
تشكل خدمة لحام المعادن المخصصة إحدى أهم الخطوات في إنتاج الأجزاء الصناعية عالية الدقة. إنها طريقة العمل المعدنية التي تتميز بأقل مشاركة للحرارة، مما يعني وجود منطقة حرارة ضحلة جدًا تحيط باللحام (HAZ)، الحد الأدنى للغاية من كسر قطع العمل، والتغيير الاسمي للخصائص الفيزيائية للمادة. لذا فإن هذا النوع من اللحام قادر على تنظيم عمق HAZ للعمل الجيد إلى 0.2 ملم أو أقل بشكل أساسي.
يمثل التحكم في الحرارة ونتيجة لذلك تغيرات البنية الدقيقة في تصنيع معدات سوائل الضغط العالي تحديًا كبيرًا لأن المدخلات الحرارية مع اللحام التقليدي لا يمكن التحكم فيها وسيؤدي هذا في النهاية إلى تدهور البنية المجهرية للمعدن وتخريب قطعة العمل. تمكنت شركة LS Manufacturing، من خلال نظام المعالجة المنظم جيدًا، من حل مشكلة التقصف المعدني أثناء لحام الفولاذ المقاوم للصدأ وسبائك التيتانيوم من خلال تنظيم طاقة الخط واللحام الدقيق والتبريد القسري. ستكشف الأجزاء أدناه عن خطة التنفيذ الكاملة للحام منخفض HAZ.

نظرة عامة سريعة على العمليات الأساسية للحام المعادن منخفض HAZ المخصص
يقدم المؤلف في هذا الفصل ملخصًا لعوامل العملية الرئيسية والمعايير الفنية ونتائج تنفيذ اللحام منخفض HAZ، وبالتالي تمكين المهندسين وموظفي المشتريات من فهم الجوانب الفنية الرئيسية بسرعة وتجنب المخاطر الشائعة في اختيار المصنع.
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 100%؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛ الارتفاع: 351.375 بكسل؛" border="1">الوجبات الرئيسية
- تعد طاقة خط اللحام السبب الأكبر الذي يؤثر على التحكم في HAZ (المنطقة المتأثرة بالحرارة): يجب عليك تخصيص طاقة خط اللحام لتكون منخفضة تصل إلى 0.4 كيلوجول/مم باستخدام الصيغة Heat Input = (U I) / v.
- يعد معدل التبريد والأدوات الداعمين الرئيسيين: قد يؤدي ربط دعامة نحاسية عالية التوصيل الحراري مع حماية غاز الأرجون عالي الضغط في الخلف (معدل التدفق 15 لتر/دقيقة) إلى رفع معدل تبريد اللحام بأكثر من 30%.
- يعد اللحام بالليزر الخيار الرائد لخدمات اللحام ذات كثافة الطاقة العالية: يمكن أن يؤدي اللحام الدقيق بالليزر إلى تقليل مساحة المنطقة المتأثرة بالحرارة بنسبة 65% مقارنةً بـ TIG التقليدي عند الأجزاء المعقدة ذات الجدران الرقيقة المخصصة. لذا فهو يعتبر أفضل طريق تقني للحام منخفض HAZ.
لماذا تثق في خبرة LS Manufacturing في التحكم في المناطق المتأثرة بالحرارة لخدمات لحام المعادن المخصصة؟
يشكل تراكم العمليات الاحترافية والبيانات المقاسة الخطوات الرئيسية لضمان جودة لحام منخفضة المخاطر. يمكن للمصنعين الموثوقين تجنب مخاطر فشل اللحام في قطع العمل الدقيقة تمامًا. ومن خلال تعميق معرفتنا بممارسات الصناعة، أصبح فريقنا على دراية جيدة بتحسين عملية اللحام الدقيقة وقد تولى تنفيذ المئات من مشاريع لحام معدات السوائل ذات الضغط العالي.
بأخذ الاختبار التكراري لمدة ثلاثة أشهر لعمليات لحام سبائك التيتانيوم كمثالي، يمكن أن تقلل درجة الحرارة التي يتم التحكم فيها بشكل كبير من فرصة فشل قطع العمل بنسبة تصل إلى 90%، وبهذه الطريقة تتوافق حتى مع AWS D1.6 لحام الهياكل الفولاذية المواصفات. تتوافق جميع معلمات العمليات لدينا مع أعلى معايير الصناعة، مع الالتزام الصارم بإرشادات ISO 15614 لتأهيل إجراءات اللحام.
