
Service de soudage de métaux sur mesure constitue l'une des étapes les plus cruciales dans la production de pièces industrielles de haute précision. C'est la méthode de travail des métaux qui implique le moins de chaleur, ce qui signifie une région thermique très peu profonde entourant la soudure (HAZ), une casse extrêmement minime des pièces à travailler et une altération nominale des propriétés physiques du matériau. Ainsi, ce type de soudage est capable de réguler la profondeur HAZ d'un travail fin à 0,2 mm ou moins.
Le contrôle de la chaleur et, par conséquent, les changements de microstructure dans la fabrication d'équipements à fluide haute pression est un défi de taille car l'apport de chaleur avec le soudage traditionnel est incontrôlable et cela aboutira finalement à la détérioration de la microstructure du métal et à la mise au rebut de la pièce. LS Manufacturing, avec son système de processus bien organisé, parvient à résoudre le problème de fragilisation du métal lors du soudage de l'acier inoxydable et de l'alliage de titane en régulant simplement l'énergie de la ligne, le soudage par micro-étapes et le refroidissement forcé. Les parties ci-dessous divulgueront le plan complet de mise en œuvre du soudage à faible HAZ.

Aperçu rapide des processus de base pour le soudage personnalisé des métaux à faible risque
Dans ce chapitre, l'auteur présente un résumé des principaux facteurs de processus, des normes techniques et des résultats de la mise en œuvre du soudage à faible HAZ, permettant ainsi aux ingénieurs et au personnel des achats de comprendre rapidement les principaux aspects techniques et d'éviter les pièges courants de sélection d'usine.
| Dimensions de contrôle principales | Paramètres standard du processus | Performances de soudage traditionnelles | Avantages de l'optimisation des processus |
| Énergie de la ligne de soudage | ≤0,4 kJ/mm | >1,2 kJ/mm | Élimine le risque fondamental de grossissement des grains. |
| Taux de refroidissement de la soudure | Augmenté de plus de 30 % | Dissipation thermique naturelle, vitesse lente | Évite les problèmes de transformation de phase de sensibilisation de l'alliage. |
| Zone de couverture ZAT | Réduit de 65 % (procédé laser) | Diffusion de chaleur à large plage | La déformation de la pièce approche de zéro. |
| Débit de protection contre l'argon | ≥15 L/min | ≤8 L/min | Élimine l'oxydation des soudures et la contamination par impuretés. |
| Valeur de contrainte résiduelle | ≤50 MPa | Maximum 350 MPa | Améliore la durée de vie en fatigue de la pièce. |
Points clés à retenir
- L'énergie de la ligne de soudage est la principale raison qui affecte le contrôle de la ZAT (zone affectée par la chaleur) : Vous devez personnaliser l'énergie de la ligne de soudage pour qu'elle soit aussi basse que 0,4 kJ/mm en utilisant la formule Apport thermique = (U I) / v.
- La vitesse de refroidissement et l'outillage sont les principaux supports : L'assemblage d'un support en cuivre à haute conductivité thermique avec une protection contre le gaz argon haute pression à l'arrière (débit de 15 L/min) peut augmenter la vitesse de refroidissement de la soudure de plus de 30 %.
- Le soudage au laser est l'option principale pour les services de soudage à haute densité énergétique : Le soudage de précision au laser peut réduire la zone affectée par la chaleur de 65 % par rapport au TIG traditionnel lorsque vous pièces complexes à parois minces personnalisées. Il est donc considéré comme la meilleure voie technique pour le soudage à faible HAZ.
Pourquoi faire confiance à l'expertise de LS Manufacturing en matière de contrôle des zones affectées par la chaleur pour les services de soudage de métaux personnalisés ?
L'accumulation de processus professionnels et les données mesurées constituent les principales étapes pour garantir une faible qualité de soudage HAZ. Les fabricants fiables peuvent éviter complètement le risque de défaillance du soudage des pièces de précision. En approfondissant nos connaissances des pratiques industrielles, notre équipe connaît bien l'optimisation des processus de soudage de précision et a entrepris des centaines de projets de soudage d'équipements à fluide haute pression.
