
精密機械加工サービスでは、ねじ製造において、タップの破損、品質のばらつき、非効率性などの重大な問題に直面しています。従来の工具選択方法では、工具寿命のばらつきが300% 、加工コストのばらつきが少なくとも25%増加します。精密機械加工サービスでは、ねじ製造、タップの破損、品質のばらつき、非効率性などの重大な問題に直面しています。
このアプローチにより、タッピング科学に基づいたデータ駆動型ソリューションが可能になります。 これは、LS Manufacturingが収集した2,000件以上のねじ切り加工事例を基に開発されたものです。これにより、工具キットの構成、材料、切削データが効率化され、加工効率を30%向上させると同時に、工具コストを40%削減することを目指しています。

ねじタップ:性能とコスト最適化クイックリファレンスガイド
| セクション | 要点 |
| 基本事項と種類 | タップの説明と使用方法。タップの種類:手動タップ、機械タップ、パイプタップ、成形タップ。 |
| 選考基準 | 要因:材質、穴の仕様、ねじの種類、希望する仕上げ、機械との互換性。 |
| コーティング剤および材料 | 一般的な選択肢: HSS、超硬合金。 コーティング:寿命/速度重視の場合は、TiN、TiCN、TiAlN。 |
| パフォーマンスのヒント | 適切な切削速度/送り速度、潤滑、適切なセットアップ、難削材に対する断続切削。 |
| コスト最適化 | 適切な蛇口の設置、予防保守、バッチ処理、サプライヤーとのパートナーシップ。 |
| 問題解決 | よくある問題への対処法:破損、ねじ山不良、摩耗、ビビリ音。 |
この技術ガイドには、 ねじ切り加工装置の選定、使用方法、およびメンテナンスに関する貴重なノウハウが満載されています。当社は、工具の破損を防ぎ、工具の寿命を延ばすといった喫緊の課題について、特に比較的安価な穴あけ加工に関して、お客様に役立つサポートを提供しています。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
精密機械加工サービス、特にねじタップの製造に関して言えば、当社の知識は実践を通して培われたものです。当社は既に航空宇宙産業、医療産業、自動車産業における最も重要な課題を解決してきました。マニュアルに記載されている知識はすべて、実践に基づいています。
当社の手法は、 ASTM Internationalやアルミニウム協会(AAC)などの厳しい要件に対応しており、最高の性能と最高の精度を実現するために、タップの材質と切削パラメータに関して可能な限り最良の選択を行います。
さらに、精密機械加工を最大限に活用できるよう、品質とコスト効率を保証することも忘れてはなりません。業界の専門知識とベストプラクティスを活用し、このガイドでは効果的なねじ切り加工の戦略をご紹介し、保証の範囲内で最適な結果が得られるようお手伝いします。

図1:LSマニュファクチャリングによる精密加工に適したねじタップの選定
精密機械加工サービスは、ねじ加工の効率と品質をどのように向上させることができるのでしょうか?