من الناحية الفنية، السبب الرئيسي لمعظم حالات فشل اللحام هو عدم كفاية التحكم في مدخلات الحرارة بدلاً من مشاكل المادة الأساسية. بمساعدة تركيبات التبريد ونماذج المعلمات التي طورناها ذاتيًا، نتعامل بشكل مباشر مع مشكلة المناطق المعرضة للخطر المفرط في عمليات لحام السبائك المختلفة، ولهذا السبب نعمل حتى مع مواد من الدرجة الأولى مثل الفولاذ المقاوم للصدأ، وسبائك التيتانيوم، والفولاذ المزدوج.
توضح البيانات السرية من الاختبارات التي أجراها فريقنا في الميدان أنه، من خلال تحسين ما بعد المعالجة، يمكن الحفاظ على قوة شد القطعة بثبات عند أكثر من 98% من معيار المادة الأساسية، مما يحل مشكلة الضعف في المواد الملحومة التقليدية بشكل كامل.
<اقتباس>تجربة اختبار عملية قوية ونظام معالجة متوافق يضمنان بشكل شامل جودة خدمة لحام المعادن المخصصة لديك، مع تجنب العيوب في الإنتاج الضخم. لفهم التأثيرات العملية لللحام منخفض HAZ بشكل بديهي، يمكنك الاطلاع على دراسات حالة اللحام بمكونات الدقة الناجحة في أي وقت لتتوافق بسرعة مع متطلبات مشروعك.

لماذا تفشل خدمة لحام المعادن المخصصة القياسية في التحكم في النمو الخطير للمنطقة المتأثرة بالحرارة؟
تستخدم خدمة لحام المعادن التقليدية المخصصة تقنية عاليةتستخدم طرق الإيجار التقليدية منخفضة السرعة طرق TIG أو MIG التي تؤدي إلى مدخلات حرارة عالية جدًا (المزيد من 1.2 كيلوجول/مم). هذا النوع من الحرارة المفرطة بمرور الوقت يمكن أن يتسبب في أن تصبح المنطقة المتأثرة بالحرارة (HAZ) أكثر خشونة، يؤدي إلى تآكل الحبيبات، وإضعاف المادة بأكثر من 25%. نناقش هنا مشكلات اللحام التقليدي من وجهة نظر علم المعادن ونوضح السبب الرئيسي لعدم ملاءمته للمكونات الدقيقة.
آلية تدهور الحبوب بدرجات الحرارة المرتفعة
يعد استقرار الحبوب شرطًا أساسيًا لجودة أداء المكونات الملحومة. من الأفضل أن تراقب خدمة لحام المعادن المخصصة عالية الجودة عن كثب تغيرات الحبوب التي تحدث في درجات حرارة مرتفعة وتنقية حبيبات اللحام المعدني هي طريقة ممتازة لتحقيق حالة ميتالوغرافية أفضل.
إذا بقي المعدن الأساسي لفترة طويلة في درجات حرارة تتراوح بين 800 درجة مئوية و1200 درجة مئوية، فسيتم تدمير الهيكل حيث سيزداد حجم الحبوب بسرعة. يتمتع الفولاذ الكربوني، والفولاذ المقاوم للصدأ 316L، وسبائك التيتانيوم TC4 باستجابة قوية لنطاق درجة الحرارة هذا. يؤدي عدم التحكم الدقيق في درجة الحرارة في اللحام التقليدي إلى تفاقم فقدان جودة الحبوب.
العيوب غير المرئية الناجمة عن الإجهاد المتبقي
نظرًا لخبرتنا العملية في لحام خطوط الأنابيب ذات الضغط العالي، يمكن أن تؤدي العملية الخاطئة إلى رفع الضغط المتبقي في اللحامات إلى مستوى 350 ميجا باسكال. لمنع الأضرار الهيكلية، يجب أن تعتمد الصناعة بشكل صارم على التحكم في الإجهاد المتبقي لحام المعادن. قد تؤدي مستويات الضغط المتبقية الكبيرة إلى تكوين شقوق صغيرة في الأجزاء الملحومة المخصصة عند تعرضها للتحميل الدوري، مما يؤدي إلى فشل الكلال بعد الاستخدام لفترة طويلة، وقد لا تلبي الأجزاء حتى معايير الشراء الصارمة لمعدات السوائل عالية الضغط.