En prenant comme exemple un test itératif de trois mois des processus de soudage des alliages de titane, une température contrôlée peut réduire considérablement le risque de défaillance des pièces jusqu'à 90 %, de cette façon, même en respectant AWS D1.6 soudage de structures en acier spécifications. Tous nos paramètres de processus sont conformes aux normes les plus élevées de l'industrie, en respectant strictement les directives de la qualification ISO 15614 des procédures de soudage.
Techniquement parlant, la principale raison de la plupart des échecs de soudage est un contrôle inadéquat de l'apport de chaleur plutôt que des problèmes avec le matériau de base. Avec l'aide de nos appareils de refroidissement et de nos modèles de paramètres que nous avons développés nous-mêmes, nous abordons directement le problème de la ZAT excessive dans divers procédés de soudage d'alliages, c'est pourquoi nous travaillons même avec des matériaux de premier ordre comme l'acier inoxydable, les alliages de titane et l'acier duplex.
Les données secrètes issues des tests effectués par notre équipe sur le terrain montrent que, grâce à l'optimisation post-traitement, la résistance à la traction de la pièce peut être maintenue de manière stable à plus de 98 % de la norme du matériau de base, résolvant ainsi entièrement le problème d'affaiblissement des matériaux soudés traditionnels.
Une solide expérience des tests pratiques et un système de processus conforme garantissent pleinement la qualité de votre service de soudage de métaux personnalisé, évitant ainsi les défauts de la production de masse. Pour comprendre intuitivement les effets pratiques du soudage à faible HAZ, vous pouvez consulter nos études de cas réussies sur le soudage de composants de précision à tout moment pour répondre rapidement aux exigences de votre projet.

Pourquoi le service standard de soudage des métaux personnalisé ne parvient-il pas à contrôler la croissance dangereuse de la zone affectée par la chaleur ?
Le service traditionnel de soudage des métaux sur mesure utilise des méthodes TIG ou MIG traditionnelles à haute courbure et à basse vitesse qui entraînent un apport de chaleur très élevé. (plus de 1,2 kJ/mm). Ce type de chaleur excessive au fil du temps peut rendre la zone affectée par la chaleur (ZAT) plus grossière, conduire à une corrosion intergranulaire et affaiblir le matériau de plus de 25 %. Nous discutons ici des problèmes du soudage conventionnel du point de vue de la science des métaux et clarifions la principale raison pour laquelle il ne convient pas aux composants de précision.
Mécanisme de détérioration des grains à haute température
La stabilité des grains est une condition préalable à la qualité des performances des composants soudés. Un service de soudage de métaux personnalisé et de qualité fera bien de surveiller de près les changements de grain se produisant à des températures élevées et le l'affinement du grain de soudure métallique est un excellent moyen d'obtenir une meilleure condition métallographique.
Si le métal de base passe longtemps à des températures comprises entre 800 ℃ et 1 200 ℃, la structure sera détruite car la taille des grains augmentera rapidement. L'acier au carbone, l'acier inoxydable 316L et l'alliage de titane TC4 ont une forte réponse à cette plage de température. Le manque de contrôle précis de la température dans le soudage conventionnel ne fait qu'aggraver la perte de qualité du grain.
Défauts invisibles causés par des contraintes résiduelles
D'après notre expérience pratique dans le soudage de canalisations à haute pression, un mauvais processus peut augmenter la contrainte résiduelle dans les soudures jusqu'à un niveau de 350 MPa. Pour éviter les dommages structurels, l’industrie doit strictement dépendre du contrôle des contraintes résiduelles de soudage des métaux. Des niveaux de contraintes résiduelles importants peuvent entraîner la formation de microfissures dans les pièces soudées sur mesure lorsqu'elles sont soumises à une charge cyclique, entraînant une rupture par fatigue après une utilisation prolongée, et les pièces peuvent même ne pas répondre aux normes strictes d'approvisionnement pour les équipements de fluides à haute pression.