非科学的な工具選択は、工具の破損、不適切なタイミングでの摩耗、ねじの品質ばらつきにつながります。 コスト効率の良いねじ切り加工には、多品種少量生産において予測的かつ科学的な工具選択技術が必要です。これは、次の4つのステップで実現できます。
- 最適化された形状で粘着性のある材料を扱いやすくする: 316ステンレス鋼などの材料は、加工硬化によって切りくずが長く繊維状になるという性質を持っています。このような場合、 TiCN仕上げのタップ設計の利点を活用します。これにより、15~20m/分の安定した切削速度を実現し、ねじタップの性能を維持しながら、工具の致命的な破損を防ぎます。
- 脆性合金の摩耗軽減:生成される粉末は非常に摩耗性が高い。ねずみ鋳鉄材料からは非常に摩耗性の高い粉末が得られる。当社のタップはストレートフルートタップで、酸化仕上げが施されている。これにより粉末の排出性が向上する。酸化仕上げは、その硬度により粉末による摩耗から保護するため、耐摩耗性が向上する。摩耗は10~15m/分に制御される。
- 非鉄金属加工における凝着防止:アルミニウム合金は焼き付きを起こしやすく、表面仕上げ不良やねじ山の粗化の原因となります。そのため、 TiN表面処理を施したポイント型またはスパイラルポイント型のタップを使用する必要があります。このタイプのタップでは、切りくずは先端部より前方で排出されます。これにより、毎分30~50メートルの高速加工機で加工することが可能になります。
- 独自の選定データベースの導入:当社は、材料固有のロジックを信頼性の高い標準作業手順に変換します。独自の選定データベースは、材料グレード、硬度、穴の状態を検証済みの工具仕様と関連付けることで、推測を排除し、シフト間で再現性の高いねじ切り性能を保証します。ねじ切りは、信頼性の高い精密機械加工サービスを提供する上で不可欠な要素の一つです。
タップ選定において重要なのは、一般的なカタログデータではなく、再現可能なエンジニアリング文書です。これにより、特定のコストのかかる生産上の課題を、的確な工具とパラメータの選択によってどのように解決できるかが明確に示されます。このような実践的な技術的深みこそが、エキスパートレベルの精密機械加工サービスの特徴です。

加工対象物の材質に基づいて、最適なねじタップの種類を選択する方法とは?
ねじ切り加工において工具寿命とコスト効率を最大限に高めるには、 最適なねじタップの選定が不可欠です。しかし、ねじタップの選定における最大の課題は、加工対象材料の加工性の難しさと、タップの特性をいかに整合させるかという点にあります。本レポートでは、データ分析に基づいたねじタップ選定の基準を提示します。
| 加工材 | 主要な機械加工の課題 | 推奨されるねじタップの種類 | 主要パラメータ | 文書化された結果 |
| 焼入れ焼戻し鋼(HRC 30~35) | 高摩耗性 | 粉末高速度鋼(HSS-PM) | 8°~10°のレーキ角 | ライフタイムが800ホールに増加(従来は200ホール) |
| オーステナイト系ステンレス鋼(304/316) | 加工硬化、切りくず付着 | コバルト高速度鋼(HSS-E) | 35°ヘリックス角度 | 信頼性の高いチップ排出を実現 |
| ニッケル基超合金(インコネル718) | 高温下での高強度 | 超硬タップ | 切断速度: 5~8m/分 | 安定したスレッド生成を有効化 |
ねじタップの選定は、分析的なアプローチに基づいて行うべきです。まず、加工対象材料の主な加工上の問題点を分析します。その結果に基づいて、下記の表からニーズに合ったねじタップの種類を選択してください。この体系的なアプローチにより、最適なねじタップの選定が保証されます。
特定の加工シナリオにおける様々なねじ切りタップの比較分析?
加工用途によっては、ねじタップの種類も複数存在し、それぞれ適切な生産を行う上で重要な特性を備えています。本研究の主な目的は、最適な形状の様々なタイプのCNCねじタップ工具を測定可能な形で比較し、幾何学的形状と結果との間に存在する関係を明らかにすることです。