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 100%؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛ الارتفاع: 270.422 بكسل؛" border="1">
الشكل 1: مقطع عرضي من اللحام، يُظهر المنطقة الملونة المتأثرة بالحرارة (HAZ) والتغيرات البنيوية الدقيقة.
كيف يمكن لتصميم اللحام المعدني المتقدم المخصص تقليل مدخلات الحرارة الخطية أثناء التصنيع؟
يتيح تصميم اللحام المعدني المخصص الممتاز التحكم الدقيق في معلمات اللحام، مثل الجهد الكهربي والتيار وسرعة اللحام، لضمان أن مدخلات الحرارة في تمريرة واحدة أقل من أو تساوي 0.35 كيلوجول/مم، وبهذه الطريقة سيتم التخلص تقريبًا من توسيع HAZ بسبب إمداد الحرارة. يمكن أن يكون تصميم المعلمات الدقيق إجراءً فعالاً لمنع الإفراط في إدخال الحرارة، مما يعني أيضًا أنه قابل للتطبيق لمختلف تصميم اللحام المعدني المخصص وسيناريوهات خدمة اللحام الدقيقة.
استخدام صيغة الإدخال الحراري
يعد التحكم في إخراج الحرارة هو قلب الطريقة. يميل تصميم اللحام المعدني المخصص والمرتكز بشكل جيد إلى تثبيت مدخلات الحرارة من خلال التحكم في مدخلات الحرارة استنادًا إلى صيغ علمية، وبالتالي ضمان الثبات الحراري للحام المعادن.
الصيغة المعتمدة على نطاق واسع في الصناعة هي Heat Input = η × (U × I) / v، والتي تصف بدقة الطاقة الحرارية الناتجة عن اللحام. قامت شركة LS Manufacturing بدمج هذا التعبير في أداة تقييم سوق دبي المالي الخاصة بها، حيث تم تعيين معامل الكفاءة الحرارية للحام بالليزر (η ) على 0.8. من خلال ضبط التيار والجهد وسرعة اللحام، من الممكن تنظيم مدخلات الحرارة بشكل ثابت ضمن الحدود الآمنة.
خطة تطوير معلمات الأخدود والنبض
يمكن أن يؤدي ضبط بنية العملية إلى تقليل المدخلات الحرارية بشكل كبير. تلجأ خدمة اللحام الدقيقة الجديرة بالثقة إلى تحسين معلمات الأخدود والنبض، وممارسة مطابقة معلمات لحام المعادن بشكل ممتاز. بعض معلمات التحسين مدرجة أدناه:
- تحسين الأخدود: يؤدي تحويل الأخدود التقليدي 60 V إلى أخدود ضيق الفجوة 35 إلى انخفاض في حجم المعدن المترسب بنسبة 40%، مما يقلل بالمقابل من إجمالي مدخلات الحرارة للمصدر.
- وضع النبض: عند استخدام تيار أساسي 20 أمبير، وتيار ذروة 80 أمبير، ودورة تشغيل 35%، وتردد نبض 5 هرتز، يكون خرج الحرارة متقطعًا.
باختصار، يتيح هذا التصميم وقتًا كافيًا لتبديد الحرارة من المعدن الأساسي، مما يمنع تراكم الحرارة. هل تحتاج إلى حسابات دقيقة لمعلمات الإدخال الحراري لقطعة العمل الخاصة بك؟ أرسل رسوماتك لتحصل على حل احترافي مجاني لتقييم عملية سوق دبي المالي.