| Matériau de base | Largeur HAZ de soudage traditionnel | Contrainte résiduelle maximale (MPa) | Taux de diminution de la résistance à la traction | Nombre d'échecs du cycle de fatigue |
| Acier inoxydable 316L | 1,2 mm | 320 | 22 % | 18 000 |
| Alliage de titane TC4 | 1,5 mm | 350 | 28 % | 12000 |
| Acier duplex 2205 | 1,1 mm | 310 | 20 % | 21000 |
| Acier au carbone ordinaire | 0,9 mm | 280 | 15 % | 25 000 |
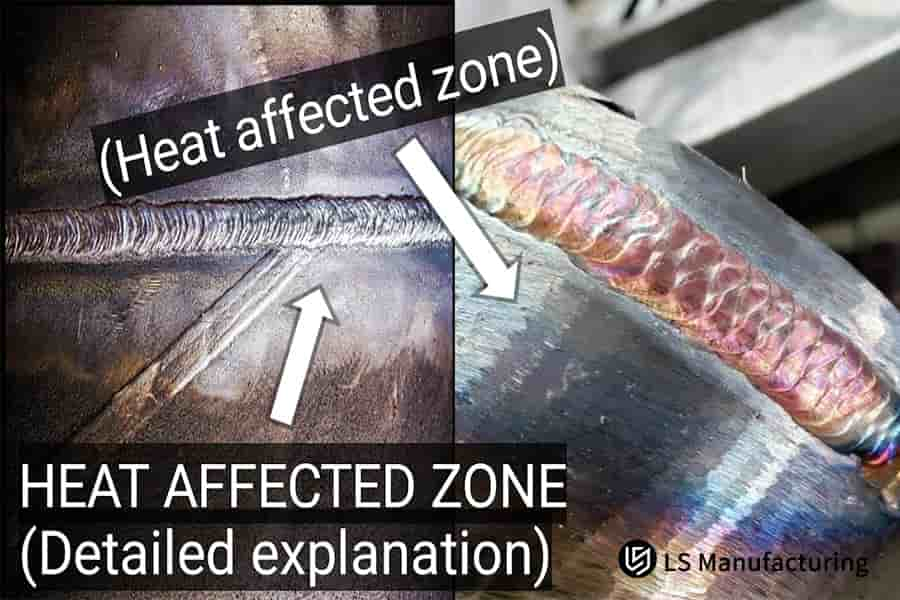
Figure 1 : Coupe transversale d'une soudure, montrant la zone colorée affectée par la chaleur (ZAT) et les changements microstructuraux.
Comment une conception avancée de soudage des métaux sur mesure peut-elle minimiser l'apport de chaleur linéaire pendant la fabrication ?
Une excellente conception de soudage des métaux personnalisée permet un contrôle précis des paramètres de soudage, tels que la tension, le courant et la vitesse de soudage, pour garantir que l'apport de chaleur en un seul passage est inférieur ou égal à 0,35 kJ/mm, de cette manière l'élargissement de la ZAT dû à l'apport de chaleur sera presque éliminé. Une conception précise des paramètres peut être une mesure efficace pour éviter un apport de chaleur excessif, ce qui signifie également qu'elle est réalisable pour divers scénarios de conception de soudage métallique personnalisée et de service de soudage de précision.
Utilisation de la formule d'apport de chaleur
Le contrôle de la production de chaleur est au cœur de la méthode. Une conception de soudage des métaux personnalisée et bien fondée est fortement orientée vers la stabilisation de l'apport de chaleur grâce à un contrôle de l'apport de chaleur basé sur des formules scientifiques, garantissant ainsi la stabilité thermique du soudage des métaux.
La formule largement adoptée par l'industrie est l'apport thermique = η × (U × I) / v, qui caractérise avec précision l'énergie thermique délivrée par le soudage. LS Manufacturing a intégré cette expression dans son outil d'évaluation DFM, où le coefficient d'efficacité thermique du soudage laser (η ) est fixé à 0,8. En ajustant le courant, la tension et la vitesse de soudage, il est possible de réguler les apports de chaleur de manière constante dans les limites de sécurité.
Plan de développement des paramètres de rainure et d'impulsion
Le réglage de l'architecture du processus peut réduire considérablement l'apport thermique. Un service de soudage de précision digne de confiance a recours à l'optimisation des paramètres de rainure et d'impulsion, ainsi qu'à la pratique de paramètres de soudage des métaux parfaitement adaptés. Certains paramètres d'optimisation sont répertoriés ci-dessous :
- Amélioration de la rainure : La transformation de la rainure en V conventionnelle de 60 V en une rainure de 35 V à espace étroit entraîne une diminution du volume de métal déposé de 40 %, ce qui réduit d'autant l'apport thermique global de la source.