| ねじタップタイプ | 最適な適用シナリオ | 主要業績属性 | 定量化された便益 |
| スパイラルフルートタップ(15°~45°らせん) | ブラインドホールタッピング | 優れたチップ排出性能 | 切りくず除去効率が80%向上 |
| スパイラルポイントタップ(ポアント) | 貫通穴タップ加工 | 効率的なチップ排出 | 処理効率が50%向上した |
| ロール成形タップ(ねじ転造) | 延性材料 | チップレス加工、加工硬化 | ねじの強度が30%向上した |
| スパイラルフルートタップ(M6x1の例) | 一般的な盲点 | 鋼材の工具寿命 | 寿命は3000穴(ストレートフルートの場合は1200穴) |
ねじタップの性能を最適化するには、まず穴の種類(止まり穴/貫通穴)と材質を明確にします。止まり穴にはスパイラルフルートタップを、貫通穴にはスパイラルポイントタップを選択します。高強度ねじが必要な延性材料には、ロールフォーミングタップを使用します。上記のデータで検証されたこの用途に応じた選択は、高付加価値のCNCねじ切り加工において優れた結果を得るために不可欠です。
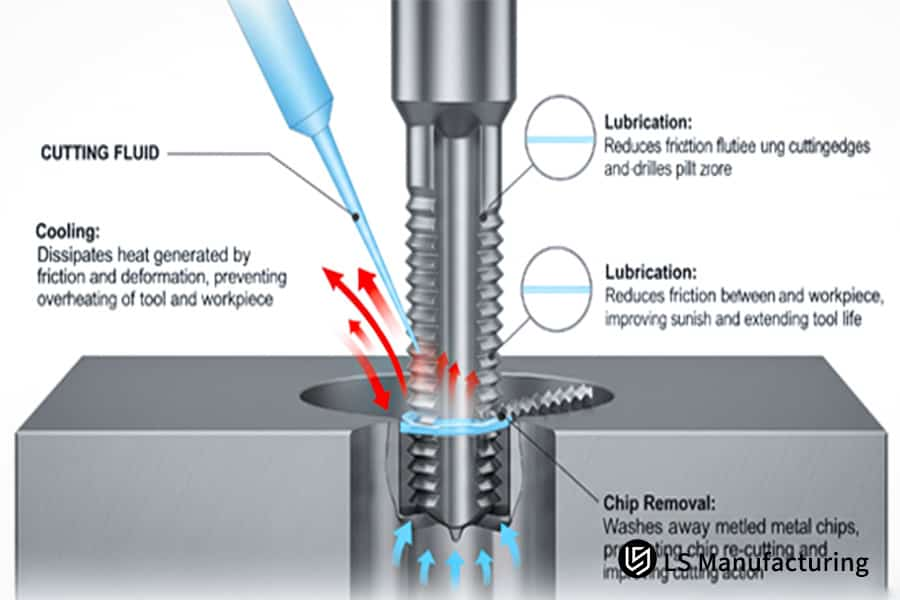
図2:LS Manufacturing社による、効果的なねじ切り加工におけるクーラントの重要な役割
加工品質を犠牲にすることなく、コスト効率の良いねじ切り加工を実現するにはどうすればよいでしょうか?
つまり、真に費用対効果の高いねじ切り加工は、より経済的な工具を使用することによっても、予測可能性の低いプロセスを使用することによっても実現できるものではないということです。費用対効果の高いねじ切り加工の解決策として、より安価な工具を採用するのではなく、予測可能な結果が得られる安定したねじ切り加工プロセスが必要となります。そのためには、制御不能な変数を排除するプロセスを開始する必要があります。
工具応力低減のための送り速度の最適化
送りが過剰だと切削負荷がかかり、送りが不足すると摩擦が大きくなり、発熱量が増加します。上記は、例えばM8x1.25を使用する場合、送り速度をねじピッチの95% (1.19mm )にプリセットすることで実現されます。この制御された噛み合いにより、ねじタップの性能が直接向上し、きれいで完全な形状のねじが常に形成されます。
精密最小量潤滑の実施
ねじ切り加工における最も重要な課題の一つは、深穴や止まり穴の場合、切削液が切削領域に十分に行き渡らないことである。これは、熱衝撃や凝着摩耗を引き起こす可能性がある。 適切な量の潤滑剤(50~100ml/時)を用いたターゲットMQLシステムは、平均的なマイクロフィルムを形成することで、チップと工具の界面における摩擦値を低減し、工具の寿命が期待できる平均的な構成刃先を実現します。これは、費用対効果の高いねじ切り加工にとって非常に重要です。
予期せぬ故障を排除するための積極的な監視
タップ破損は、突然発生すると、高額なダウンタイム、材料の無駄、そして製品の欠陥につながる可能性があります。当社では、スピンドル負荷とトルクをリアルタイムで測定できる監視機能も組み込んでいます。あらかじめ設定された比較基準値を用いることで、工具摩耗や工具位置ずれの早期警告信号も得られます。これにより、予期せぬダウンタイムや、工程上の欠陥による材料の廃棄を回避できます。
この文書は、業界がこれまで事後対応的に行ってきた工具交換という思考プロセスから脱却し、データ処理による管理へと移行することを目的とした設計戦略を提示するものです。この文書には、ねじ切り加工の性能を向上させるための様々なアプローチが含まれており、これは精密機械加工サービスを提供する企業にとって、費用対効果の高いねじ切り加工を実現するための鍵となります。
CNC加工におけるねじ切り加工のプロセスパラメータを最適化して効率を向上させるには?