ما هي منهجيات الإدارة الحرارية لخدمة اللحام الدقيقة التي يمكنها تجاوز حساسية السبائك وتحويل الطور؟
يعتمد اللحام الدقيق الأكثر تقدمًا على تنظيم الدورة الحرارية للحام بدقة. يؤدي هذا، إلى جانب استخدام التركيبات المبردة بالماء وغاز الأرجون عالي النقاء بنسبة 99.999% كحماية، إلى تقليل الوقت المستغرق في نطاق درجة حرارة التحسس إلى 3 ثوانٍ فقط، وبالتالي منع تدهور تحول طور السبائك. الإدارة الحرارية المناسبة هي سر نجاح عمليات خدمة اللحام الدقيقة.
تطبيق نظام تبريد المياه المتكامل
يعمل تبديد الحرارة المستهدف بمثابة آلية سريعة للتخلص من الحرارة الزائدة. يعد التبريد المائي إحدى ميزات خدمة اللحام الدقيقة عالية الجودة للحصول على تحكم موثوق في درجة حرارة اللحام المعدني. إن نظام تبريد المياه النحاسي متعدد القنوات والاهتزازات الدقيقة الذي تم تطويره داخليًا والذي يتم وضعه على مسافة 5 مم من كلا جانبي اللحام هو المسؤول عن إزالة أكثر من 60% من الحرارة من الحواف عند تدفق ماء يبلغ 2.5 لتر/دقيقة، وبهذه الطريقة يتم خفض درجة الحرارة بسرعة في المنطقة المجاورة للحام.
تحكم دقيق في درجة حرارة المعبر في الوقت الفعلي
بالإشارة إلى اللحام بالفولاذ المقاوم للصدأ المزدوج 2205، يمكن ملاحظة درجة حرارة الممرات البينية بشكل مستمر بواسطة جهاز تصوير حراري يعمل بالأشعة تحت الحمراء، محدود بدقة بـ 100 درجة مئوية. يتم توفير تقنية اللحام بتخفيض HAZ على المستوى الاحترافي مع نظام كامل للتحكم في درجة الحرارة لضمان توازن طور اللحام المعدني. تتم عملية التحكم الحراري الكاملة باللجوء إلى وسائل مختلفة لمنع تغيرات طور السبيكة، مما يؤدي إلى أداء لحام مرضي.
نقاط التحكم الرئيسية هي:
- استخدام تقنية التبريد القسري للتحكم في وقت بقاء اللحام في نطاق التحسس 450-850 درجة مئوية إلى خلال 3 ثوانٍ لتجنب ترسيب كربيد الكروم.
- الحفاظ على توازن نسبة الميتالوغرافيا: التحكم المستمر في النسبة الذهبية للفريت المزدوج إلى الأوستينيت بنسبة 45% إلى 55% على التوالي والتي يتم من خلالها ضمان استقرار الميتالوغرافيا على مستوى المادة.
- رفع مؤشرات مقاومة التآكل: الرقم المكافئ لمقاومة الحفر المقاسة (PREN) للحام هو 35، وهو ما يعني في جميع النواحي أن مقاومة التآكل تتجاوز مقاومة الركيزة الأصلية.
لماذا يؤدي اختيار حلول اللحام الآلي بالليزر إلى خفض تكلفة اللحام منخفضة المخاطر على المدى الطويل؟
يتمتع لحام ألياف الليزر الآلي بالقدرة على تركيز شعاع الليزر بشكل أكثر إحكامًا، وبالتالي زيادة سرعة اللحام، وتقليص عرض HAZ بنسبة 80%، وتحسين معدل الإنتاج بشكل كبير، وخفض التكاليف بأكثر من 35% معًا. تعمل هذه الطريقة على حل مشكلة الحفاظ على تكلفة لحام منخفضة المخاطر (HAZ).
مقارنة تكلفة اللحام بالليزر مقابل اللحام التقليدي
تحدد كفاءة الإنتاج الضخم بشكل مباشر تكاليف الإنتاج الضخم وهي العامل الرئيسي في الحد من انخفاض تكلفة اللحام HAZ. يمكن لجدولة دفعة اللحام المعدنية الأوتوماتيكية الشاملة والموحدة تقليل هدر الإنتاج الضخم بشكل كبير. اللحام اليدوي بـ TIG للأجزاء غير المنتظمة ذات الجدران الرقيقة يسمح بمبلغ 45 دولارًا للقطعة للتقويم والتلميع، بينما يؤدي اللحام بالليزر إلى تشوه حراري صفر تقريبًا والتخلص المباشر من تكاليف ما بعد المعالجة.