- Mode d'impulsion : Lors de l'adoption d'un courant de base de 20 A, d'un courant de crête de 80 A, d'un rapport cyclique de 35 % et d'une fréquence d'impulsion de 5 Hz, la production de chaleur est discontinue.
En bref, cette conception laisse suffisamment de temps pour dissiper la chaleur du métal de base, empêchant ainsi l'accumulation de chaleur. Besoin de calculs précis des paramètres d’apport de chaleur de soudage de votre pièce ? Envoyez vos dessins pour recevoir une solution professionnelle gratuite d'évaluation des processus DFM.
Quelles méthodologies de gestion thermique du service de soudage de précision peuvent contourner la sensibilisation des alliages et la transformation de phase ?
Le soudage de précision le plus avancé dépend d'une régulation méticuleuse du cycle thermique de soudage. Ceci, associé à l'utilisation de luminaires refroidis à l'eau et de gaz argon de haute pureté à 99,999 % comme protection, réduit le temps passé dans la plage de température de sensibilisation à seulement 3 secondes, empêchant ainsi la dégradation par transformation de phase de l'alliage. Une bonne gestion thermique est le secret du succès des opérations de service de soudage de précision.
Application du système de refroidissement par eau intégré
La dissipation thermique ciblée agit comme un mécanisme rapide pour éliminer de la chaleur supplémentaire. Le refroidissement par eau est une caractéristique d'un service de soudage de précision de qualité supérieure permettant d'avoir un contrôle fiable de la température de soudage des métaux. Notre système de refroidissement par eau à micro-vibration multicanal en cuivre développé en interne, placé à 5 mm des deux côtés de la soudure, est chargé d'évacuer plus de 60 % de la chaleur des bords à un débit d'eau de 2,5 L/min, abaissant ainsi rapidement la température à proximité de la soudure.
Contrôle précis de la température entre passes en temps réel
En ce qui concerne le soudage de l'acier inoxydable duplex 2205, la température entre les passes peut être observée en continu par une caméra thermique infrarouge, strictement limitée à 100 ℃. La technologie de soudage par réduction HAZ au niveau professionnel est fournie avec un système complet de contrôle de la température pour garantir un équilibre parfait des phases métalliques de soudage. L'opération complète de contrôle thermique faisant appel à divers moyens pour empêcher les changements de phase de l'alliage, ce qui se traduit par des performances de soudage satisfaisantes.
Les principaux points de contrôle sont :
- Utilisation de la technologie de refroidissement forcé pour contrôler le temps de séjour de la soudure dans la plage de sensibilisation de 450 à 850 ℃ dans les 3 secondes afin d'éviter la précipitation de carbure de chrome.
- Maintenir l'équilibre du rapport métallographique : Contrôler en permanence le nombre d'or de la ferrite duplex par rapport à l'austénite entre 45 % et 55 % respectivement grâce auquel la stabilité du métallographique est assurée au niveau du matériau.
- Augmenter les indicateurs de résistance à la corrosion : L'indice équivalent de résistance aux piqûres (PREN) mesuré de la soudure est de 35, ce qui signifie à tous égards que la résistance à la corrosion dépasse celle du substrat d'origine.
Pourquoi le choix de solutions de soudage laser automatisées réduit-il les coûts de soudage HAZ faibles à long terme ?
Le soudage laser à fibre automatisé a la capacité de focaliser le faisceau laser plus étroitement, augmentant ainsi la vitesse de soudage, réduisant la largeur de la ZAT de 80 %, améliorant considérablement le taux de rendement et réduisant les coûts de plus de 35 % au total. Cette méthode résout parfaitement le problème du maintien du faible coût de soudage HAZ.