CNC加工におけるねじ切り加工のパラメータ設定が不適切だと、加工速度の低下、工具寿命の短縮、あるいはその両方の問題に加え、ねじの品質低下といった悪影響が生じます。しかし、この場合、最も難しいのはスピンドル速度とZ軸の動きを同時に制御することです。以下の手順では、これらの要素を制御することが可能になります。
同期制御によるリジッドタッピングの実装
柔軟な張力・圧縮ホルダによるピッチのずれを避けるため、電子同期によるスピンドル軸と送り軸の剛性タッピングサイクルG84では、送り速度が1回転あたり1.25mmのスピンドル回転速度と等しくなることが保証されているため、フローティングホルダの使用を避けています。これは、ねじ山の精度6H等級を確実に遵守し、ねじ山のずれが発生する可能性を最小限に抑える上で、 CNCねじ切り加工において特に重要です。
材料固有の切削における速度と送りの調整
一般的な切削速度と送り速度では、発熱量が多すぎたり、切りくずの形成が悪くなったりする場合があるものの、これらの値は実験的に検証されています。これは、 1045鋼を加工する場合、切削速度25m/分( M10の場合約800RPM)と送り公差±0.02mmが考慮されるためです。この最適なねじタップパラメータの選択により、切りくず負荷と発熱のバランスが取れ、工具寿命が直接最適化され、サイクルタイムが40%短縮されます。
深穴切削におけるペックタッピングの利用
止まり穴加工の直径の2倍を超えると、切削がタイトになり、トルクと破損が大きくなります。この問題を克服するには、ペックタッピングサイクルサブルーチンを含むプログラムを確立する必要があります( Q値付きG84 )。ドリルは、切削チップを除去するために、毎回0.5mmずつ後退しながら前進します。この積極的なチップ管理により、再切削が防止され、タップ応力が軽減され、厳しい用途でのねじタップ性能の維持に不可欠であり、工具寿命を4000穴以上に延ばすことができます。
この文書は、標準的なGコードコマンドを超えた、パラメータ最適化のための正確かつ実践的なフレームワークを提供します。機械機能の同期方法やデータ駆動型パラメータの選択方法など、 CNCねじ切り加工における主要な課題を解決するための具体的な手順を詳細に解説し、優れたねじ切り性能と大量生産における運用効率の両方を実現します。

図3:LSマニュファクチャリングによる高精度加工に適したタップの選定
タップの幾何学的パラメータを最適化することで、完璧なタッピングを実現するにはどうすればよいか?