المزايا الأساسية لأداء العملية
يتميز اللحام بالليزر بنسبة عمق إلى عرض تصل إلى 8:1، وتركيز بؤري حاد، ومنطقة متأثرة بالحرارة بحد أدنى للغاية، ولهذا السبب فهي تقنية اللحام الرائدة لتقليل HAZ. لحام المعادن عالي الدقة مع منع العيوب يمكن أن يتجنب عيوب الإنتاج الضخم تمامًا. لا يؤدي هذا التغيير إلى تحسين مظهر قطعة العمل مع الدقة فحسب، بل يزيد أيضًا من إنتاج الإنتاج الضخم بنسبة تزيد عن 99%، وذلك بسبب توليد فوائد كبيرة للغاية وطويلة الأجل من حيث التكلفة في الإنتاج الضخم.
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 100%؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛" border="1">هل تريد حساب تكاليف لحام قطع العمل بدقة؟ قم بتوفير معلمات المنتج للحصول على حل مجاني لحساب تكلفة الإنتاج الضخم.
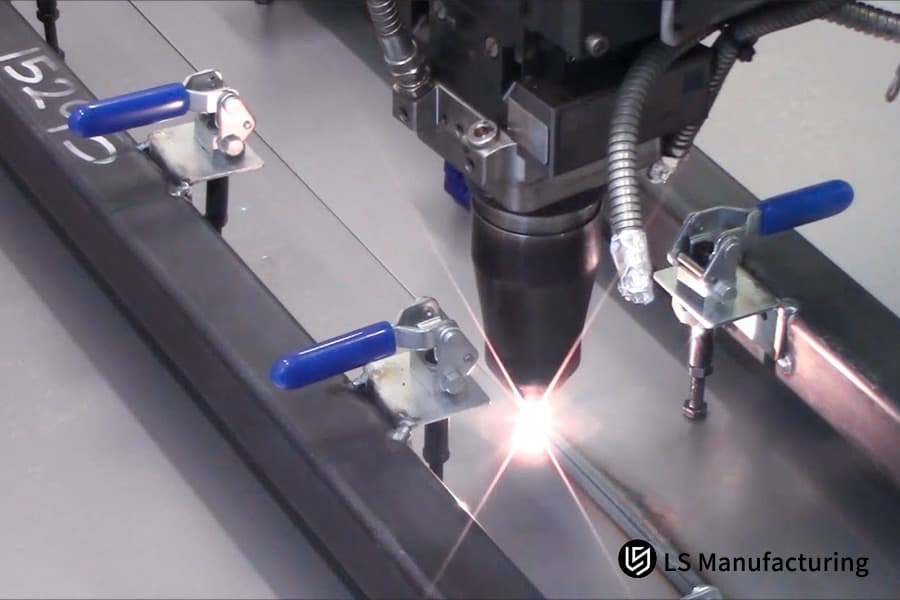
الشكل 2: آلة لحام ليزر آلية تعالج الصفائح المعدنية باستخدام مشابك زرقاء لضمان التثبيت الدقيق.
ما هي قوائم المراجعة الفنية التي يجب تدقيقها قبل طلب عرض أسعار لحام معدني مخصص؟
قبل طلب عرض أسعار مخصص للحام المعادن، يجب على المشترين التحقق من المتطلبات الفنية الرئيسية للمورد وقدرات الاختبار. يساعد إجراء عمليات التدقيق الفني المسبقة على التوقف عن الحصول على وعود العملية الخاطئة وأن عرض الأسعار يتوافق مع معايير الإنتاج.
مؤشرات التدقيق الفني الأساسية
إن معيار الجودة الذي سيتم تحديده بواسطة مؤشرات التدقيق هو الأساس للتحكم في انخفاض تكلفة اللحام HAZ. يمكن لعمليات تدقيق اللحام المعدنية الشاملة والمنهجية أن تفصل بين الموردين ذوي الجودة الجيدة. يجب على العملاء، أثناء مراجعة الموردين، الانتباه إلى التحقق من المؤشرات الرئيسية مثل صلابة HAZ البالغة 50 فولتًا عاليًا للمادة الأساسية، وإجهاد اللحام المتبقي، والسلامة المعدنية، وإدراجها بشكل صريح في الاتفاقية الفنية.