Comparaison des coûts de soudage laser et traditionnel
L'efficacité de la production de masse dicte directement les coûts de production de masse et constitue le facteur clé pour limiter les faibles coûts de soudage HAZ. Une planification automatisée et standardisée des lots de soudage des métaux peut réduire considérablement les gaspillages de production de masse. Le soudage TIG manuel de pièces irrégulières à parois minces permet 45 $/pièce pour le redressage et le polissage, tandis que le soudage au laser conduit à une déformation thermique presque nulle et à une élimination directe des coûts de post-traitement.
Principaux avantages de la performance des processus
Le soudage au laser a un rapport profondeur/largeur aussi élevé que 8:1, une focalisation nette des points et une zone affectée par la chaleur très minime, c'est pourquoi il s'agit de la principale technologie de soudage par réduction de HAZ. Le Le soudage des métaux de haute précision avec suppression des défauts peut éviter entièrement les défauts de production de masse. Ce changement améliore non seulement l'apparence et la précision de la pièce, mais augmente également le rendement de la production de masse au-dessus de 99 %, ce qui génère des avantages de rentabilité très substantiels et à long terme dans la production de masse.
| Type de processus | Diamètre du spot | Vitesse de soudage | Rapport de réduction HAZ | Coût de post-traitement d'une seule pièce |
| Soudage laser automatisé | ≤0,15 mm | ≥25 mm/s | 80 % | 0 $ |
| Soudage TIG traditionnel | ≥0,8 mm | ≤8 mm/s | 0 % | 45 $ |
Vous souhaitez calculer avec précision les coûts de soudage de vos pièces par lots ? Fournissez les paramètres du produit pourobtenir une solution gratuite de calcul des coûts de production de masse.
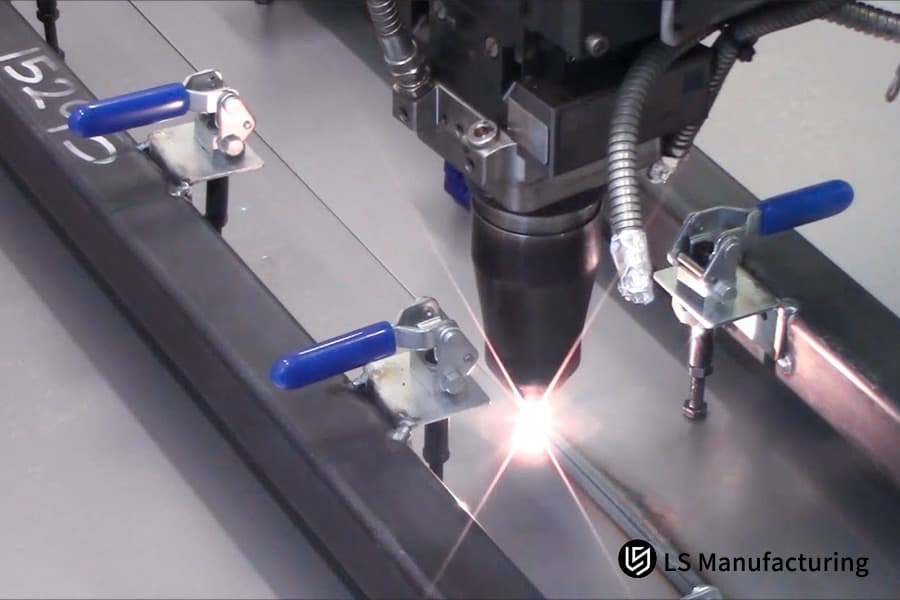
Figure 2 : Une machine de soudage laser automatisée traite une tôle, avec des pinces bleues assurant une fixation précise.
Quelles listes de contrôle techniques doivent être vérifiées avant de demander un devis personnalisé pour le soudage des métaux ?
Avant de demander un devis personnalisé pour le soudage des métaux, les acheteurs doivent vérifier les principales exigences techniques et capacités de test du fournisseur. Réaliser des audits techniques préalables à l'audit permet de ne plus recevoir de mauvaises promesses de processus et de garantir que le devis correspond aux normes de production.
Indicateurs d'audit technique de base
La norme de qualité à fixer par les indicateurs d'audit constitue la base du contrôle des faibles coûts de soudage HAZ. Des audits approfondis et systématiques du soudage des métaux peuvent distinguer les fournisseurs de bonne qualité. Les clients, lors de l'audit des fournisseurs, doivent prêter attention à la vérification des principaux indicateurs tels que la dureté HAZ de 50 HV du matériau de base, la contrainte résiduelle de soudage, l'intégrité métallographique, et les inclure explicitement dans l'accord technique.