一般的なねじ切り加工は、表面仕上げが低く、トルク値が高く、工具寿命が短いという欠点があります。しかし、この加工方法の問題点は、切りくず形成、付着性、強度パラメータに関する材料特性に応じて、切削角度とフルート設計を変更する必要があることです。このアプローチは、幾何学的パラメータを持つ精密加工法で構成されています。
- 延性のある軟質材料における切削力の低減:6061アルミニウム合金をはじめとする材料は、構成刃先が発生しやすい傾向があります。そのため、低切削圧力が推奨されます。12 °~15°の高すくい角タップの使用が推奨されます。この構成により切削刃が鋭くなり、少ない圧力で材料を効果的にせん断できるため、薄く扱いやすい切りくずが得られます。上記の切削プロセスで述べたこのプロセスにより、トルクが25%以上低減されます。また、このプロセスにより、Ra値が1.6µm以下の表面仕上げが実現します。これは、高品質な精密機械加工サービスの基準の一つです。
- 研磨性・高強度合金における刃先形状の維持:オーステナイト系ステンレス鋼は、加工硬化する性質と研磨性を有しています。すくい角が大きいと、刃こぼれが発生しやすくなります。当社では、6°~8°の高めのすくい角を採用しています。これにより、材料の高いせん断強度と硬度に耐えうる、より硬い切削刃が形成されます。刃先が強くなることで変形が抑制され、工具寿命が長くなってもねじ山形状の精度が維持され、生産途中での重大な破損を防ぐことができます。これは、信頼性の高いねじ切り加工性能に不可欠です。
- 粘着性のある材料における切りくず排出の確保:これらの合金系は高い靭性を持ち、切りくずが連続的に発生するため、工具に容易に溶着する可能性があります。当社では、 35~45°の可変らせん角を持つタップを使用しています。当社の設計では、らせん角の増加によりフルートのすくい角が正の値となり、切りくずを工具の前方に積極的に押し出すように設計されています。これにより、チタンにおけるタップ焼き付きの主な原因である切りくずの詰まりや焼き付きを防ぎ、反応性金属用のねじタップの選択に関する根本的な課題を解決します。
このマニュアルでは、特定の幾何学的関係が製品製造における問題解決に直接結びついていることを説明してきました。また、このマニュアルでは、幾何学的選択が信頼性の高い品質性能にどのように合理的に結びつくかについて、エンジニアのビジョンを支援することで、製品推奨に関する議論を進めていきます。そして、精密機械加工サービスの熟練した専門家は、まさにこのような具体的なノウハウのレベルにおいて際立っています。
精密ねじ加工における品質問題に対する一般的な解決策にはどのようなものがありますか?
ピッチ径のずれ、表面仕上げの不良、ねじ山の破損といった精密ねじ切り加工における問題は、嵌合、機能、組み立てに影響を与える可能性があります。これらの問題は通常、工具、加工条件、クーラントの相互作用によって発生します。以下では、あらゆる故障モードにおける問題の原因に焦点を当てた、段階的な解決策を示します。
タップ公差管理によるピッチ径偏差の補正
ピッチ径が適切に管理されていないと、ボルトの嵌合不良やシール不良につながります。解決策は、用途に応じたより厳しい公差クラスのタップを指定して使用することです。6H嵌合の場合、ピッチ径の製造公差が±0.01mmに管理されたタップを選択することで、切削されたねじ山が厳密な6Hの範囲内に収まることが保証されます。この積極的なCNCねじ切り加工戦略により、後工程検査が工程内保証に置き換えられ、初回合格率が向上します。
切削速度を最適化して表面の粗さを解消
Raが3.2µmを超えると、摩擦が大きくなり、不適切な切削速度によって疲労亀裂が発生しやすくなります。また、過剰な発熱や構成刃先の形成も引き起こされます。この問題は、加工対象材料に適した切削速度範囲に調整することで解決できます。最適な切削速度を用いることで、光沢があり連続的な切りくずが生成され、 Ra1.6µmを超える表面仕上げを残すことなく材料をせん断することができます。これこそが、高品質な精密加工サービスの真髄です。
冷却液濃度管理によるねじ山破損防止
ギザギザの山が付いたねじ山が破れる原因は、通常、切削刃への切りくずの溶着と潤滑不足です。クーラントだけでは不十分で、濃度が重要です。当社では、溶剤油の濃度が8~10%になるように、混合と試験を厳密に管理した方法を採用しています。これにより、切削刃への潤滑と冷却効果を最大限に高める混合比率が実現し、材料の付着を防ぎ、ねじタップの性能を保護します。
本レポートで提示するワンストップ修理提案は、ねじ加工における一般的な問題解決プロセスとは異なり、特定の状況に応じた是正措置です。それぞれの是正措置は、公差、加工パラメータ、または流体制御におけるプロセス変更に対処することで、品質不良による高額な問題を解消するだけでなく、精密機械加工サービスに必要な技術的ノウハウも満たします。
ねじタップ供給業者の技術力とサービス能力を評価するには?