طرق التعرف على التزامات العملية الزائفة
بعض النقاط الرئيسية للتعرف بشكل منهجي على الموردين ذوي الجودة المنخفضة واختيار الامتثال بكفاءة مقدمي خدمة اللحام المخفض HAZ لتجنب مخاطر عملية لحام المعادن غير المنتظمة:
- عروض الأسعار التي لا تتضمن عملية تقييم جدوى سوق دبي المالي من المحتمل ألا تتمتع بقدرات تحسين ما قبل العملية.
- إذا لم يكن هناك ذكر للاختبارات غير المدمرة RT/UT، فهذا يعني أنه لا يمكن اكتشاف الشقوق المخفية المجهرية.
- عدم وجود معدات اختبار حجم الحبوب HAZ يعني أنه لا يمكن التحكم في الخصائص المعدنية المجهرية.

الشكل 3: مكون أسطواني معدني يتميز بدرزة لحام محيطية أنيقة وموحدة.
كيف تعمل خدمة اللحام المتخصصة للتحكم في HAZ على منع التشوه الهندسي في العبوات الدقيقة ذات الجدران الرقيقة؟
احترافية تستخدم خدمة اللحام بالتحكم HAZ لحام التخطي المتماثل عملية لموازنة الضغط والتحكم في خطأ التسطيح في حدود 0.08 مم عن طريق استهداف العبوات ذات الجدران الرقيقة بسمك 1.0 مم. ويمكن لهذه الطريقة أن تعالج مشكلات التشوه الحراري لقطع العمل ذات الجدران الرقيقة بكفاءة.
الآلية الأساسية لتشوه أجزاء الجدار الرقيق
في الواقع، يؤدي الانكماش الحراري غير المتساوي إلى التشوه بشكل أساسي. تعالج خدمة اللحام الاحترافية للتحكم في HAZ هذه المشكلة بشكل غير مباشر عن طريق استخدام طرق تشكيل الصفائح الرقيقة المعدنية الاحترافية. بعد التسخين، تعمل الهياكل المعدنية ذات الجدران الرقيقة على تطوير قوى انكماش طولية وعرضية غير متساوية. ومع الحرارة المستمرة التي يتم توفيرها أثناء اللحام، يزداد الفرق في الإجهاد، مما يؤدي إلى انبعاج قطعة الشغل وإزاحة الثقوب بشكل كبير بحيث لا يتم استيفاء معايير التسطيح.
طريقة اللحام بتوازن الضغط
يمكن التنبؤ بتوزيع المجال الحراري أثناء اللحام بطول 1200 مم مسبقًا باستخدام تحليل العناصر المحدودة FEA، ويمكن تقسيم الطول إلى 10 مناطق لحام منفصلة، ويمكن أن تكون مسارات اللحام النبضي متداخلة من المركز إلى كلا الطرفين. بالإضافة إلى ذلك، تم تقديم أدوات ما قبل التمدد المملوءة بالأرجون لموازنة إجهاد الانكماش الحراري، والذي لا يعمل فقط على تثبيت أبعاد الأجزاء الملحومة المخصصة ولكنه يحقق أيضًا التحكم في أبعاد اللحام المعدني بدقة عالية، مع الحفاظ على أخطاء الأبعاد بدقة ضمن المعايير.
يتم عرض المعلمات الرئيسية للعملية بأكملها في الجدول أدناه:
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 100%؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛" border="1">Want to solve the problem of welding deformation in thin walled precision parts? Consult a process engineer one-on-one to obtain a customized welding solution.

Figure 4: A gloved hand performs laser welding on a thin-wall metal enclosure, with sparks flying at the corner.
Why Proprietary Filler Wire Selection Is Vital For Custom Welded Parts Microstructural Integrity?
Metal grain size can be made smaller, alloy shortage can be made up for, welding HAZ can be effectively controlled, and the performance of the workpiece can be guaranteed through the use of proprietary modified welding wire for precise matching. The choice of welding wire is the key to the microstructural integrity of the weld, which is the main reason influencing quality assurance of the custom welded parts.