Méthodes d'identification des faux engagements de processus
Quelques points principaux pour reconnaître systématiquement les fournisseurs de mauvaise qualité et sélectionner efficacement les soudage par réduction de HAZ des prestataires de services conformes afin d'éviter les risques d'opérations de soudage des métaux irrégulières :
- Les devis qui n'incluent pas un processus d'évaluation de faisabilité DFM n'ont probablement pas de capacités d'optimisation préalable au processus.
- S'il n'y a aucune mention de contrôles non destructifs RT/UT, cela signifie qu'on ne peut pas détecter les fissures microscopiques cachées.
- Ne pas disposer d'équipement de test de granulométrie HAZ signifie que les propriétés métallurgiques microscopiques ne peuvent pas être contrôlées.

Figure 3 : Un composant de cylindre métallique présentant un joint de soudure circonférentiel net et uniforme.
Comment un service spécialisé de soudage par contrôle HAZ empêche-t-il la distorsion géométrique dans les boîtiers de précision à paroi mince ?
Professionnel Le service de soudage à contrôle HAZ utilise une benne symétrique processus de soudage pour équilibrer les contraintes et contrôler l'erreur de planéité à moins de 0,08 mm en ciblant les boîtiers à paroi mince de 1,0 mm. Cette méthode peut même résoudre efficacement les problèmes de déformation thermique des pièces à parois minces.
Mécanisme de base de la déformation des pièces à paroi mince
En fait, un retrait thermique inégal provoque principalement une déformation. Le service professionnel de soudage par contrôle HAZ résout indirectement ce problème en utilisant des méthodes professionnelles de soudage de plaques minces en métal. Après chauffage, les structures métalliques à parois minces développent des forces de retrait longitudinales et transversales qui ne sont pas égales. Avec la chaleur continue fournie pendant le soudage, la différence de contrainte augmente, ce qui entraîne un flambage de la pièce et un déplacement des trous tellement que les critères de planéité ne sont pas respectés.
Méthode de soudage avec équilibrage des contraintes
La répartition du champ thermique lors d'une soudure de 1 200 mm peut être prédite à l'avance à l'aide de l'analyse par éléments finis FEA, la longueur peut être divisée en 10 zones de soudage distinctes et les trajectoires de soudage par impulsion peuvent être échelonnées du centre vers les deux extrémités. En outre, des outils de pré-expansion remplis d'argon sont introduits pour équilibrer les contraintes de retrait thermique, ce qui non seulement stabilise les dimensions des pièces soudées sur mesure, mais permet également d'obtenir un contrôle dimensionnel du soudage des métaux très précis, en gardant les erreurs dimensionnelles strictement dans les normes.
Les principaux paramètres de l'ensemble du processus sont présentés dans le tableau ci-dessous :
| Élément de contrôle | Norme de paramètre de processus | Paramètre de processus conventionnel | Effet d'optimisation | Épaisseur de paroi applicable |
| Segmentation du soudage | 10 segments/1 200 mm | Soudage continu de l'ensemble du segment | Répartition uniforme des contraintes | ≤1,0 mm |
| Welding Path | Staggered skip welding from center to both ends | Unidirectional continuous welding | Warpage reduced by 90% | ≤1.0mm |
| Flatness Error | ≤0.08mm | ≥0.3mm | Significantly improved dimensional accuracy | ≤1.0mm |
| Argon Pre-filling Pressure | 0.15MPa | 0.05MPa | Offsets thermal shrinkage deformation | ≤1.0mm |
Want to solve the problem of welding deformation in thin walled precision parts? Consult a process engineer one-on-one to obtain a customized welding solution.

Figure 4: A gloved hand performs laser welding on a thin-wall metal enclosure, with sparks flying at the corner.
Why Proprietary Filler Wire Selection Is Vital For Custom Welded Parts Microstructural Integrity?