ねじタップの価格や供給業者からの入手可能性に依存すると、工具寿命や生産時間に予期せぬコストが発生したり、品質受入に関するデータがばらついたりする可能性があります。供給業者のテストでは、ねじタップの技術仕様だけでなく、用途に関連する問題の解決に向けて協力できる能力などの要素も考慮する必要があります。考慮すべき要素には、以下が含まれます。
カスタムエンジニアリングおよび設計コラボレーション能力の評価
標準工具しか保有していないこのサプライヤーの能力では、特殊な材料や形状に関する問題に対応できません。特定の合金材料に必要な、すくい角やフルートパターンの変更を含むカスタム形状の供給に関する彼らの能力を評価してください。このような積極的な設計サポートは、非標準用途における最適なねじタップの選定に不可欠であり、単なる取引的な供給にとどまらず、複雑な精密機械加工サービスのためのエンジニアリングソリューションへと発展するパートナーシップを示すものです。
工具寿命の一貫性と価値回復オプションの定量化
例えば、 HSSタップの場合、特定の条件下で最低3000穴の加工が保証されるなど、工具の最低寿命が保証されていれば、穴あたりのコストデータに基づいて綿密な予算編成が可能になります。また、工具の再研磨設備が認定されているかどうかも確認しましょう。タップを2~3回専門的に再調整できるサプライヤーであれば、消耗品を有形資産に変えることができ、初期投資の耐用年数を延ばすことで、ねじ切り加工のコスト効率を直接的に向上させることができます。
テクニカルサポートの対応力と問題解決能力を精査する
ラインダウン中のねじ切り問題への対応が遅れると、非常に高額なコストが発生します。サプライヤーが提供できるサポート体制を評価してください。サプライヤーは、アプリケーションエンジニアによる24時間365日の技術サポートを提供しているでしょうか?また、工具の摩耗、クーラントの機能、機械の状態を分析するために、 24時間以内にオンサイト診断を提供できるでしょうか?このような迅速かつ熟練したサポートは、ダウンタイムを最小限に抑え、生産スケジュールを確実に守るために重要です。
これにより、サプライヤー評価のパラダイムが、価格比較やコスト削減から、協働エンジニアリング、ライフサイクル価値、サポート対応といったより技術的な評価へと移行します。これは、単に製品を購入するだけでなく、エンジニアリングソリューションを提供する企業を特定するための方法論を提供し、最終的にはコスト効率の高いねじ切り加工や、重要な精密フライス加工サービス業務のリスク低減につながる可能性があります。
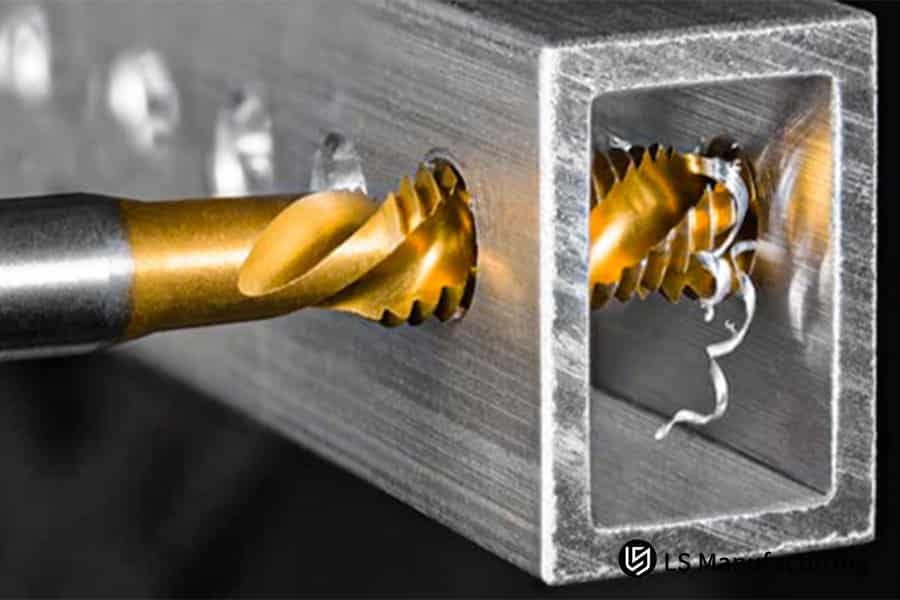
図4:LS Manufacturing社製の金製スパイラルタップによる内ねじの形成の詳細図
LSマニュファクチャリング:エンジンシリンダーヘッドねじ穴加工最適化プロジェクト
自動車の大量生産においては、コストと品質の競争力を確保するために、ねじ切り加工の安定性が不可欠です。以下に、ねじタップガイドと、 LS Manufacturing社がエンジンシリンダーヘッドの製造における問題に対して採用した解決策を示します。
クライアントの課題
顧客の問題点は、ねずみ鋳鉄(グレードG3500 )製エンジンシリンダーヘッドにM10x1.25のねじ穴を加工する際の研削加工上の制約でした。タップは800穴ごとに交換する必要があり、その結果、ねじ山の不規則性、頻繁な交換、および全体で3 %の削り取りが発生していました。主な原因は、タップが一般的な高速度鋼でできていることでした。
LSマニュファクチャリングソリューション