Welding Defects of Ordinary Welding Wires
Loss of chromium element results in material deterioration and can directly lead to the loss of the functional properties of custom welded parts. Besides, it completely damages the stabilized metal welding alloy microstructure. For example, when welding 304 stainless steel, conventional welding wire can cause chromium-depleted regions in the HAZ of welding, where the chromium level is less than the critical 12%, this way the areas are highly prone to stress corrosion cracking and the workpiece's service life can be markedly decreased.
Dedicated Welding Wire Optimization Solution
The use of ultra-low carbon ER308LSi dedicated welding wire with increased levels of silicon in this solution makes the molten pool more fluid, lead to finer metallographic grains, completely resolve welding defects, and assure the stability of the workpiece over a long period of time. This pairing solution is implemented in very well-known custom metal welding service to successfully eradicate metal welding cracks.
The main reasons why it can be considered are:
- Avoids chromium-depleted zones: The specialized welding wire counterbalances the loss of alloy elements due to the welding process, which makes sure that the chromium content does not drop below the critical 12% value and so material degradation gets removed.
- Refines metallographic structure: The refinement of the grains is so great that the grain size in HAZ is kept at a level of 8 or above, leading to a very compact and uniform metallographic structure.
- Eliminates corrosion cracking risks: It is able to stop SCC completely, so this is a desirable feature for high-end industrial equipment for fluids and high-pressure pipelines.
How Did LS Manufacturing Industrial Equipment Engineering Eliminate Severe HAZ Cracking In Custom Titanium Micro Valve Welded Parts?
This part is a real industrial welding case from LS Manufacturing. We used pulsed lasers and self-developed protective fixtures to reduce the welding fracture of titanium alloy valves. The width of the heat-affected zone (HAZ) of titanium alloy valves was 0.12mm, this way we totally eliminated the welding fracture problem of precision workpieces.
Client's Core Challenges
In November 2025, a global manufacturer of high-pressure fluid equipment got a problem: their 0.8mm thin-walled TC4 titanium alloy micro valve assembly, after the welding with traditional TIG, had a HAZ width of 1.5mm which is a very high figure. Using the backward metal welding process for precision components was completely out of the question.
Under a 15MPa pulsed load fatigue test, the specimen showed an intergranular brittle fracture after 12,000 cycles only, so its yield rate was less than 45%. These aspects caused a serious loss in delivery of bulk orders and so an advanced process was really necessary.
حل التصنيع LS
They concentrated on metal welding of thin metal walls with very high precision, and focused on the exact top problems of welding titanium alloy precision parts.
- From the experience of titanium alloy micro valve welding project, titanium alloys can adsorb oxygen and hydrogen impurities very easily at high temperatures, which is the main reason for HAZ embrittlement.
- The team dropped the idea of single-pass arc welding process once and for all and chose a 3000W pulsed fiber laser welding system, which allowed the adjustment of the laser spot focus accuracy to 0.02mm.
- With two-layer flexible argon gas protective fixture, with the help of 99.999% pure argon gas at a rate of 25L/min being exhausted, and copper for forced heat dissipation, their interpass temperature is 85C, from a metallurgical point of view, they are prevented from forming cracks.
Project Results and Value
100% RT radiographic testing and metallographic inspection certified that the workpiece HAZ width was reduced to 0.12mm, and the grain size achieved the 9.5-level ultrafine grain standard. With the use of metal welding fatigue resistance design, the workpiece was able to endure 100,000 ultra-high pressure fatigue tests without any damage.
The first-pass yield rate went up to 99.8%, which completely eliminated all post-processing steps and reduced the long-term assembly costs per part by 42%, that is how they helped the customers to resolve delivery crises perfectly and reach a performance high and production loop of low cost.
<اقتباس>This mature titanium alloy low-HAZ welding process can be quickly reused. For similar precision titanium alloy component processing needs, you can submit drawings directly to obtain a customized process solution.

الأسئلة الشائعة
Q1: What is the Heat Affected Zone (HAZ) exactly in standard custom metal welding service?