Metal grain size can be made smaller, alloy shortage can be made up for, welding HAZ can be effectively controlled, and the performance of the workpiece can be guaranteed through the use of proprietary modified welding wire for precise matching. The choice of welding wire is the key to the microstructural integrity of the weld, which is the main reason influencing quality assurance of the custom welded parts.
Welding Defects of Ordinary Welding Wires
Loss of chromium element results in material deterioration and can directly lead to the loss of the functional properties of custom welded parts. Besides, it completely damages the stabilized metal welding alloy microstructure. For example, when welding 304 stainless steel, conventional welding wire can cause chromium-depleted regions in the HAZ of welding, where the chromium level is less than the critical 12%, this way the areas are highly prone to stress corrosion cracking and the workpiece's service life can be markedly decreased.
Dedicated Welding Wire Optimization Solution
The use of ultra-low carbon ER308LSi dedicated welding wire with increased levels of silicon in this solution makes the molten pool more fluid, lead to finer metallographic grains, completely resolve welding defects, and assure the stability of the workpiece over a long period of time. This pairing solution is implemented in very well-known custom metal welding service to successfully eradicate metal welding cracks.
The main reasons why it can be considered are:
- Avoids chromium-depleted zones: The specialized welding wire counterbalances the loss of alloy elements due to the welding process, which makes sure that the chromium content does not drop below the critical 12% value and so material degradation gets removed.
- Refines metallographic structure: The refinement of the grains is so great that the grain size in HAZ is kept at a level of 8 or above, leading to a very compact and uniform metallographic structure.
- Eliminates corrosion cracking risks: It is able to stop SCC completely, so this is a desirable feature for high-end industrial equipment for fluids and high-pressure pipelines.
How Did LS Manufacturing Industrial Equipment Engineering Eliminate Severe HAZ Cracking In Custom Titanium Micro Valve Welded Parts?
This part is a real industrial welding case from LS Manufacturing. We used pulsed lasers and self-developed protective fixtures to reduce the welding fracture of titanium alloy valves. The width of the heat-affected zone (HAZ) of titanium alloy valves was 0.12mm, this way we totally eliminated the welding fracture problem of precision workpieces.
Client's Core Challenges
In November 2025, a global manufacturer of high-pressure fluid equipment got a problem: their 0.8mm thin-walled TC4 titanium alloy micro valve assembly, after the welding with traditional TIG, had a HAZ width of 1.5mm which is a very high figure. Using the backward metal welding process for precision components was completely out of the question.
Under a 15MPa pulsed load fatigue test, the specimen showed an intergranular brittle fracture after 12,000 cycles only, so its yield rate was less than 45%. These aspects caused a serious loss in delivery of bulk orders and so an advanced process was really necessary.
Solution de fabrication LS
They concentrated on metal welding of thin metal walls with very high precision, and focused on the exact top problems of welding titanium alloy precision parts.
- From the experience of titanium alloy micro valve welding project, titanium alloys can adsorb oxygen and hydrogen impurities very easily at high temperatures, which is the main reason for HAZ embrittlement.
- The team dropped the idea of single-pass arc welding process once and for all and chose a 3000W pulsed fiber laser welding system, which allowed the adjustment of the laser spot focus accuracy to 0.02mm.
- With two-layer flexible argon gas protective fixture, with the help of 99.999% pure argon gas at a rate of 25L/min being exhausted, and copper for forced heat dissipation, their interpass temperature is 85C, from a metallurgical point of view, they are prevented from forming cracks.
Project Results and Value
100% RT radiographic testing and metallographic inspection certified that the workpiece HAZ width was reduced to 0.12mm, and the grain size achieved the 9.5-level ultrafine grain standard. With the use of metal welding fatigue resistance design, the workpiece was able to endure 100,000 ultra-high pressure fatigue tests without any damage.
The first-pass yield rate went up to 99.8%, which completely eliminated all post-processing steps and reduced the long-term assembly costs per part by 42%, that is how they helped the customers to resolve delivery crises perfectly and reach a performance high and production loop of low cost.
This mature titanium alloy low-HAZ welding process can be quickly reused. For similar precision titanium alloy component processing needs, you can submit drawings directly to obtain a customized process solution.

FAQ
Q1: What is the Heat Affected Zone (HAZ) exactly in standard custom metal welding service?