当社の技術ソリューションは、摩耗や切削屑の排出に関連する根本原因に対処することができました。提案では、 TiNコーティングを施した粉末冶金HSSタップを使用することで、最大の耐摩耗性を実現しました。切削パラメータも12m/分に最適化され、送り速度は1.19mm/回転となりました。さらに、切削刃の冷却と切削屑の排出を目的として、 1.2MPaの圧力で工具内部にクーラントを供給しました。これにより、加工サイクルを中断することなく実行することが可能になりました。
結果と価値
これにより、穴の平均寿命が3,500回増加し、 337%の増加となりました。工具交換回数は75%削減され、ねじ山の品質は6Hに向上し、 3%の不良率を完全に解消しました。さらに、工具コストの年間12万円の節約に加え、結果に対する顧客満足度も100%を達成しました。
したがって、この事例は、工具を単なる商品という観点だけでなく、より具体的には総合的なエンジニアリングシステムという観点からどのように捉えることができるか、そしてそのアプローチが、 LS Manufacturing社が自社の高度な技術力とパートナーシップへの注力をどのように活用して顧客のために効果的にネジ山を切り出すかといった、困難な製造上の課題の解決にどのように役立つかについての当社の見解を示しています。
ねじ切り加工の性能とコスト効率を向上させたいですか?精密加工用タップに関する究極のガイドをご覧になり、 CNCフライス加工を最適化しましょう。

ねじ加工技術における将来の動向と革新に関する分析
糸製造技術の未来は、適応性、予測性、そして高効率性を備えた技術として、従来の変数とメンテナンスの限界を押し広げることにあるでしょう。端的に言えば、この技術における最大の課題は、予期せぬダウンタイムや品質のばらつきがないようにすることであり、それによって糸製造技術をインテリジェントかつ自己最適化させ、以下の革新分野を実現できるのです。
予測分析を実装して、プロアクティブなツール管理を実現する
タップの破損は、生産ラインの生産継続性に影響を与えます。当社では、 CNCねじ切り加工工程の実施中に、生産ラインにおけるトルクと振動をリアルタイムで計測するセンサーを採用しています。そして、破損パターンに基づいて学習させたアルゴリズムを用いて、 90%以上の高精度で工具寿命を予測するモデルを構築しました。
極めて過酷な用途における長寿命化を実現する先進コーティングの開発
従来のコーティングは、高温合金などの過酷な材料では早期に劣化します。当社の革新的な技術は、 TiAlNなどのナノスケール多層コーティングにMoS2などの固体潤滑剤を組み込んだものです。この構造により、硬く熱的に安定した外層が形成されるとともに、潤滑剤が切削屑と工具の界面における摩擦を低減します。その結果、研磨材や粘着材において工具寿命が30%以上向上し、ねじ切り加工性能が直接的に向上することが実証されています。
精密性と持続可能性のためのマイクロ潤滑技術の導入
深穴ねじ切り加工において、フラッド潤滑は効果が低く、材料の無駄遣いにつながります。この欠点は、エアロゾル化による最小量潤滑(MQL)によって克服できます。少量のMQL潤滑剤(50~100ml/h)を精密に噴霧することで、切削刃に十分な潤滑が行き渡ります。これにより、熱衝撃と摩擦が大幅に低減され、切削速度と送り速度の向上が可能になるとともに、切りくず排出と表面仕上げが改善されます。これは、高度な精密加工サービスにとって非常に重要です。
プロセス安定性のための適応制御システムの構築
材料の硬度レベルのばらつきは、ねじの品質レベルのばらつきにも対応することを示しています。しかし、将来を見据えると、送り速度の適応制御システムという概念が生まれます。これは、スピンドル負荷をリアルタイムで測定する原理を応用し、送り速度の制御を材料中の硬質部分や空隙の存在可能性に依存させるものです。