The heat affected zone or HAZ is the portion of the base metal that was not actually melted during welding but still underwent changes due to exposure to high temperatures. These changes cause the area to have a weaker microstructure lower mechanical strength and less resistance to corrosion which is why the HAZ always really helps in the quality of welded components.
Q2: How exactly does LS Manufacturing control the extent of the HAZ during automated laser fabrication?
The laser duty cycle is altered by laser processing engineers the spot is squeezed to <=0.15mm and an in particular designed andcryogenic liquid nitrogen cooed copper water fixture is employed to very efficiently remove more than 65% of excess welding heat so the HAZ width is controlled very precisely.
Q3: In what ways does a larger HAZ affect the overall mechanical tensile strength of custom welded parts?
The main reason for that is the high-temperature metal grains coarsening due to their prolonged exposure to temperature in the wide HAZ. In addition brittle material may form at the grain boundaries which would serve those boundaries as stress concentration points and cause them to fracture under stress and this could bring a significant drop in the structural strength.
Q4: Is post-weld heat treatment (PWHT) completely unnecessary if the initial HAZ control welding service is optimized?
بالطبع. With low-energy multi-pass micro-step welding the residual stress in the workpiece can be lowered to less than 15% of the base material's yield strength. With this in view most thin-walled stainless steel workpieces can be considered not in need of the costly post-weld heat treatment.
Q5: Which metal materials are prone to severe degradation around the welding heat affected zone during precision welding service?
7075 aluminum alloy with high strength, martensitic stainless steel, precipitation-hardening steel, and titanium alloy TC4 are very sensitive metals in the welding heat zone, they tend to soften or experience hydrogen cracking. Keeping the welding heat input very low is part of effective welding.
Q6: What NDT methods do you employ to inspect the microstructure of the HAZ without destroying the material?
We use AWS D1.1/D1.6 and ISO 15614 standards as a base. With technical equipment, UT ultrasonic testing, DR digital radiography, and Vickers hardness testing are the main tools we utilize. This combination of techniques allows us to detect microcracks and defects in the HAZ that are not visible to the naked eye.
Q7: What is the impact of the weld joint shape on the cost of welding HAZ?
Good design of the bevel can limit the amount of welding metal and heat by about 50%, which helps reduce not only the size of HAZ, but also resulting distortions. Besides, it can shorten the overall manufacturing time by 30% and eliminate the need for further straightening.
Q8: What essential quality documents does LS Manufacturing attach to my custom metal welding quote?
Components of a quote consist of DFM report, WPS welding procedure specification, PQR process qualification, metallographic test report, and original equipment manufacturer (OEM) material traceability certificate, all of which are aimed at confirming the compliance of manufacturing and quality control. Upload your drawings to get a quote and work with an expert process team to find customized welding solutions.
الملخص
The heat-affected zone (HAZ) of a weld is critical in determining the performance, service life, and safety of dimensionally accurate metal components. Control of low linear energy levels (0.4 kJ/mm), the optimization of pulsed laser melting cycles, and the use of forced cooling methods going together, metallurgically can help in minimizing core defects like grain coarsening and stress cracking. Because of this, this achieves a balance between the structural stability of workpieces and the limitation of the production cost.
At the same time, if you are looking for precision welding services, you can start by evaluating potential suppliers based on what comes next three main factors:
- Are they capable of simulating the stability of thermal cycles during mass production via finite element analysis (FEA) at the prototype phase?
- Do they have 100% coverage non-destructive testing (NDT) tools?
- Is the process documentation showing a clear upper bound for linear energy control?
LS Manufacturing is an ISO 9001:2015 certified company with a fully automated laser welding facility, capable of perform precision welding of high-pressure fluid equipment. Being responsible and quality-oriented, it highly emphasizes workpiece tolerances and metallographic quality. You are most welcome to visit our official inquiry page on our independent website anytime. Here, you can upload your STEP format 3D DFM drawings directly, and our senior metallurgical experts will generate a customized free metal welding assessment report and accurate commercial quotation for you within 24 hours.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
إخلاء المسؤولية
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة تصنيع LS. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
فريق تصنيع LS
LS Manufacturing هي شركة رائدة في الصناعة. التركيز على حلول التصنيع المخصصة. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. اختر تصنيع LS. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