The heat affected zone or HAZ is the portion of the base metal that was not actually melted during welding but still underwent changes due to exposure to high temperatures. These changes cause the area to have a weaker microstructure lower mechanical strength and less resistance to corrosion which is why the HAZ always really helps in the quality of welded components.
Q2: How exactly does LS Manufacturing control the extent of the HAZ during automated laser fabrication?
The laser duty cycle is altered by laser processing engineers the spot is squeezed to <=0.15mm and an in particular designed andcryogenic liquid nitrogen cooed copper water fixture is employed to very efficiently remove more than 65% of excess welding heat so the HAZ width is controlled very precisely.
Q3: In what ways does a larger HAZ affect the overall mechanical tensile strength of custom welded parts?
The main reason for that is the high-temperature metal grains coarsening due to their prolonged exposure to temperature in the wide HAZ. In addition brittle material may form at the grain boundaries which would serve those boundaries as stress concentration points and cause them to fracture under stress and this could bring a significant drop in the structural strength.
Q4: Is post-weld heat treatment (PWHT) completely unnecessary if the initial HAZ control welding service is optimized?
Bien sûr. With low-energy multi-pass micro-step welding the residual stress in the workpiece can be lowered to less than 15% of the base material's yield strength. With this in view most thin-walled stainless steel workpieces can be considered not in need of the costly post-weld heat treatment.
Q5: Which metal materials are prone to severe degradation around the welding heat affected zone during precision welding service?
7075 aluminum alloy with high strength, martensitic stainless steel, precipitation-hardening steel, and titanium alloy TC4 are very sensitive metals in the welding heat zone, they tend to soften or experience hydrogen cracking. Keeping the welding heat input very low is part of effective welding.
Q6: What NDT methods do you employ to inspect the microstructure of the HAZ without destroying the material?
We use AWS D1.1/D1.6 and ISO 15614 standards as a base. With technical equipment, UT ultrasonic testing, DR digital radiography, and Vickers hardness testing are the main tools we utilize. This combination of techniques allows us to detect microcracks and defects in the HAZ that are not visible to the naked eye.
Q7: What is the impact of the weld joint shape on the cost of welding HAZ?
Good design of the bevel can limit the amount of welding metal and heat by about 50%, which helps reduce not only the size of HAZ, but also resulting distortions. Besides, it can shorten the overall manufacturing time by 30% and eliminate the need for further straightening.
Q8: What essential quality documents does LS Manufacturing attach to my custom metal welding quote?
Components of a quote consist of DFM report, WPS welding procedure specification, PQR process qualification, metallographic test report, and original equipment manufacturer (OEM) material traceability certificate, all of which are aimed at confirming the compliance of manufacturing and quality control. Upload your drawings to get a quote and work with an expert process team to find customized welding solutions.
Résumé
The heat-affected zone (HAZ) of a weld is critical in determining the performance, service life, and safety of dimensionally accurate metal components. Control of low linear energy levels (0.4 kJ/mm), the optimization of pulsed laser melting cycles, and the use of forced cooling methods going together, metallurgically can help in minimizing core defects like grain coarsening and stress cracking. Because of this, this achieves a balance between the structural stability of workpieces and the limitation of the production cost.
At the same time, if you are looking for precision welding services, you can start by evaluating potential suppliers based on what comes next three main factors:
- Are they capable of simulating the stability of thermal cycles during mass production via finite element analysis (FEA) at the prototype phase?
- Do they have 100% coverage non-destructive testing (NDT) tools?
- Is the process documentation showing a clear upper bound for linear energy control?
LS Manufacturing is an ISO 9001:2015 certified company with a fully automated laser welding facility, capable of perform precision welding of high-pressure fluid equipment. Being responsible and quality-oriented, it highly emphasizes workpiece tolerances and metallographic quality. You are most welcome to visit our official inquiry page on our independent website anytime. Here, you can upload your STEP format 3D DFM drawings directly, and our senior metallurgical experts will generate a customized free metal welding assessment report and accurate commercial quotation for you within 24 hours.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Avis de non-responsabilité
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur. Concentrez-vous sur les solutions de fabrication personnalisées. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
