapa metálica e extrusão.