本分析では、受動的なねじ切り加工から予測的かつ適応的なねじ切り加工へと移行するための具体的なロードマップを示します。データ分析、材料科学、およびクローズドループ制御を統合することで、ダウンタイム、工具コスト、品質保証といった喫緊の課題を直接解決する方法を詳細に解説します。この先見性のあるソリューション指向のアプローチは、次世代の高信頼性CNCねじ切り加工および精密機械加工サービスを定義するものです。
よくある質問
1. さまざまな材料に適したタップの種類を選ぶにはどうすればよいですか?
硬度と強度に応じて、材料の種類は問わない。ステンレス鋼の切削にはコバルト高速度鋼タップ、アルミニウム合金の切削にはスパイラルポイントタップ、各種鋳鉄の切削には酸化処理タップが用いられる。
2. 蛇口の交換時期はどのように判断すればよいですか?
つまり、トルクが15%増加した場合、ねじ部の表面粗さが悪化した場合、または寸法が許容範囲外になった場合は、大量の不良品が発生する可能性があるため、直ちに新しいタップに交換する必要があった。
3. CNCタッピングには、リジッドタッピングとフレキシブルタッピングのどちらを使用すべきでしょうか?
正確なねじ切りにはリジッドタッピングが推奨されますが、フレキシブルタッピングは深い穴や加工が難しい材料に最適です。どちらを使用するかは、機械の精度によって異なります。
4.蛇口の耐用年数を効果的に延ばすにはどうすればよいか?
切削条件の最適化、タップへの適切なコーティングの使用、冷却と潤滑。タップの摩耗に関する定期的な点検が必要です。
5.異なる材料を加工する際の切削速度の設定方法
鋼材: 20~30m/分、ステンレス鋼: 10~20m/分、アルミニウム合金: 30~50m/分。具体的な速度は、試し切りによって決定する必要があります。
6. 蛇口が破損する一般的な原因は何ですか?また、それらを防ぐにはどうすればよいですか?
これらには、同心度の不良、切削屑の排出不良、不適切なプロセスパラメータなどが含まれます。是正措置としては、治具の修正、プロセスの最適化、プロセスの監視などが挙げられます。
7.ねじ加工の品質が基準を満たしているかどうかをどのように評価しますか?
ねじゲージを使用して確認し、粗さ計で表面仕上げを測定し、重要な寸法については100%検査を実施してください。
8. タップコーティングは加工性能にどの程度影響しますか?
適切なコーティングを施すことで、寿命を2~3倍に延ばすことができます。TiNは汎用性が高く、TiCNは耐摩耗性に優れ、AlCrNは耐熱性に優れています。高度な工具コーティングを用いた高精度部品のご注文は、LS Manufacturingまでお気軽にお問い合わせください。正確なお見積もりをご提示いたします。
まとめ
タップの選定や工程の最適化に科学的な手法を用いることで、ねじ加工時の効率と品質を向上させ、生産コストを最適化することが可能になります。
業界におけるねじ加工サービス、あるいは上記製品に関する無料分析をご希望の場合は、 LS Manufacturingの技術専門家までお問い合わせください。また、お客様の現在のねじタップの性能を診断し、効率、品質、コスト面での改善方法に関する無料レポートをご提供いたします。
ねじ切り加工の最適化をお考えですか?最高の性能とコスト削減を実現する精密機械加工サービスの究極ガイドをご覧ください。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


